
Monitoring of the Behaviour and State of Nanoscale Particles in a Gas Cleaning System of an Ore-Thermal Furnace



Abstract
1. Introduction
2. Problem Overview
2.1. Causes of Carbon Nanoparticle Formation during Carbothermic Silicon Reduction in Ore-Thermal Furnaces
2.2. Microsilica Monitoring and Nanoparticle Capture in the Ore-Thermal Furnace Gas Cleaning System
- The temperatures of the gases in the immediate vicinity of the furnace roof are very high (600–850 °C), resulting in the need to cool and ventilate the gas-dust flow before it makes contact with the sensitive instruments when taking extractive measurements;
- The turbulent mode of gas flow has a wide range of time and space scales for the pulsations of all of the flow characteristics. This makes the gas flow faster than the laminar flow and results in intensive mass exchanges with high-impulse and energy levels between different stream regions due to the intensive mixing of the dispersed medium. This results in the substance having an uneven distribution in the gas flow and a consequent distortion of the measurement results.
2.3. Main Features of Flue Gas Movement in the Ore-Thermal Furnace Gas Cleaning System
- The current state of the fume environment (kinetics, thermodynamics, etc.): compressibility (velocity of motion of silica fume) taking into account multi-phase flow (interphase exchange).
- The outer limits of gas flow by zone: the movement along the side lining into the vault and output into the gas channel without the influence of the channel geometry.
- The process limit stage and GCS outlet (GCS electric filter surface pressure): the flow area on the surface of the electric filter and the pressure.
- At Re < 2 × 103laminar flow is observed.
- At Re > 104the flow becomes turbulent, but when gases begin to exit the furnace vault and move into the gas channel, it is preserved.
- At Re > 5 × 104a turbulent boundary layer begins to form during the beginning of the gas flow process due to a sharp change in the temperature.
- At 2 × 104 < Re 104
3. Materials and Methods
