
Numerical Study on Effects of Pipeline Geometric Parameters on Release Characteristics of Gas Extinguishing Agent

 ,
, 
 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Numerical and Experimental Setup
2.1. Governing Equations and Boundary Conditions
2.2. Phase Transition Model
2.3. Numerical Process
2.4. Verification of Simulation Model
3. Results and Discussion
3.1. Effects of Pipeline Diameter on the Flow Characteristics
3.1.1. Effects of Pipeline Diameter on the Release Time
3.1.2. Effects of Pipeline Diameter on the Mass Flow Rate
3.1.3. Effects of Pipeline Diameter on the Gasification Ratio
3.1.4. Summary
3.2. Effects of Pipeline Length on the Flow Characteristics
3.2.1. Effects of Pipeline Length on the Release Time
3.2.2. Effects of Pipeline Length on the Mass Flow Rate
3.2.3. Effects of Pipeline Length on the Gasification Ratio
3.2.4. Summary
3.3. Effects of the Pipeline Roughness on the Flow Characteristics
3.3.1. Effects of Pipeline Roughness on the Release Time
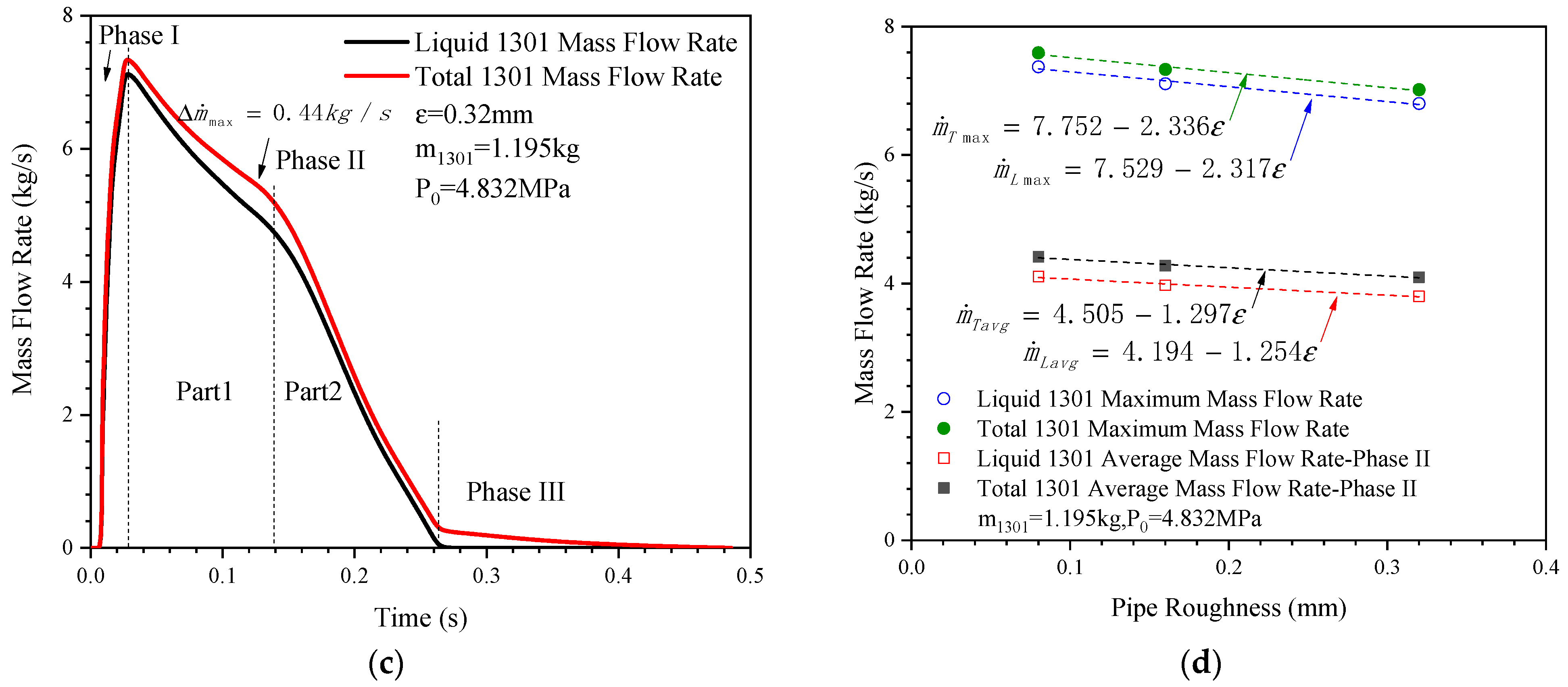
3.3.2. Effects of Pipeline Roughness on the Mass Flow Rate
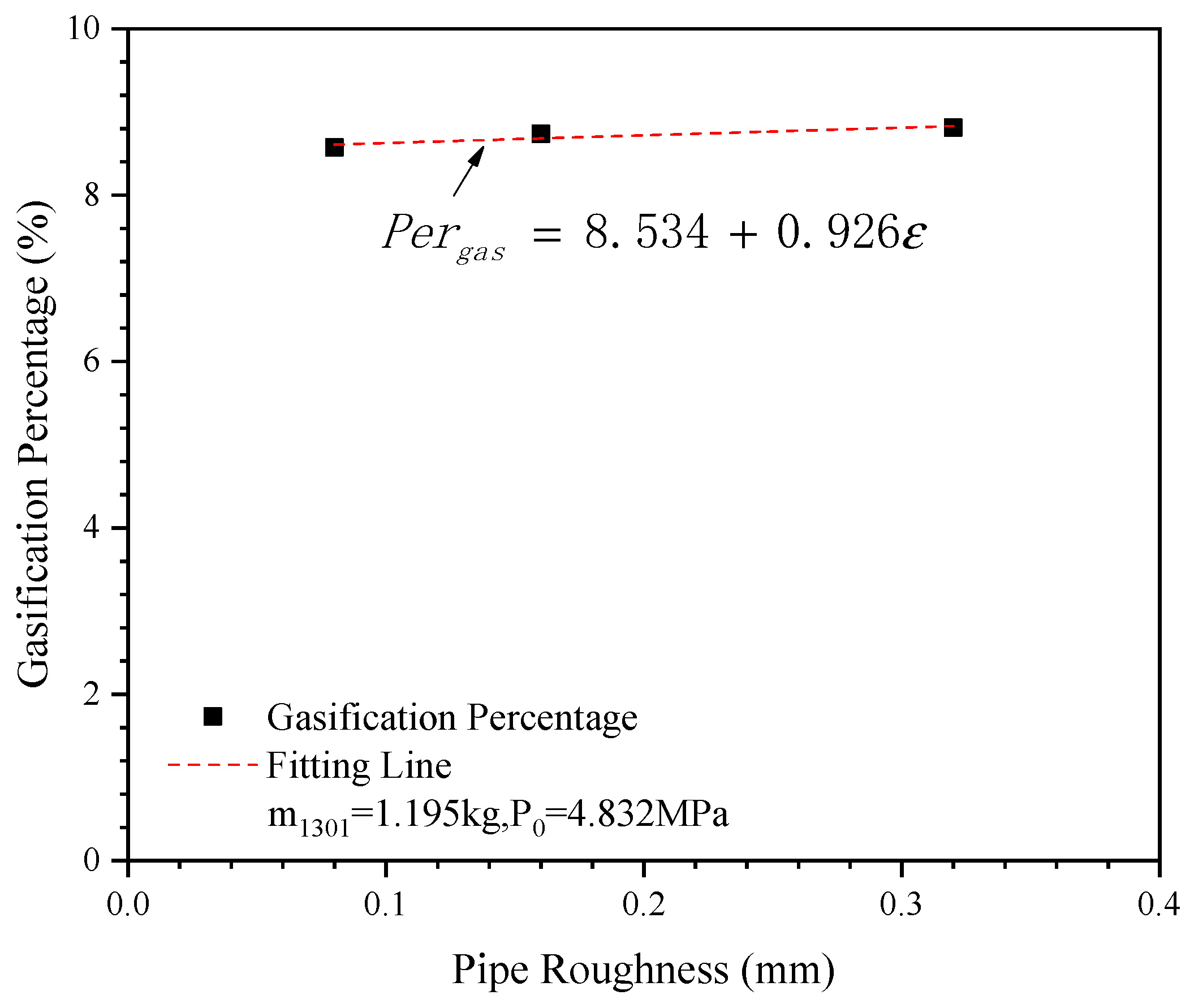
3.3.3. Effects of Pipeline Roughness on the Gasification Ratio
3.3.4. Summary
4. Conclusions
- (1)
- The pipeline diameter has a positive effect on the release and flow of the extinguishing agent Halon 1301. With the increase in the pipeline diameter, the liquid release time and the total release time of the extinguishing agent both decrease significantly, while the gasification ratio of the extinguishing agent decreases at first and then increases. The maximum mass flow rate and the average mass flow rate in the intermediate concentrated release stage both increase significantly with the increase in the pipeline diameter, while the per unit area mass flow rate of the extinguishing agent increases at first and then decreases with the increase in the pipeline diameter. This indicates that the increase in the pipeline diameter is conducive to the rapid release of the extinguishing agent.
