
Treatment of Poultry Slaughterhouse Wastewater with Membrane Technologies: A Review


Abstract
:1. Introduction
2. Characteristics of Poultry Slaughterhouse Wastewater
3. Conventional Treatment of Poultry Slaughterhouse Wastewater as Pretreatment Prior to Membrane Separation
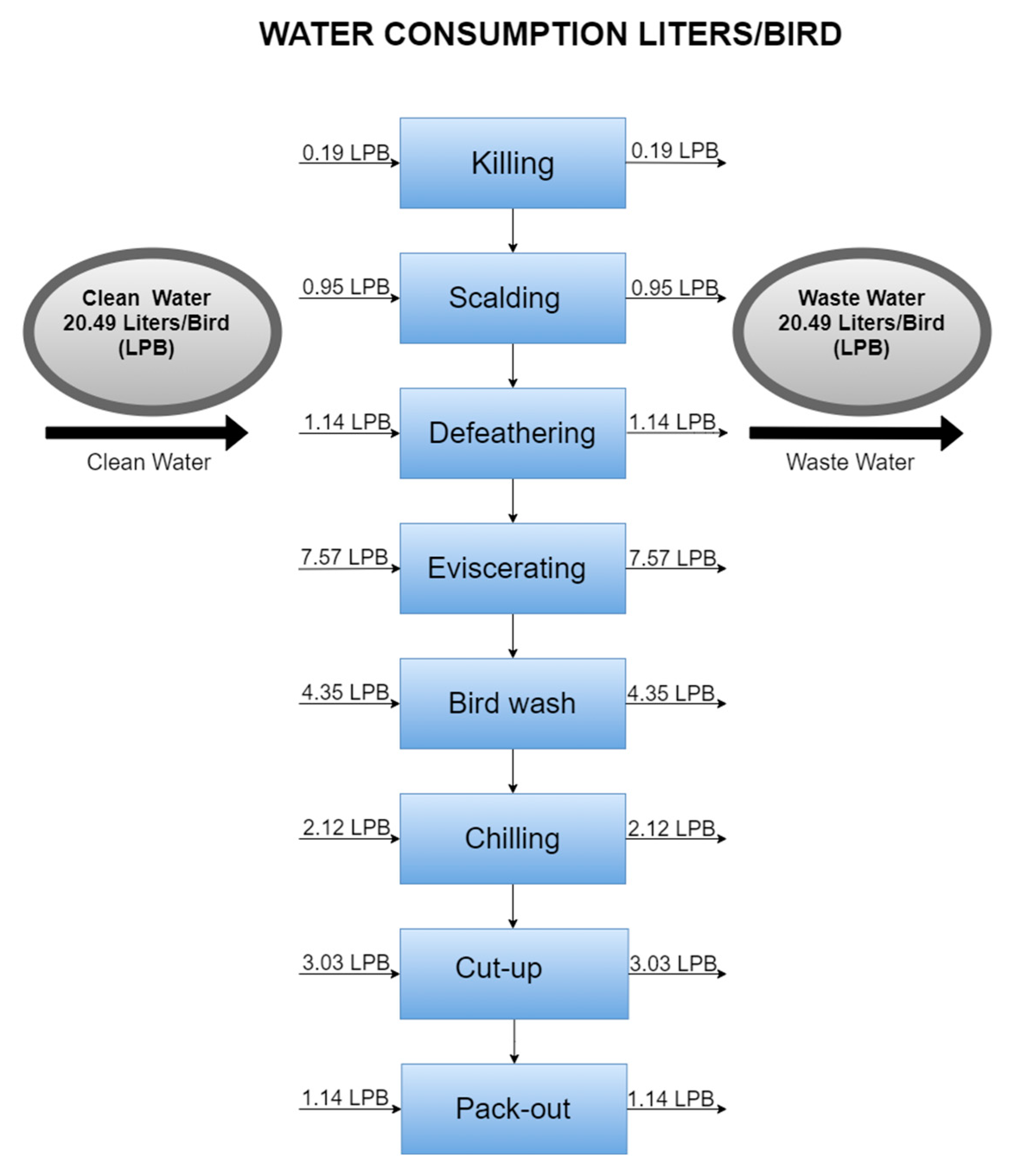
3.1. Preliminary Treatment
3.2. Primary Treatment
3.2.1. Dissolved Air Flotation
3.2.2. Coagulation-Flocculation and Sedimentation
3.2.3. Electrocoagulation
3.3. Secondary Treatment
3.3.1. Anaerobic Digestion
3.3.2. Aerobic Digestion
4. Membrane Technology for Poultry Slaughterhouse Wastewater
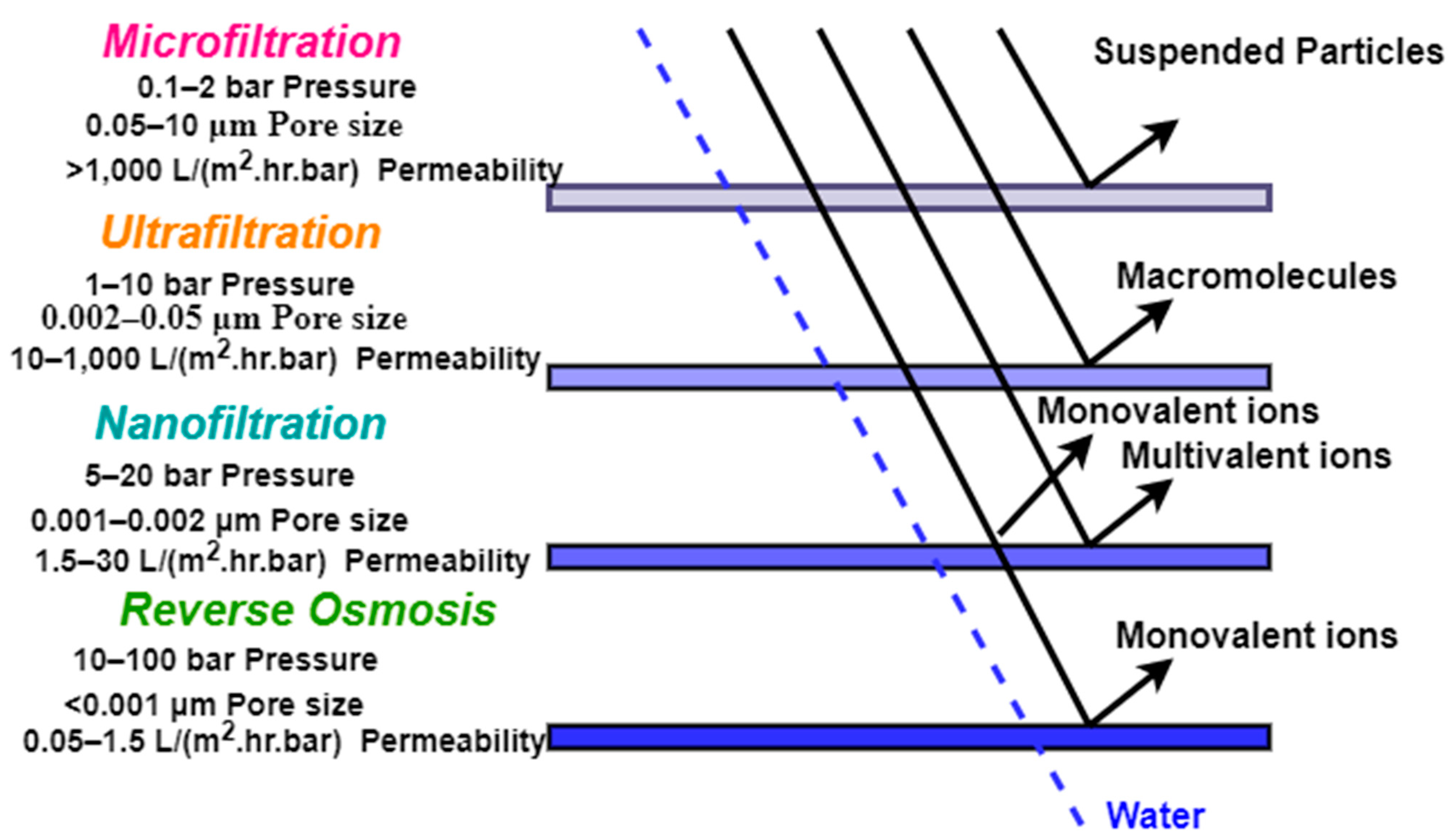
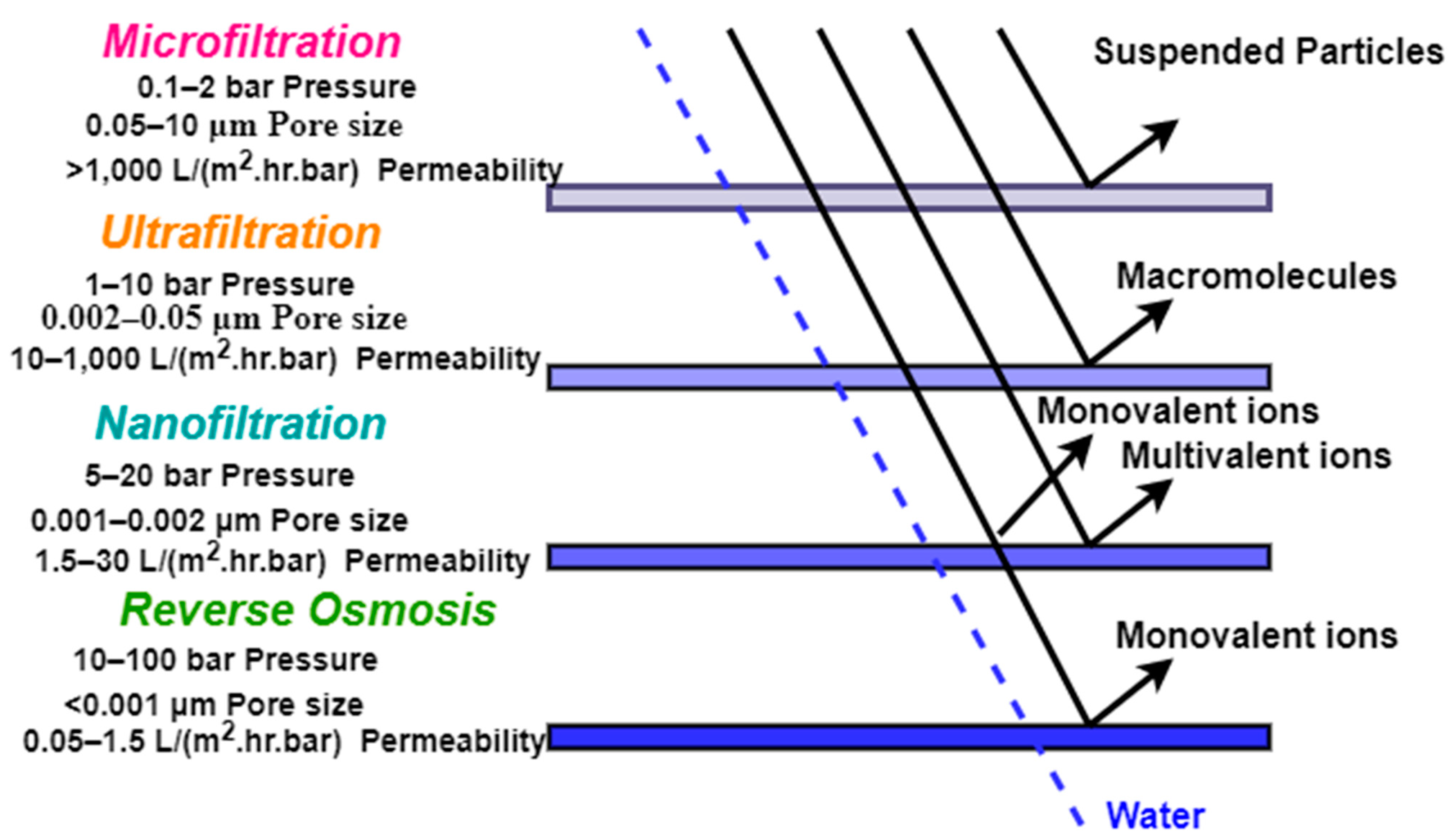
4.1. Characteristics of Pressure-Driven Membrane
4.2. Microfiltration
4.3. Ultrafiltration
4.4. Nanofiltration
4.5. Reverse Osmosis
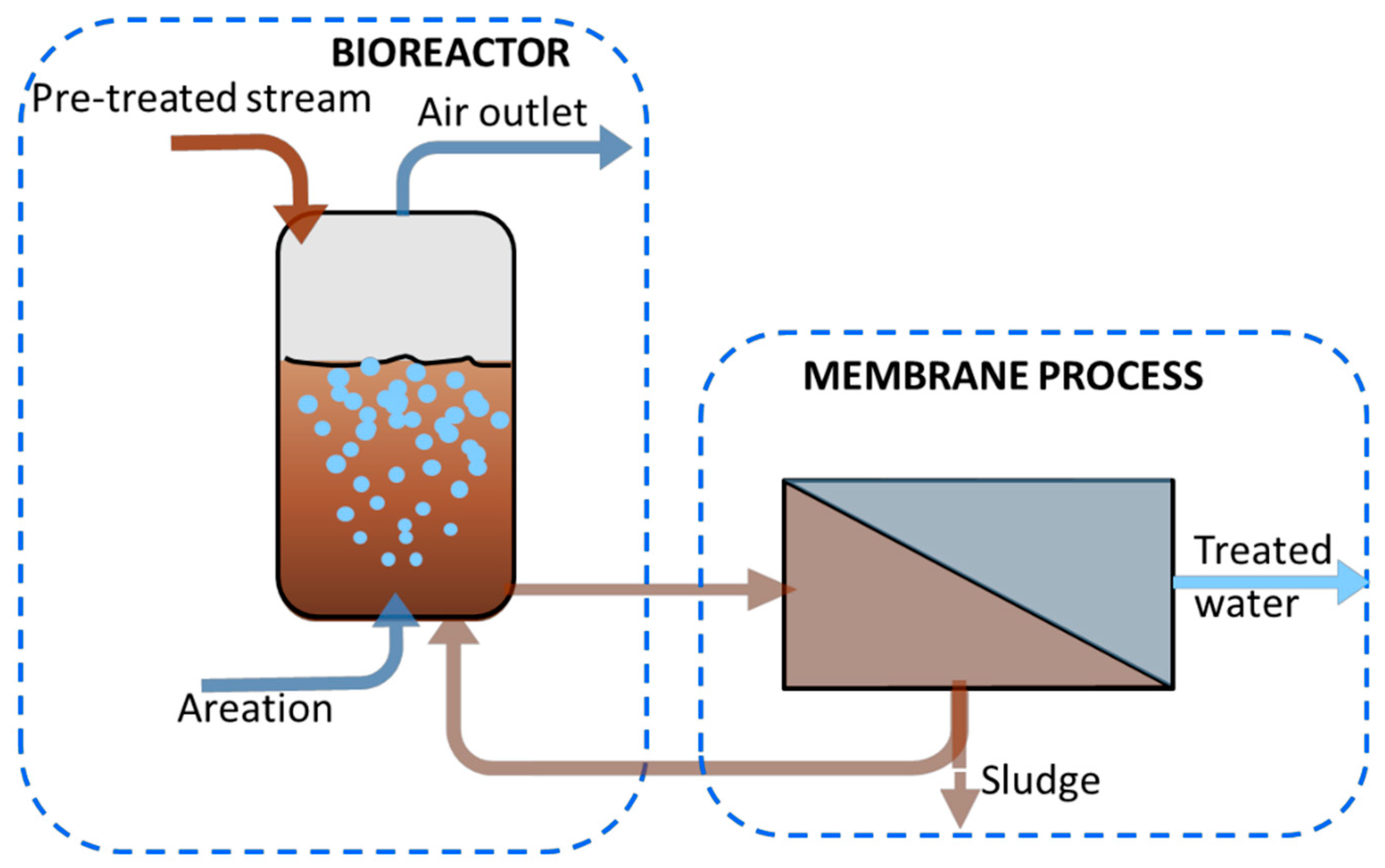
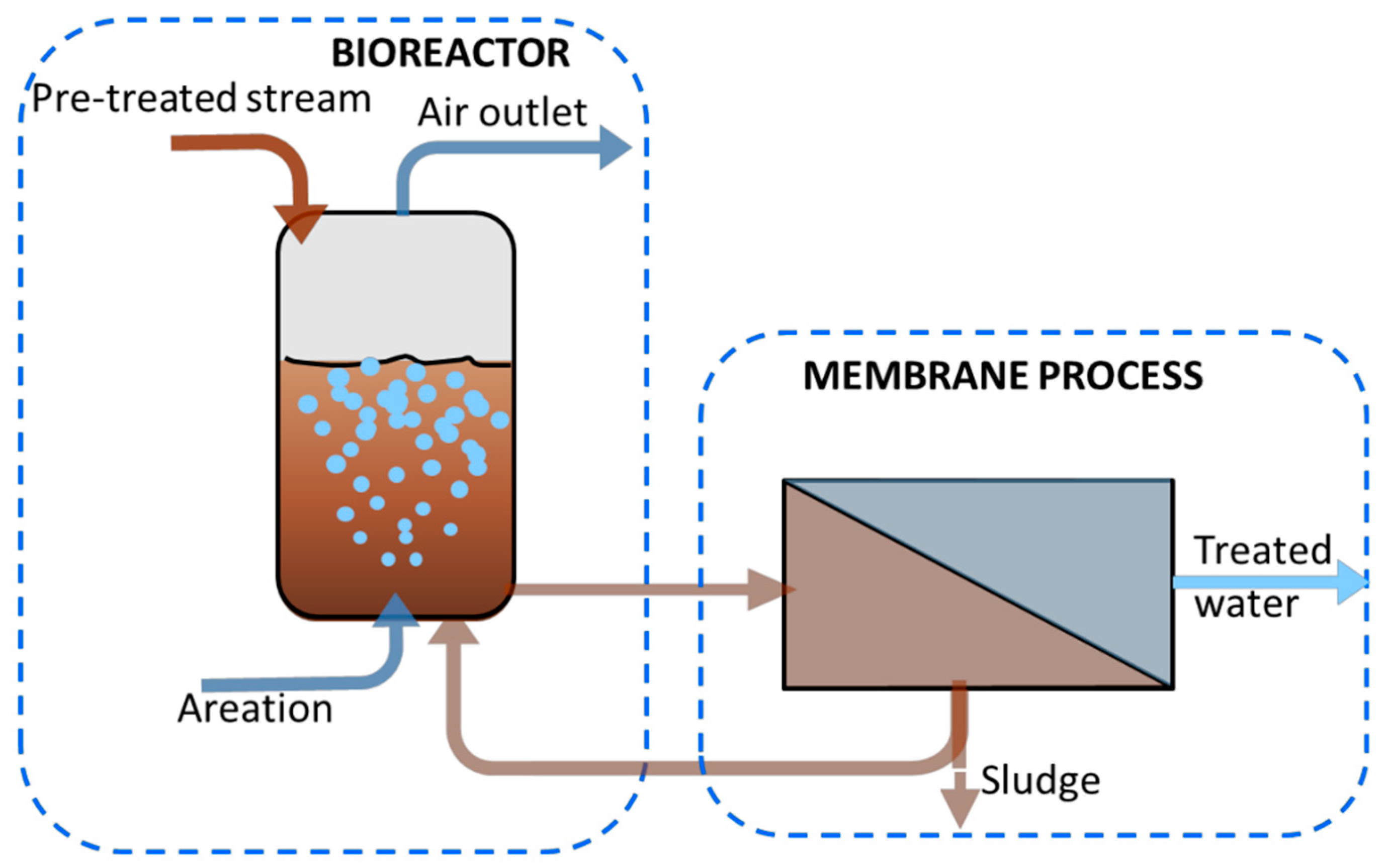
4.6. Membrane Bioreactor
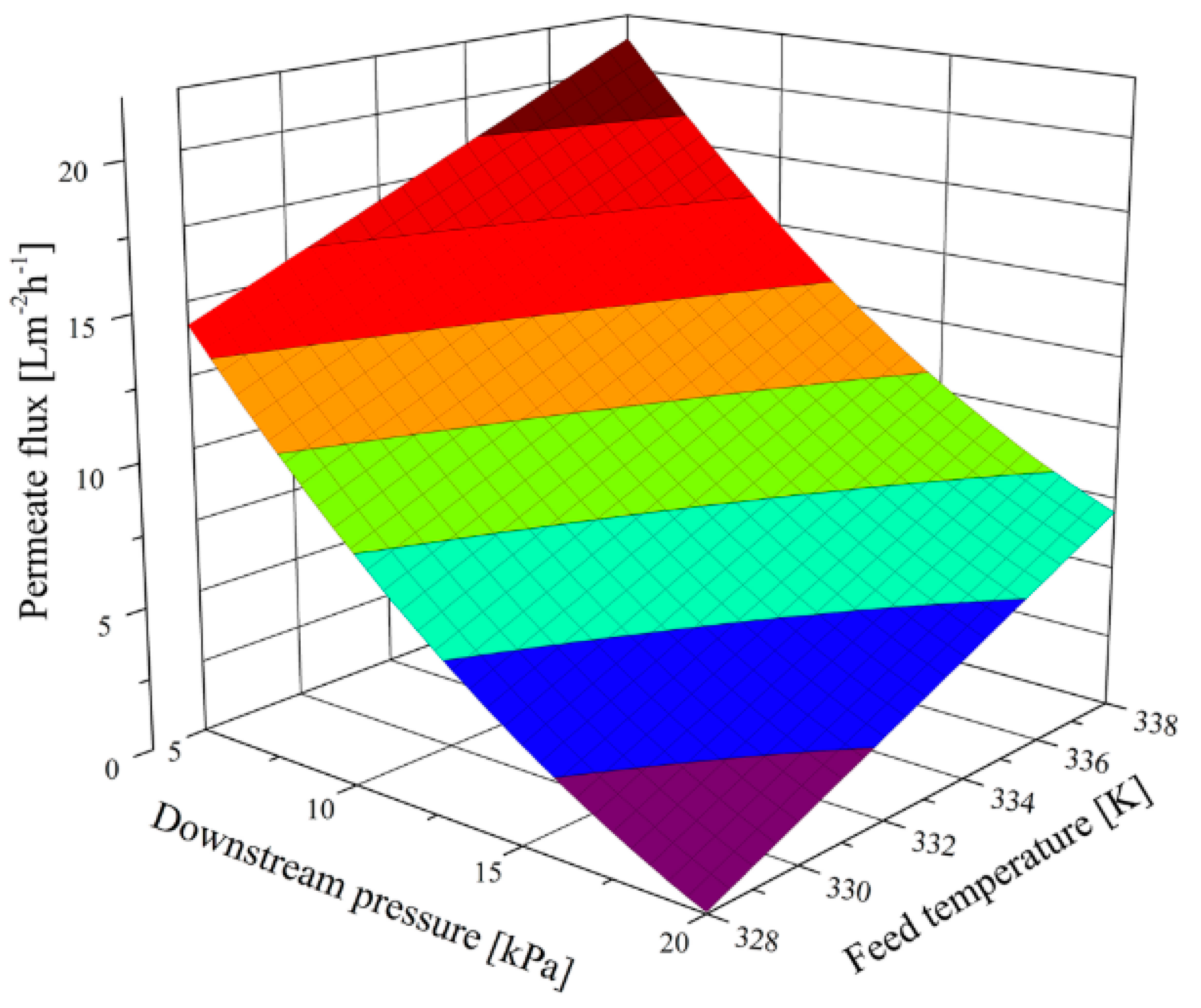
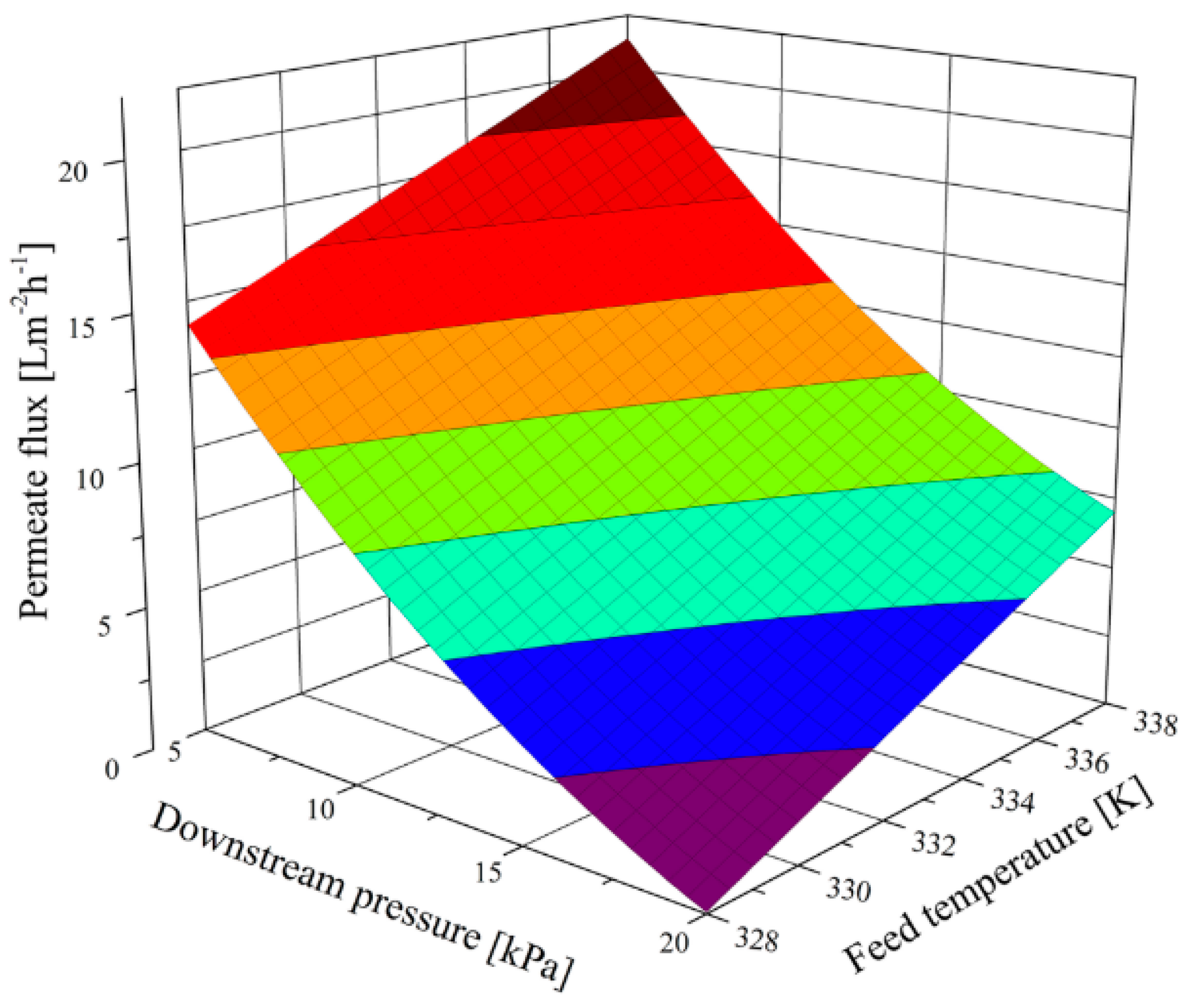
4.7. Vacuum Membrane Distillation
4.8. Nutrient Recovery from PSWW by Membrane Separation
4.9. Membrane Fouling and Cleaning Methods
5. Economic Assessment
6. Future Perspective and Recommendation
7. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bustillo-Lecompte, C.F.; Mehrvar, M. Slaughterhouse Wastewater Characteristics, Treatment, and Management in the Meat Processing Industry: A Review on Trends and Advances. J. Environ. Manag. 2015, 161, 287–302. [Google Scholar] [CrossRef] [PubMed]
- Baker, B.R.; Mohamed, R.; Al-Gheethi, A.; Aziz, H.A. Advanced Technologies for Poultry Slaughterhouse Wastewater Treatment: A Systematic Review. J. Dispers. Sci. Technol. 2020, 42, 880–899. [Google Scholar] [CrossRef]
- Hilares, R.T.; Atoche-Garay, D.F.; Pagaza, D.A.P.; Ahmed, M.A.; Andrade, G.J.C.; Santos, J.C. Promising Physicochemical Technologies for Poultry Slaughterhouse Wastewater Treatment: A Critical Review. J. Environ. Chem. Eng. 2021, 9, 105174. [Google Scholar] [CrossRef]
- Williams, Y.; Basitere, M.; Ntwampe, S.K.O.; Ngongang, M.; Njoya, M.; Kaskote, E. Application of Response Surface Methodology to Optimize the Cod Removal Efficiency of an Egsb Reactor Treating Poultry Slaughterhouse Wastewater. Water Pract. Technol. 2019, 14, 507–514. [Google Scholar] [CrossRef]
- Avula, R.Y.; Nelson, H.M.; Singh, R.K. Recycling of Poultry Process Wastewater by Ultrafiltration. Innov. Food Sci. Emerg. Technol. 2009, 10, 1–8. [Google Scholar] [CrossRef]
- Basitere, M.; Njoya, M.; Rinquest, Z.; Ntwampe, S.K.O.; Sheldon, M.S. Performance Evaluation and Kinetic Parameter Analysis for Static Granular Bed Reactor (SGBR) for Treating Poultry Slaughterhouse Wastewater at Mesophilic Condition. Water Pract. Technol. 2019, 14, 259–268. [Google Scholar] [CrossRef]
- Njoya, M.; Basitere, M.; Ntwampe, S.K.O. Analysis of the Characteristics of Poultry Slaughterhouse Wastewater (PSW) and Its Treatability. Water Pract. Technol. 2019, 14, 959–970. [Google Scholar] [CrossRef]
- Massé, D.I.; Masse, L. Characterization of Wastewater from Hog Slaughterhouses in Eastern Canada and Evaluation of Their In-Plant Wastewater Treatment Systems. Can. Biosyst. Eng. 2000, 42, 139–146. [Google Scholar]
- Yordanov, D. Preliminary Study of the Efficiency of Ultrafiltration Treatment of Poultry Slaughterhouse Wastewater. Bulg. J. Agric. Sci. 2010, 16, 700–704. [Google Scholar]
