1. Introduction
The technology of high-pressure grinding, originally invented and developed by professor Klaus Schönert [
1], is currently considered as one of the most efficient methods of hard ore breakage. Since the first introduction of high-pressure grinding rolls devices (HPGR) into raw materials processing circuits in the 1980s, the technology has been spreading out among many mining and mining-related industrial sectors, like iron, nonferrous ores, cement and limestone flour production.
The high-pressure roller crusher device, introduced in plant scale by Metso in 2012, has been announced by the company as a kind of next step in high-pressure technology and called HRC. The operation principle is analogous to HPGR (feed material is subjected to a particle-bed comminution between two counter rotating rolls, under a force exerted by hydraulic pressure), but HRC device differs in design and construction. The frame of machine was designed in an arch-shape, and it is believed that such a construction helps in maintain the pressure value along the entire roll’s surface (especially on roll edges). A significant difference, compared to HPGR device design, is an application of flanges on both sides of rolls, instead of cheek-plates, which is also effective in maintaining the stable value of pressure along the rolls. Thanks to a mutually pivoting housing, the crushing force can be magnified, which results in increasing the process effectiveness, measured through the reduction ratio index,
Sx [
2,
3,
4].
Application of high-pressure comminution into raw material processing gives measurable benefits in lower energy consumption as well as more favourable effectiveness of downstream separation processes. Another aspect described in literature concerns potential environmental benefits achieved through relatively lower noise and dust emissions [
5,
6,
7]. Many works proved the energy advantages of HPGR operation in ore comminution [
8,
9,
10]. Better separation results were also achieved both for various types of ores, as well as for different types of beneficiation processes. For example, the achieved recovery in gravitational beneficiation of gold ore, crushed upstream in HPGR, was at least 60% higher [
11]. Next, the effects obtained in gold ore leaching processes in Australian condition also proved an advantage of the HPGR device [
12,
13]. General benefits in flotational upgrading of feed material treated in HPGR-based circuits were proved in the work [
14], while lower tail grades in sulphide copper ore processing could be also observed for HPGR products [
15].
Mineral liberation in products of high-pressure grinding in general appeared to be more intense [
16]. Results of plant-scale investigations indicate for higher liberation degree in grinding products of HPGR-based circuits [
17]. In another work concerning iron ore processing, the high-pressure comminution proved in achieving better liberation results for low-grade ores [
18] and an advantage of bed-breakage method over an impact breakage mechanism [
19].
Downstream grinding operations of HPGR products are of a significant importance, because particles with microcracks, which have been created in HPGR device, breaks faster. Too short grinding process results in coarser, and not sufficiently liberated ore mineral particles, while too extensive grinding effects in overgrinding phenomenon. An optimal particle size of grinding products, constituting flotation feed, has a key-importance from the scope of its effectiveness [
20,
21]. Another important issue is an overall assessment of grinding effects and adjustment of the grinding process parameters to the feed properties, as well as application of new method of grinding device, i.e., vibrating or electromagnetic mills [
22,
23,
24].
2. Methodology and Research Programme
A primary purpose of the research programme were investigations on the effect of HRC on the achieved liberation of useful mineral in comminution products, as well as an intensity of disintegration of these products in downstream grinding operations in a ball mill. Final verification of the above effects was also carried out by means of flotation outcomes. Results of various investigations [
14,
20] show that liberation of useful mineral may be linked to an increased recovery of flotation process and indirectly increases yields of finest particle size fractions in downstream ball mill grinding process. However, it is hard to refer to investigation on liberation effect in relation to the variable operating parameters of crushing device (i.e., a pressure level in case of high-pressure comminution). Some research results, carried out for Polish copper ores, show [
20] that an optimum particle size for flotation feed ranges from 20 to 70 μm. The material coarser than 70 μm is considered as not sufficiently ready for flotation process due to its weight and too small free surface for potential contact with chemicals. The material finer than 20 μm, in turn, is treated as the overground. In both cases, the effectiveness of flotation operation measured through the recovery of useful mineral in concentrate is lower than for the material with particle size between 20 and 70 μm.
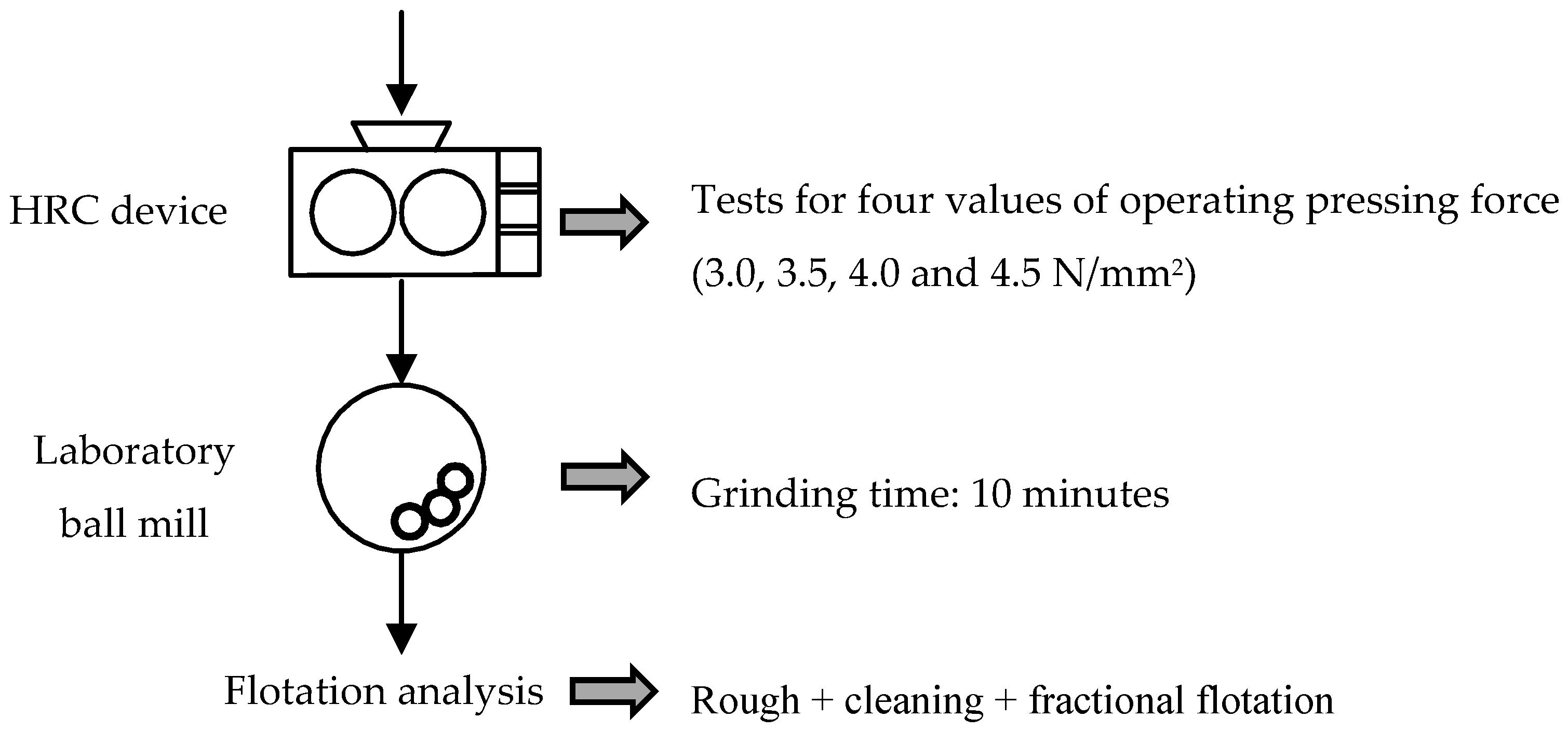
Scheme of investigation is shown in
Figure 1. The HRC300 laboratory press, consisting of two rolls with diameter 300 mm and width 150 mm, was a testing device used for all experiments. Each roll was independently driven by a 20 hp motor and tangential roll speed range was from 0.2 to 0.7 m/s. The specific pressing force could be varied from 1 to 5 N/mm
2 and throughput up to 8–10 tonnes per hour, depending the material properties. Prior experiments the entire feed material was homogenized and split into five samples of equal weight of 70 kg each. Particle size composition (Figure 3), specific gravity (3.10 g/cm
3) as well as a bulk density (2.27 g/cm
3) were determined. Four samples were comminuted in HRC device, operating at following operating pressing force (
Fsp) volumes: 3.0, 3.5, 4.0 and 4.5 N/mm
2, while the fifth sample has been regarded as a spare one and stored until all tests were completed. The throughput was between 2.81 and 2.97 tonnes per hour, while the roll speed equalled 0.35 m/s (22.2 rpm).