- (2)
- The pipeline length has a negative effect on the release rate of the Halon 1301 agent. With the increase in the pipeline length, the gasification ratio, the initial filling time of the pipeline, the liquid release duration and the total release duration of the extinguishing agent all increase linearly. On the contrary, both the maximum mass flow rate and the average mass flow rate of the extinguishing agent decrease significantly. This indicates that the increase in the pipeline length obviously reduces the release rate of the extinguishing agent.
- (3)
- The influence of the pipeline roughness on the release characteristics of the Halon 1301 agent is relatively weak. The gasification ratio, the liquid release duration and the total release duration of the extinguishing agent all increase slightly with the increase in the pipeline roughness. On the contrary, the maximum mass flow rate and the average mass flow rate of the extinguishing agent both decrease slightly with the increase in the pipeline roughness. This indicates that an increase in the pipeline roughness reduces the release rate of the extinguishing agent to some extent.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| the pipeline diameter () | |
| the maximum pressure drop rate of the vessel () | |
| the length of the pipeline () | |
| the average mass flow rate of the liquid extinguishing agent in Phase II () | |
| the maximum mass flow rate of the liquid extinguishing agent () | |
| the average mass flow rate of the total extinguishing agent in Phase II () | |
| the maximum mass flow rate of the total extinguishing agent () | |
| the average mass flow rate per unit area of the liquid extinguishing agent in Phase II () ) | |