- Zhang, S.Q.; Kutowy, O.; Kumar, A.; Malcolm, I. A Laboratory Study of Poultry Abattoir Wastewater Treatment by Membrane Technology. Can. Agric. Eng. 1997, 39, 99–105. [Google Scholar]
- de Morais Coutinho, C.; Chiu, M.C.; Basso, R.C.; Ribeiro, A.P.B.; Gonçalves, L.A.G.; Viotto, L.A. State of Art of the Application of Membrane Technology to Vegetable Oils: A Review. Food Res. Int. 2009, 42, 536–550. [Google Scholar] [CrossRef]
- Goswami, K.P.; Pugazhenthi, G. Treatment of Poultry Slaughterhouse Wastewater Using Tubular Microfiltration Membrane with Fly Ash as Key Precursor. J. Water Process Eng. 2020, 37, 101361. [Google Scholar] [CrossRef]
- Rinquest, Z.; Basitere, M.; Ntwampe, S.K.O.; Njoya, M. Poultry Slaughterhouse Wastewater Treatment Using a Static Granular Bed Reactor Coupled with Single Stage Nitrification-Denitrification and Ultrafiltration Systems. J. Water Process Eng. 2019, 29, 100778. [Google Scholar] [CrossRef]
- Bustillo-Lecompte, C.; Mehrvar, M.; Quiñones-Bolaños, E. Slaughterhouse Wastewater Characterization and Treatment: An Economic and Public Health Necessity of the Meat Processing Industry in Ontario, Canada. J. Geosci. Environ. Prot. 2016, 4, 175–186. [Google Scholar] [CrossRef] [Green Version]
- Yaakob, M.A.; Mohamed, R.M.S.R.; Al-Gheethi, A.A.S.; Kassim, A.H.M. Characteristics of Chicken Slaughterhouse Wastewater. Chem. Eng. Trans. 2018, 63, 637–642. [Google Scholar] [CrossRef]
- Rahmanian, N.; Ali, S.H.B.; Homayoonfard, M.; Ali, N.J.; Rehan, M.; Sadef, Y.; Nizami, A.S. Analysis of Physiochemical Parameters to Evaluate the Drinking Water Quality in the State of Perak, Malaysia. J. Chem. 2015, 2015, 716125. [Google Scholar] [CrossRef] [Green Version]
- Guidelines for Water Reuse. Available online: https://www.epa.gov/waterreuse/guidelines-water-reuse (accessed on 26 May 2021).
- Bustillo-Lecompte, C.; Mehrvar, M. Slaughterhouse Wastewater: Treatment, Management and Resource Recovery. In Physico-Chemical Treatment of Wastewater and Resource Recovery; Farooq, R., Ahmad, Z., Eds.; InTech: Rijeka, Croatia, 2017; pp. 153–173. [Google Scholar]
- Basitere, M.; Williams, Y.; Sheldon, M.S.; Ntwampe, S.K.O.; De Jager, D.; Dlangamandla, C. Performance of an Expanded Granular Sludge Bed (EGSB) Reactor Coupled with Anoxic and Aerobic Bioreactors for Treating Poultry Slaughterhouse Wastewater. Water Pract. Technol. 2016, 11, 86–92. [Google Scholar] [CrossRef]
- Meiramkulova, K.; Temirbekova, A.; Saspugayeva, G.; Kydyrbekova, A.; Devrishov, D.; Tulegenova, Z.; Aubakirova, K.; Kovalchuk, N.; Meirbekov, A.; Mkilima, T. Performance of a Combined Treatment Approach on the Elimination of Microbes from Poultry Slaughterhouse Wastewater. Sustainability 2021, 13, 3467. [Google Scholar] [CrossRef]
- Meiramkulova, K.; Devrishov, D.; Zhumagulov, M.; Arystanova, S.; Karagoishin, Z.; Marzanova, S.; Kydyrbekova, A.; Mkilima, T.; Li, J. Performance of an Integrated Membrane Process with Electrochemical Pre-Treatment on Poultry Slaughterhouse Wastewater Purification. Membranes 2020, 10, 256. [Google Scholar] [CrossRef]
- de Sena, R.F.; Moreira, R.F.P.M.; José, H.J. Comparison of Coagulants and Coagulation Aids for Treatment of Meat Processing Wastewater by Column Flotation. Bioresour. Technol. 2008, 99, 8221–8225. [Google Scholar] [CrossRef]
- Teh, C.Y.; Budiman, P.M.; Shak, K.P.Y.; Wu, T.Y. Recent Advancement of Coagulation-Flocculation and Its Application in Wastewater Treatment. Ind. Eng. Chem. Res. 2016, 55, 4363–4389. [Google Scholar] [CrossRef]