3.1. Computer Simulation of the Dispersion Fluid Dynamics
3.2. Problem Statement: Modelling the Off-Gas Mixture under Ore-Thermal Furnace Conditions
- A system with a water-cooled portion of the roof for gas passes.
- A gas pass system without water cooling.
3.3. Governing Equations
- —pressure of the gas mixture;
- µ—gas mixture density;
- t—time;
- ui,j—velocity components in the i and j directions;τi,j—shear strain tensor.
4. Results and Discussion
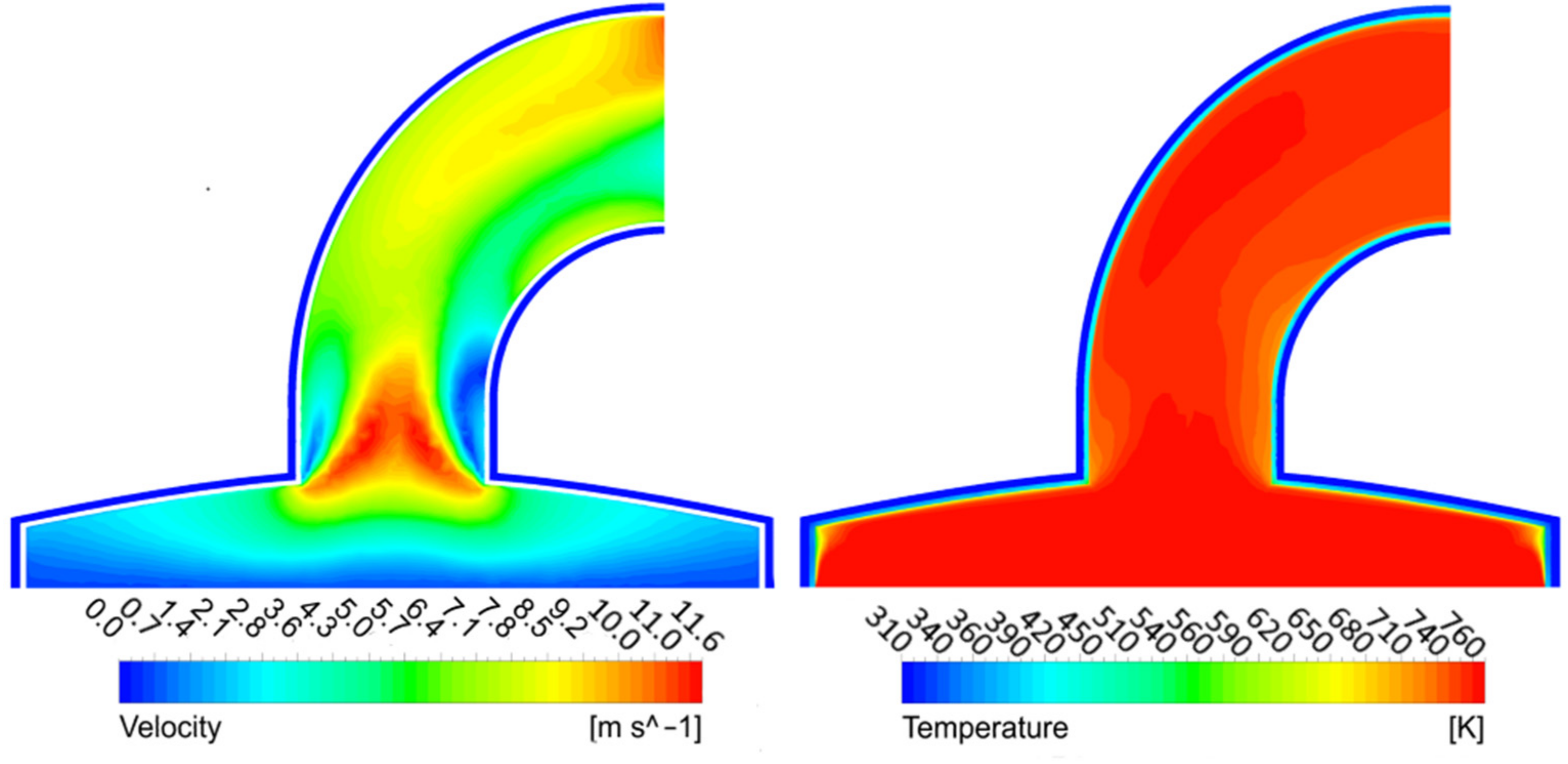
4.1. Model 1: Combination of the Furnace’s Roof and Water-Cooled Gas Passes
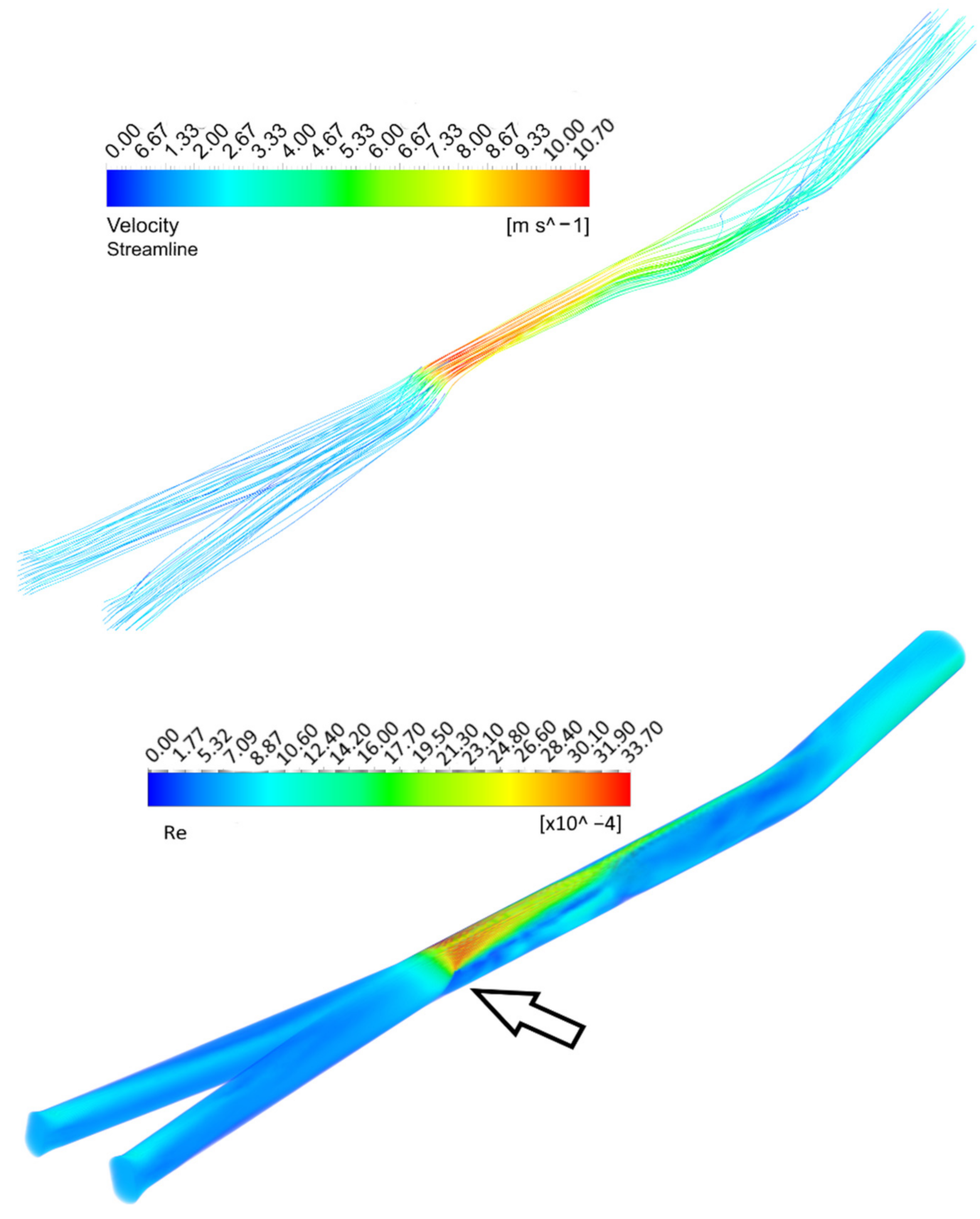
4.2. Model: 2 Gas Passes without Water-Cooling
- u—velocity, m/s;
- dmix—hydraulic diameter, m;
- ρmix—mixture density, kg/m3;
- µmix—dynamic viscosity of the gas mixture, Pa · s;
- dmix—hydraulic diameter, m;
- ρmix—mixture density, kg/m3;
- μmix—dynamic viscosity of the gas mixture, Pa · s.
5. Conclusions
- The contours of the main parameters defining the flow mode in the exhaust gas transfer line, namely the kinematic viscosity and velocity, were obtained.
