
Research on CFRP Defects Recognition and Localization Based on Metamaterial Sensors

Abstract
1. Introduction
2. Equivalent Model
2.1. Conductivity
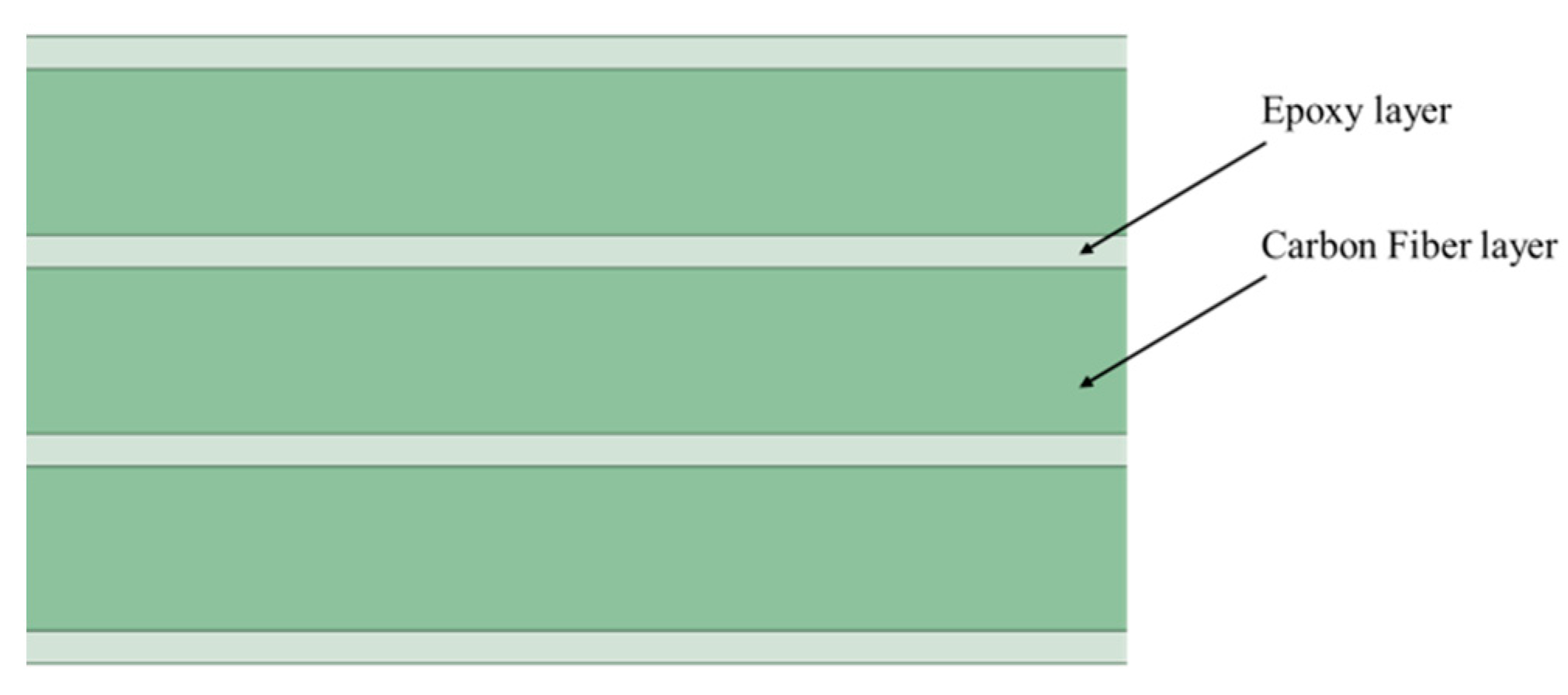
2.2. Three-Layer Uniform Model
2.3. Carbon Fiber Composite Structural Analysis