Individual HRC products were investigated towards determination of a percentage content of fully liberated minerals, along with intergrowths of useful minerals with the gangue. The core analysis was performed three times on each crushing product, and average level of liberation of useful mineral (copper sulphides) as well as standard deviation was calculated accordingly. The sample of crushing product for further analyses was mixed with an epoxy resin and poured into a cylindrical mould. After hardening and drying the surface of material, sample was polished.
Analysis of useful mineral liberation was performed by means of qualitative and quantitative microscope image analysis. The assay was performed by means of optical microscopy and planimetry. The measuring apparatus included a microscope Nikon LV100 (NIKON, Tokyo, Japan), adapted for observation both in reflected and transmitted light, together with a camera DS-Ri1 with resolution of 4076 × 3116 px (2 μm per px) and DS-U3 controller Nikon’s NIS-element application (NIS-Elements, BR 4.30.00) was used as a software. Analyses of ore mineralization and liberation were performed on a micrographic grid with mesh 30 μm, and 10 randomly selected views of each sample were analysed. A single image was accepted for analysis if a number of counts of single mineral particles was higher than 1000. Occurrence of a given mineral was counted when it has appeared in the nod grid. Liberated ore minerals were counted separately, and separately in intergrowths. It was possible to distinguish three types of mineral intergrowths: with carbonates, quartz and clay minerals.
Bond work index
Wi was determined for each HRC product. In his original work [
25,
26], Bond has presented the method of determination of the energy consumption in plant circuit for a given material crushed from certain size d1 to the size d2. In laboratory conditions, a feature of material can be determined that shows how much energy is required for the material grinding. Feed material under testing passes through the mesh 3.35 mm, while the product is finer than the mesh 0.1 mm. In such a case, a simplified procedure can be used [
27], and
Wi value can be defined by Formula (1).
where
g–mass of ground material loss per revolution of the mill. On this basis, a real energy consumption in a grinding circuit can be calculated:
where
Wi—Bond’s work index value [kWh/tonnes]
D80—80% particle for feed [μm]
d80—80% particle for grinding product [μm]
Each HRC product was subjected to a batch grinding process in laboratory ball mill. The ball dimensions were 305 mm × 305 mm, and number of revolutions was 70 revolutions/min. A mill charge for a single grinding operation was equal to 1100 g. The total grinding time was 10 min, but at every 2 min, the process was stopped and the particle size distribution (PSD) analysis was carried out. Five PSD analyses in total were performed on the ball mill product prior the flotation process.
Flotation tests were carried out for all four HRC products after 10-min grinding operation. Tests were carried out in a laboratory flotation machine Denver D12 manufactured by Metso (York, PA, USA). Rough flotation was performed in a chamber with volume 2.5 dm
3, whereas for cleaning flotation, the chamber with volume 1.5 dm
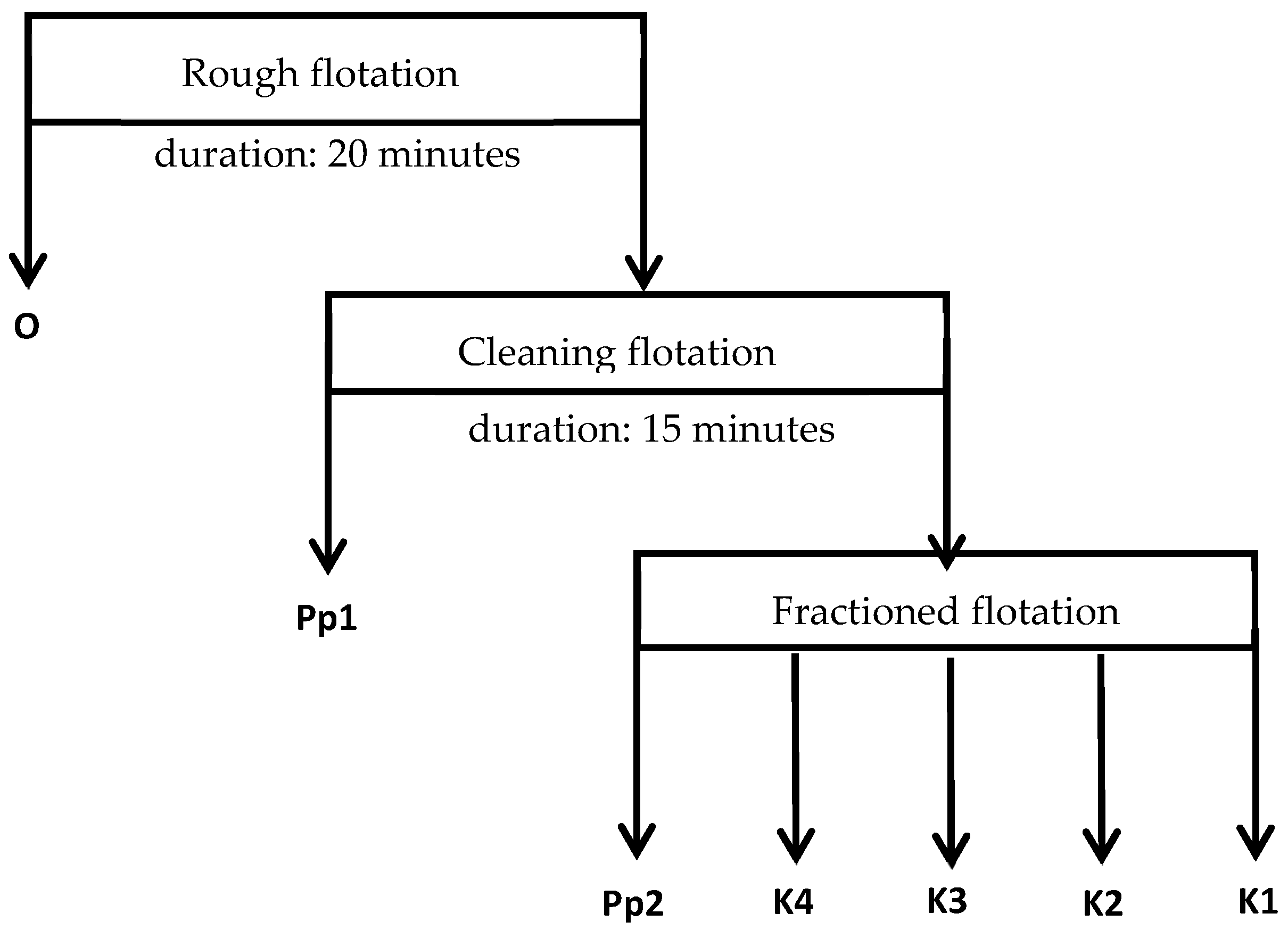
3 was used. The scheme of flotation tests is presented in
Figure 2 method of semiqualitative fractional flotation with a single concentrate cleaning was utilized in experiments. The ore was entirely mixed with water for about 30 min to provide thorough wetting of material. All process conditions were kept constant for all experiments. They are presented in
Table 1.
Mixture of ethyl xanthate sodium (CH
3CH
2OCS
2Na) and Hostaflot (C
4H
10NaO
2PS
2) was used as a collector, while the Nasfroth reagent, CH
3(CH
2)
3(OCH
2CH
2)
nOH, was applied as a frother. Flotation was carried out in two stages: 20 min of rough (flash) flotation and downstream 15-min cleaning (
Figure 2). After that, the cleaning of fractional flotation was carried out and concentrates were collected after 2, 5, 10 and 15 min of the process run (K1, K2, K3 and K4, respectively). Pp1 and Pp2 denotes subproducts from cleaning and fractioned flotation, respectively, whereas “O” denotes waste product from rough flotation.
Another purpose of flotation test course was to check if there might be a correlation between useful mineral liberation and results of flash flotation process, which has been discussed in the second paragraph of
Section 4. In case of positive results, it can be potentially assumed that level of useful mineral liberation in high-pressure crushing product is linked to the yield of product from flash flotation, provided that some additional specifics of the process will be taken into consideration. A general role of flash flotation in plant scale is to collect pure particles of useful mineral before potential regrinding. That may prevent from possible loss of metal. Concentrate K1 was collected at the very beginning of fractional flotation process course, therefore, it was assumed that this product may correspond to a flash flotation product in a plant scale. It was also assumed that the level of mineral liberation in flotation feed should have its reflection in useful mineral grade in tails in the form of inverse relationship. Fully liberated particles of minerals easily pass to the concentrate, but intergrowths or some unliberated minerals can be lost in tails due to impossibility of their passage to the useful product/concentrate in upgrading operations.
