Proposal of Sustainability Indicators for the Waste Management from the Paper Industry within the Circular Economy Model



Abstract
1. Introduction
2. Materials and Methods
2.1. Description of Paper Manufacturing Process
2.1.1. Base Paper Manufacturing
- Pulp disintegration in the hydropulper.
- Pulp refining: mechanical treatment whereby fiber morphology is modified, thus provoking fibers fibrillation, cut and hydration. This is a high-energy consumption process, and plays a crucial goal in reaching the required physico-mechanical characteristics of paper.
- Preparation of the composition: this consists of the mixture of different fibers with a range of auxiliary chemical products and additives (pigments, binding products, retention agents, colorants, sizing products, etc.), allowing a proper development of the base paper manufacturing process, providing it with the characteristics required for the use of the finished paper.
- Sheet formation: a mixture of cellulose and additives is incorporated into the paper machine, where it undergoes a series of physical, chemical, and mechanical processes, with the aim of removing the water from the fiber suspension and forming the sheet: draining, pressing, and drying.
- Surface treatment: a pre-coating of relatively complex composition, mainly including pigments (carbonates, kaolins, etc.) and binding products (starch, latex, etc.), is applied to the sheet. The main objective of this operation is to improve the suitability of the base paper during the subsequent coating process.
2.1.2. Coating of Base Paper
2.1.3. Handling and Dispatch of the Finished Product
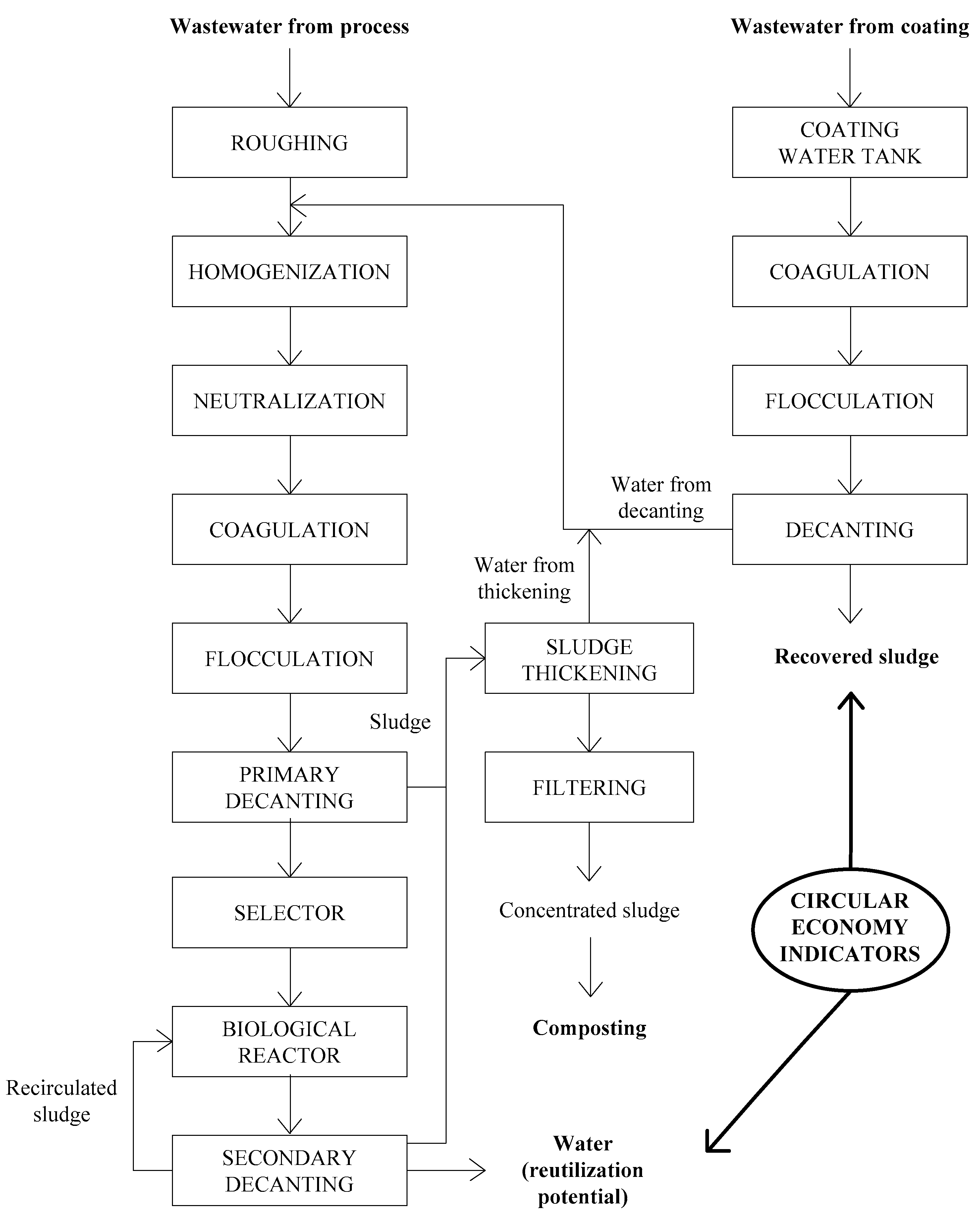