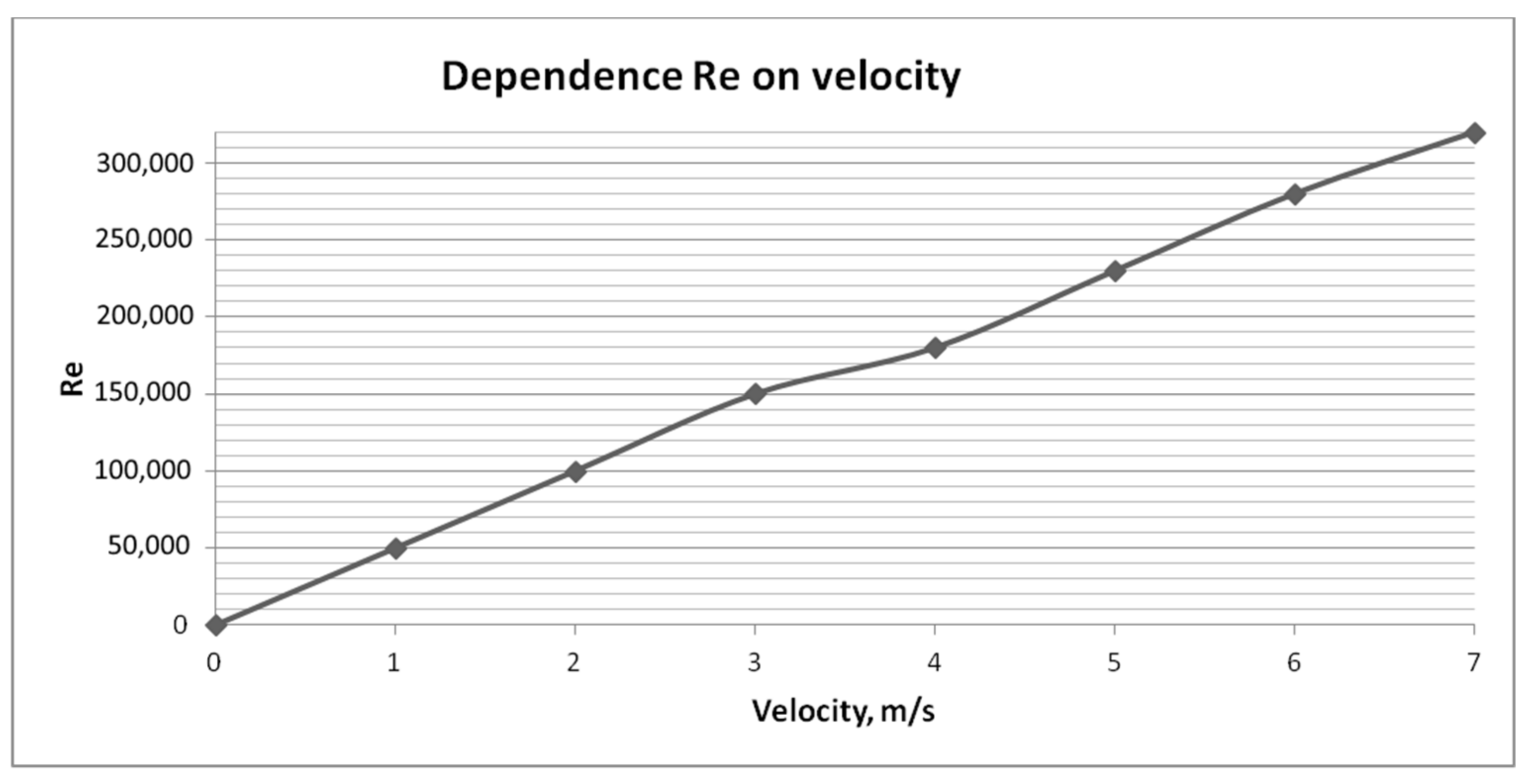
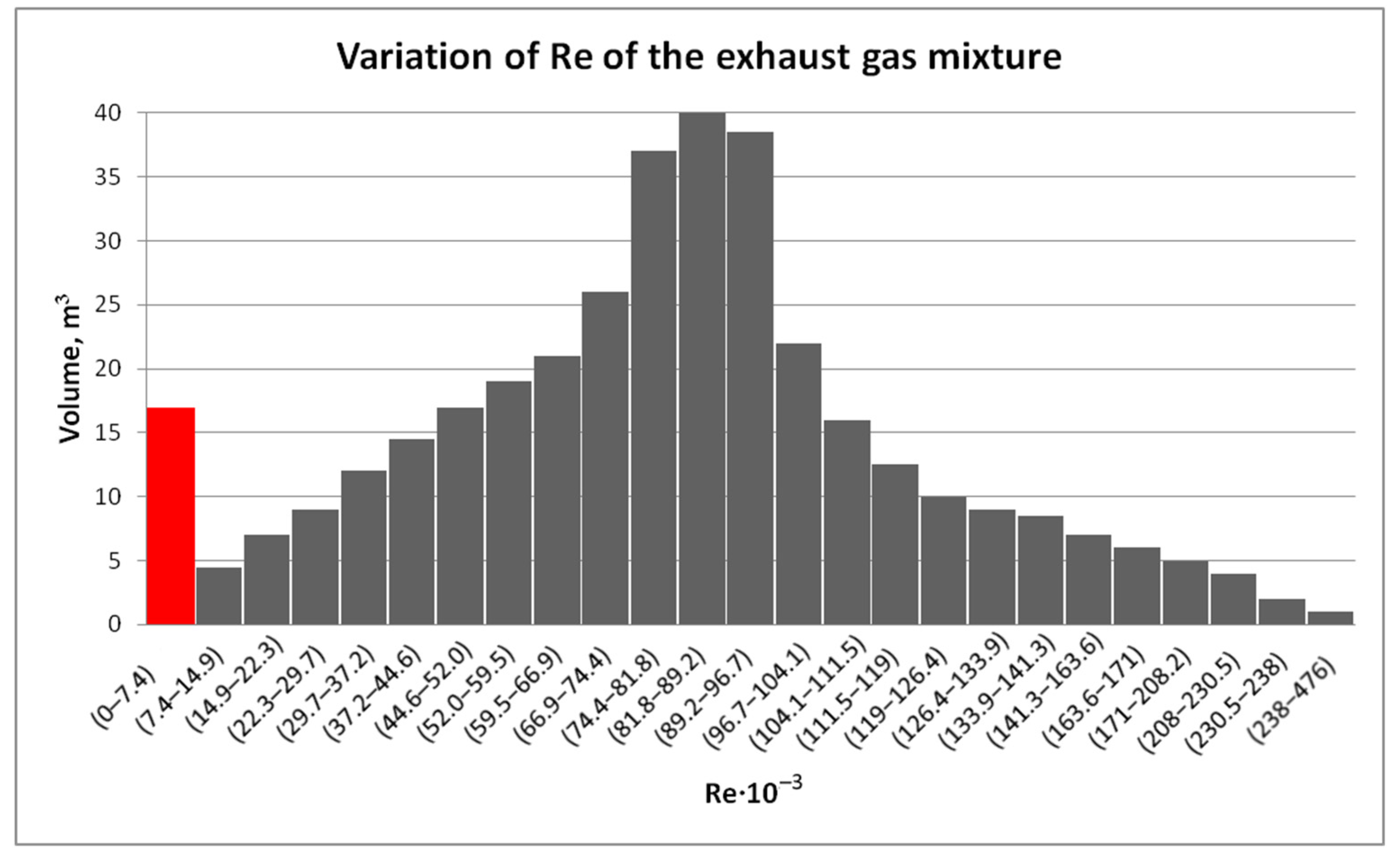
- The flow mode was determined by calculating the Reynolds criterion along the exhaust gas transfer line from the OTF to the GCS.