For each single test, the dust emission level was recorded using particle dust analyser Casella (Casella, Bedford, UK). A background dust emission in the laboratory, when no equipment was under operation, was determined prior each crushing test measurement.
A list of all analyses performed upon material are shown in
Table 2, an assumed importance (primary or secondary) of individual analysis is also indicated.
3. Analysis of Results
Evaluation of HRC crushing products fineness through an assessment of particle size composition, reduction ratio and Bond index values calculation was performed in the first stage of analysis. Liberation assays allowed for determination of a percentage content of liberated useful minerals as well as ore minerals in intergrowths. Next, the results of flotation showed effectiveness in copper recovery in relation to the operating pressing force volume, while the grinding kinetics indicated for potential savings in grinding process route. The grinding kinetics, performed in the further stage of analysis, was of a rather minor importance within the entire investigative programme, however, this procedure was aiming at preliminary determination of optimal duration of grinding operation in relationship to the adopted value of operational pressing force. The entire grinding time was 10 min, but individual PSD analyses were also made after 2, 4, 6 and 8 min of grinding. The other supporting analysis was a determination of the dust emission during HRC crushing tests, in order to determine potential environmental footprint of the device. The results are presented in Table 7 and Figure 10. Despite its critical importance, this problem is of a relatively lower research interest and is not commonly raising in investigations [
6,
7,
28].
The feed for comminution tests was a sulphide ore constituted from three lithologic fractions (sandstone, carbonate and slate) with percentage shares of 47%, 42% and 11%, respectively. Total percentage content of copper-bearing minerals in the ore was equal to 4.28%. A detailed mineralogical composition is presented
Table 3.
3.1. Preliminary Assessment of HRC Performance Effect
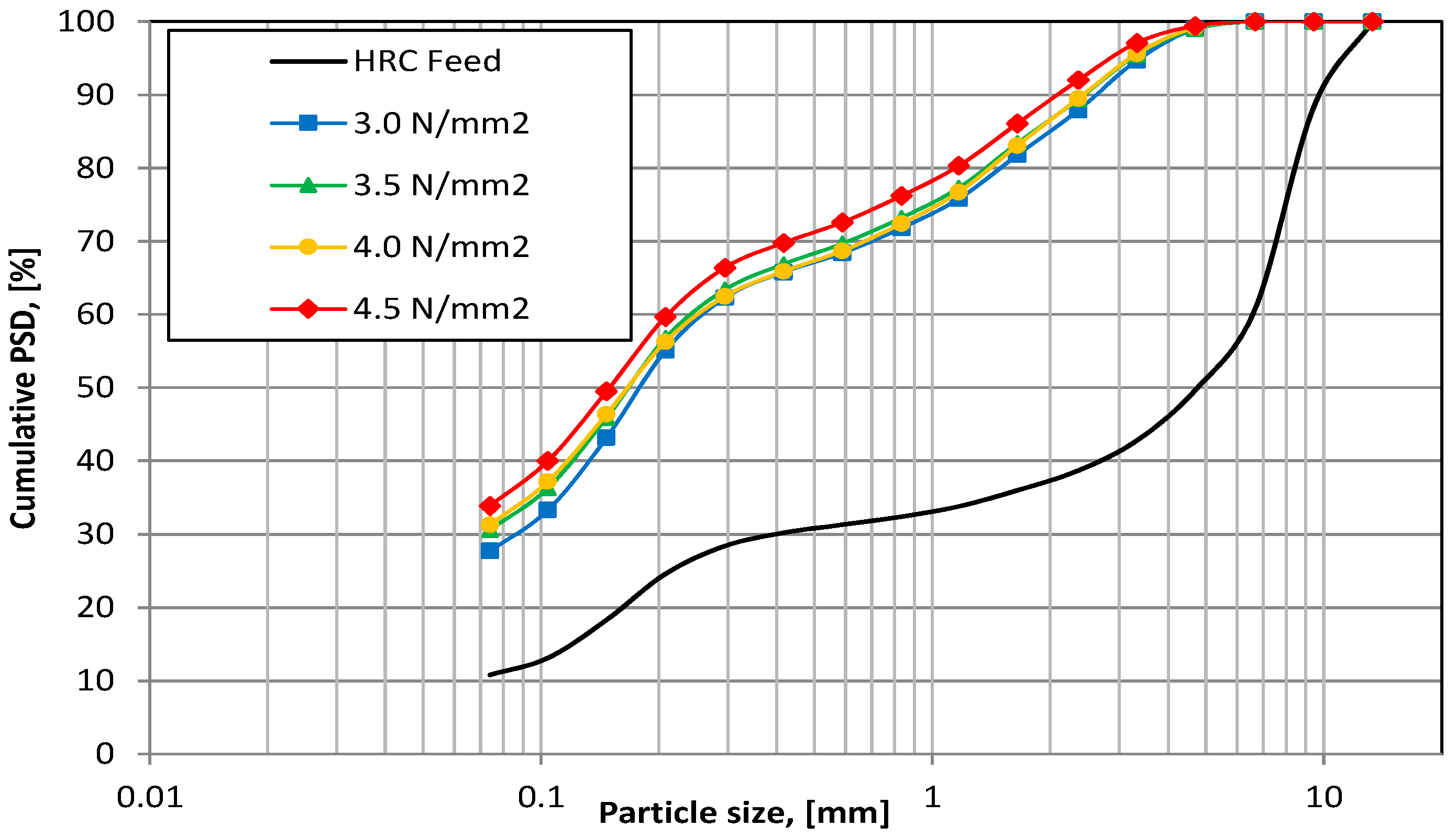
Particle size distributions curves for all crushing products are presented in
Figure 3. By inspecting the figure, it can be seen that all HRC products are significantly finer than the feed, both in average and maximum particle size. No particles coarser than 5 mm were observed in any of crushing products—All PSD curves in
Figure 3 reached 100% behind the point 5 mm. For crushing products comminuted under various
Fsp, an observable different PSD was also present. In general, together with increase in
Fsp volume, HRC products appeared to be finer. The PSD of the HRC product comminuted under the highest value of
Fsp (4.5 N/mm
2) slightly outstands from the other products also through higher values of reduction ratio (
Table 3).
Values of obtained comminution degrees are presented in
Table 4. As it can be seen from the table, application of high-pressure comminution significantly increases the fineness of crushing product. Average (50%) reduction ratio values,
S50, range from as much as 26 to even 31, depending the operating pressure value. Another aspect worth mentioning is a relatively low change in achieved size reduction values together with increasing the pressing force of HRC device for two lowest values of
Fsp. Some increases in
Sx values can be observed together with increase of
Fsp from 3.0 to 3.5 N/mm
2, but further improvements in
Sx together with increase of
Fsp values are rather insignificant. However, crushing process course at
Fsp = 4.5 N/mm
2 results in considerable improvement of comminution degree values, compared to the results obtained for
Fsp = 3.5 and 4 N/mm
2.