2.2. Description of Wastewater Treatment Process
- Wastewater from coating flows into a tank with a capacity of 300 m3, which contains a pH control and correction system; it later receives a physicochemical treatment. From this stock tank, water is pumped into a coagulation tank (1 m3), where aluminum polychloride is used in order to destabilize the colloids. Aluminum polychloride is a specific aluminum salt called KEMIRA PAX-18, having a concentration of Al2O3 of 17.0 ± 0.6% and a content of Cl- of 21.0 ± 1.0%. From this point, the water proceeds to another tank (3 m3) where colloids are grouped by means of a polyelectrolyte, thus facilitating the decanting process. The circular-conical decanter has a capacity of 35 m3, and it is the place where there is a separation of, firstly, clarified water, which is sent to the primary treatment with the rest of wastewater from the process, and secondly, slurry, which is reintroduced into the process as mineral load.
- Wastewater from process comes from paper machines and other areas in the factory where wastewater is generated, constituting the fundamental part of the spillage of those waters coming from the chemical plant. These waters go to the homogenizing tank after having passed through a metal sieve. From that point, they are transferred directly to the neutralization tank, and undergo a primary physicochemical treatment and a secondary biological treatment.
2.2.1. Pretreatment
2.2.2. Primary Treatment
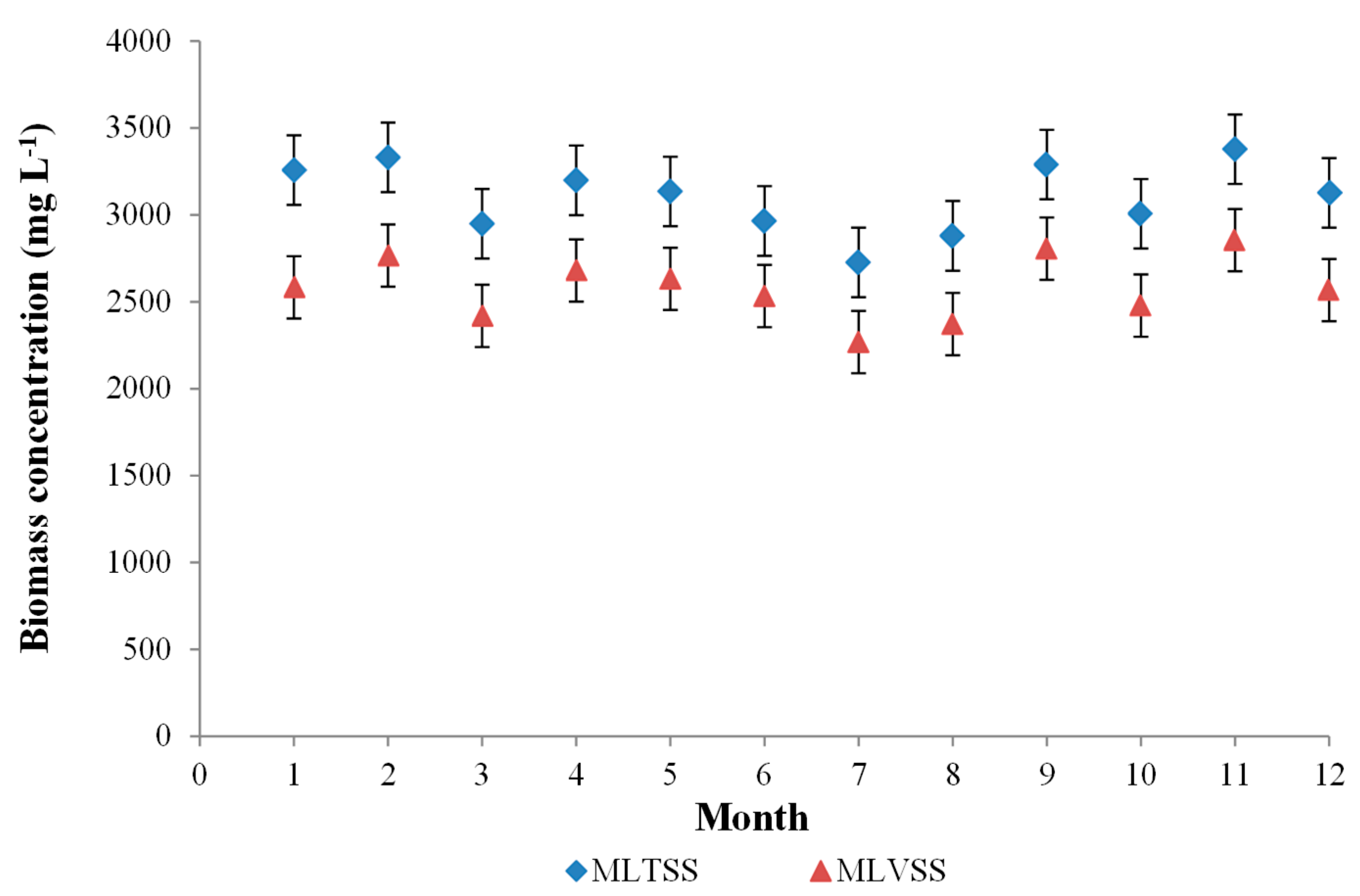
2.2.3. Secondary Treatment
2.3. Physical and Chemical Analysis
2.4. Indicators of Circular Economy
2.4.1. Indicators of Circular Economy for Water