| the maximum mass flow rate per unit area of the liquid extinguishing agent in Phase II () ) | |
| the average mass flow rate per unit area of the total extinguishing agent in Phase II () ) | |
| the maximum mass flow rate per unit area of the total extinguishing agent in Phase II () ) | |
| the maximum difference between the total mass flow rate and the liquid mass flow rate () | |
| the release time of the liquid extinguishing agent () | |
| the time of the extinguishing agent filling pipeline () | |
| the total release time of the extinguishing agent () | |
| the mass percentage of the vaporized extinguishing agent during the pipe flow () | |
| the percentage of the liquid release time to the total release time () | |
| the pipeline roughness () |
References
- Hariram, S.S. Fire Protection on Airplanes. SAE Int. J. Aerosp. 2005, 1, 3429. [Google Scholar] [CrossRef]
- Ji, H.; Li, Y.; Su, H.; Cheng, W.; Wu, X. Experimental investigation on the cooling and inerting effects of liquid nitrogen injected into a confined space. Symmetry 2019, 11, 579. [Google Scholar] [CrossRef] [Green Version]
- Lu, P.; Zhao, Y.; Xu, Y. A two-stream CNN model with adaptive adjustment of receptive field dedicated to flame region detection. Symmetry 2021, 13, 397. [Google Scholar] [CrossRef]
- Wilk-Jakubowski, J.Ł. Analysis of flame suppression capabilities using low-frequency acoustic waves and frequency sweeping techniques. Symmetry 2021, 13, 1299. [Google Scholar] [CrossRef]
- Zhong, Q.; Chen, Q.; Wang, J.; Qu, H.; Ma, W.; Zhu, T.; Zhang, S. Chemical Engineering Principles, 4th ed.; National Defense Industry Press: Beijing, China, 2019; pp. 32–33. [Google Scholar]
- Lu, W.; Hu, H.; Qi, G. Effect of Pipe Diameter and Inlet Parameters on Liquid CO2 Flow in Transportation by Pipeline with Large Height Difference. Processes 2019, 7, 756. [Google Scholar] [CrossRef] [Green Version]