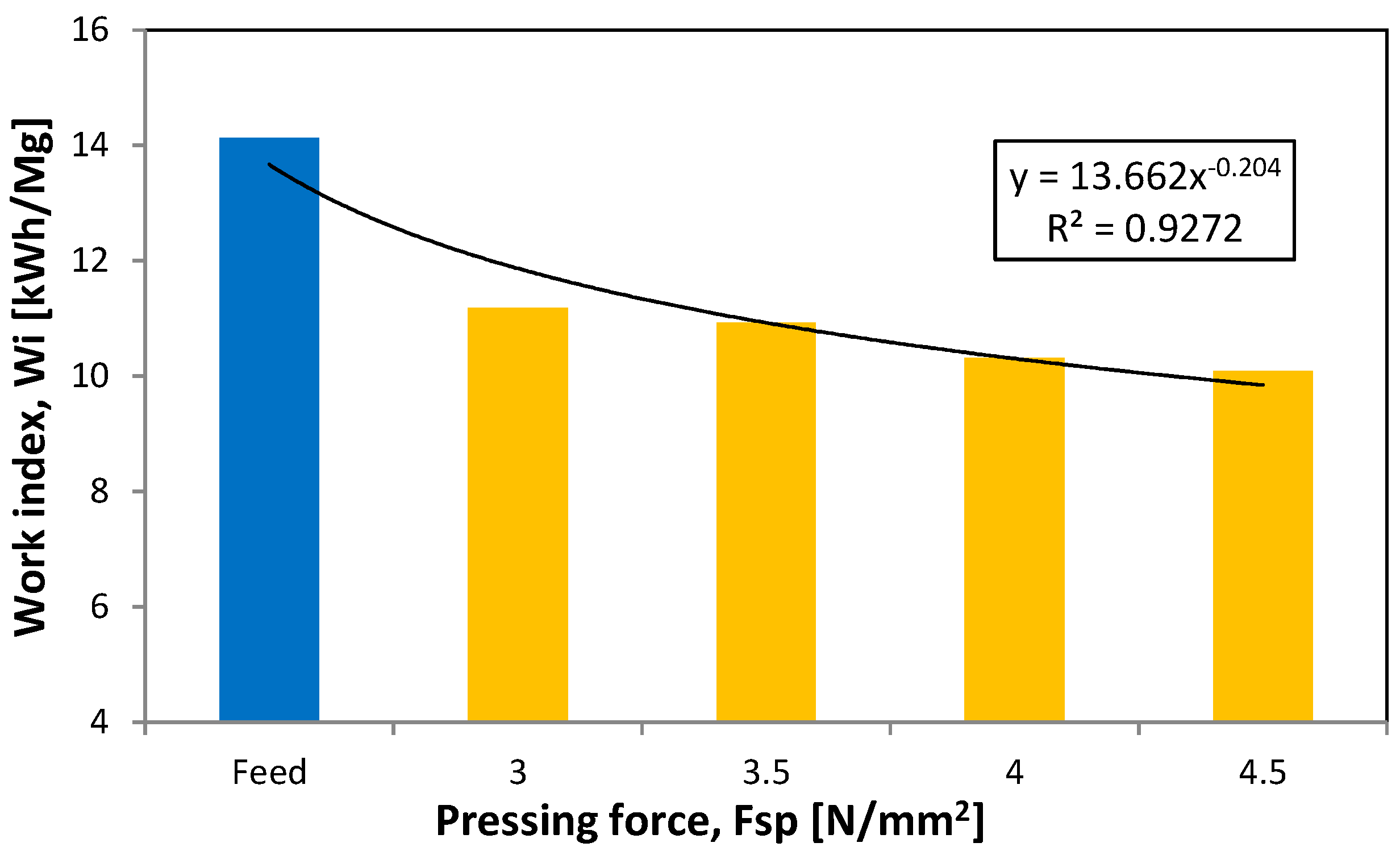
A final stage of HRC performance analysis was determination of Bond work indices (
Wi) for individual HRC crushing products. Results are presented in
Figure 4. It can be generally observed that
Wi values of high-pressure crushing products are usually lower, compared to the crushing products comminuted in conventional crushers and mills (i.e., devices not applying high pressure) [
29,
30].
Compression breakage in high-pressure grinding device can be treated as a more realistic reference to energy consumption [
31], and it also confirms the results of other investigations on relationships between energy consumption—which is proportional to
Fsp—and particle breakage (see
Figure 4) intensity [
32]. For the tested sample of ore, the
Wi index equals to 14.13 kWh/Mg. The achieved results show that the energy savings in HRC can range from 20% to 28%, depending the pressing force value. Even for the lowest
Fsp values, increases in potential energy savings were significant, as
Wi value achieved 11.18 and 10.92 kWh/Mg, respectively. However, for the
Fsp = 4 N/mm
2, the most significant decrease in Bond’s index value was observed and was equal to 10.31 kWh/Mg. Further increasing the
Fsp value resulted in less than proportional decrease (from 10.31 to 10.09 kWh/Mg) in savings of comminution energy consumption, therefore, it might be true that for that type of copper ore, the optimal operating pressing force, in terms of energy savings, is the
Fsp value within the range of 3.5 and 4.0 N/mm
2. On the other hand, the differences between the obtained values of
