The Geological Occurrence, Mineralogy, and Processing by Flotation of Platinum Group Minerals (PGMs) in South Africa and Russia



Abstract
:1. Introduction
2. Geological Occurrence and Mineralogy of the Ore Bodies
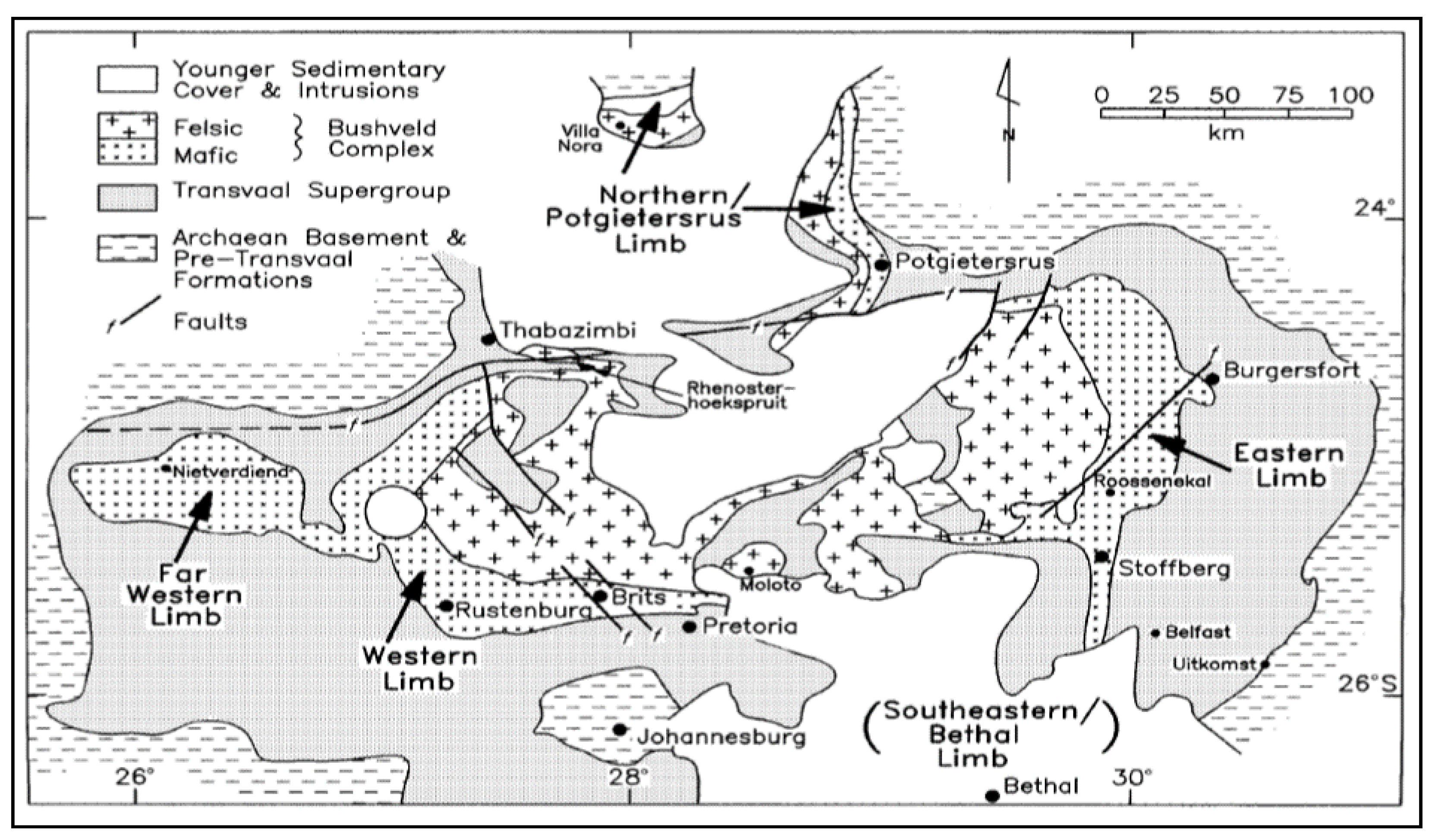
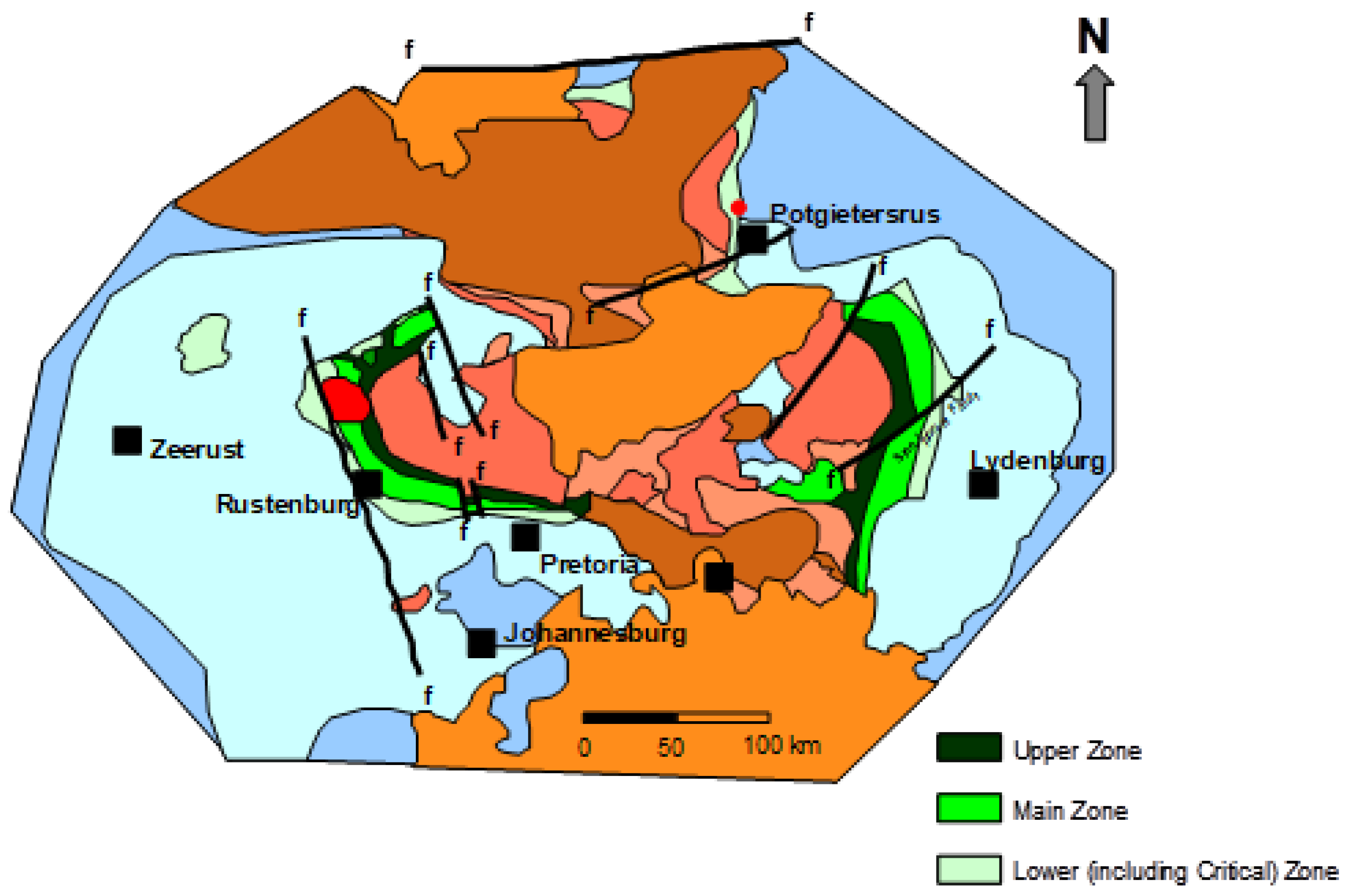
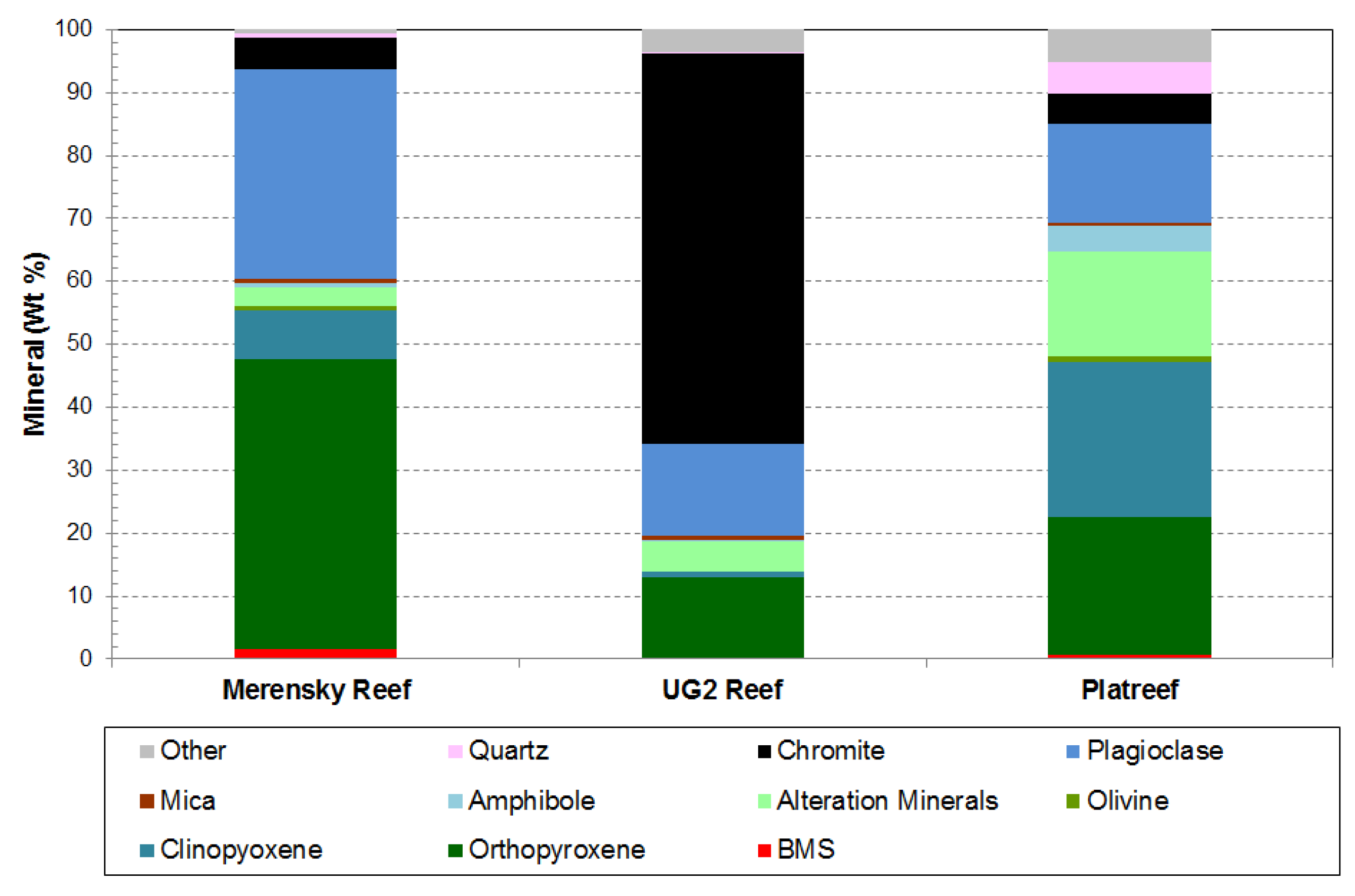
2.1. South Africa
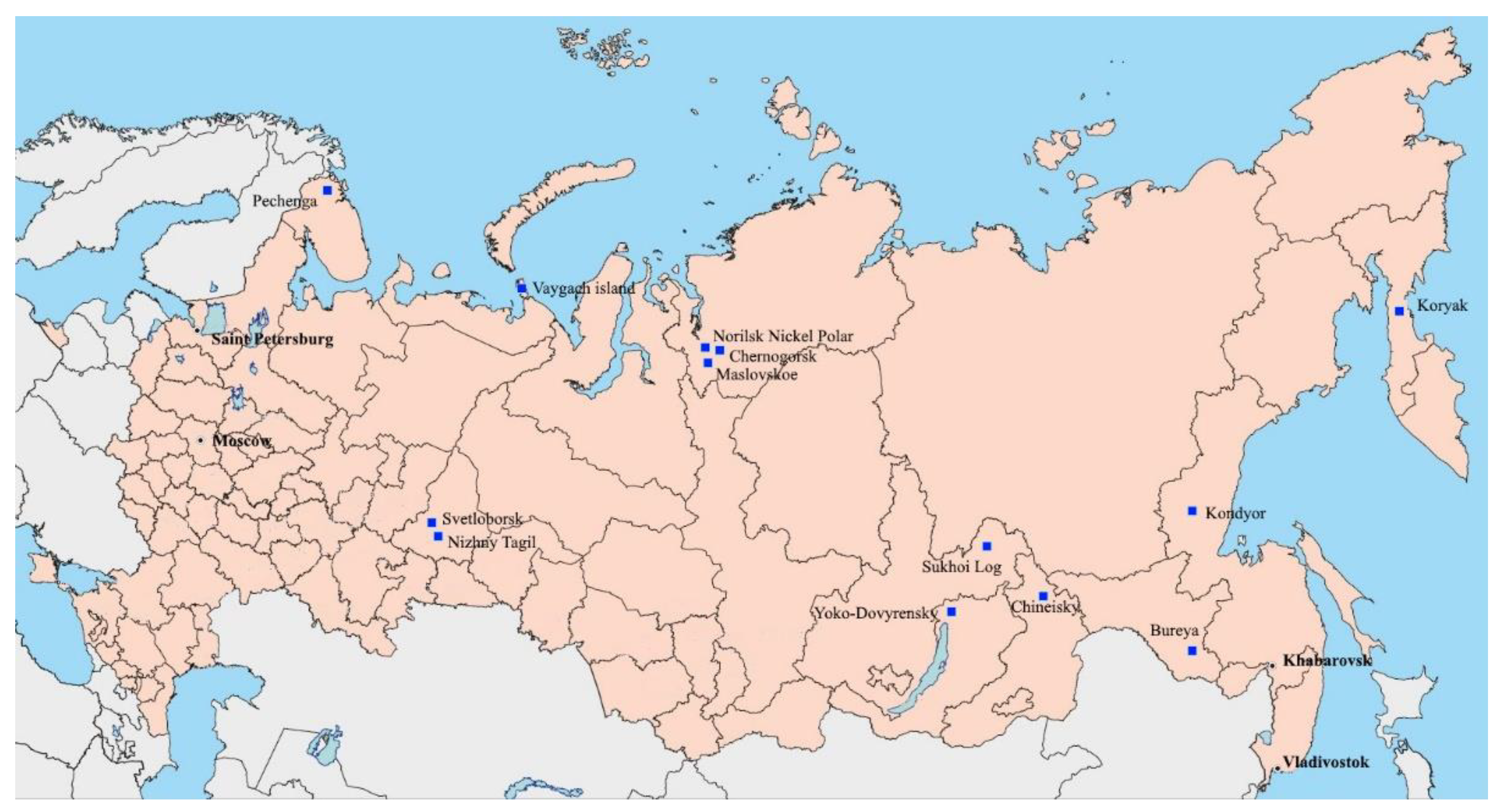
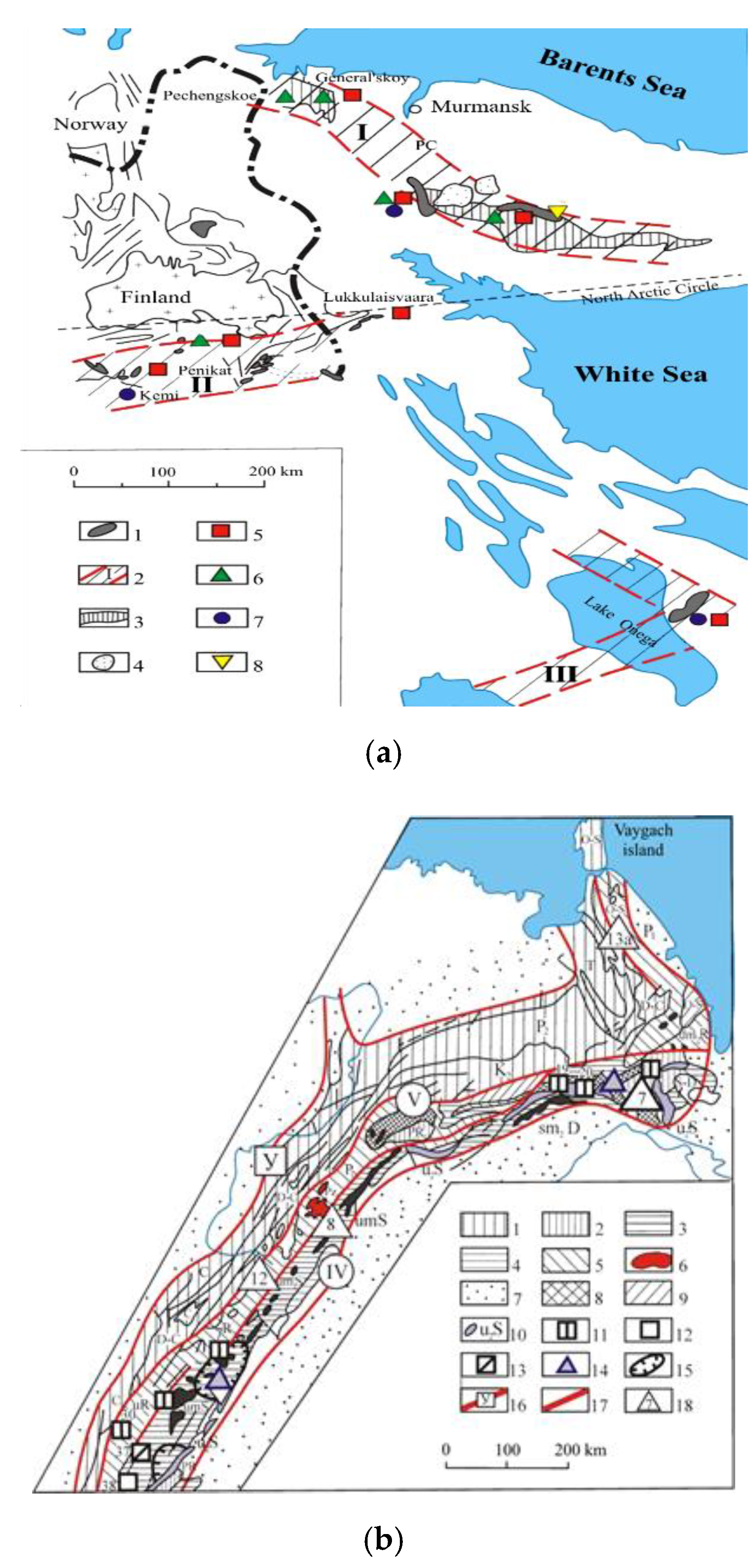
2.2. Russia
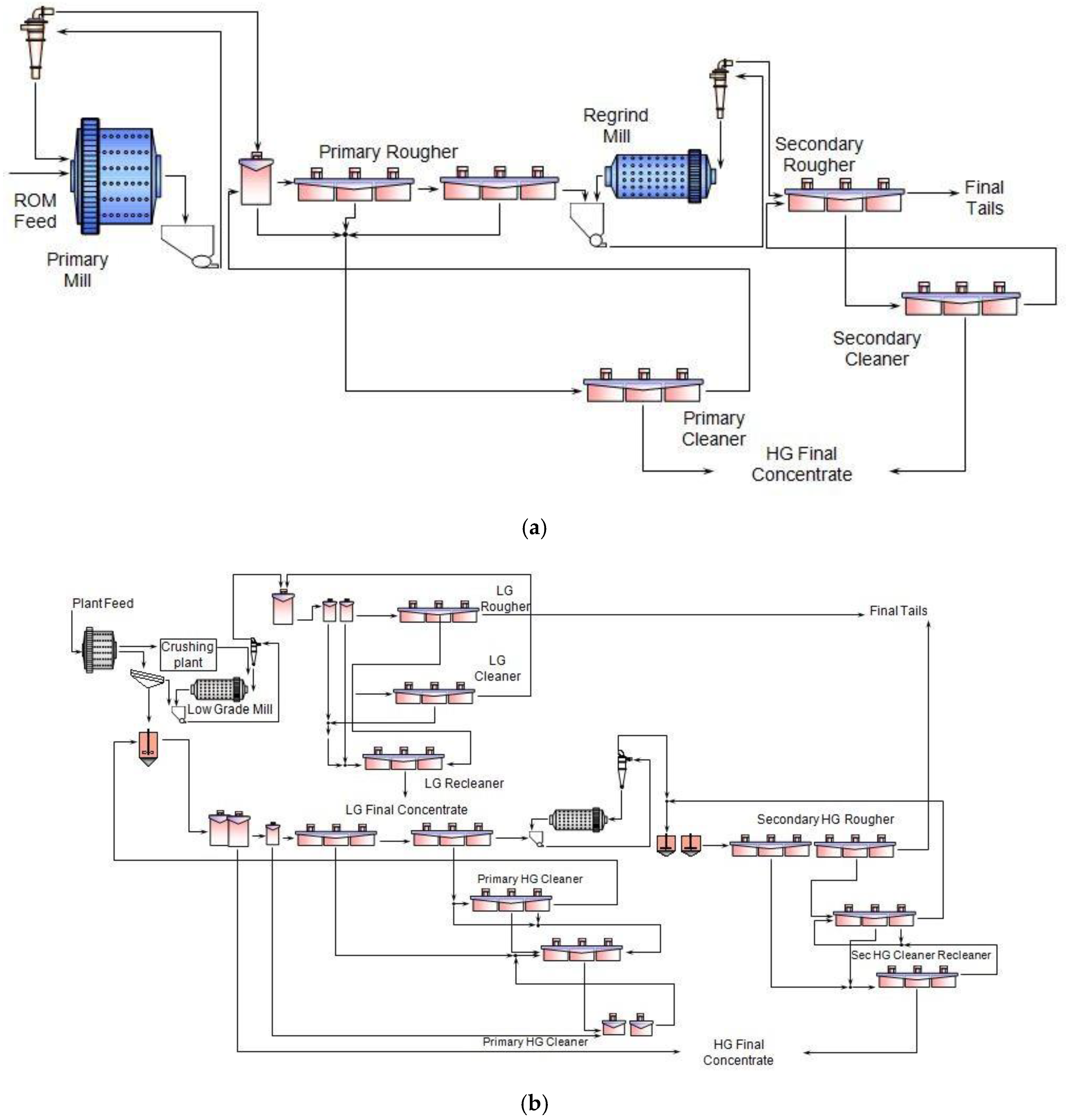