- It was revealed that the most suitable place for the installation of measuring equipment is directly behind the closed part of the sliding shutter. In this area, there is a transient flow mode with the lowest velocity and lowest Reynolds criterion value. In this location, the flow is influenced by turbulent forces at least, allowing the concentrations of the flow components to be measured with the required accuracy.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Nedosekin, A.O.; Rejshahrit, E.I.; Kozlovskij, A.N. Strategic approach to assessing economic sustainability objects of mineral resources sector of Russia. J. Min. Inst. 2019, 237, 354–360. [Google Scholar] [CrossRef]
- Litvinenko, V.; Tcvetkov, P.; Molodstov, K.V. The social and market mechanism of sustainable development of public companies in the mineral resource sector. Eurasian Min. 2019, 1, 36–41. [Google Scholar] [CrossRef]
- Litvinenko, V. Digital Economy as a Factor in the Technological Development of the Mineral Sector. Nat. Resour. Res. 2019, 29, 1521–1541. [Google Scholar] [CrossRef]
- Cheremisina, O.V.; Al-Salim, S.Z. Modern Methods of Ananlytical Control of Industrial Gases. J. Min. Inst. 2017, 228, 726–730. [Google Scholar]
- Ivanchik, N.N.; Balanovsky, A.E.; Kondratyev, V.V.; Tyutrin, A.A. Research of silicon waste processing products as ultradispersed activating fluxes of arc welding. J. Sib. Fed. Univ. 2018, 11, 155–167. [Google Scholar] [CrossRef][Green Version]
- Nemchinova, N.V.; Tyutrin, A.A.; Sokolnikova, Y.V.; Fereferova, T.T. Analytical Investigations of Silicon Silicon Production Raw Materials and Products. J. Sib. Fed. Univ. 2017, 10, 37–48. [Google Scholar] [CrossRef]
- Nemchinova, N.V.; Mineev, G.G.; Tyutrin, A.A.; Yakovleva, A.A. Utilization of Dust from Silicon Production. Steel Transl. 2017, 47, 763–766. [Google Scholar] [CrossRef]
- Chigondo, F. From Metallurgical-Grade to Solar-Grade Silicon: An Overview. Silicon 2018, 10, 789–798. [Google Scholar] [CrossRef]
- Liu, Y.; Kong, J.; Zhuang, Y.; Xing, P.; Yin, H.; Luo, X. Recycling high purity silicon from solar grade silicon cutting slurry waste by carbothermic reduction in the electric arc furnace. J. Clean. Prod. 2019, 224, 709–718. [Google Scholar] [CrossRef]
- Karlina, A.I.; Kondrat’ev, V.V.; Balanovsky, A.E.; Kolosov, A.D.; Ivanchik, N.N. Results of modification of cast iron by carbon nanostructures of gas cleaning dust of silicon production. Advances in Engineering Research. In Proceedings of the International Conference on Aviamechanical Engineering and Transport (AviaENT 2018), Irkutsk, Russia, 21–26 May 2018; pp. 169–173. [Google Scholar]
- Vasilyeva, N.V.; Boikov, A.V.; Erokhina, O.O.; Trifonov, A.Y. Automated digitization of radial charts. J. Min. Inst. 2021, 247, 82–87. [Google Scholar] [CrossRef]
- Gembitskaya, I.M.; Gvozdetskaya, M.V. Transformation of grains of technological raw materials in the process of obtaining fine powders. J. Min. Inst. 2021, 249, 401–407. [Google Scholar] [CrossRef]
- Bartie, N.; Cobos-Becerra, L.; Froehling, M.; Reuter, M. The resources, exergetic and environmental footprint of the silicon photovoltaic circular economy: Assessment and opportunities. Resour. Conserv. Recycl. 2021, 169, 24. [Google Scholar] [CrossRef]
- Yolkin, K.S.; Yolkin, D.K.; Kolosov, A.D.; Ivanov, N.A.; Shtayger, M.G. Technologies, which allow to reduce an impact of metal silicon production on the environment. IOP Conf. Ser. Mater. Sci. Eng. 2018, 411, 012028. [Google Scholar] [CrossRef]