- Fan, T.; Deng, W.; Feng, X.; Pan, F.; Li, Y. An Integrated Electrocoagulation—Electrocatalysis Water Treatment Process Using Stainless Steel Cathodes Coated with Ultrathin TiO2 Nanofilms. Chemosphere 2020, 254, 126776. [Google Scholar] [CrossRef] [PubMed]
- Mollah, M.Y.A.; Morkovsky, P.; Gomes, J.A.G.; Kesmez, M.; Parga, J.; Cocke, D.L. Fundamentals, Present and Future Perspectives of Electrocoagulation. J. Hazard. Mater. 2004, 114, 199–210. [Google Scholar] [CrossRef] [PubMed]
- Aziz, A.; Basheer, F.; Sengar, A.; Khan, S.U.; Farooqi, I.H. Biological Wastewater Treatment (Anaerobic-Aerobic) Technologies for Safe Discharge of Treated Slaughterhouse and Meat Processing Wastewater. Sci. Total Environ. 2019, 686, 681–708. [Google Scholar] [CrossRef]
- Johns, M.R. Developments in Wastewater Treatment in the Meat Processing Industry: A Review. Bioresour. Technol. 1995, 54, 203–216. [Google Scholar] [CrossRef]
- Chan, Y.J.; Chong, M.F.; Law, C.L.; Hassell, D.G. A Review on Anaerobic-Aerobic Treatment of Industrial and Municipal Wastewater. Chem. Eng. J. 2009, 155, 1–18. [Google Scholar] [CrossRef]
- Ezugbe, E.O.; Rathilal, S. Membrane Technologies in Wastewater Treatment: A Review. Membranes 2020, 10, 89. [Google Scholar] [CrossRef]
- Shih, J.C.H.; Kozink, M.B. Ultrafiltration Treatment of Poultry Processing Wastewater and Recovery of a Nutritional By-Product. Poult. Sci. 1980, 59, 247–252. [Google Scholar] [CrossRef]
- Van Der Bruggen, B.; Vandecasteele, C.; Van Gestel, T.; Doyenb, W.; Leysenb, R. Review of Pressure-Driven Membrane Processes. Environ. Prog. 2003, 22, 46–56. [Google Scholar] [CrossRef]
- Eyvaz, M.; Arslan, S.; İmer, D.; Yüksel, E.; İsmail, K. Forward Osmosis Membranes—A Review: Part I. In Osmotically Driven Membrane Processes; Du, H., Thompson, A., Wang, X., Eds.; InTech: Rijeka, Croatia, 2018; pp. 11–40. [Google Scholar]
- El-Ghaffar, M.A.A.; Tieama, H.A. A Review of Membranes Classifications, Configurations, Surface Modifications, Characteristics and Its Applications in Water Purification. J. Chem. Biomol. Eng. 2017, 2, 57. [Google Scholar] [CrossRef]
- Beier, S.P. Pressure Driven Membrane Processes, 2nd ed.; Bookboon: London, UK, 2007; pp. 1–22. [Google Scholar]
- Cheryan, M. Ultrafiltration and Microfiltration Handbook, 2nd ed.; CRC Press: Washington, DC, USA, 1998; pp. 1–552. [Google Scholar]
- Charcosset, C. Membrane Processes in Biotechnology and Pharmaceutics; Elsevier: Amsterdam, The Netherlands, 2012; pp. 1–330. [Google Scholar]
- Marchesi, C.M.; Paliga, M.; Oro, C.E.D.; Dallago, R.M.; Zin, G.; Di Luccio, M.; Oliveira, J.V.; Tres, M.V. Use of Membranes for the Treatment and Reuse of Water from the Pre-Cooling System of Chicken Carcasses. Environ. Technol. 2019, 42, 126–133. [Google Scholar] [CrossRef] [PubMed]
- Abboah-afari, E.; Kiepper, B.H. Membrane Filtration of Poultry Processing Wastewater: I. Pre-DAF (Dissolved Air Flotation). Appl. Eng. Agric. 2012, 28, 231–236. [Google Scholar] [CrossRef]
- Abboah-afari, E.; Kiepper, B.H. The Use of Membrane Filtration as an Alternative Pretreatment Method for Poultry Processing Wastewater. In Proceedings of the 2011 Georgia Water Resources Conference, the University of Georgia, Athens, GA, USA, 11–13 April 2011. [Google Scholar]