2.4.2. Indicators of Circular Economy for Sludge
2.5. Statistical Analysis
3. Results and Discussion
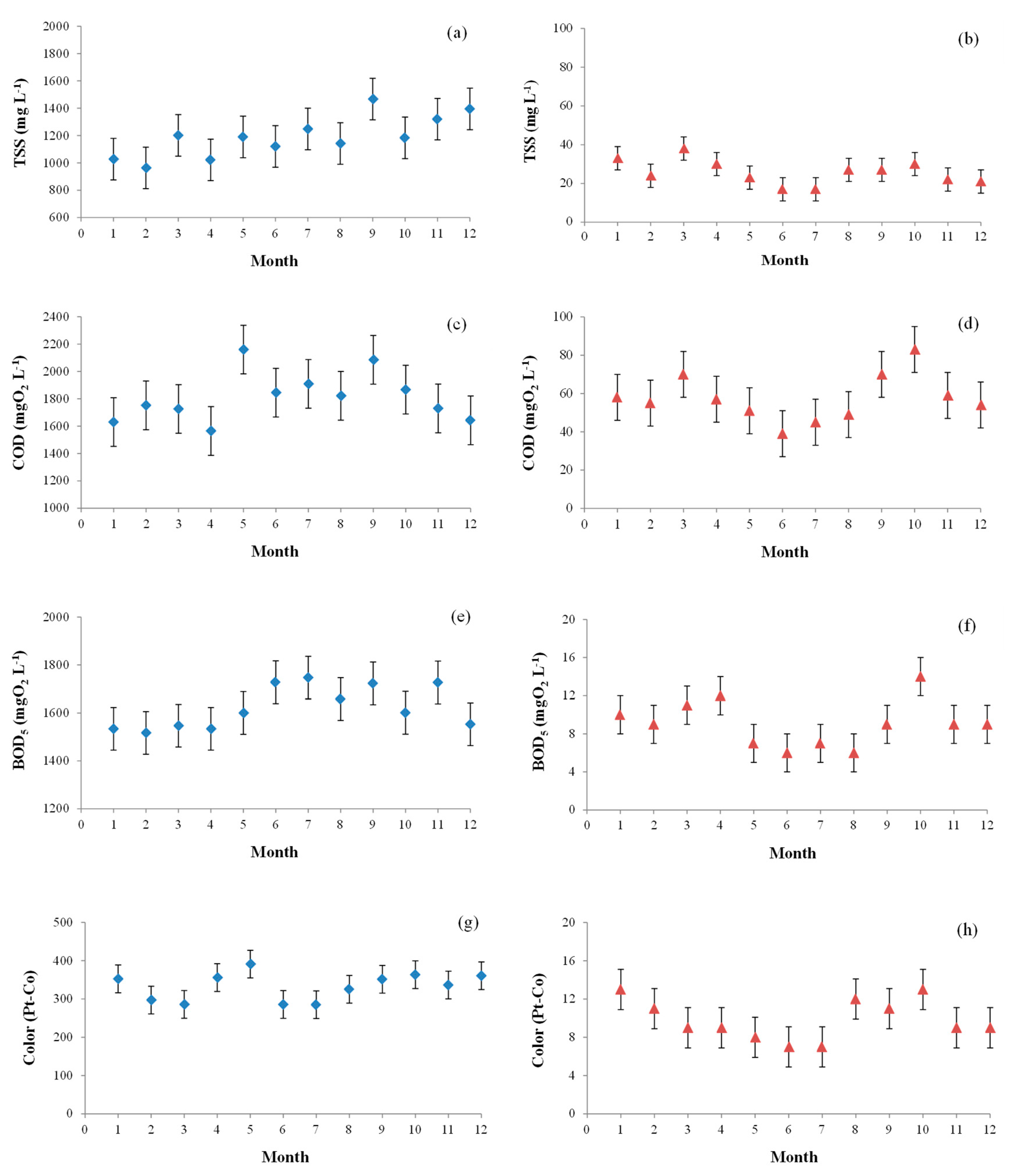
3.1. Performance of the Paper Mill Wastewater Treatment Plant
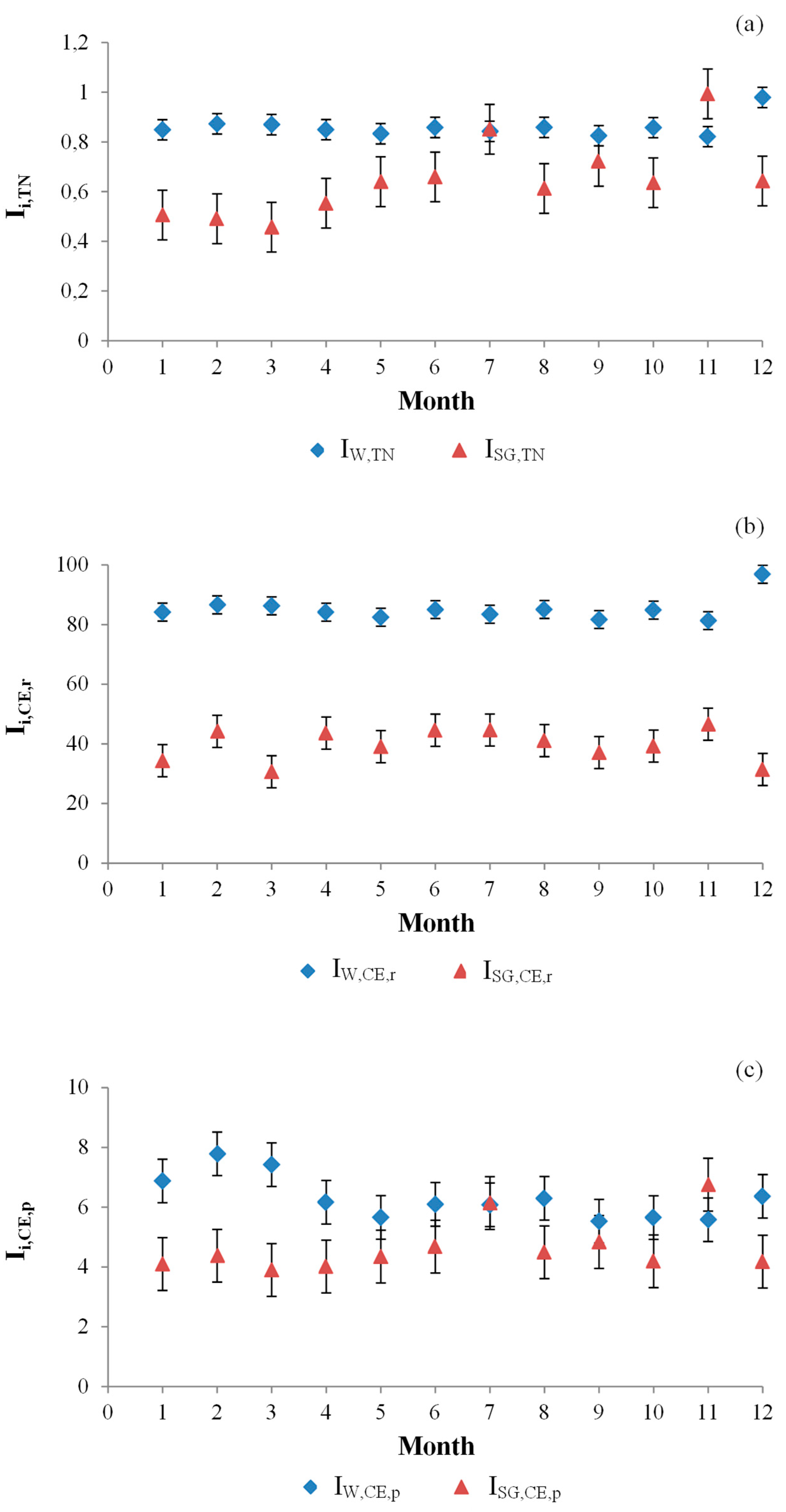
3.2. Indicators of Circular Economy
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| IW,TN | m3water m−3paper mill wastewater | Indicator of technological nutrient performance for water |
| IW,CE,r | % | Reductive indicator of circular economy efficiency for water |
| IW,CE,p | m3water Tn−1paper | Productive indicator of circular economy efficiency for water |
| ISG,TN | kg sludge m−3paper mill wastewater | Indicator of technological nutrient performance for the recovered sludge |
| ISG,CE,r | % | Reductive indicator of circular economy efficiency for sludge |
| ISG,CE,p | kg sludge Tn−1paper | Productive indicator of circular economy efficiency for sludge |
References
- Hu, J.; Xiao, Z.; Zhou, R.; Deng, W.; Wang, M.; Ma, S. Ecological utilization of leather tannery waste with circular economy model. J. Clean. Prod. 2011, 19, 221–228. [Google Scholar] [CrossRef]
- Núñez-Cacho, P.; Molina-Moreno, V.; Corpas-Iglesias, F.A.; Cortés-García, F.J. Family businesses transitioning to a circular economy model: The case of “Mercadona”. Sustainability 2018, 10, 538. [Google Scholar] [CrossRef]
- Lieder, M.; Rashid, A. Towards circular economy implementation: A comprehensive review in context of manufacturing industry. J. Clean. Prod. 2016, 115, 36–51. [Google Scholar] [CrossRef]