Wi for HRC products are rather small and change within approximately 1 kWh/tonne. Considering heterogeneity of material and general changeable characteristics and nature of grained materials, the presented relationship might not be always true. The main idea here is to show a tendency that can be strengthened, provided certain conditions of the process course are ensured. Confirmation can be found in other investigations [
29,
30,
31]. The other issue worth mentioning is that application of HRC device in technological circuit of treatment of this type of ore indicates for potential energetic benefits.
3.2. Assessment of Useful Mineral Liberation
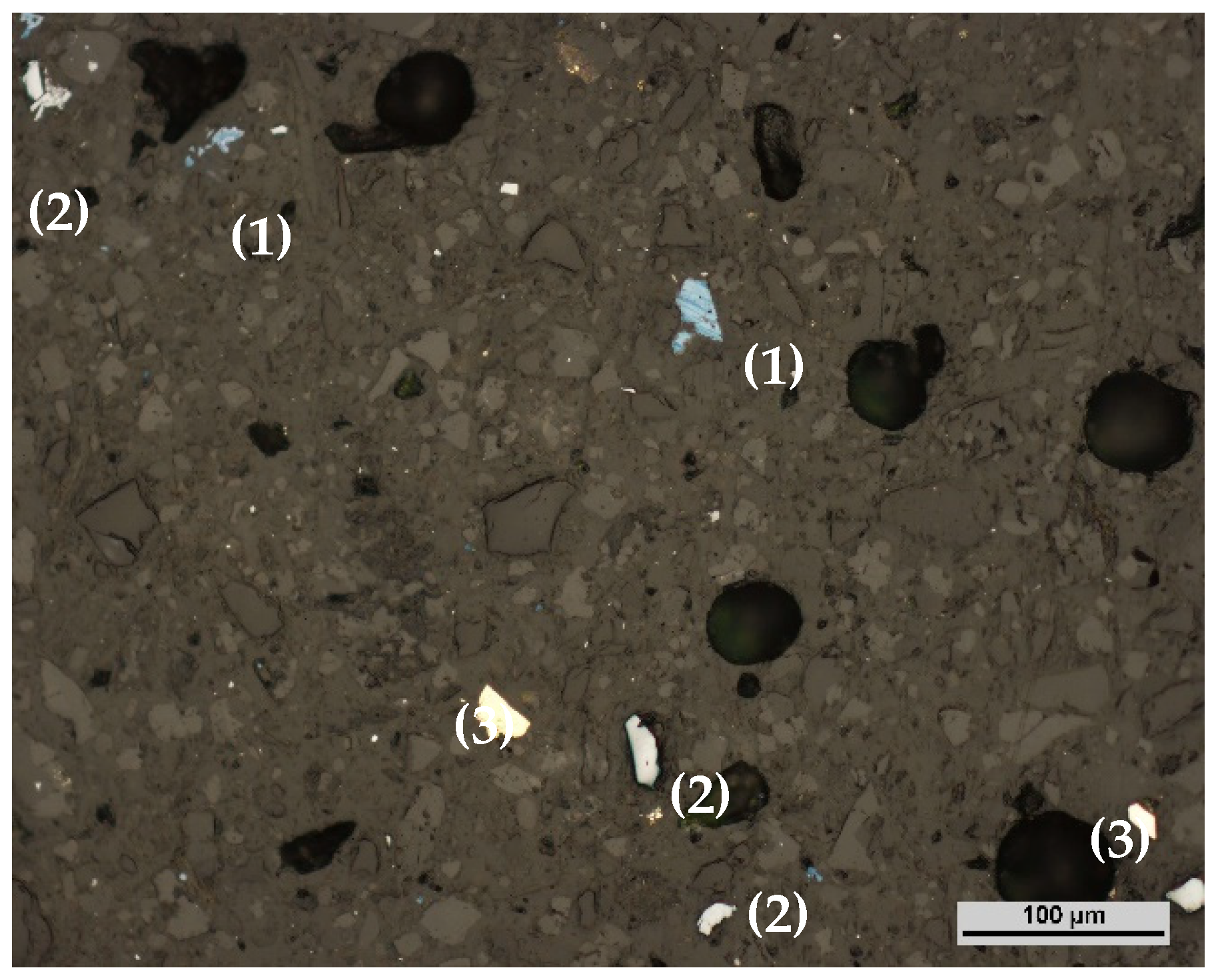
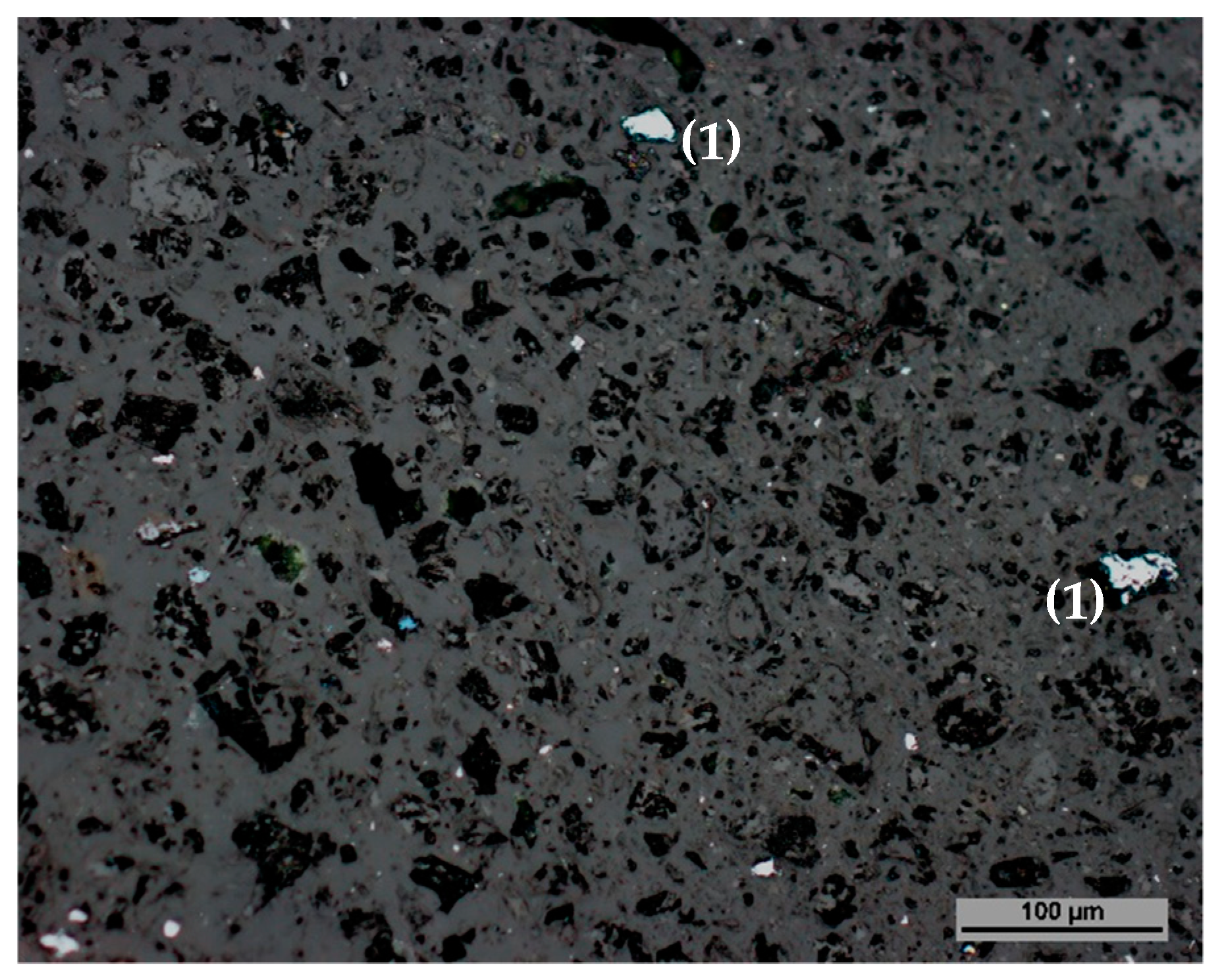
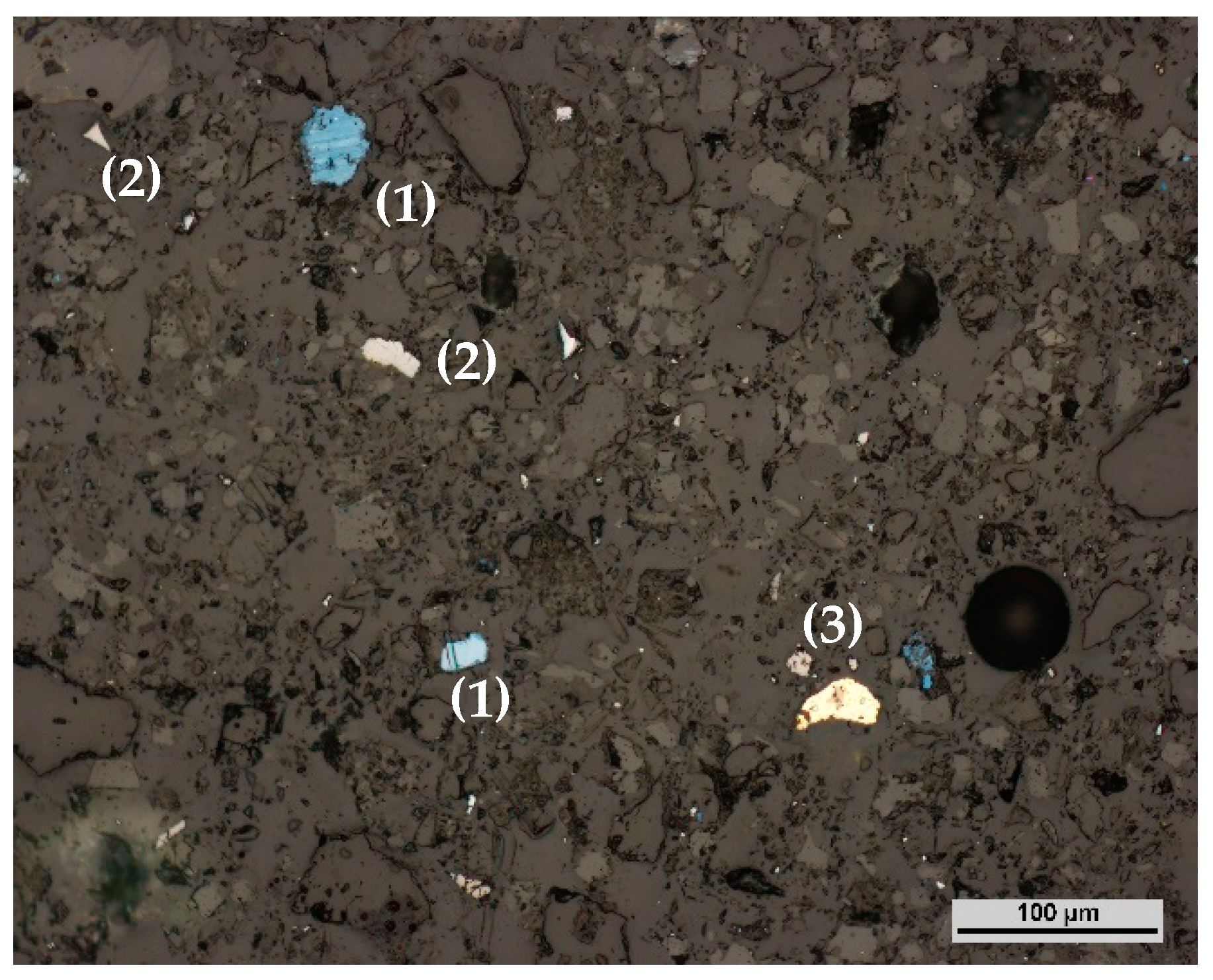
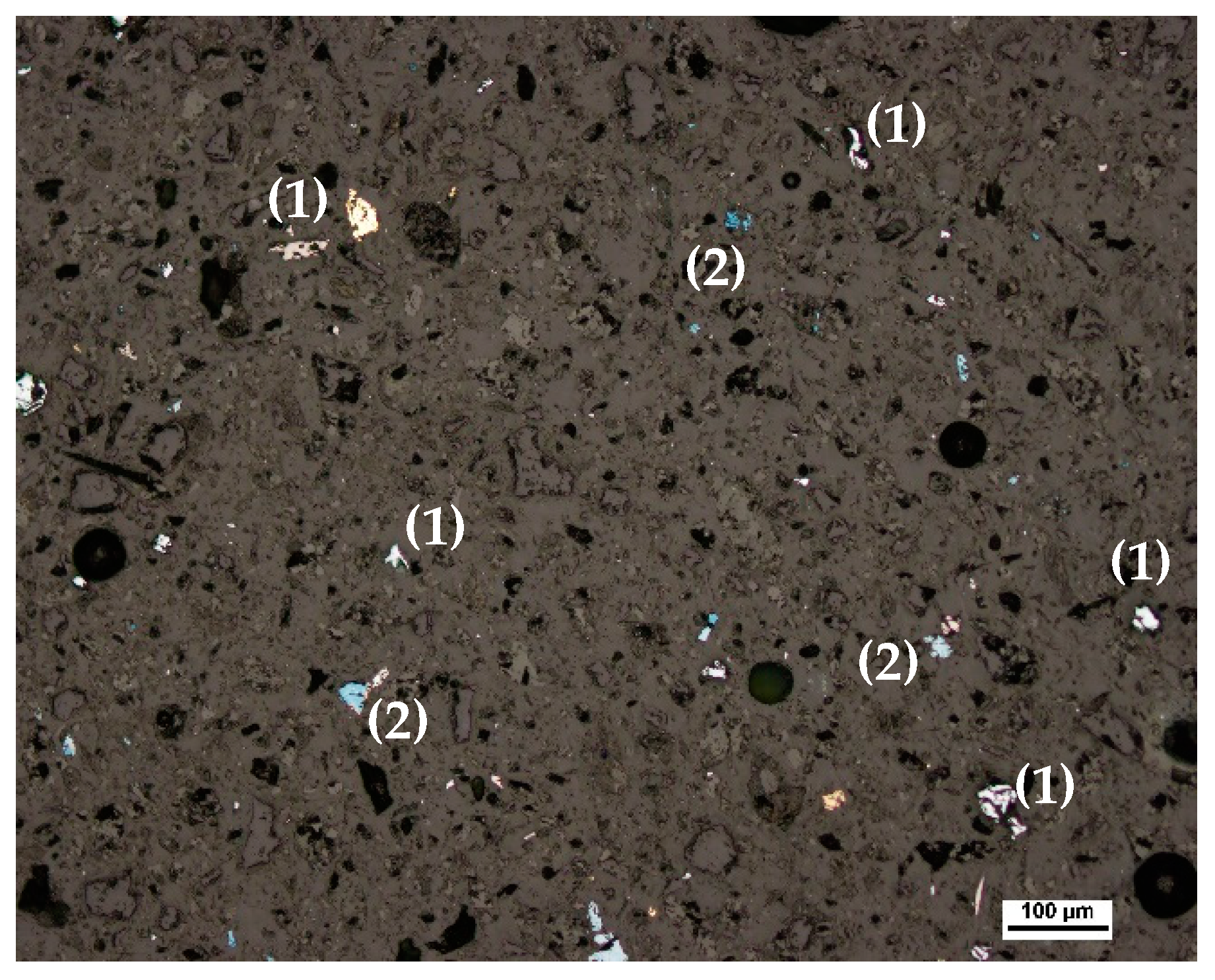
The liberation analysis was performed on each HRC product. Exemplary microscope images obtained for individual values of HRC pressing force
Fsp are presented in
Figure 5,
Figure 6,
Figure 7 and
Figure 8, while examples of intergrowths are shown in
Figure 9.
Microscope images of individual crushing products (
Figure 5,
Figure 6,
Figure 7 and
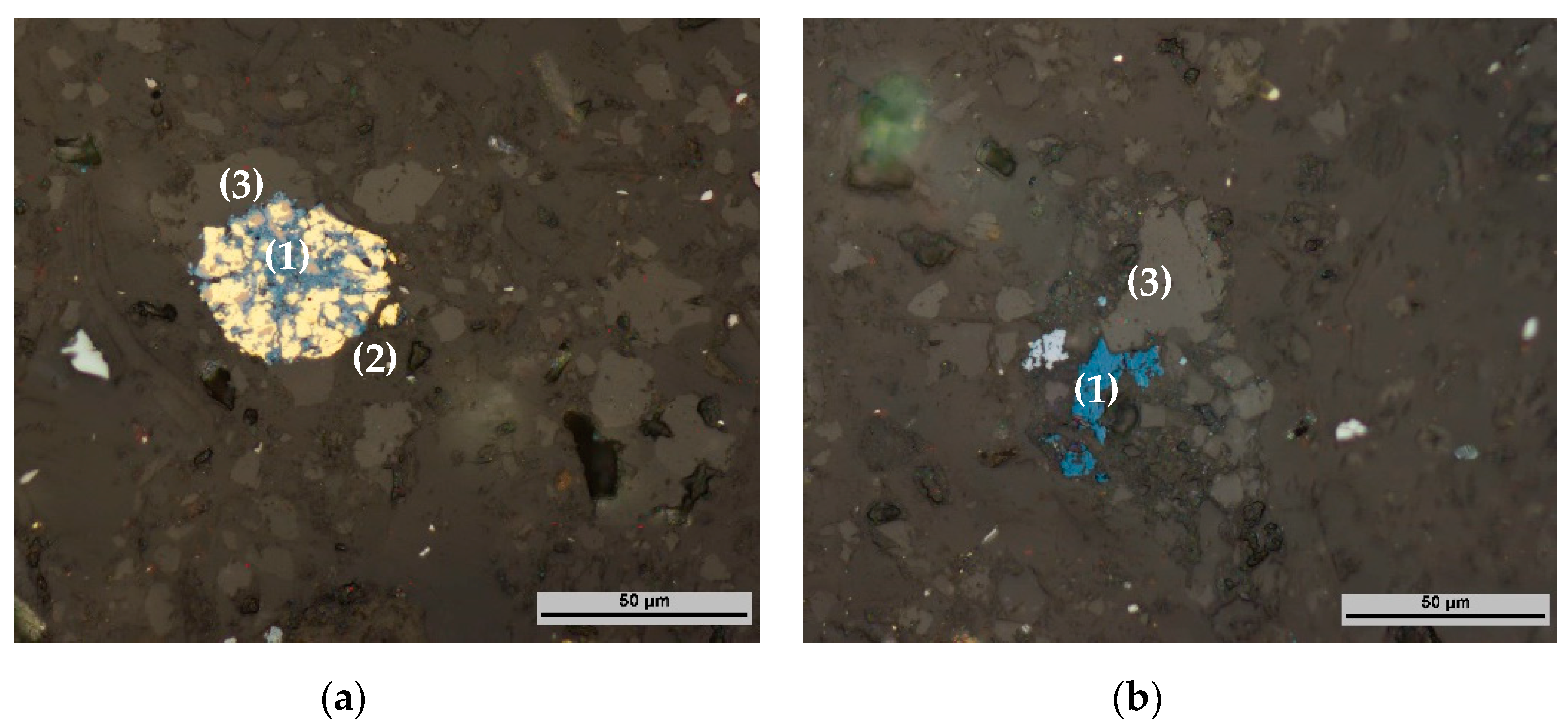
Figure 8) indicate that for lower values of pressing forces examples of liberated minerals of covellite and chalcopyrite occur more often, in general. Pale blue particles of chalcocite mineral, in turn, occur more commonly in products crushed under two highest values of pressing force. However, it cannot be treated as a firm principle, but rather as a specifics of this type of material. It was also noticed that intergrowths of chalcopyrite and covellite were observed more commonly than other minerals (
Figure 9). By inspecting the figure, an interesting example of fully liberated particles of chalcocite, i.e., pale blue particles, in