3. Methods of Defect Identification and Location
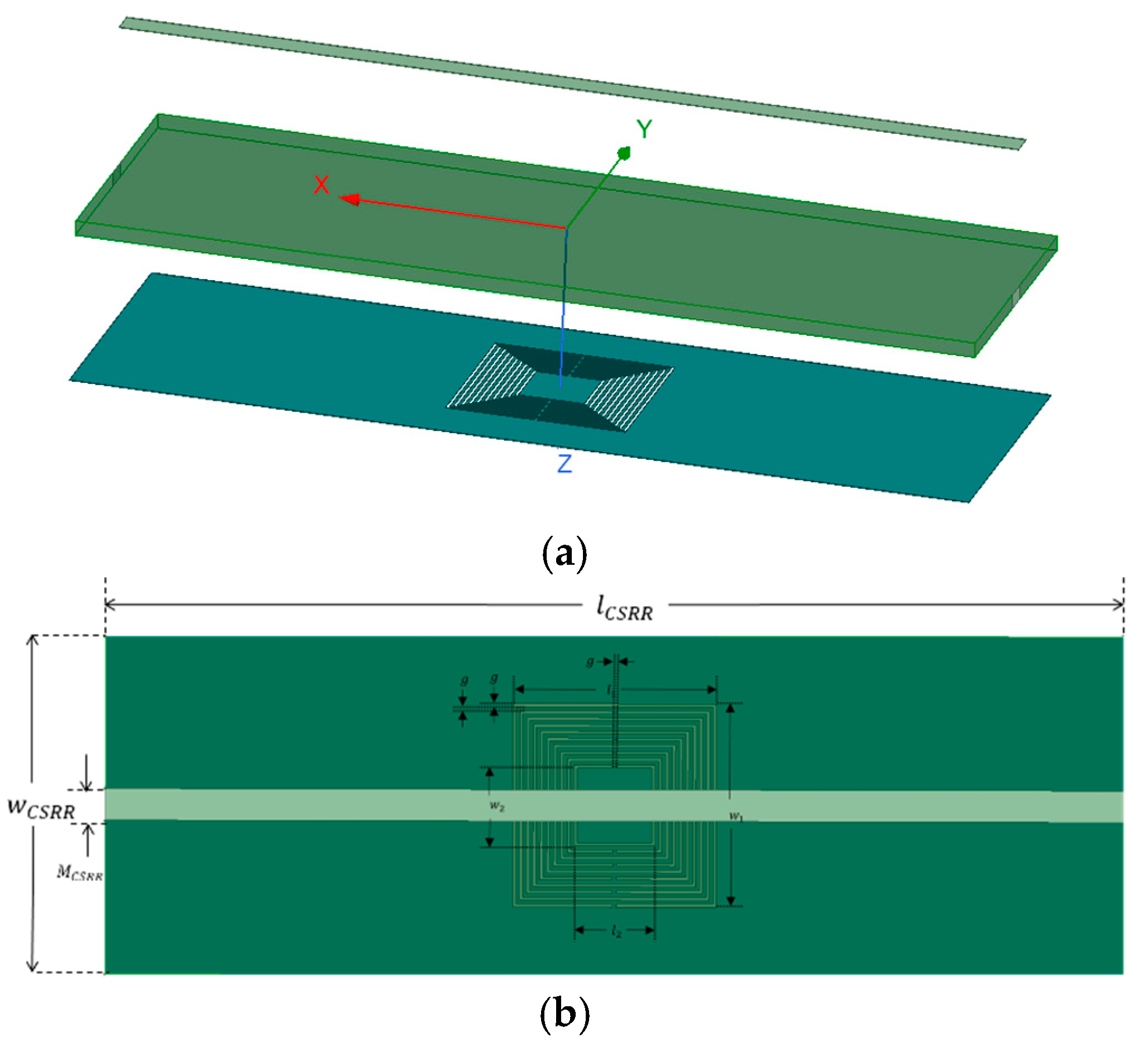
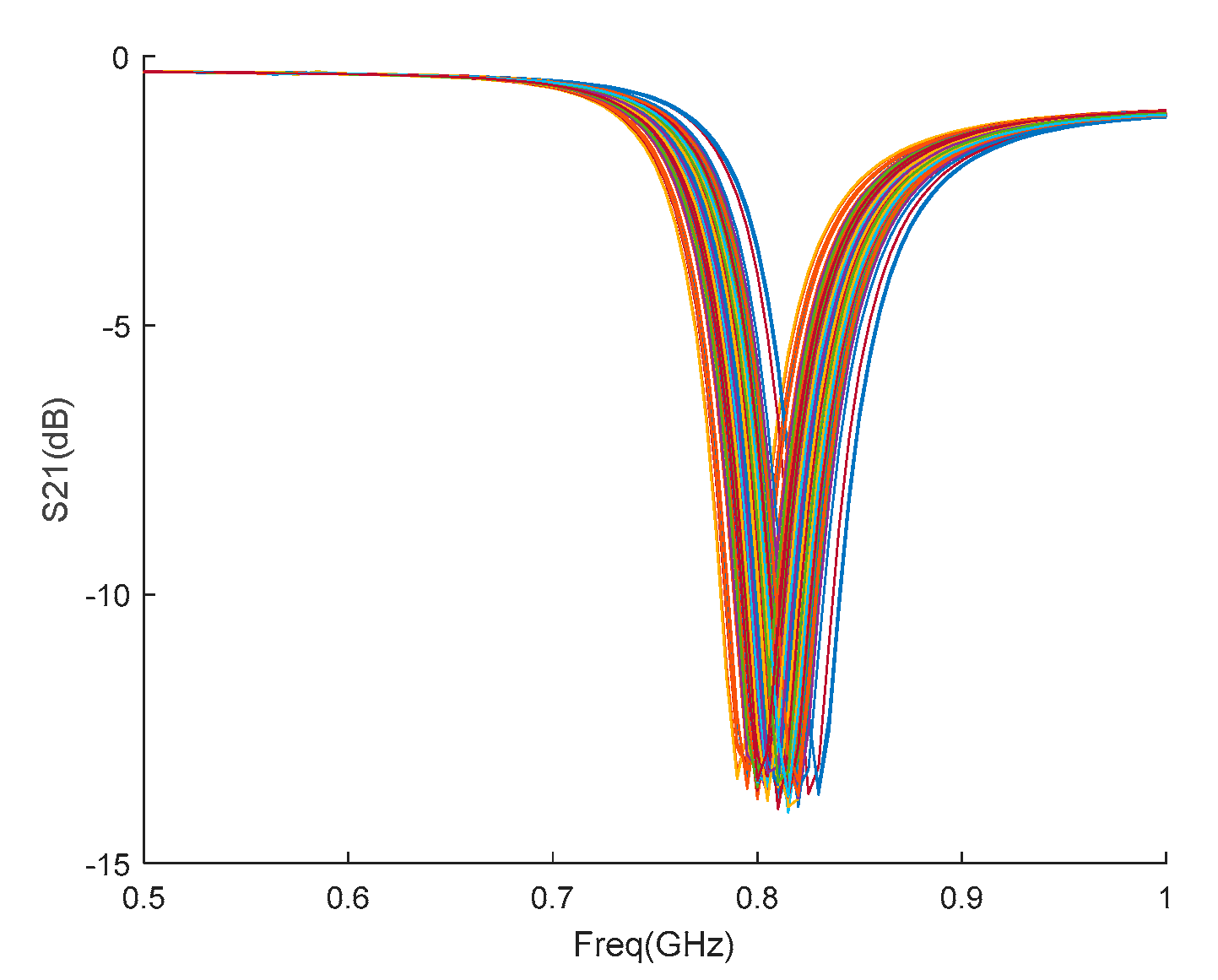
3.1. Analysis of Non-Destructive Testing of Resonant Sensors
3.2. Analysis of the Impact of Defects on Resonant Sensors
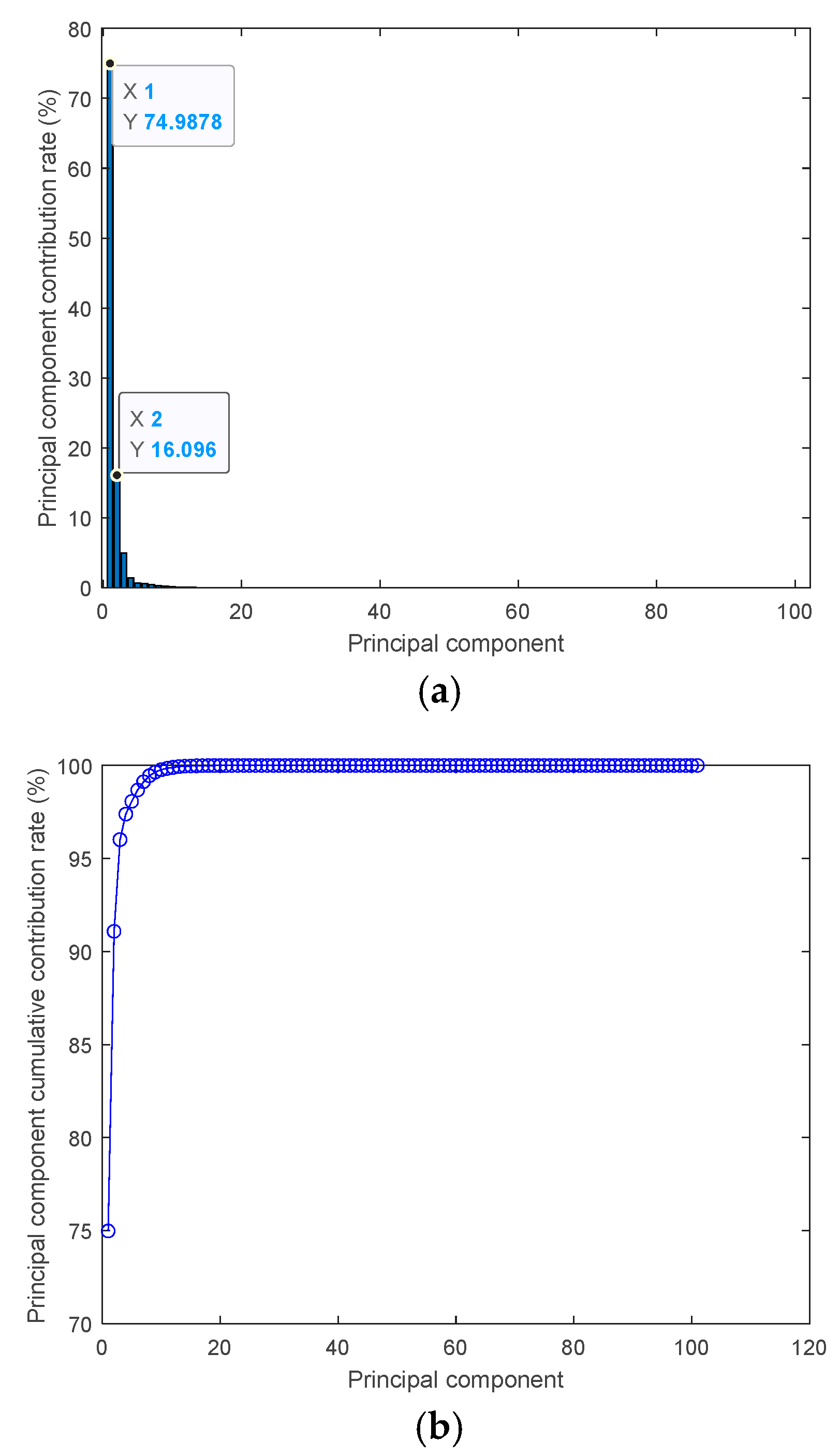