- Jaria, G.; Silva, C.P.; Ferreira, C.I.A.; Otero, M.; Calisto, V. Sludge from paper mill effluent treatment as raw material to produce carbon adsorbents: An alternative waste management strategy. J. Environ. Manag. 2017, 188, 203–211. [Google Scholar] [CrossRef] [PubMed]
- Asghar, M.N.; Khan, S.; Mushtaq, S. Management of treated pulp and paper mill effluent to achieve zero discharge. J. Environ. Manag. 2008, 88, 1285–1299. [Google Scholar] [CrossRef] [PubMed]
- Soucy, J.; Koubaa, A.; Migneault, S.; Riedl, B. The potential of paper mill sludge for wood–plastic composites. Ind. Crop. Prod. 2014, 54, 248–256. [Google Scholar] [CrossRef]
- Adhikari, G.; Bhattacharyya, K.G. Impact of pulp and paper mill effluents and solid wastes on soil mineralogical and physicochemical properties. Environ. Monit. Assess. 2015, 187, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Thompson, G.; Swain, J.; Kay, M.; Froster, C.F. The treatment of pulp and paper mill effluent: A review. Bioresour. Technol. 2001, 77, 275–286. [Google Scholar] [CrossRef]
- Szolosi, O. Water cycle with zero discharge at Visy Pulp and Paper, Tumut, NSW. Water (Australia) 2003, 30, 34–36. [Google Scholar]
- Edalatmanesh, M.; Sain, M.; Liss, S.N. Cellular biopolymers and molecular structure of a secondary pulp and paper mill sludge verified by spectroscopy and chemical extraction techniques. Water Sci. Technol. 2010, 62, 2846–2853. [Google Scholar] [CrossRef] [PubMed]
- Amini, S.; Movahedi, S.A.R.; Mashayekhi, K. Effects of paper-mill sludge as a mulch versus topsoil incorporation on potassium uptake and the grain yield of rain-fed wheat in a high specific surface loess soil with illite dominance in clay fraction. Appl. Environ. Soil Sci. 2012, 2012, 1–10. [Google Scholar] [CrossRef]