Figure 9a,b can be also seen. Results of copper minerals liberation obtained in all tests are presented in
Table 5, and methodology is described on page 3 in
Section 2. Percentage contents of liberated particles and intergrowths for individual crushing products, along with calculated average values and standard deviations within each pressing force, were calculated, too.
Results of liberation analyses show that together with increasing Fsp value in HRC press, liberated mineral yields in crushing products were higher. The most intense increase in liberated minerals content can be observed together with increasing the operational pressing force from 4 to 4.5 N/mm2. Calculated values of standard deviation appeared to be the lowest for the two highest pressure values, too.
3.3. HRC Benefits Achieved in Downstream Operations
Table 6 shows results achieved in laboratory flotation tests for four HRC products. Effectiveness of the process (ε) along with copper tail grades (υ) were presented. Additionally, the yield (γ) and copper grade (β) from first concentrate (K1) of fractional flotation, collected after 2 min, were shown.
As it can be seen from
Table 6, an overall effectiveness of flotation process increases together with increasing of operating pressing force
Fsp in the HRC press. However, for the highest pressing force, the effectiveness has slightly decreased, compared to the
Fsp = 4 N/mm
2, because the value of ε for
Fsp = 4.0 N/mm
2 equals 84.01 and is higher than the respective value ε = 83.79, obtained for
Fsp = 4.5 N/mm
2. On the other hand, it is convergent with other analogous investigations on high-pressure comminution [
15,
32].