- Saevarsdottir, G.; Magnusson, T.; Kvande, H. Reducing the Carbon Footprint: Primary Production of Aluminum and Silicon with Changing Energy Systems. J. Sustain. Metall. 2021, 7, 848–857. [Google Scholar] [CrossRef]
- Legemza, J.; Findorák, F.; Bul’ko, B.; Briančin, J. New Approach in Research of Quartzes and Quartzites for Ferroalloys and Silicon Production. Metals 2021, 11, 23. [Google Scholar] [CrossRef]
- Rozhikhina, I.D.; Nokhrina, O.I.; Yolkin, K.S.; Golodova, V.A. Ferroalloy production: State and development trends in the world and Russia. IOP Conf. Ser. Mater. Sci. Eng. 2020, 866, 012004. [Google Scholar] [CrossRef]
- Asaniv, D.A.; Zapasnyi, V.V.; Ermekova, A.T.; Maratova, G.; Ivanov, A.A.; Cherepanov, N.I. Current Status of Dust Collection Systems in Aksu Ferroalloy Plant Smelting Shop 1 and Functional Improvement to These Systems. Metallurgist 2018, 62, 391–400. [Google Scholar] [CrossRef]
- Danilov, A.; Smirnov, Y.; Korelsky, D.S. Effective methods for reclamation of area sources of dust emission. J. Ecol. Eng. 2017, 18, 1–7. [Google Scholar] [CrossRef]
- Kero, I.; Dahl, S.; Tranell, G. Airborne Emissions from Si/FeSi Production. J. Met. 2017, 69, 365–380. [Google Scholar]
- Pashkevich, M.A.; Petrova, T.A. Development of an operational environmental monitoring system for hazardous industrial facilities of Gazprom Dobycha Urengoy. J. Phys. Conf. Ser. 2019, 1384, 012040. [Google Scholar] [CrossRef]
- Koteleva, N.; Kuznetsov, V.; Vasileva, N.V. Simulator for Educating the Digital Technologies Skills in Industry. Part One. Dynamic Simulation of Technological Processes. Appl. Sci. 2021, 11, 10885. [Google Scholar] [CrossRef]
- Qili, W.; Binbin, J.; Mingquan, Y.; Min, H.; Xiaochuan, L.; Komarneni, S. Numerical simulation of the flow and erosion behavior of exhaust gas and particles in polysilicon reduction furnace. Sci. Rep. 2020, 10, 1909. [Google Scholar] [CrossRef] [PubMed]
- Vasilyeva, M.A.; Vöth, S. Multiphysical Model of heterogeneous flow moving along a channel of variable cross-section. J. Min. Inst. 2017, 227, 558–562. [Google Scholar]
- Beloglazov, I.; Morenov, V.A.; Leusheva, E.L. Flow modeling of high-viscosity fluids in pipeline infrastructure of oil and gas enterprises. Egypt. J. Pet. 2021, 30, 43–51. [Google Scholar] [CrossRef]
- Belolgazov, I.I.; Petrov, P.A.; Martynov, S.A. Application of Production Processes Control Algorithm Using Adaptive Control System. In Proceedings of the International Russian Automation Conference (RusAutoCon), Sochi, Russia, 9–16 September 2018; pp. 1–4. [Google Scholar]
- Hamzehloo, A.; Lusher, D.J.; Laizet, S.; Sandham, N.D. Direct numerical simulation of compressible turbulence in a counter-flow channel configuration. Phys. Rev. Fluids 2021, 6, 094603. [Google Scholar] [CrossRef]
- Sandham, N.D.; Johnstone, R.; Jacobs, T.C. Jacobs Surface-sampled simulations of turbulent flow at high Reynolds number. Int. J. Numer. Methods Fluids 2017, 85, 25. [Google Scholar] [CrossRef]
- Modeling Transient Compressible Flow. ANSYS Fluent Tutorial Guide; Release 18.0; ANSYS, Inc.: Canonsburg, PA, USA, 2017; pp. 267–310. [Google Scholar]
- Zhao, Y.; Akolekara, H.; Weatheritta, J.; Michelassib, V.; Sandberg, R. RANS Turbulence Model Development using CFD-Driven Machine. J. Comput. Phys. 2020, 411, 109413. [Google Scholar] [CrossRef]