- Bajpai, P. Management of Pulp and Paper Mill Waste; Springer International Publishing: Cham, Switzerland, 2015. [Google Scholar]
- Buruberri, L.H.; Seabra, M.P.; Labrincha, J.A. Preparation of clinker from paper pulp industry wastes. J. Hazard. Mater. 2015, 286, 252–260. [Google Scholar] [CrossRef] [PubMed]
- Pellegrin, V.; Juretschko, S.; Wagner, M.; Cottenceau, G. Morphological and biochemical properties of a Sphaerotilus sp. isolated from paper mill slimes. Appl. Environ. Microbiol. 1999, 65, 156–162. [Google Scholar] [PubMed]
- Pokhrel, D.; Viraraghavan, T. Treatment of pulp and paper mill wastewater—A review. Sci. Total Environ. 2004, 333, 37–58. [Google Scholar] [CrossRef] [PubMed]
- Likon, M.; Trebse, P. Recent Advances in Paper Mill Sludge Management; InTech: Rijeka, Croatia, 2012; pp. 73–90. [Google Scholar]
- Pervaiz, M.; Sain, M. Recycling of paper mill biosolids: A review on current practices and emerging biorefinery initiatives. Clean 2015, 43, 919–926. [Google Scholar] [CrossRef]
- Whitehead, J.H.; Geary, P.M. Geotechnical aspects of domestic on-site effluent management systems. Aust. J. Earth Sci. 2000, 47, 75–82. [Google Scholar] [CrossRef]
- Reckamp, J.M.; Garrido, R.A.; Satrio, J.A. Selective pyrolysis of paper mil sludge by using pretreatment processes to enhance the quality of bio-oil and biochar products. Biomass Bioenerg. 2014, 71, 235–244. [Google Scholar] [CrossRef]
- Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. Towards a Circular Economy: A Zero Waste Programme for Europe, 2014. 398 Final. Available online: http://ec.europa.eu/transparency/regdoc/rep/1/2014/EN/1-2014-398-EN-F1-1.Pdf (accessed on 15 May 2018).