Research on the grinding kinetics of crushing products showed that the higher
Fsp in HRC devices relatively reduces the grinding time in a mill. For example, the
S50 for the material crushed in HRC press under
Fsp = 3 N/mm
2 equalled 15.4 after 10 min of grinding. It is almost identical to the
S50 obtained after 6-min grinding for HRC product crushed under
Fsp = 3.5 N/mm
2 and the
S50 achieved after 4-min grinding of HRC product crushed under
Fsp = 4.5 N/mm
2 (
Table 7). The obtained results indicate for the more intense grinding of the upstream crushed product in high-pressure press compared to conventional crushers [
33].
Apart from comminution effects, also an environmental impact of HRC was investigated. It is significant due to the high negative environmental impact of crushing devices, in general. The problem is significant because mine and mineral processing workers are also exposed to an excess emission of respirable dust particles, and therefore, legal regulations and official governmental reports tend to limit the hazardous levels of respirable dust particles from mining and mineral processing technology [
34,
35]. For comminution devices that are among the major dust producers in mineral processing technology, the level of dust emission for certain
Fsp level may give suggestions on optimal press device operation in terms of minimization of the unit dust generation.
For each test, the dust emission level was recorded using the particle dust analyser Casella. A background dust emission in the laboratory, when no equipment was under operation, was determined prior each crushing test measurement.
After each crushing test in HRC, there was a break of 1 h in order that the total suspended particles level could return to the base value or around it. Then, the background dust emission was measured again.
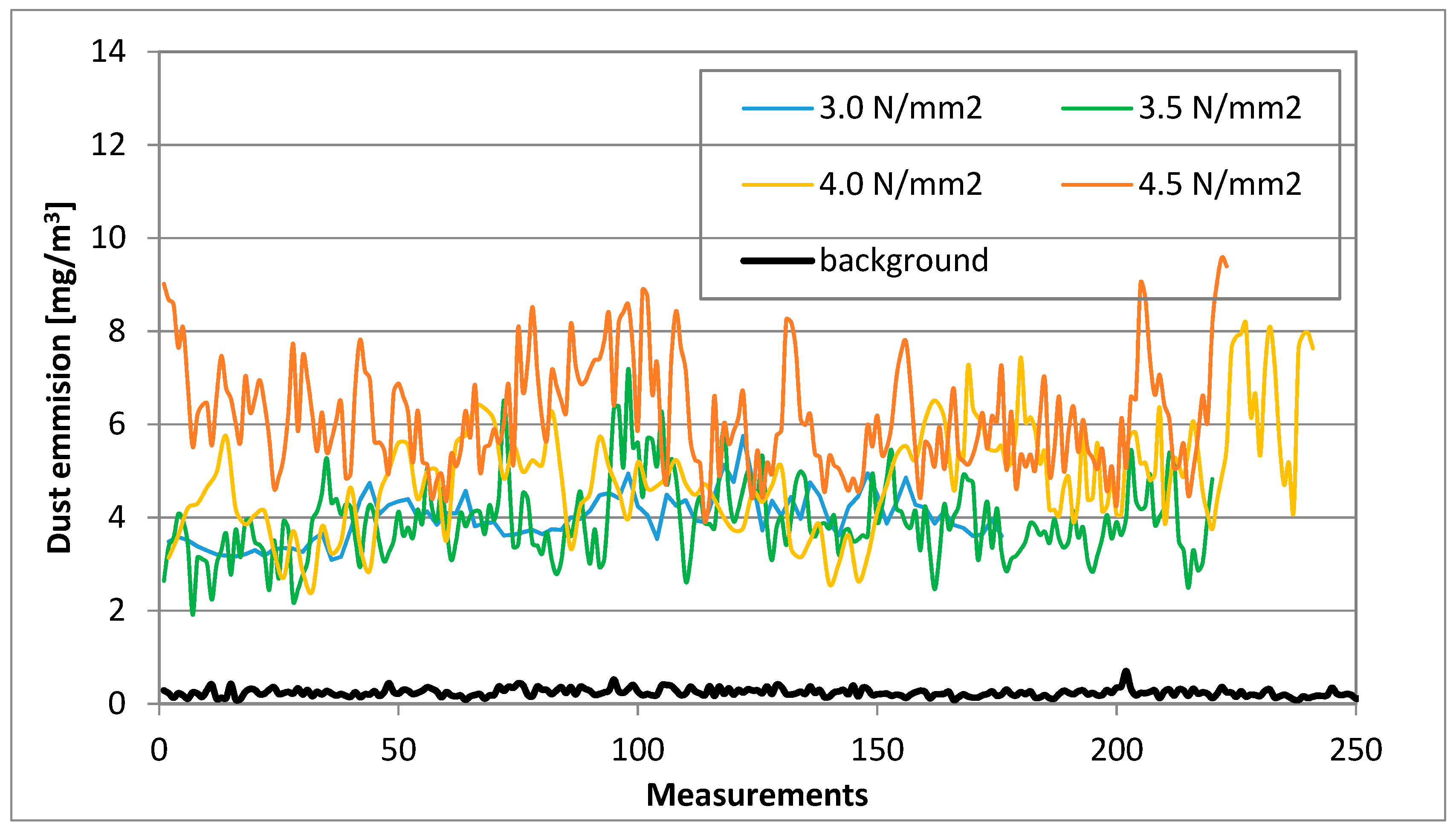
Values of dust emission for each single test, together with calculated standard deviations, are presented in
Table 8 and in
Figure 10. The figure also contains exemplary result of background dust emission prior crushing test at
Fsp = 3.0 N/mm
2. Each single measurement has been registering every 1 s. Number of measuring points for each test have varied from about 170 to 240, which resulted from different crushing time of individual test.
Results show that registered dust emissions for three values of Fsp were almost identical, while only for the highest pressing force, the dust emission value was an outlier measurement. However, if the background dust emission values are subtracted from the obtained results, it is rather difficult to say clearly how the operating pressure affects the dust emission. The dust values for Fsp values 3.0, 3.5 and 4.0 N/mm2 are still very similar, but their standard deviations are different. Only the measurement results obtained for the highest value of operating pressing force, Fsp = 4.5 N/mm2, is significantly different. However, apart from the above, further and more detailed investigations are necessary to determine some more clear relationships or models.
4. Discussion
The obtained results of high-pressure crushing tests indicate that together with increasing the operational pressing force in HRC device, liberation of useful mineral also increases, while values of Bond’s working indices (
Wi) decrease, respectively. It confirms results of other high-pressure [
7] and conventional grinding [
33,
36] methods. It also shows that potential high-pressure comminution effect has its reflection both in weakening of crushed material and in more intense liberation of useful minerals, especially in intergranular comminution [
18,
37]. In case of liberation vs. pressing, a relationship close to exponential can be observed, therefore, it might suggest to operate the press with the highest possible pressure. On the other hand, the relationship between
Wi and pressing force can be rather described using of hyperbolic function. It means that further decreasing of
Wi for higher values of
Fsp is less than proportional, therefore, potential savings in downstream grinding operation can be lower. The results presented in the paper might be also useful in investigations on determination individual breakage functions based on mineral characterization and mechanical properties of material [
38]. Summing up, it is more favourable to operate the press device at higher pressure values in order to achieve a better liberation and greater comminution degrees. However, an increase in fully liberated particles of useful mineral in all HRC products was observed, which can be effective in more intense recovery of mineral in flotation operation [
39].
Flotation recovery increases together with increasing the HRC pressing force, too. However, a potential determination of a general functional relationship between useful mineral grade of K1 concentrate and Fps would not be too precise due to insufficient number of obtained results. The calculated value of r-Pearson correlation coefficient, determining the correlation between flotation effectiveness and useful mineral liberation level, equals to r = 0.770. The obtained value can be regarded as statistically significant on probability level lower than 80%, but confirmation of hypothesis on such a low level of probability cannot be considered as a strong relationship, therefore, it is not possible to say unambiguously whether such a relation exists. More detailed investigative programme within the case are expected to confirm this relationship. On the other hand, results of investigations showed that for samples crushed at higher values of pressing force, tail grades were generally lower (
Table 6).