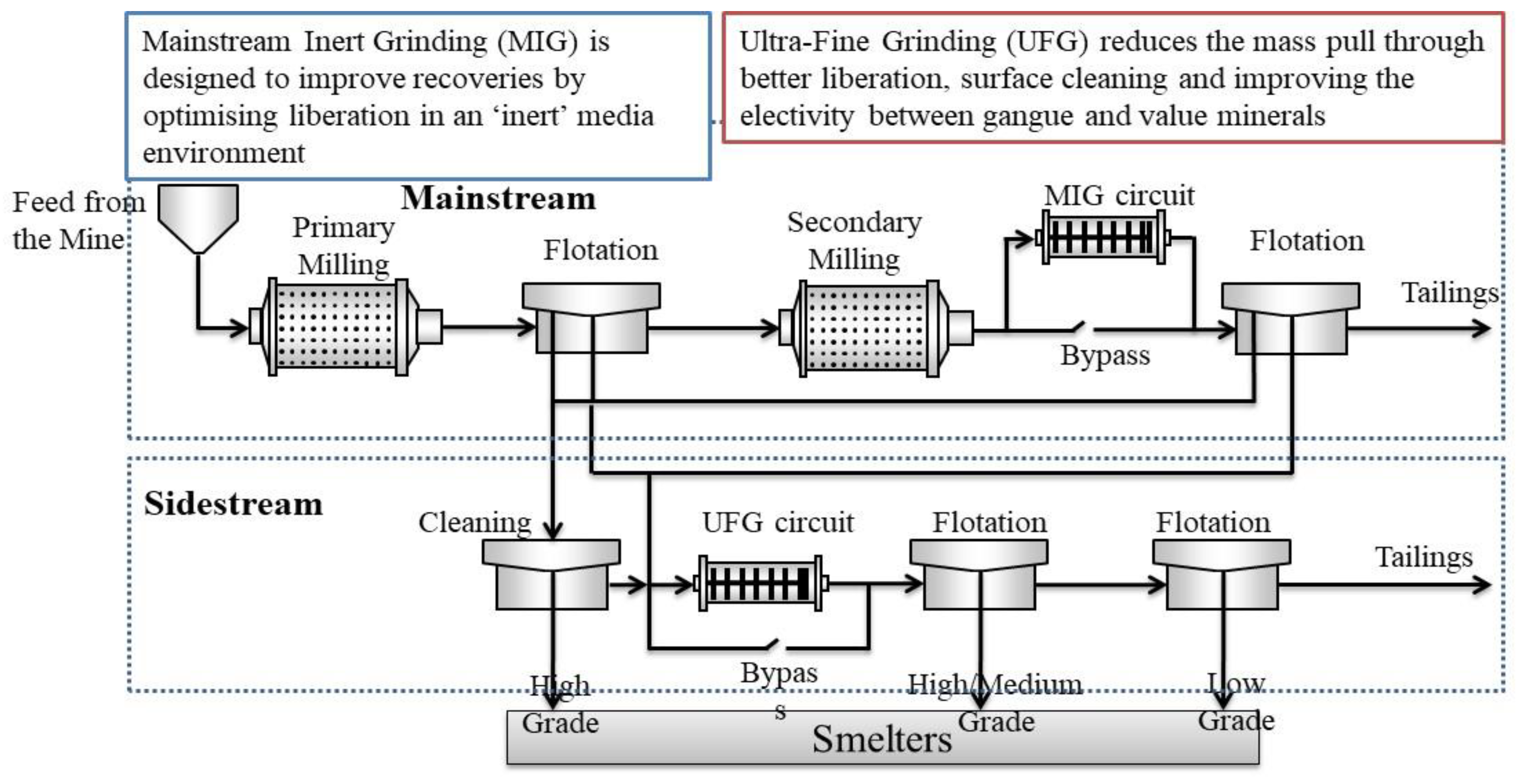
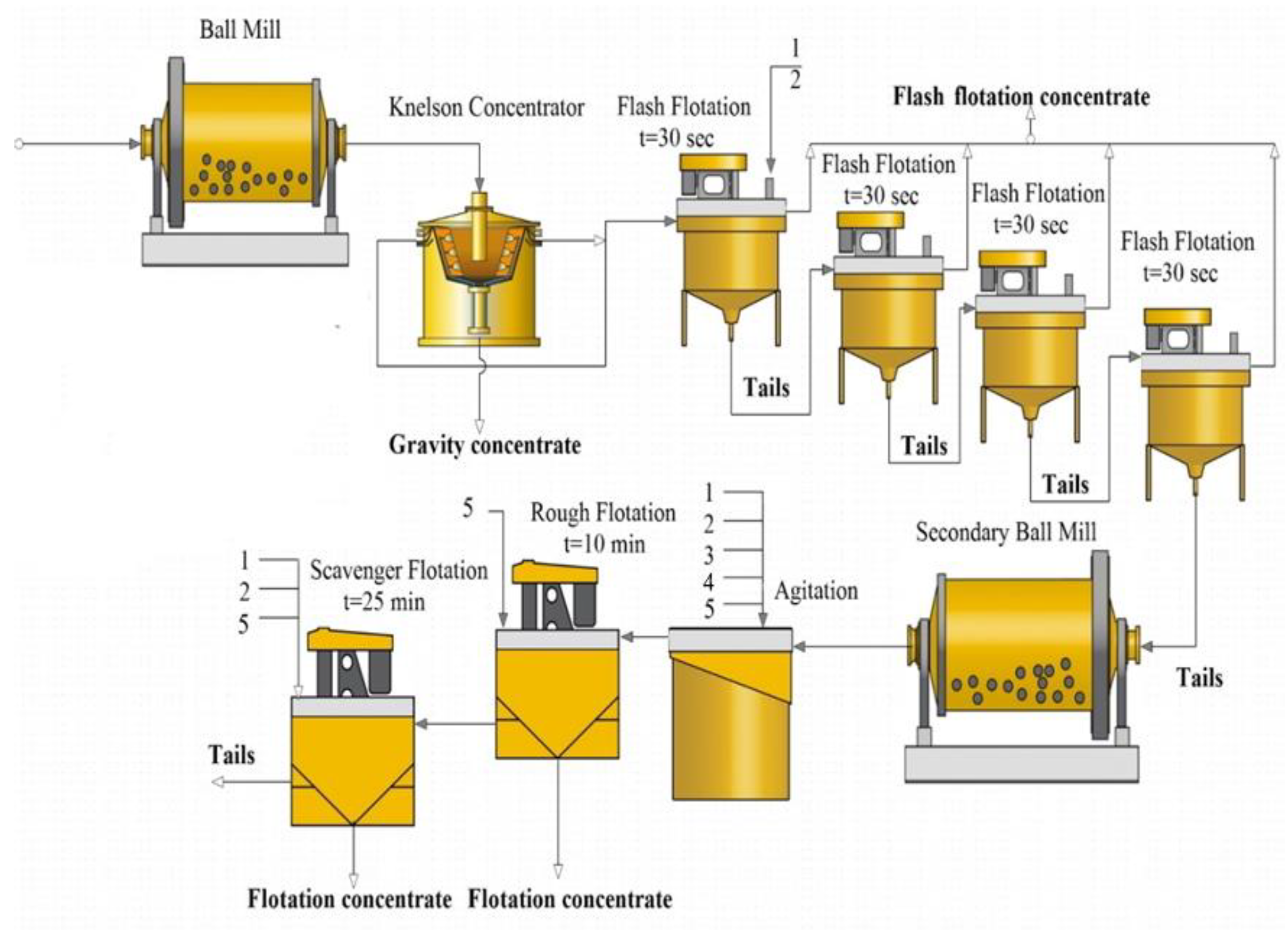
3. Processing of the Ores
4. Challenges and Opportunities
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cawthorn, R.G. The Platinum Group Element deposits of the Bushveld Complex in South Africa. Platinum Metals Rev. 2010, 54, 205–215. [Google Scholar] [CrossRef]
- Lavrik, N.; Litvinova, N.; Aleksandrova, T.; Stepanova, V.; Lavrik, A. Platinum Mineralization Comparative Characteristics of the