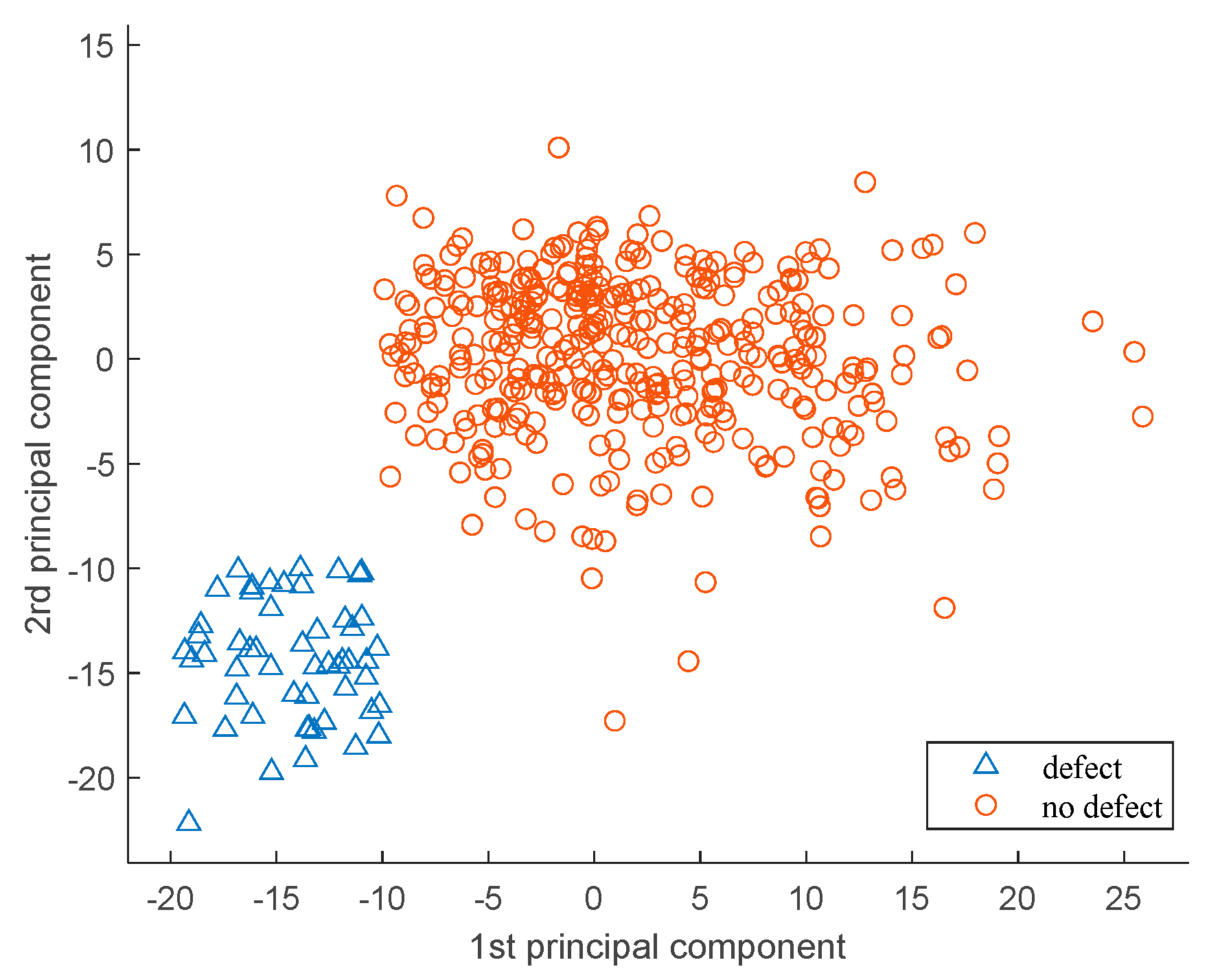
3.3. Principal Component Analysis
- (1)
- The original data set is formed into a matrix with rows and columns by column, indicating that the data set contains samples, and each sample contains variables;
- (2)