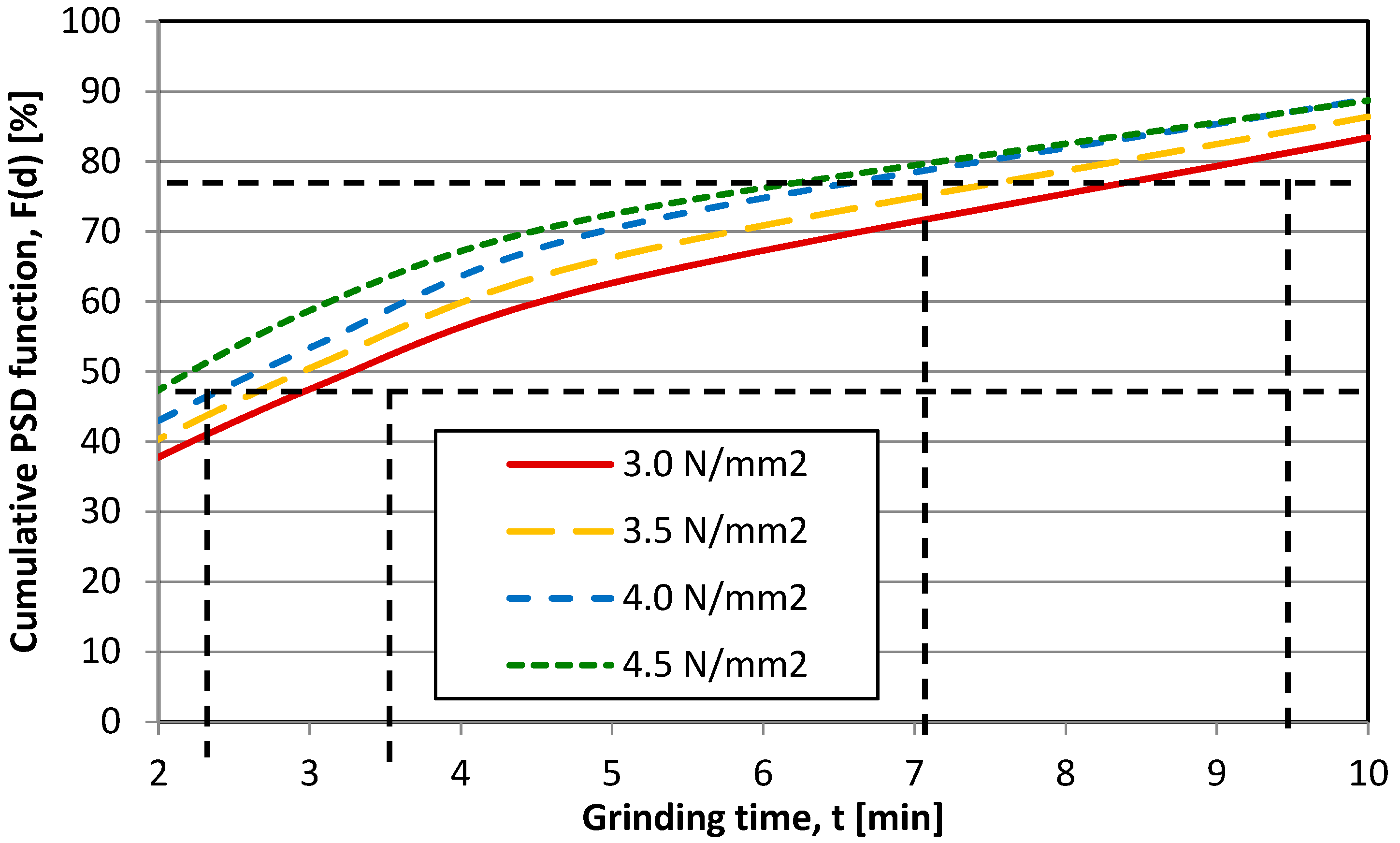
Results of grinding analyses showed different yields of finest particle size fractions (γ
−100, below 100 μm) of HRC products, depending on
Fsp and the grinding time. It appeared that in order to achieve at least 50% yield of particles below 100 μm, the HRC crushing product under
Fsp = 3.0 N/mm
2 should be ground for 3.5 min, approximately, while for the 4.5 N/mm
2 product, only for a slight more than 2 min (
Figure 11). For the 80% yield of particles below 0.1 mm the difference is even more significant: over 9-min grinding for 3.0 N/mm
2 product and only about 7 min for 4.5 N/mm
2 product.
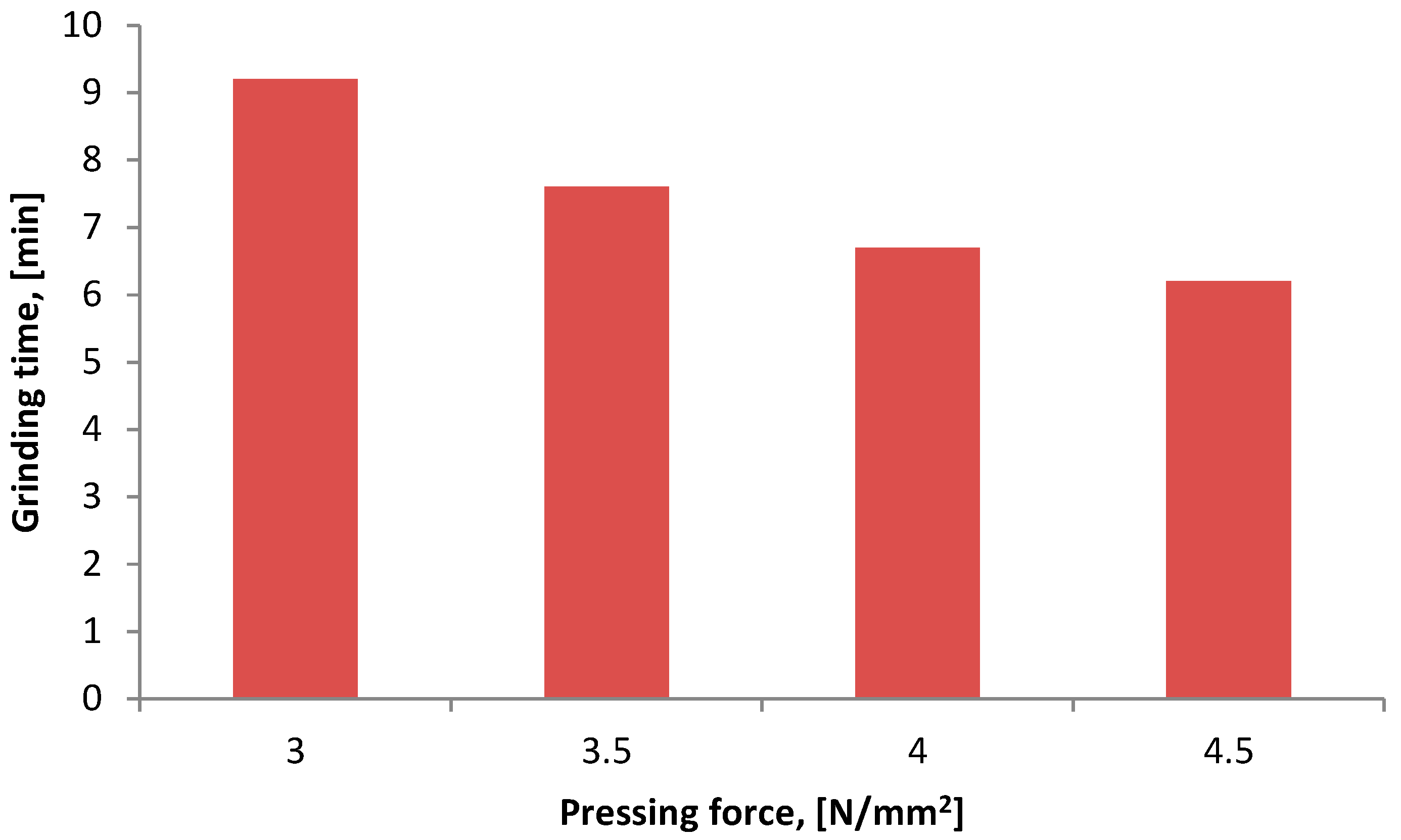
Relationship between liberation and potential energy savings can be determined on the basis of the required grinding time for obtaining a certain grinding product, i.e., 80% of product below 0.1 mm (
Figure 11). By inspecting
Figure 12, it can be seen that for product crushed under higher
Fsp in HRC, the shorter grinding time is required for obtaining of the same size of grinding product, thus, the grinding energy is lower. Next, the liberation degree is also proportional to
Fsp, as it can be seen from
Table 5. Therefore, it can be stated that for a certain material and operational parameters of comminution devices, the higher liberation of useful mineral obtained in comminution processes can be effective in potential energy savings. Such a relationship cannot be true for all types of ores, and particular investigations are required to confirm it.
Observations of environmental effects of HRC in terms of dust emission have outcome in rather similar results, regardless the operating pressing force. The dust emission was significantly different only for the highest Fsp, but still it did not allow us to determine a clear relationship or a model with suitable precision.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}