- Sardari, K.; Askegaard, J.; Chiao, Y.H.; Darvishmanesh, S.; Kamaz, M.; Wickramasinghe, S.R. Electrocoagulation Followed by Ultrafiltration for Treating Poultry Processing Wastewater. J. Environ. Chem. Eng. 2018, 6, 4937–4944. [Google Scholar] [CrossRef]
- Coskun, T.; Debik, E.; Kabuk, H.A.; Manav Demir, N.; Basturk, I.; Yildirim, B.; Temizel, D.; Kucuk, S. Treatment of Poultry Slaughterhouse Wastewater Using a Membrane Process, Water Reuse, and Economic Analysis. Desalin. Water Treat. 2016, 57, 4944–4951. [Google Scholar] [CrossRef]
- Mannapperuma, J.D.; Santos, M.R. Reconditioning of Poultry Chiller Overflow by Ultrafiltration. J. Food Process Eng. 2004, 27, 497–516. [Google Scholar] [CrossRef]
- Oatley-Radcliffe, D.L.; Walters, M.; Ainscough, T.J.; Williams, P.M.; Mohammad, A.W.; Hilal, N. Nanofiltration Membranes and Processes: A Review of Research Trends over the Past Decade. J. Water Process Eng. 2017, 19, 164–171. [Google Scholar] [CrossRef] [Green Version]
- Esteves, T.; Mota, A.T.; Barbeitos, C.; Andrade, K.; Carlos, A.M.; Ferreira, F.C. A Study on Lupin Beans Process Wastewater Nanofiltration Treatment and Lupanine Recovery. J. Clean. Prod. 2020, 277, 123349. [Google Scholar] [CrossRef]
- Afonso, M.D.; Yaez, R.B. Nanofiltration of Wastewater from the Fishmeal Industry. Desalination 2001, 139, 429. [Google Scholar] [CrossRef]
- Tang, C.; Chen, V. Nanofiltration of Textile Wastewater for Water Reuse. Desalination 2002, 143, 11–20. [Google Scholar] [CrossRef]
- Xu, G.R.; Wang, J.N.; Li, C.J. Strategies for Improving the Performance of the Polyamide thin Film Composite (PA-TFC) Reverse Osmosis (RO) Membranes: Surface Modifications and Nanoparticles Incorporations. Desalination 2013, 328, 83–100. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, Y. Reverse Osmosis Concentrate: An Essential Link for Closing Loop of Municipal Wastewater Reclamation towards Urban Sustainability. Chem. Eng. J. 2020, 421, 127773. [Google Scholar] [CrossRef]
- Suwaileh, W.; Johnson, D.; Hilal, N. Membrane Desalination and Water Re-Use for Agriculture: State of the Art and Future Outlook. Desalination 2020, 491, 114559. [Google Scholar] [CrossRef]
- Bohdziewicz, J.; Sroka, E.; Korus, I. Application of Ultrafiltration and Reverse Osmosis to the Treatment of the Wastewater Produced by the Meat Industry. Pol. J. Environ. Stud. 2003, 12, 269–274. [Google Scholar]
- Meiramkulova, K.; Zorpas, A.A.; Orynbekov, D.; Zhumagulov, M.; Saspugayeva, G.; Kydyrbekova, A.; Mkilima, T.; Inglezakis, V.J. The Effect of Scale on the Performance of an Integrated Poultry Slaughterhouse Wastewater Treatment Process. Sustainability 2020, 12, 4679. [Google Scholar] [CrossRef]
- Cicek, N. A Review of Membrane Bioreactors and Their Potential Application in the Treatment of Agricultural Wastewater. Can. Biosyst. Eng. 2003, 45, 37–49. [Google Scholar]
- Williams, Y. Treatment of Poultry Slaughterhouse Wastewater Using an Expanded Granular Sludge Bed Anaerobic Digester Coupled with Anoxic/Aerobic Hybrid Side Stream Ultrafiltration Membrane Bioreactor. Master’s Thesis, Cape Peninsula University of Technology, Cape Town, South Africa, December 2017. [Google Scholar]
- Fuchs, W.; Binder, H.; Mavrias, G.; Braun, R. Anaerobic Treatment of Wastewater with High Organic Content Using a Stirred Tank Reactor Coupled with a Membrane Filtration Unit. Water Res. 2003, 37, 902–908. [Google Scholar] [CrossRef]