- Demean each row (i.e., each sample) of the data set X, that is, subtract the mean of the current row, ;
- (3)
- Solve the covariance matrix of the demeaned matrix , ;
- (4)
- Solve the eigenvalue of the covariance matrix and its corresponding eigenvector ;
- (5)
- Arrange the eigenvectors into a new matrix according to the size of the eigenvalues, and take the eigenvectors corresponding to the first eigenvalues as the basis of the submatrix, that is, the matrix of the required k principal component is ;
- (6)
- The data set is reconstructed based on the extracted principal components, which achieves data dimensionality reduction.
3.4. Support Vector Machine Classifier
4. Experiments and Results
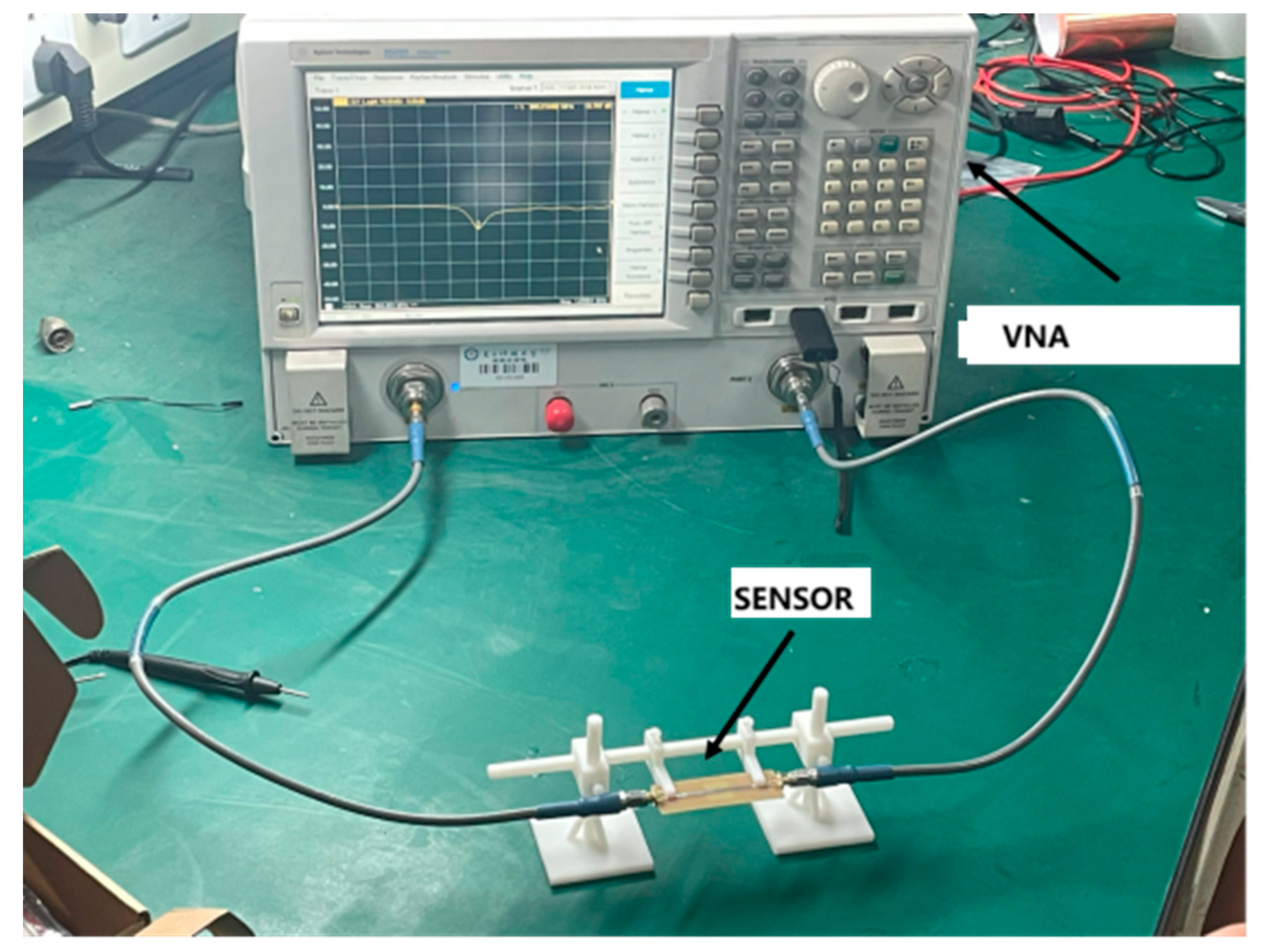
4.1. Sensor Settings
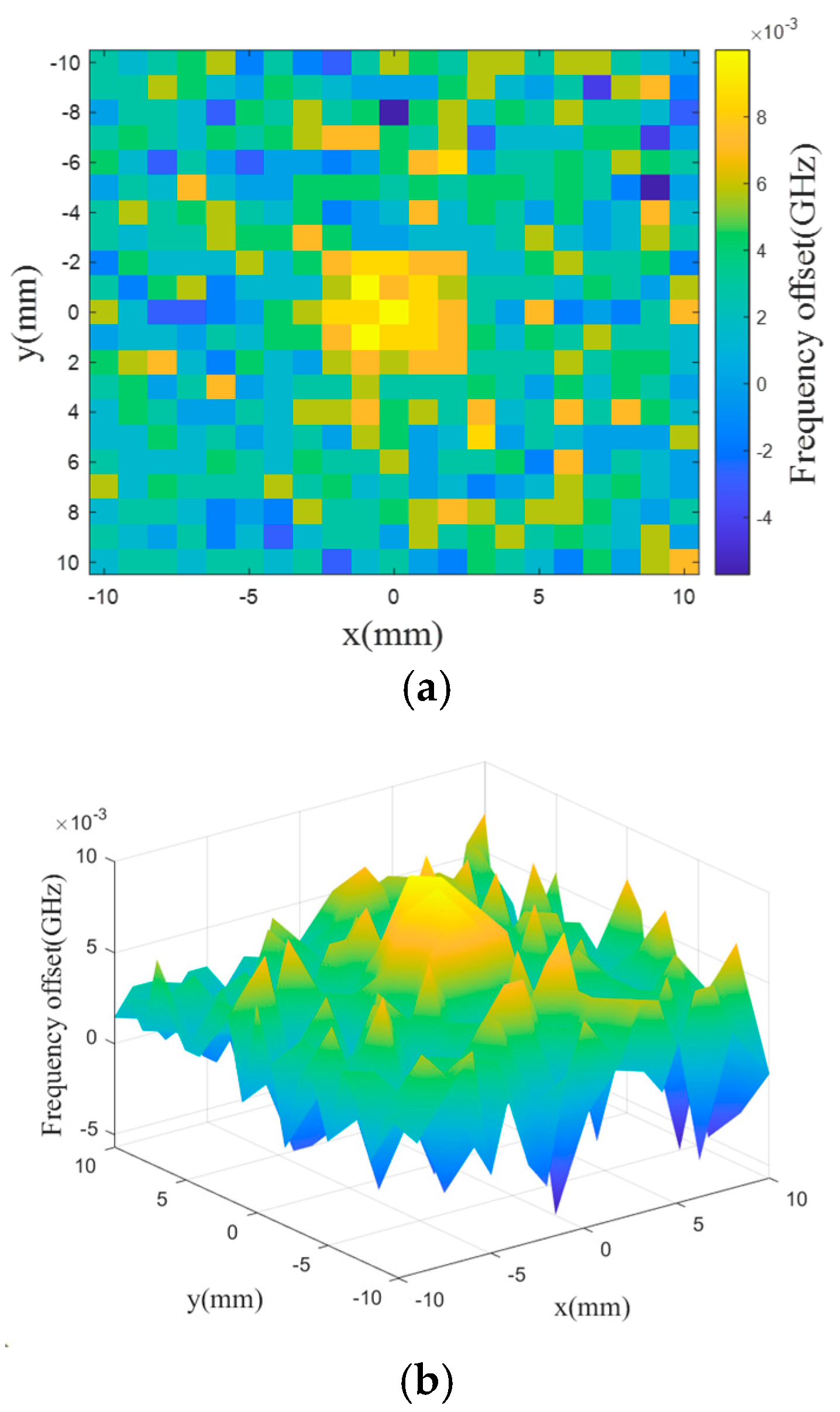
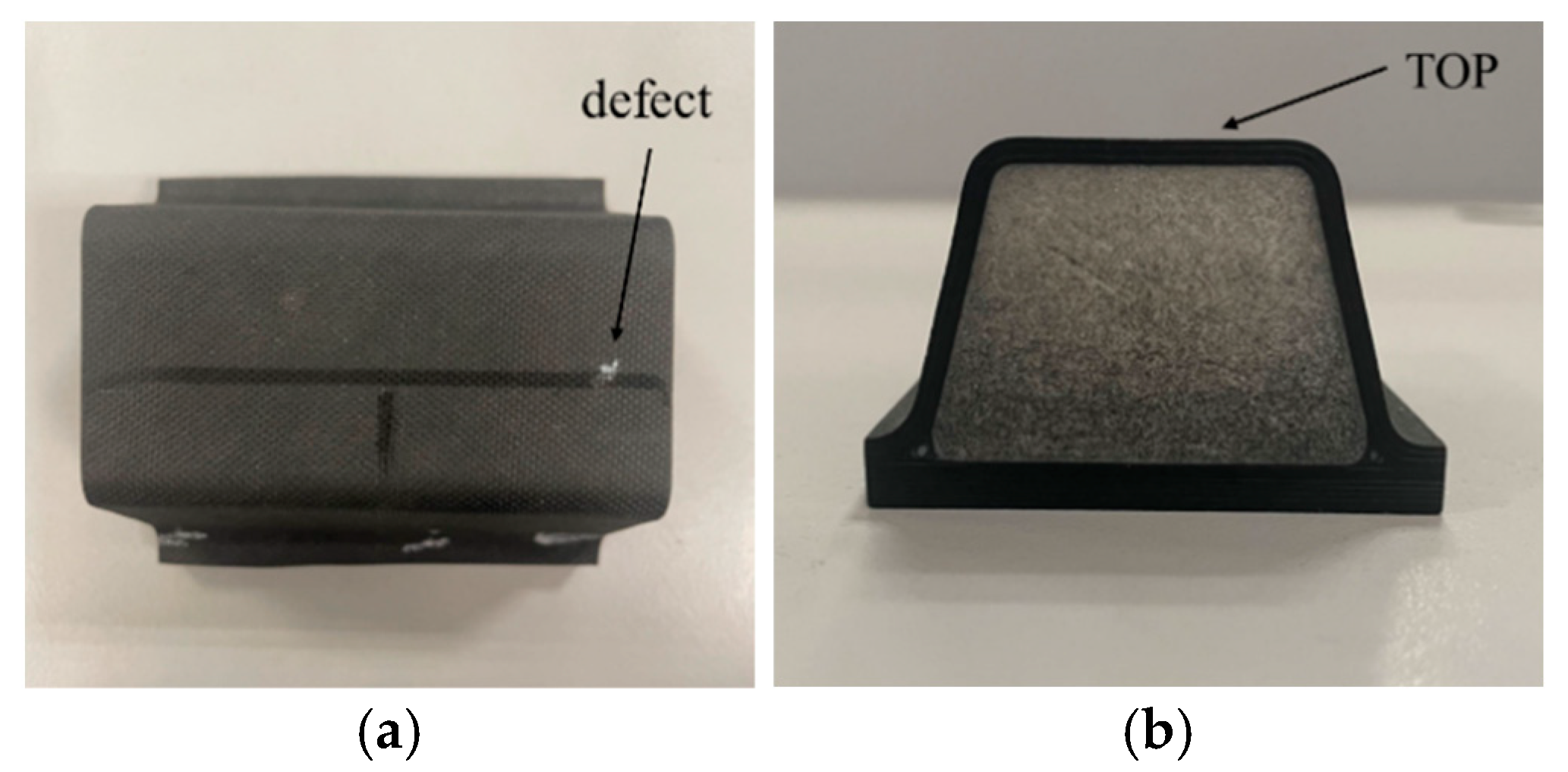
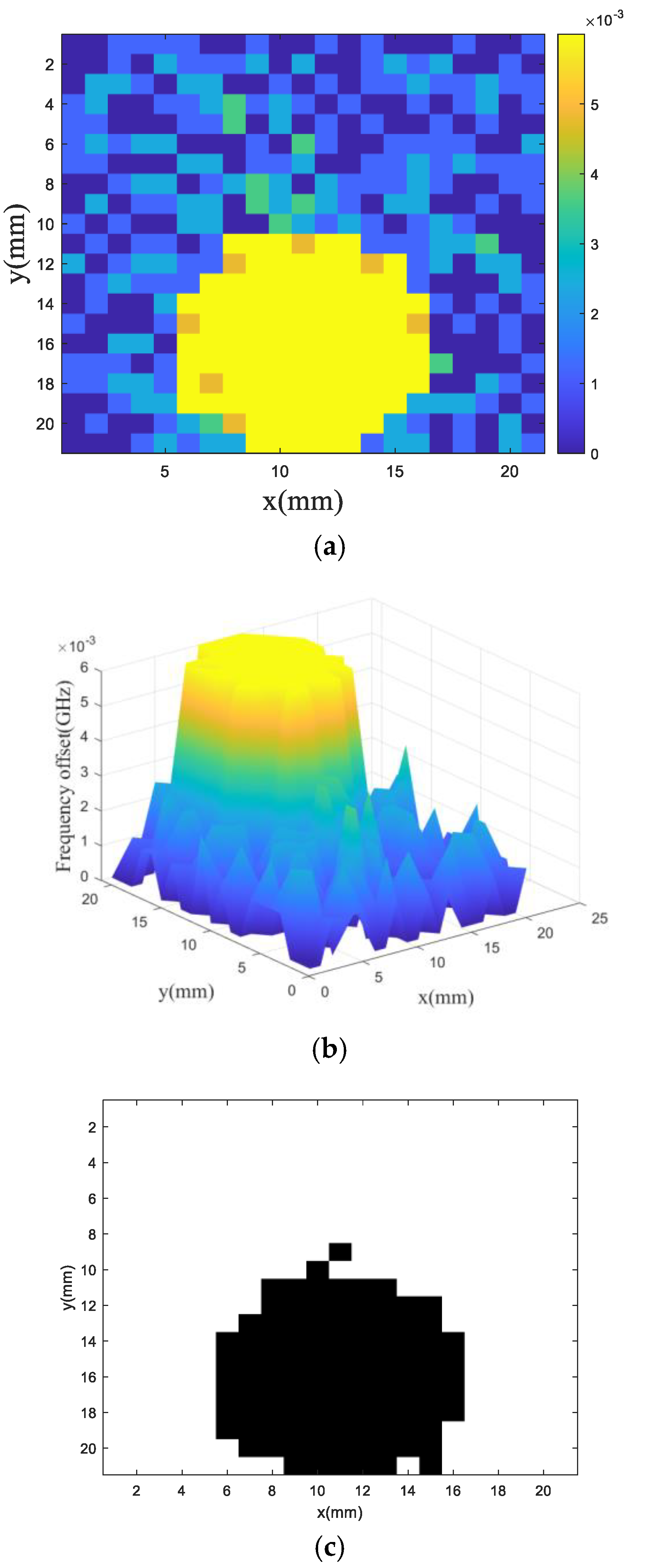