- Xiao, C.; Lu, Z.; Yan, L.; Wang, J.; Yao, S. Effects of Flow Velocity on Transient Behaviour of Liquid CO2 Decompression during Pipeline Transportation. Processes 2021, 9, 192. [Google Scholar] [CrossRef]
- Williamson, H.V. Halon 1301 flow in pipelines. Fire Technol. 1976, 12, 18–32. [Google Scholar] [CrossRef]
- Ma, X.M.; Zhao, L.M.; Li, Y.N.; Li, D.D.; Fu, J.J.; Han, Y.C.; Qin, J. Numerical simulation of distribution of discharged gas fire extinguishing agent in high velocity flow field. Adv. Mater. Res. 2013, 718–720, 1786–1791. [Google Scholar] [CrossRef]
- Niu, X.; Xie, Y.; Hasemi, Y. Analysis of fire spread and fire extinguishing agent distribution in nacelle of helicopter under no-ventilation condition. Procedia Eng. 2013, 62, 1073–1080. [Google Scholar] [CrossRef] [Green Version]
- Kurokawa, F.Y.; de Andrade, C.R.; Zaparoli, E.L. Modeling of aircraft fire suppression system by the lumped parameter approach. Aircr. Eng. Aerosp. Technol. 2016, 88, 535–539. [Google Scholar] [CrossRef]
- Dinesh, A.; Benson, C.M.; Holborn, P.G.; Sampath, S.; Xiong, Y. Performance evaluation of nitrogen for fire safety application in aircraft. Reliab. Eng. Syst. Saf. 2020, 202, 107044. [Google Scholar] [CrossRef]
- Kim, G.; Cha, J.-H.; Lee, H.-J. Numerical study on the effect of temperature in the retention time of an inert agent. Fire Saf. J. 2020, 115, 103004. [Google Scholar] [CrossRef]
- Payri, R.; Gimeno, J.; Martí-Aldaraví, P.; Carvallo, C. Parametrical study of the dispersion of an alternative fire suppression agent through a real-size extinguisher system nozzle under realistic aircraft cargo cabin conditions. Process Saf. Environ. Prot. 2020, 141, 110–122. [Google Scholar] [CrossRef]
- Elliott, D.G.; Garrison, P.W.; Klein, G.A.; Moran, K.M.; Zydowicz, M.P. Flow of Nitrogen-Pressurized Halon 1301 in Fire Extinguishing Systems; JPL Publication: Pasadena, CA, USA, 1984; p. 124.