- Gürel, L.; Büyükgüngör, H. Treatment of Slaughterhouse Plant Wastewater by Using a Membrane Bioreactor. Water Sci. Technol. 2011, 64, 214–219. [Google Scholar] [CrossRef] [PubMed]
- Meyo, H.B.; Njoya, M.; Basitere, M.; Ntwampe, S.K.O.; Kaskote, E. Treatment of Poultry Slaughterhouse Wastewater (PSW) Using a Pretreatment Stage, an Expanded Granular Sludge Bed Reactor (EGSB), and a Membrane Bioreactor (MBR). Membranes 2021, 11, 345. [Google Scholar] [CrossRef]
- Poerio, T.; Piacentini, E.; Mazzei, R. Membrane Processes for Microplastic Removal. Molecules 2019, 24, 4148. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zou, T.; Kang, G.; Zhou, M.; Li, M.; Cao, Y. Investigation of Flux Attenuation and Crystallization Behavior in Submerged Vacuum Membrane Distillation (SVMD) for SWRO Brine Concentration. Chem. Eng. Process. Process Intensif. 2019, 143, 107567. [Google Scholar] [CrossRef]
- Tijing, L.D.; Woo, Y.C.; Choi, J.S.; Lee, S.; Kim, S.H.; Shon, H.K. Fouling and Its Control in Membrane Distillation-A Review. J. Memb. Sci. 2015, 475, 215–244. [Google Scholar] [CrossRef]
- Camacho, L.M.; Dumée, L.; Zhang, J.; de Li, J.; Duke, M.; Gomez, J.; Gray, S. Advances in Membrane Distillation for Water Desalination and Purification Applications. Water 2013, 5, 94–196. [Google Scholar] [CrossRef] [Green Version]
- Białas, W.; Stangierski, J.; Konieczny, P. Protein and Water Recovery from Poultry Processing Wastewater Integrating Microfiltration, Ultrafiltration and Vacuum Membrane Distillation. Int. J. Environ. Sci. Technol. 2015, 12, 1875–1888. [Google Scholar] [CrossRef] [Green Version]
- Hart, M.R.; Huxsoll, C.C.; Tsai, L.-S.; NG, K.C. Preliminary Studies of Microfiltration for Food Processing Water Reuse. J. Food Prot. 1988, 51, 269–276. [Google Scholar] [CrossRef]
- Nelson, H.M. Performance of Polymeric Membrane Systems in the Treatment of Poultry Processing Plant Waste Effluent. Master’s Thesis, The University of Georgia, Athens, GA, USA, December 2006. [Google Scholar]
- Lo, Y.M.; Cao, D.; Argin-Soysal, S.; Wang, J.; Hahm, T.S. Recovery of Protein from Poultry Processing Wastewater Using Membrane Ultrafiltration. Bioresour. Technol. 2005, 96, 687–698. [Google Scholar] [CrossRef]
- Basitere, M.; Rinquest, Z.; Njoya, M.; Sheldon, M.S.; Ntwampe, S.K. Treatment of Poultry Slaughterhouse Wastewater Using a Static Granular Bed Reactor (SGBR) Coupled with Ultrafiltration (UF) Membrane System. Water Sci. Technol. 2017, 76, 106–114. [Google Scholar] [CrossRef]
- Malmali, M.; Askegaard, J.; Sardari, K.; Eswaranandam, S.; Sengupta, A.; Wickramasinghe, S.R. Evaluation of Ultrafiltration Membranes for Treating Poultry Processing Wastewater. J. Water Process Eng. 2018, 22, 218–226. [Google Scholar] [CrossRef]
- Meiramkulova, K.; Orynbekov, D.; Saspugayeva, G.; Aubakirova, K.; Arystanova, S.; Kydyrbekova, A.; Tashenov, E.; Nurlan, K.; Mkilima, T. The Effect of Mixing Ratios on the Performance of an Integrated Poultry Slaughterhouse Wastewater Treatment Plant for a Recyclable High-Quality Effluent. Sustainability 2020, 12, 6097. [Google Scholar] [CrossRef]
- Hart, M.R.; Huxsoll, C.C.; Tsai, L.S.; NG, K.C.; King, A.D.; Jones, C.C.; Halbrook, W.U. Microfiltration of Chicken Process Waters for Reuse: Plant Studies and Projected Operating Costs. J. Food Process Eng. 1990, 12, 191–210. [Google Scholar] [CrossRef]
- Cui, Z.F.; Muralidhara, H.S. Membrane Technology: A Practical Guide to Membrane Technology and Applications in Food and Bioprocessing; Elsevier: New York, NY, USA, 2010; pp. 1–312. [Google Scholar]