Some Far East Deposits: Problems of Complex Development of Georesources Electronic Resource. E3s Web of Conferences. Mining Technology, Norilsk Mining Centre, 2018; p. 04017. Available online: https://www.mining-technology.com/projects/norilsk/ (accessed on 9 November 2020).
- Johnson Matthey PGM Market Report. May 2019. Available online: http://www.platinum.matthey.com/documents/new-item/pgm%20market%20reports/pgm_market_report_may_19.pdf (accessed on 9 November 2020).
- AngloAmerican Futuresmart MiningTM. Available online: https://www.angloamerican.com/futuresmart/stories/our-industry/mining-explained/digging-deeper-mining-methods-explained (accessed on 23 December 2020).
- Cawthorn, R.G.; Webb, S.J. Connectivity between western and eastern limbs of the Bushveld Complex. Tectonophysics 2001, 330, 195–209. [Google Scholar] [CrossRef]
- Schouwstra, R.; Kinloch, E.; Lee, A. A short geological review of the Bushveld Complex. Platin. Met. Rev. 2010, 44, 33. [Google Scholar]
- Cramer, L. The extractive metallurgy of South Africa’s platinum ores. J. Miner. 2010, 53, 14–18. [Google Scholar] [CrossRef]
- Zientek, M.L.; Douglas Causey, J.; Parks, H.L.; Miller, R.J. Platinum-Group Elements in Southern Africa—Mineral Inventory and an Assessment of Undiscovered Mineral Resources; Scientific Investigations Report 2010–5090–Q, 010, 2010; U.S. Geological Survey: Reston, VA, USA, 2014.
- Engelbrecht, J. Potential Changes in the Physical Beneficiation Processes That Can Improve the Recovery Grade or Costs for the Platinum Group Metals. In Proceedings of the Fifth International Platinum Conference: A Catalyst for Change 2012, Sun City, South Africa, 17–21 September 2012. [Google Scholar]
- Johnson Matthey, Special Report, PGM Mining in Russia, Platinum 2004. pp. 16–21. Available online: http://www.platinum.matthey.com/documents/market-review/2004/special-report/special-report---pgm-mining-russia.pdf (accessed on 9 November 2020).