4.2. Internal Defects in the MUT
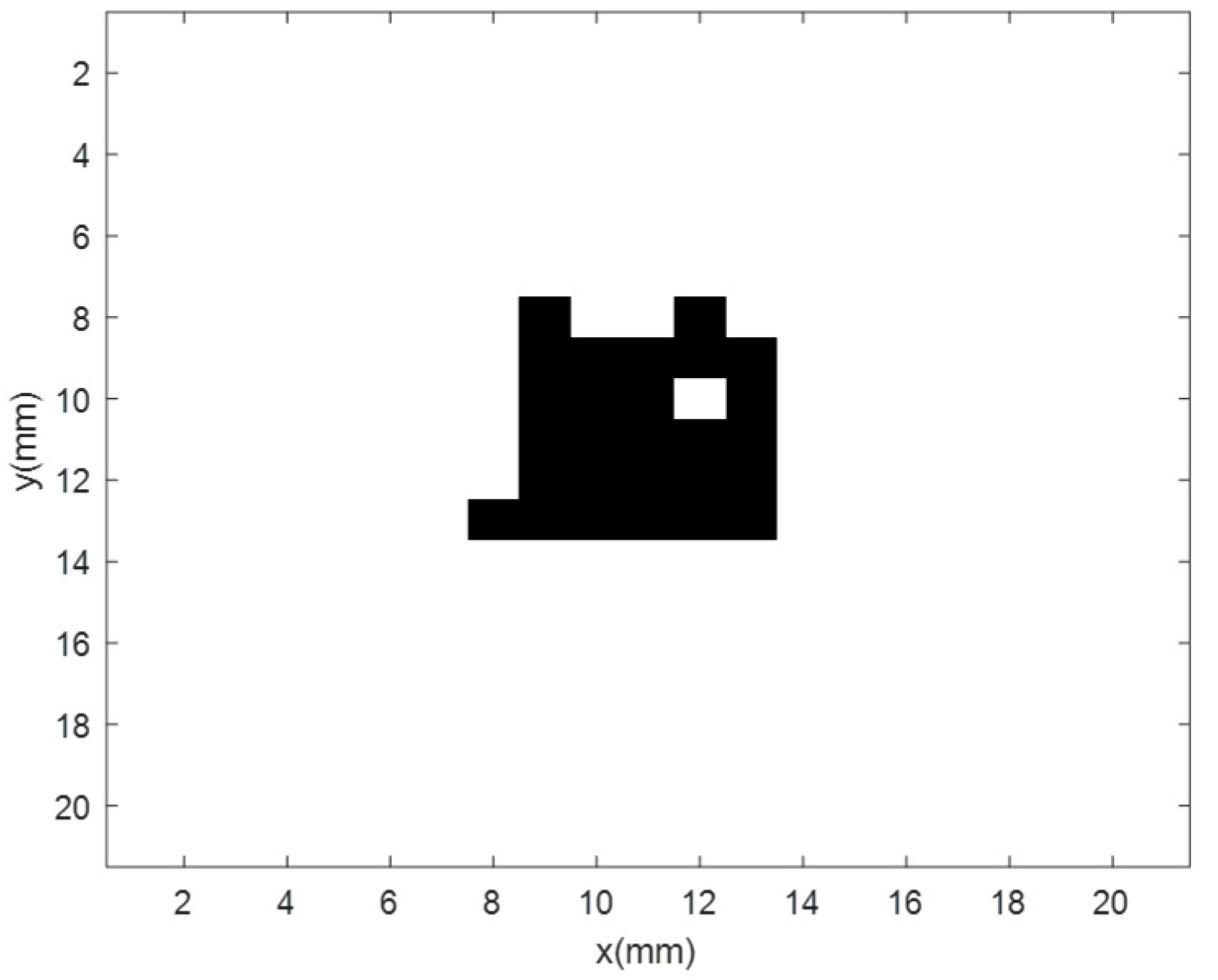
4.3. Experimental Results and Analysis of Aircraft Skin
5. Conclusions
- (1)
- The use of point by point scanning has the problem of low efficiency. An array sensor structure can be used.