- Chun, Y.; Mulcahy, D.; Zou, L.; Kim, I.S. A Short Review of Membrane Fouling in Forward Osmosis Processes. Membranes 2017, 7, 30. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Du, X.; Shi, Y.; Jegatheesan, V.; Haq, I.U. A Review on the Mechanism, Impacts and Control Methods of Membrane Fouling in Mbr System. Membranes 2020, 10, 24. [Google Scholar] [CrossRef] [Green Version]
- Yousuf, A. Microalgae Cultivation for Biofuels Production; Academic Press: San Diego, CA, USA, 2020; pp. 1–382. [Google Scholar]
- Jiang, S.; Li, Y.; Ladewig, B.P. A Review of Reverse Osmosis Membrane Fouling and Control Strategies. Sci. Total Environ. 2017, 595, 567–583. [Google Scholar] [CrossRef] [PubMed]
- Bokhary, A.; Tikka, A.; Leitch, M.; Liao, B. Membrane Fouling Prevention and Control Strategies in Pulp and Paper Industry Applications: A Review. J. Membr. Sci. Res. 2018, 4, 181–197. [Google Scholar] [CrossRef]
- Racar, M.; Dolar, D.; Špehar, A.; Košutić, K. Application of UF/NF/RO Membranes for Treatment and Reuse of Rendering Plant Wastewater. Process Saf. Environ. Prot. 2017, 105, 386–392. [Google Scholar] [CrossRef]
- Saravia, H.; Houston, J.E.; Toledo, R.; Nelson, H.M. Economic Feasibility of Recycling Chiller Water in Poultry Processing Plants By Ultrafiltration. In Proceedings of the 2005 Georgia Water Resources Conference, the University of Georgia, Athens, GA, USA, 25–27 April 2005. [Google Scholar]
- Ma, J.; Wang, Z.; Zou, X.; Feng, J.; Wu, Z. Microbial Communities in an Anaerobic Dynamic Membrane Bioreactor (AnDMBR) for Municipal Wastewater Treatment: Comparison of Bulk Sludge and Cake Layer. Process Biochem. 2013, 48, 510–516. [Google Scholar] [CrossRef]
- Yi, Z.; Shibin, X.; Feng, H.; Dong, X.; Lingwei, K.; Zhenbin, W. Phosphate Removal of Acid Wastewater from High-Phosphate Hematite Pickling Process by in-Situ Self-Formed Dynamic Membrane Technology. Desalin. Water Treat. 2012, 37, 77–83. [Google Scholar] [CrossRef]
- Yang, T.; Ma, Z.F.; Yang, Q.Y. Formation and Performance of Kaolin/MnO2 Bi-Layer Composite Dynamic Membrane for Oily Wastewater Treatment: Effect of Solution Conditions. Desalination 2011, 270, 50–56. [Google Scholar] [CrossRef]
- Ersahin, M.E.; Ozgun, H.; Tao, Y.; van Lier, J.B. Applicability of Dynamic Membrane Technology in Anaerobic Membrane Bioreactors. Water Res. 2014, 48, 420–429. [Google Scholar] [CrossRef]
- Hu, Y.; Wang, X.C.; Ngo, H.H.; Sun, Q.; Yang, Y. Anaerobic Dynamic Membrane Bioreactor (AnDMBR) for Wastewater Treatment: A Review. Bioresour. Technol. 2018, 247, 1107–1118. [Google Scholar] [CrossRef]
- Mahat, S.B.; Omar, R.; Che Man, H.; Mohamad Idris, A.I.; Mustapa Kamal, S.M.; Idris, A.; Shreeshivadasan, C.; Jamali, N.S.; Abdullah, L.C. Performance of Dynamic Anaerobic Membrane Bioreactor (DAnMBR) with Phase Separation in Treating High Strength Food Processing Wastewater. J. Environ. Chem. Eng. 2021, 9, 105245. [Google Scholar] [CrossRef]
- Noguchi, H.; Oo, M.H.; Niwa, T.; Fong, E.; Yin, R.; Supaat, N. Applications of Flat Sheet Ceramic Membrane for Surface Water and Seawater Treatments—Introduction of Performance in Large-Scale Drinking Water Plant and Seawater Pretreatment Pilot System in Singapore. Water Pract. Technol. 2019, 14, 289–296. [Google Scholar] [CrossRef] [Green Version]