- Dodin, D.A.; Zoloev, K.K.; Koroteev, V.A.; Chernyshov, N.M. Carbonaceous Formations—A Major New Source of Platinum Group Metals of the XXI Century; Geoinformmark Ltd.: Moscow, Russia, 2007; p. 130. Available online: https://docplayer.ru/50126569-Geologiya-poiski-i-razvedka-tvyordyh-poleznyh-iskopaemyh-minerageniya.html (accessed on 9 November 2020). (In Russian)
- Godlevsky, M.N. Traps and Ore-Bearing Intrusions of the Norilsk Region; Gosgeoltekhizdat: Moscow, Russia, 1959; p. 61. [Google Scholar]
- Dodin, D.A.; Dodina, T.S.; Zoloev, K.K.; Koroteev, V.A.; Chernyshov, N.M. Platinum of Russia: state and prospects. Lithosphere 2010, 1, 3–36. [Google Scholar]
- Barnes, S.; Le Vaillant, M. Microtextures and Solidification Processes in Norilsk-Talnakh Globular Sulphide Ores. In Proceedings of the 13th International Platinum Symposium, Polokwane, South Africa, 30 June–6 July 2018. [Google Scholar]
- Barnes, S.J.; Vaillant, M.; Godel, B.; Lesher, S.M. Droplets and Bubbles: Solidification of sulphide-rich vapour-saturated orthocumulates in the Norilsk-Talnakh Ni–Cu–PGE ore-bearing Intrusions. J. Pet. 2019, 60, 269–300. [Google Scholar] [CrossRef]
- Dodin, D.A.; Chernyshov, N.M.; Yatskevich, B.A. Platinum-Metal Deposits of Russia; Nauka: St. Petersburg, Russia, 2000; p. 755. (In Russian) [Google Scholar]
- Rule, C.M.; Knopjes, L.; Clermont, B.; Philippe, C. Fine Grinding—Developments in ceramic media technology and resulting improved plant performance at Anglo Platinum. In Proceedings of the 3rd International Platinum Conference ‘Platinum in Transformation’, The Southern African Institute of Mining and Metallurgy, Sun City, South Africa, 5–9 October 2008. [Google Scholar]
- Rule, C.M.; Plint, N. What will the typical PGM concentrator look like? Keynote address. In Proceedings of the 8th International Comminution Symposium (Comminution 2012), Vineyard Hotel, Cape Town, South Africa, 16–20 April 2012. [Google Scholar]
- Mainza, A.N.; Powell, M.S. RoM Ball mills—A comparison with AG/SAG Milling, SAG 2006. In Proceedings of the International Autogenous and Semiautogenous Grinding Technology, Vancouver, BC, Canada, 24–27 September 2006; pp. 314–325. [Google Scholar]
- Rule, C. Stirred milling—new comminution technology in the PGM industry. In Proceedings of the 4th International Platinum Conference, Platinum in transition ‘Boom or Bust’, The Southern African Institute of Mining and Metallurgy, Sun City, Rustenburg, South Africa, 11–14 October 2010. [Google Scholar]
- Khramtsova, I.N.; Baskaev, P.M. The main directions of improving the technology for beneficiation of copper-nickel ores of ZF MMC Norilsk Nickel. Tsvetnye Met. 2005, 10, 58–63. [Google Scholar]
- Shneerson, Y.M.; Lapin, A.Y.; Goncharov, P.A.; Shpayer, V.M.; Greiver, T.N.; Petrov, G.V.; Tatarnikov, A.V. Hydrometallurgical processing technology for low-sulfide platinum-containing concentrates. Tsvetnye Met. 2001, 3, 1–5. [Google Scholar]
- O’Connor, C.T.; Wiese, J.G.; Corin, K.C.; McFadzean, B. A review of investigations into the management of gangue in the flotation of platinum group minerals. Physicochem. Probl. Miner. Process. 2018, 54, 1107–1115. [Google Scholar]
- Corin, K.C.; Reddy, A.; Miyen, L.; Wiese, J.; Harris, P.J. The effect of ionic strength of plant water on gangue recovery in a platinum bearing ore. Miner. Eng. 2011, 24, 131–137. [Google Scholar] [CrossRef]
- Corin, K.C.; Bezuidenhout, J.C.; O’Connor, C.T. The role of dithiophosphate as a co-collector in the flotation of a platinum group mineral ore. Miner. Eng. 2012, 36–38, 100–104. [Google Scholar] [CrossRef]
- Pienaar, D.; Jordaan, T.; McFadzean, B.; O’Connor, C.T. The synergistic interaction between dithiophosphate collectors and frothers at the air-water and sulphide mineral interface. Miner. Eng. 2019, 138, 125–132. [Google Scholar] [CrossRef]
- Wiese, J.G.; Harris, P.J.; Bradshaw, D.J. The effect of increased frother dosage on froth stability at high depressant dosages. Miner. Eng. 2010, 23, 1010–1017. [Google Scholar] [CrossRef]
- Malysiak, V.; Shackleton, N.J.; O’Connor, C.T. An investigation into the floatability of a pentlandite-pyroxene system. Int. J. Min. Process. 2004, 74, 251–262. [Google Scholar] [CrossRef]
- Shackleton, N.J.; Malysiak, V.; O’Connor, C.T. The use of amine complexes in managing inadvertent activation of pyroxene in a pentlandite-pyroxene flotation system. Min. Eng. 2003, 16, 849–856. [Google Scholar] [CrossRef]
- Nyabeze, W.; McFadzean, B. Adsorption of copper sulphate on PGM-bearing ores and its influence on froth stability and flotation kinetics. Miner. Eng. 2016, 92, 28–36. [Google Scholar] [CrossRef]
- Woodcock, J.T.; Sparrow, G.J.; Bruckhard, W.J. Flotation of Precious Metals and Their Minerals. In Froth Flotation a Century of Innovation; Fuerstenau, M.C., Jameson, G., Yoon, R.-H., Eds.; Society for Mining, Metallurgy and Exploration: Englewood, CO, USA, 2007; pp. 575–609. [Google Scholar]