- Confederation of European Paper Industries. 2016. Available online: http://www.cepi.org (accessed on 15 May 2018).
- European Commission. Directive 2008/98/EC on Waste (Waste Framework Directive). 2016a. Available online: http://ec.europa.eu/environment/waste/framework/ (accessed on 15 May 2018).
- European Commission. Roadmap to a Resource Efficient Europe. 2016b. Available online: http://ec.europa.eu/environment/resource_efficiency/about/roadmap/index_en.htm (accessed on 15 May 2018).
- Molina-Moreno, V.; Leyva-Díaz, J.C.; Sánchez-Molina, J.; Peña-García, A. Proposal to foster sustainability through circular economy-based engineering: A profitable chain from waste management to tunnel lighting. Sustainability 2017, 9, 2229. [Google Scholar] [CrossRef]
- Molina-Moreno, V.; Leyva-Díaz, J.C.; Sánchez-Molina, J. Pellet as a technological nutrient within the circular economy model: Comparative analysis of combustion efficiency and CO and NOx emissions for pellets from olive and almond trees. Energies 2016, 9, 777. [Google Scholar] [CrossRef]
- Argudo-García, J.J.; Molina-Moreno, V.; Leyva-Díaz, J.C. Valorization of sludge from drinking wáter treatment plants. A commitment to circular economy and sustainability. Dyna 2017, 92, 71–75. [Google Scholar]
- Havlínová, B.; Katuscak, S.; Petrovicová, M.; Maková, A.; Brezová, V. A study of mechanical properties of papers exposed to various methods of accelerated ageing. Part I. The effect of heat and humidity on original wood–pulp papers. J. Cult. Herit. 2009, 10, 222–231. [Google Scholar] [CrossRef]
- Vochozka, M.; Marousková, A.; Váchal, J.; Straková, J. Reengineering the paper mill waste management. Clean Techn. Environ. Policy 2016, 18, 323–329. [Google Scholar] [CrossRef]
- Morató, J.; Tollin, N.; Jiménez, L.; Villanueva, B.; Plà, M.; Betancourth, C.; de la Cruz, J.L.; Pérez-Lagüela, E. Situación y Evolución de la Economía Circular en España; Fundación COTEC para la Innovación: Madrid, Spain, 2017; Available online: http://cotec.es/media/informe-CotecISBN-1.pdf (accessed on 15 May 2018).