- (2)
- The types of data sets constructed are limited, and there are many types of actual process defects, which may result in a mismatch between the classifier and the actual situation. By continuously conducting simulation experiments and increasing the simulation data sets, the accuracy of defect reconstruction and localization can be further improved.
- (3)
- The sensor adopts a rigid structure, which poses adaptability issues for detecting complex structures in industry. Flexible materials can be used to design sensors.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, T.; Wu, D.; Chen, W.; Yang, J. Detection of delamination defects inside carbon fiber reinforced plastic laminates by measuring eddy-current loss. Compos. Struct. 2021, 268, 114012. [Google Scholar] [CrossRef]
- Kharkovsky, S.; Zoughi, R. Microwave and millimeter wave nondestructive testing and evaluation—Overview and recent advances. IEEE Instrum. Meas. Mag. 2017, 10, 26–38. [Google Scholar] [CrossRef]
- Naqiuddin, M.S.M.; Leong, M.S.; Hee, L.M. Ultrasonic signal processing techniques for Pipeline: A review. MATEC Web Conf. 2019, 255, 06006. [Google Scholar] [CrossRef]
- Sambath, S.; Nagaraj, P.; Selvakumar, N. Automatic defect classification in ultrasonic NDT using artificial intelligence. J. Nondestruct. Eval. 2011, 30, 20–28. [Google Scholar] [CrossRef]
- Tipones, R.D.; Cruz, J.C.D. Design and development of a material impact tester using neural network for concrete ratio classification. In Proceedings of the IEEE 13th International Colloquium on Signal Processing & its Applications (CSPA), Penang, Malaysia, 10–12 March 2017; pp. 106–111. [Google Scholar]
- Ali, A.; Hu, B.; Ramahi, O. Intelligent Detection of Cracks in Metallic Surfaces Using a Waveguide Sensor Loaded with Metamaterial Elements. Sensors 2015, 15, 11402–11416. [Google Scholar] [CrossRef] [PubMed]
- Ali, A.; Albasir, A.; Ramahi, O.M. Microwave sensor for imaging corrosion under coatings utilizing pattern recognition. In Proceedings of the IEEE International Symposium on Antennas & Propagation, Fajardo, PR, USA, 26 June–1 July 2016; pp. 951–952. [Google Scholar]
- Moomen, A.; Ali, A.; Ramahi, O. Reducing Sweeping Frequencies in Microwave NDT Employing Machine Learning Feature Selection. Sensors 2016, 16, 559. [Google Scholar] [CrossRef] [PubMed]
- Kotriwar, Y.D.; Elshafiey, O.; Peng, L.; Li, Z.; Srinivasan, V.; Davis, E.; Deng, Y. Gradient feature-based method for defect detection of carbon fiber reinforced polymer materials. In Proceedings of the IEEE International Conference on Prognostics and Health Management (ICPHM), Montreal, QC, Canada, 5–7 June 2023; pp. 246–252. [Google Scholar]
- Liu, Z.; Roy, M.; Prasad, D.K.; Agarwal, K. Physics-guided loss functions improve deep learning performance in inverse scattering. IEEE Trans. Comput. Imaging 2022, 8, 236–245. [Google Scholar] [CrossRef]
- Holloway, C.L.; Sarto, M.S.; Johansson, M. Analyzing carbonffber composite materials with equivalent-layer models. IEEE Trans. Electromagn. Compat. 2005, 47, 833–844. [Google Scholar] [CrossRef]
- Jing, Z.; Cai, G.; Yu, X.; Wang, B. Ultrasonic detection and evaluation of delamination defects in carbon ffber composites based on ffnite element simulation. Compos. Struct. 2024, 353, 118749. [Google Scholar] [CrossRef]
- Cheng, J.; Wang, Y.Z.B.; Liu, M.; Xu, D.; Qiu, J.; Takagi, T. Noncontact visualization of multiscale defects in CFRP composites using eddy current testing with T-R probe. NDT E Int. 2024, 145, 103138. [Google Scholar] [CrossRef]
- Huang, J.; Wei, Q.; Zhuo, L.; Zhu, J.; Li, C.; Wang, Z. Detection and quantiffcation of artiffcial delaminations in CFRP composites using ultrasonic thermography. Infrared Phys. Technol. 2023, 130, 104579. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Layers | Material Name | Laying Angle |
|---|---|---|
| 1 | epoxy | non |
| 2 | carbon fiber | 0 |
| 3 | epoxy | non |
| 4 | carbon fiber | 90 |
| 5 | epoxy | non |
| 6 | carbon fiber | 0 |
| 7 | epoxy | non |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, Z.; Han, R. Research on CFRP Defects Recognition and Localization Based on Metamaterial Sensors. Symmetry 2024, 16, 1706. https://doi.org/10.3390/sym16121706
Zhu Z, Han R. Research on CFRP Defects Recognition and Localization Based on Metamaterial Sensors. Symmetry. 2024; 16(12):1706. https://doi.org/10.3390/sym16121706
Chicago/Turabian StyleZhu, Zhaoxuan, and Rui Han. 2024. "Research on CFRP Defects Recognition and Localization Based on Metamaterial Sensors" Symmetry 16, no. 12: 1706. https://doi.org/10.3390/sym16121706
APA StyleZhu, Z., & Han, R. (2024). Research on CFRP Defects Recognition and Localization Based on Metamaterial Sensors. Symmetry, 16(12), 1706. https://doi.org/10.3390/sym16121706