- Asif, M.B.; Zhang, Z. Ceramic Membrane Technology for Water and Wastewater Treatment: A Critical Review of Performance, Full-Scale Applications, Membrane Fouling and Prospects. Chem. Eng. J. 2021, 418, 129481. [Google Scholar] [CrossRef]
- Kurth, C.J.; Wise, B.L.; Smith, S. Design Considerations for Implementing Ceramics in New and Existing Polymeric UF Systems. Water Pract. Technol. 2018, 13, 725–737. [Google Scholar] [CrossRef]
- Roshanravan, B.; Younesi, H.; Abdollahi, M.; Rahimnejad, M.; Pyo, S.H. Application of Proton-Conducting Sulfonated Polysulfone Incorporated MIL-100(Fe) Composite Materials for Polymer-Electrolyte Membrane Microbial Fuel Cells. J. Clean. Prod. 2021, 300, 126963. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Significance in Wastewater Reclamation | Characteristic Type | Pollutant Level | EU Discharge Standard | US Discharge Standard | Treatment Goal in Reclaimed Wastewater | Water Reuse Application |
|---|---|---|---|---|---|---|---|
| BOD | Organic substrate for microbial or algal growth | Biological | 925–5000 mg/L | 25 mg/L | 26 mg/L | ≤10 mg/L | Urban use, agricultural irrigation, recreational use, environmental enhancement, and industrial reuse |
| COD | Measure of oxidizable substrate | Chemical | 2133–12,490 mg/L | 125 mg/L | - | - | - |
| TOC | Measure of organic carbon | Chemical | 194.9–651.5 mg/L | - | - | <10 mg/L | - |
| TSS | Measure of particles in wastewater; can also be related to microbial contamination | Physical | 313–8200 mg/L | 35 mg/L | 30 mg/L | ≤30 mg/L | Urban use, agricultural irrigation, recreational use, environmental enhancement, and industrial reuse |
| Turbidity | Measure of particles in wastewater | Physical | 237–997 mg/L | - | - | ≤2 NTU | Urban use, agricultural irrigation, recreational use, environmental enhancement, and industrial reuse |
| Nitrogen | Nutrient source for irrigation; can also contribute to algal growth | Chemical | 162.6–563.8 mg/L | 10 mg/L | 8 mg/L | <30 mg/L | - |
| Phosphorous | Nutrient source for irrigation; can also contribute to algal growth | Chemical | 8–27 mg/L | 1 mg/L | - | <20 mg/L | - |
| pH | Measure of acidity and basicity | Chemical | 6.13–8.0 mg/L | - | 6–9 mg/L | 6–9 | Urban use, agricultural irrigation, recreational use, environmental enhancement, and industrial reuse |
| Pathogen | Measure of the risk of microbial infection due to enteric viruses, pathogenic bacteria, and protozoa | Biological | 30–4020 CFU/100 mL | - | - | ≤200 CFU/100 mL | Urban use, agricultural irrigation, recreational use, environmental enhancement, and industrial reuse |
| Reverse Osmosis | Nanofiltration | Ultrafiltration | Microfiltration | |
|---|---|---|---|---|
| Structure | Asymmetrical | Asymmetrical | Asymmetrical | Symmetrical, Asymmetrical |
| Pore size | <0.001 μm | 0.001–0.002 μm | 0.002–0.05 μm | 0.05–10 μm |
| Rejection | All contaminants, including monovalent ions | Pigments, sulfates, divalent anions, divalent cations, lactose, sucrose, sodium chloride | Proteins, pigments, oils, sugar, micro-plastics | Bacteria, fat, oil, grease, colloids, microparticles |
| Membrane material(s) | CA, PS | CA, PA | PVDS, PS, poly (acrylonitrile), poly (ether sulfone) | PVDS, PS, poly (acrylonitrile), poly (ether sulfone), nylons, poly (tetrafluoroethylene), CA, cellulose nitrate |
| Membrane module | Tubular, spiral wound, plate-and-frame | Tubular, spiral wound, plate-and-frame | Tubular, hollow fiber spiral wound, plate-and-frame | Tubular, hollow fiber, plate-and-frame |