- Franklin-Johnson, E.; Figge, F.; Canning, L. Resource duration as a managerial indicator for circular economy performance. J. Clean. Prod. 2016, 133, 589–598. [Google Scholar] [CrossRef]
- Molina-Moreno, V.; Leyva-Díaz, J.C.; Llorens-Montes, F.J.; Cortés-García, F.J. Design of indicators of circular economy as instruments for the evaluation of sustainability and efficiency in wastewater from pig farming industry. Water 2017, 9, 653. [Google Scholar] [CrossRef]
- Kamali, M.; Khodaparast, Z. Review on recent developments on pulp and paper mill wastewater treatment. Ecotox. Environ. Safe 2015, 114, 326–342. [Google Scholar] [CrossRef] [PubMed]
- Gilbride, K.A.; Fulthorpe, R.R. A survey of the composition and diversity of bacterial populations in bleached kraft pulp-mill wastewater secondary treatment systems. J. Microbiol. 2004, 50, 633–644. [Google Scholar] [CrossRef] [PubMed]
- APHA (American Public Health Association), AWWA, WEF. Standard Methods for the Examination of Water and Wastewater; APHA: Washington, DC, USA, 2012. [Google Scholar]
- Lin, H.; Peng, W.; Zhang, M.; Chen, J.; Hong, H.; Zhang, Y. A review on anaerobic membrane bioreactors: Applications, membrane fouling and future perspectives. Desalination 2013, 314, 169–188. [Google Scholar] [CrossRef]
- Wang, B.; Gu, L.; Ma, H. Electrochemical oxidation of pulp and paper making wastewater assisted by transition metal modified kaolin. J. Hazard. Mater. 2007, 143, 198–205. [Google Scholar] [CrossRef] [PubMed]
- Zwain, H.M.; Hassan, S.R.; Zaman, N.Q.; Aziz, H.A.; Dahlan, I. The start-up performance of modified anaerobic baffled reactor (MABR) for the treatment of recycled paper mill wastewater. J. Environ. Chem. Eng. 2013, 1, 61–64. [Google Scholar] [CrossRef]
- Avsar, E.; Demirer, G.N. Cleaner production opportunity assessment study in SEKA Balikesir pulp and paper mill. J. Clean. Prod. 2008, 16, 422–431. [Google Scholar] [CrossRef]
- Kansal, S.K.; Singh, M.; Sud, D. Effluent quality at kraft/soda agro-based paper mills and its treatment using a heterogeneous photocatalytic system. Desalination 2008, 228, 183–190. [Google Scholar] [CrossRef]
- Liu, T.; Hu, H.; He, Z.; Ni, Y. Treatment of poplar alkaline peroxide mechanical pulping (APMP) effluent with Aspergillus niger. Bioresour. Technol. 2011, 102, 7361–7365. [Google Scholar] [CrossRef] [PubMed]
- Leyva-Díaz, J.C.; Poyatos, J.M. Start-up of membrane bioreactor and hybrid moving bed biofilm reactor–membrane bioreactor: kinetic study. Water Sci. Technol. 2015, 72, 1948–1953. [Google Scholar] [CrossRef] [PubMed]
- Khansorthong, S.; Hunsom, M. Remediation of wastewater from pulp and paper mill industry by the electrochemical technique. Chem. Eng. J. 2009, 151, 228–234. [Google Scholar] [CrossRef]
- Tiku, D.K.; Kumar, A.; Chaturvedi, R.; Dayal, S.; Manoharan, A.; Kumar, R. Holistic bioremediation of pulp mill effluents using autochthonous bacteria. Int. Biodeterior. Biodegrad. 2010, 64, 173–183. [Google Scholar] [CrossRef]
- Schaepertoens, M.; Didaskalou, C.; Kim, J.F.; Livingston, A.G.; Szekely, G. Solvent recycle with imperfect membranes: A semi-continuous workaround for diafiltration. J. Membr. Sci. 2016, 514, 646–658. [Google Scholar] [CrossRef]
- Wu, Z.; Zou, S.; Zhang, B.; Wang, L.; He, Z. Forward osmosis promoted in-situ formation of struvite with simultaneous water recovery from digested swine wastewater. Chem. Eng. J. 2018, 342, 274–280. [Google Scholar] [CrossRef]
- Fodi, T.; Didaskalou, C.; Kupai, J.; Balogh, G.T.; Huszthy, P.; Szekely, G. Nanofiltration-enabled in situ solvent and reagent recycle for sustainable continuous-flow synthesis. ChemSusChem 2017, 10, 3435–3444. [Google Scholar] [CrossRef] [PubMed]