- Tuzla, K.; Palmer, T.; Chen, J.; Sundaram, R.K.; Yeung, W.-S. Development of Computer Program for Fire Suppressant Fluid Flow; Institute of Thermo-Fluid Engineering & Science, Lehigh University: Bethlehem, PA, USA, 1998; p. 66. [Google Scholar]
- Kim, J.; Baek, B.; Lee, J. Numerical analysis of flow characteristics of fire extinguishing agents in aircraft fire extinguishing systems. J. Mech. Sci. Technol. 2009, 23, 1877–1884. [Google Scholar] [CrossRef]
- Bykov, N.V.; Shestakov, I.E. Simulation of piston acceleration in a single-stage combustion light gas gun. AIP Conf. Proc. 2021, 2318, 060002. [Google Scholar] [CrossRef]
- Korivi, V.; McCormick, S.; Hodges, S. Fire suppression modeling & simulation framework for ground vehicles. SAE Int. J. Transp. Saf. 2017, 5, 58–67. [Google Scholar]
- Moradikazerouni, A.; Vahab, M.; Shoele, K. A 0D/3D nodal-CFD method of cylindrical pressurized tanks. In Proceedings of the 73rd Annual Meeting of the APS Division of Fluid Dynamics, Chicago, IL, USA, 22–24 November 2020. [Google Scholar]
- Fluent Corporation. Fluent Help Documents; Fluent Corporation: Canonsburg, PA, USA, 2015. [Google Scholar]
- Karathanassis, I.K.; Koukouvinis, P.; Gavaises, M. Comparative evaluation of phase-change mechanisms for the prediction of flashing flows. Int. J. Multiph. Flow 2017, 95, 257–270. [Google Scholar] [CrossRef] [Green Version]
- De Schepper, S.C.K.; Heynderickx, G.J.; Marin, G.B. Modeling the evaporation of a hydrocarbon feedstock in the convection section of a steam cracker. Comput. Chem. Eng. 2009, 33, 122–132. [Google Scholar] [CrossRef]
- Fang, C.; David, M.; Rogacs, A.; Goodson, K. Volume of fluid simulation of boiling two-phase flow in a vapor-venting microchannel. Front. Heat Mass Transf. 2010, 1, 3002. [Google Scholar] [CrossRef]
- Wang, T.; Hu, Y.-J.; Zhang, P.; Pan, R.-M. Study on thermal decomposition properties and its decomposition mechanism of pentafluoroethane (HFC-125) fire extinguishing agent. J. Fluor. Chem. 2016, 190, 48–55. [Google Scholar] [CrossRef]
- Zhang, P.; Cao, L.; Pan, R.; Jiang, Z.; Qin, K.; Li, Q. A Study on the pyrolysis of CHF3. Procedia Eng. 2013, 62, 337–341. [Google Scholar] [CrossRef] [Green Version]
- Zhou, X.; Chen, W.; Chao, M.; Liao, G. The study of thermal decomposition of 2-bromo-3,3,3-trifluoropropene and its fire-extinguishing mechanism. J. Fluor. Chem. 2013, 153, 101–106. [Google Scholar] [CrossRef]
- Chen, F.; Yu, H.; Sun, Z.; Guo, Y. Determination of inner wall roughness of pipeline. Oil Gas Storage Transp. 2007, 25, 8–10. [Google Scholar]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Q.; Li, Z.; Chen, R.; Zhang, Z.; Ge, H.; Zhou, X.; Pan, R. Numerical Study on Effects of Pipeline Geometric Parameters on Release Characteristics of Gas Extinguishing Agent. Symmetry 2021, 13, 1766. https://doi.org/10.3390/sym13101766
Li Q, Li Z, Chen R, Zhang Z, Ge H, Zhou X, Pan R. Numerical Study on Effects of Pipeline Geometric Parameters on Release Characteristics of Gas Extinguishing Agent. Symmetry. 2021; 13(10):1766. https://doi.org/10.3390/sym13101766
Chicago/Turabian StyleLi, Quanwei, Zongyu Li, Ruiyu Chen, Zhaojun Zhang, Hui Ge, Xia Zhou, and Renming Pan. 2021. "Numerical Study on Effects of Pipeline Geometric Parameters on Release Characteristics of Gas Extinguishing Agent" Symmetry 13, no. 10: 1766. https://doi.org/10.3390/sym13101766
APA StyleLi, Q., Li, Z., Chen, R., Zhang, Z., Ge, H., Zhou, X., & Pan, R. (2021). Numerical Study on Effects of Pipeline Geometric Parameters on Release Characteristics of Gas Extinguishing Agent. Symmetry, 13(10), 1766. https://doi.org/10.3390/sym13101766