- Jones, R.T. An overview of Southern African PGM Smelting, Nickel and Cobalt. Challenges in Extraction and Production. In Proceedings of the 44th Annual Conference of Metallurgists, Calgary, AB, Canada, 21–24 August 2005; pp. 147–178. [Google Scholar]
- Vermaak, C.F. The Platinum-Group Metals: A Global Perspective; Mintek: Randburg, South Africa, 1995; pp. 86–87. [Google Scholar]
- Kozlov, A.P.; Chanturya, V.A.; Sidorov, E.G.; Tolstykh, N.D.; Telegin, Y.M. Large-scale ore deposits of platinum in zonal mafic-ultrabasite complexes of the Ural-Alaskan type and prospects for their development. Geol. Rudn. Mestorozhdenii 2011, 53, 417–435. [Google Scholar]
- Khanchuk, A.I.; Rasskazov, I.Y.; Aleksandrova, T.N.; Komarova, V.S. Natural and technological typomorphic associations of trace elements in carbonaceous rocks of the Kimkan noble metal occurrence, Far East. Russ. J. Pac. Geol. 2012, 6, 339–348. [Google Scholar] [CrossRef]
- Alexandrova, T.N.; Talovina, I.V. Platinum-group metals in residual soils and potential efficiency of their processing in gravity concentrators. J. Min. Sci. 2017, 53, 553–558. [Google Scholar] [CrossRef]
- Wesseldijk, Q.I.; Reuter, M.A.; Bradshaw, D.J.; Harris, P.J. The flotation behavior of chromite with respect to the beneficiation of UG2 ore. Miner. Eng. 1999, 12, 1177–1184. [Google Scholar] [CrossRef]
- Maharaj, L.; Loveday, B.K.; Pocock, J. Gravity separation of a UG-2 ore secondary sample for the reduction of chromite minerals. Miner. Eng. 2012, 30, 99–101. [Google Scholar] [CrossRef]
- O’Connor, C.T.; Shackleton, N.J. Investigations into the recovery of platinum group minerals from the Platreef ore of the Bushveld Complex of South Africa. Platin. Met. Rev. 2013, 57, 302–309. [Google Scholar] [CrossRef]
- Tadie, M.; Corin, K.C.; Wiese, J.G.; O’Connor, C.T. Electrochemical interactions of platinum group minerals with copper sulphate. Miner. Eng. 2017, 112, 43–49. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Country | 2018 Production of Pt (000 oz) | 2018 Production of Pd (000 oz) | 2018 Production of Rh (000 oz) |
|---|---|---|---|
| South Africa | 4467 | 2543 | 618 |
| Russia | 687 | 2976 | 69 |
| Other | 959 | 1458 | 70 |
| World total | 6123 | 6977 | 792 |
| Recycling | 2150 | 3124 | 371 |
| Gross demand | 7846 | 10,222 | 1119 |
| Net demand | 5741 | 7098 | 748 |
| Mineral | Sulphides | Tellurides | Arsenides | Alloys | Rest |
|---|---|---|---|---|---|
| Merensky Reef | 36 | 30 | 7 | 7 | 20 |
| UG2 | 70 | <5 | <5 | 20 | <5 |
| Platreef | 3 | 30 | 21 | 26 | 20 |
| Deposit | Region/Location | Deposit | Region/Location |
|---|---|---|---|
| Norilsk Nickel Polar | Norilsk/Talnakh | Kondyor | Far East |
| Kamchatka | Koryak | Chernogorsk | Norilsk |
| Karelia | North West Russia | Maslovskoye | Norilsk |
| Pechenga | Kola Peninsula | Svetloborsk | Central Urals |
| Sukhoi Log * | Irkutsk | Nizhny Tagil | Central Urals |
| Amur | Far East | Bureya | Far East |
| Yoko-Dovyrensky | NE of Lake Baikal | Chineisky | Eastern Baikal |
| Vaygach Island * | North West Russia | Barents Sea | North West Russia |
| Deposit | Pentlandite | Chalcopyrite | Pyrrhotite | Chromite | Cubanite |
|---|---|---|---|---|---|
| Oktyabrskoye | 4.0–5.6 | 11.1 | 67–72 | 4.8–7.3 | 4.0–5.6 |
| Talnakhskoye | 2–10 | 4–14 | 50–65 | 3.4 | 0.2–24.7 |
| Chernogorsk | 12–15 | 15–25 | 40–70 | 5–7 | 10–30 |
| Maslovskoye | 10–15 | 10–30 | 40–70 | 5–10 | 10–40 |
| Mineral | Pd | Pt | Rh | Ru | Ir | Os |
|---|---|---|---|---|---|---|
| Pentlandite | 49.0–265.0 | 8.1–71.0 | 0.03–1.3 | 0.06–1.3 | 0.06–0.2 | 0.04–0.08 |
| Chalcopyrite | 0.0 | 0.0 | 0.01–0.07 | 0.12–0.13 | 0.0 | 0.03–0.08 |
| Pyrrhotite | 7–9 | 1.5–2 | 0.6–1.2 | 0.2–0.3 | 0.06–0.1 | 0.03–0.05 |
| Cubanite | 19–23 | 3.4–4.9 | 0.05–0.10 | 0.09–0.14 | 0.01–0.08 | 0.01–0.08 |
| Disseminated | 3–5 | 0.4–1.5 | 0.02–0.14 | 0 | 0.003–0.06 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
O’Connor, C.; Alexandrova, T. The Geological Occurrence, Mineralogy, and Processing by Flotation of Platinum Group Minerals (PGMs) in South Africa and Russia. Minerals 2021, 11, 54. https://doi.org/10.3390/min11010054
O’Connor C, Alexandrova T. The Geological Occurrence, Mineralogy, and Processing by Flotation of Platinum Group Minerals (PGMs) in South Africa and Russia. Minerals. 2021; 11(1):54. https://doi.org/10.3390/min11010054
Chicago/Turabian StyleO’Connor, Cyril, and Tatiana Alexandrova. 2021. "The Geological Occurrence, Mineralogy, and Processing by Flotation of Platinum Group Minerals (PGMs) in South Africa and Russia" Minerals 11, no. 1: 54. https://doi.org/10.3390/min11010054
APA StyleO’Connor, C., & Alexandrova, T. (2021). The Geological Occurrence, Mineralogy, and Processing by Flotation of Platinum Group Minerals (PGMs) in South Africa and Russia. Minerals, 11(1), 54. https://doi.org/10.3390/min11010054