- Chávez-Castilla, L.R.; Aguilar, O. An integrated process for the in situ recovery of prodigiosin usingmicellar ATPS from a culture of Serratia marcescens. J. Chem. Technol. Biotechnol. 2016, 91, 2896–2903. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Sampling Zone | Removal Percentage (%) | |
|---|---|---|---|
| Influent | Effluent | ||
| Electrical conductivity (μS·cm−1) | 1455 ± 134 | 1547 ± 129 | - |
| pH | 7.9 ± 0.2 | 7.8 ± 0.1 | - |
| Color (Pt-Co) | 332.5 ± 36.2 | 9.8 ± 2.1 | 97.1 |
| TSS (mg·L−1) | 1190 ± 152 | 26 ± 6 | 97.8 |
| BOD5 (mg O2·L−1) | 1622 ± 89 | 9 ± 2 | 99.4 |
| COD (mgO2 ·L−1) | 1811 ± 178 | 58 ± 12 | 96.8 |
| Month | QEF (m3·day−1) | QW,T (m3·day−1) | mSG,R (kg·day−1) | mSG,T (kg·day−1) | QPMW (m3·day−1) | PP (Tn·day−1) |
|---|---|---|---|---|---|---|
| 1 | 4341 ± 335 | 5158 ± 220 | 2587 ± 324 | 7529 ± 935 | 5114 ± 215 | 631 ± 77 |
| 2 | 4679 ± 361 | 5403 ± 230 | 2631 ± 329 | 5953 ± 740 | 5361 ± 225 | 601 ± 74 |
| 3 | 4677 ± 360 | 5422 ± 230 | 2457 ± 308 | 8012 ± 990 | 5378 ± 230 | 630 ± 75 |
| 4 | 4287 ± 330 | 5096 ± 220 | 2792 ± 350 | 6404 ± 795 | 5047 ± 210 | 695 ± 80 |
| 5 | 4115 ± 320 | 4991 ± 215 | 3161 ± 396 | 8089 ± 995 | 4940 ± 211 | 727 ± 90 |
| 6 | 4262 ± 330 | 5015 ± 214 | 3273 ± 405 | 7343 ± 915 | 4966 ± 212 | 699 ± 85 |
| 7 | 4299 ± 332 | 5152 ± 220 | 4342 ± 540 | 9730 ± 1150 | 5103 ± 220 | 707 ± 85 |
| 8 | 4471 ± 340 | 5258 ± 225 | 3191 ± 400 | 7765 ± 965 | 5208 ± 225 | 710 ± 80 |
| 9 | 3927 ± 300 | 4809 ± 205 | 3435 ± 425 | 9262 ± 1070 | 4759 ± 205 | 710 ± 85 |
| 10 | 3953 ± 305 | 4659 ± 199 | 2931 ± 365 | 7467 ± 930 | 4610 ± 200 | 699 ± 83 |
| 11 | 3747 ± 290 | 4609 ± 197 | 4532 ± 560 | 9734 ± 1170 | 4562 ± 195 | 671 ± 81 |
| 12 | 3297 ± 250 | 3404 ± 140 | 2165 ± 270 | 6888 ± 855 | 3368 ± 140 | 518 ± 63 |
| Indicator of Circular Economy | Value |
|---|---|
| Water | |
| IW,TN (m3water m−3paper mill wastewater) | 0.9 ± 0.1 |
| IW,CE,r (%) | 85.1 ± 4.0 |
| IW,CE,p (m3water Tn−1paper) | 6.3 ± 0.7 |
| Sludge | |
| ISG,TN (kg sludge m−3paper mill wastewater) | 0.7 ± 0.2 |
| ISG,CE,r (%) | 39.7 ± 5.4 |
| ISG,CE,p (kg sludge Tn−1paper) | 4.7 ± 0.9 |
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Hardness (°HF) | 30.7 ± 0.7 | pH | 7.8 ± 0.1 |
| Ca2+ (mg·L−1) | 75.0 ± 3.0 | Conductivity (μS·cm−1) | 692 ± 31 |
| Mg2+ (mg·L−1) | 29.0 ± 0.9 | Dry residue (mg·L−1) | 485 ± 22 |
| Alkalinity (°F) | 23.7 ± 1.4 | Silica (mg·L−1) | 7.9 ± 0.6 |
| HCO3− (mg·L−1) | 289.0 ± 16.5 | Fe2+ (mg·L−1) | 0.020 ± 0.005 |
| Cl− (mg·L−1) | 76.0 ± 4.7 | SO42− (mg·L−1) | 90.0 ± 5.4 |
| T (°C) | 18.8 ± 0.7 | PO43− (mg·L−1) | 0.20 ± 0.03 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Molina-Sánchez, E.; Leyva-Díaz, J.C.; Cortés-García, F.J.; Molina-Moreno, V. Proposal of Sustainability Indicators for the Waste Management from the Paper Industry within the Circular Economy Model. Water 2018, 10, 1014. https://doi.org/10.3390/w10081014
Molina-Sánchez E, Leyva-Díaz JC, Cortés-García FJ, Molina-Moreno V. Proposal of Sustainability Indicators for the Waste Management from the Paper Industry within the Circular Economy Model. Water. 2018; 10(8):1014. https://doi.org/10.3390/w10081014
Chicago/Turabian StyleMolina-Sánchez, Emiliano, Juan Carlos Leyva-Díaz, Francisco Joaquín Cortés-García, and Valentín Molina-Moreno. 2018. "Proposal of Sustainability Indicators for the Waste Management from the Paper Industry within the Circular Economy Model" Water 10, no. 8: 1014. https://doi.org/10.3390/w10081014
APA StyleMolina-Sánchez, E., Leyva-Díaz, J. C., Cortés-García, F. J., & Molina-Moreno, V. (2018). Proposal of Sustainability Indicators for the Waste Management from the Paper Industry within the Circular Economy Model. Water, 10(8), 1014. https://doi.org/10.3390/w10081014