- Mishra, P.; Aharwal, K.R. A review on selection of turbulence model for CFD analysis of air flow within a cold storage. In Proceedings of the 2nd International Conference on Advances in Mechanical Engineering (ICAME 2018), Kattankulathur, India, 22–24 March 2018; Volume 402, pp. 1–9. [Google Scholar]
- Kuhnen, J.; Song, B.; Scarselli, D.; Budanur, N.B.; Riedl, M.; Willis, A.; Avila, M.; Hof, B. Destabilizing turbulence in pipe. Nat. Phys. 2018, 14, 386–390. [Google Scholar] [CrossRef]
- Salama, A. Velocity Profile Representation for Fully Developed Turbulent Flows in Pipes: A Modified Power Law. Fluids 2021, 6, 369. [Google Scholar] [CrossRef]
- Duraisamy, K.; Iaccarino, G.; Xiao, H. Turbulence modeling in the age of data. Annu. Rev. Fluid Mech. 2019, 51, 357–377. [Google Scholar] [CrossRef]
- Tania, S.; Ferreira, K.; Arts, T.; Croner, E. On the Influence of High Turbulence on the Convective Heat Flux on the High-Pressure Turbine Vane LS89. Int. J. Turbomach. Propuls. Power 2019, 4, 37. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Value |
|---|---|---|
| Volume (gas) | Nm3/h * | 1000 |
| Temperature (gas) | °C | 500 |
| Pressure (water) | kPa | 250,000 |
| Volume (water) | Nm3/h * | 250,000 |
| Temperature (water) | °C | 35–45 |
| Mixture Component | Percent |
|---|---|
| CO | 88.6 |
| CO2 | 4.81 |
| CH4 | 1.42 |
| N2 | 2.5 |
| H2 | 2.67 |
| Mixture Component | Percent |
|---|---|
| SiO2 | 85.41 |
| Al2O3 | 0.46 |
| Fe2O3 | 0.30 |
| CaO | 1.50 |
| MgO | 1.24 |
| C | 6.09 |
| Na2O | 0.08 |
| SO3 | 0.16 |
| P2O5 | 0.12 |
| K2O | 0.31 |
| TiO2 | 0.02 |
| SiC | 5.03 |
| Parameter | Input | Output |
|---|---|---|
| Type of boundary conditions | Mass-flow inlet | Pressure outlet |
| Hydraulic diameter, m | 10.34 | 3 |
| Mass flow rate, kg/s | 29.16 | - |
| Gauge pressure, Pa | - | 0 |
| Temperature, °C | 500 | - |
| Re | 60,889.4 | 236,962.6 |
| Turbulence intensity, percentage | 10.34 | 3 |
| Parameter | Input | Output |
|---|---|---|
| Type of boundary conditions | Mass-flow inlet | Pressure outlet |
| Hydraulic diameter, m | 0.06 | 0.06 |
| Mass flow rate, kg/s | 278 | - |
| Gauge pressure, Pa | - | 0 |
| Temperature, °C | 35 | - |
| Re | 150,075 | 150,075 |
| Turbulence intensity, percent | 0.06 | 0.06 |
| Parameter | Input | Output |
|---|---|---|
| Type of boundary conditions | Mass-flow inlet | Pressure outlet |
| Hydraulic diameter, m | 3 | 2.7 |
| Mass flow rate, kg/s | 15.54 | - |
| Gauge pressure, Pa | - | 0 |
| Temperature, °C | 430 | 0 |
| Re | 117,255.6 | 266,330 |
| Turbulence intensity, percent | 3.72 | 3.35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bazhin, V.; Masko, O. Monitoring of the Behaviour and State of Nanoscale Particles in a Gas Cleaning System of an Ore-Thermal Furnace. Symmetry 2022, 14, 923. https://doi.org/10.3390/sym14050923
Bazhin V, Masko O. Monitoring of the Behaviour and State of Nanoscale Particles in a Gas Cleaning System of an Ore-Thermal Furnace. Symmetry. 2022; 14(5):923. https://doi.org/10.3390/sym14050923
Chicago/Turabian StyleBazhin, Vladimir, and Olga Masko. 2022. "Monitoring of the Behaviour and State of Nanoscale Particles in a Gas Cleaning System of an Ore-Thermal Furnace" Symmetry 14, no. 5: 923. https://doi.org/10.3390/sym14050923
APA StyleBazhin, V., & Masko, O. (2022). Monitoring of the Behaviour and State of Nanoscale Particles in a Gas Cleaning System of an Ore-Thermal Furnace. Symmetry, 14(5), 923. https://doi.org/10.3390/sym14050923