| Operating pressure | 10–100 bar | 5–20 bar | 1–10 bar | 0.1–2 bar |
| Membrane | Material | Module | Treatment | BOD | COD | TOC | TSS | TS | Turbidity | TP | TN | Reference |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| MF | Ceramic | Tubular | Standalone | - | 100% | - | 100% | - | ≈100% | - | - | [12] |
| MF | PA | Hollow fiber | Standalone | - | 63.3% | 57.8% | - | - | 98.8% | - | 55.9% | [37] |
| MF | Polyether sulfone | Spiral | Standalone | - | 92.5% | 88.4% | - | - | 100% | - | 82.5% | [37] |
| MF | PVDF | Flat sheet | Standalone | - | 88% | - | - | 34% | - | - | - | [38] |
| MF | PVDF | - | Standalone | - | 89% | - | - | 35% | - | - | - | [39] |
| MF | Ceramic | Tubular | Standalone | ≈70% | - | - | - | - | - | - | - | [62] |
| UF | Polyethersulfone | Hollow fiber | Standalone | - | 76.7% | 61.7% | - | - | 99.6% | - | 41.9% | [37] |
| UF | Polyethersulfone | Spiral | Standalone | - | 94.2% | 92.5% | - | - | 100% | - | 87.1% | [37] |
| UF | PS | - | Integrated | - | 97.4% | - | - | - | - | - | - | [41] |
| UF | Polyacrylonitrile | Plate-and-frame | Standalone | >97% | >94% | - | 99% | - | - | - | - | [9] |
| UF | Polyacrylonitrile | Flat sheet | Standalone | 98% | 96.6% | - | - | 63% | - | - | - | [63] |
| UF | PS | Hollow fiber | Standalone | - | 74% | - | - | - | 99.9% | - | - | [42] |
| UF | PS | Flat sheet | Standalone | - | 58.86% | - | - | - | - | - | - | [64] |
| UF | Ceramic | - | Integrated | - | 98% | - | 99.8% | - | - | - | - | [65] |
| UF | Ceramic | Hollow fiber | Integrated | - | 91% | 97% | - | - | - | - | [13] | |
| UF | - | Flat sheet | Standalone | - | 89% | - | - | 22% | - | - | - | [38] |
| UF | - | - | Standalone | - | 91% | - | - | 22% | - | - | - | [39] |
| UF | Non-cellulosic | Tubular | Standalone | - | 95% | - | - | 85% | - | - | 86% | [30] |
| UF | PS | - | - | - | - | 55% | - | - | - | - | - | [10] |
| UF | Polyethersulfone | - | Standalone | 93% | 94% | - | 100% | - | - | - | - | [66] |
| UF | - | - | - | - | - | 100% | - | 100% | - | - | [67] | |
| NF | Thin film composite | - | Standalone | - | 82% | - | - | - | - | - | - | [10] |
| NF | Thin film | - | Standalone | - | >85% | - | - | - | - | - | - | [41] |
| RO | PA | - | Standalone | - | ≈90% | - | - | - | - | - | - | [41] |
| RO | - | - | Integrated | - | - | - | 100% | 100% | - | - | [51] | |
| RO | - | - | Integrated | 99.70% | 99.76% | 99.71% | 99.88% | - | - | [21] | ||
| MBR | Ceramic | - | Integrated | - | - | 62% | 57% | - | 97% | - | - | [53] |
| MBR | Ceramic | - | Integrated | - | >90% | - | - | - | - | - | - | [54] |
| MBR | polyether-sulfone | - | Integrated | - | >95% | - | >95% | - | - | - | - | [56] |
| VMD | Polypropylene | Flat sheet | Integrated | - | 100% | - | 100% | - | - | - | 100% | [61] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fatima, F.; Du, H.; Kommalapati, R.R. Treatment of Poultry Slaughterhouse Wastewater with Membrane Technologies: A Review. Water 2021, 13, 1905. https://doi.org/10.3390/w13141905
Fatima F, Du H, Kommalapati RR. Treatment of Poultry Slaughterhouse Wastewater with Membrane Technologies: A Review. Water. 2021; 13(14):1905. https://doi.org/10.3390/w13141905
Chicago/Turabian StyleFatima, Faryal, Hongbo Du, and Raghava R. Kommalapati. 2021. "Treatment of Poultry Slaughterhouse Wastewater with Membrane Technologies: A Review" Water 13, no. 14: 1905. https://doi.org/10.3390/w13141905