
Improvement of Airflow Distribution and Contamination Control for a Biotech Cleanroom

 ,
,  ,
,  and
and
Abstract
:1. Introduction
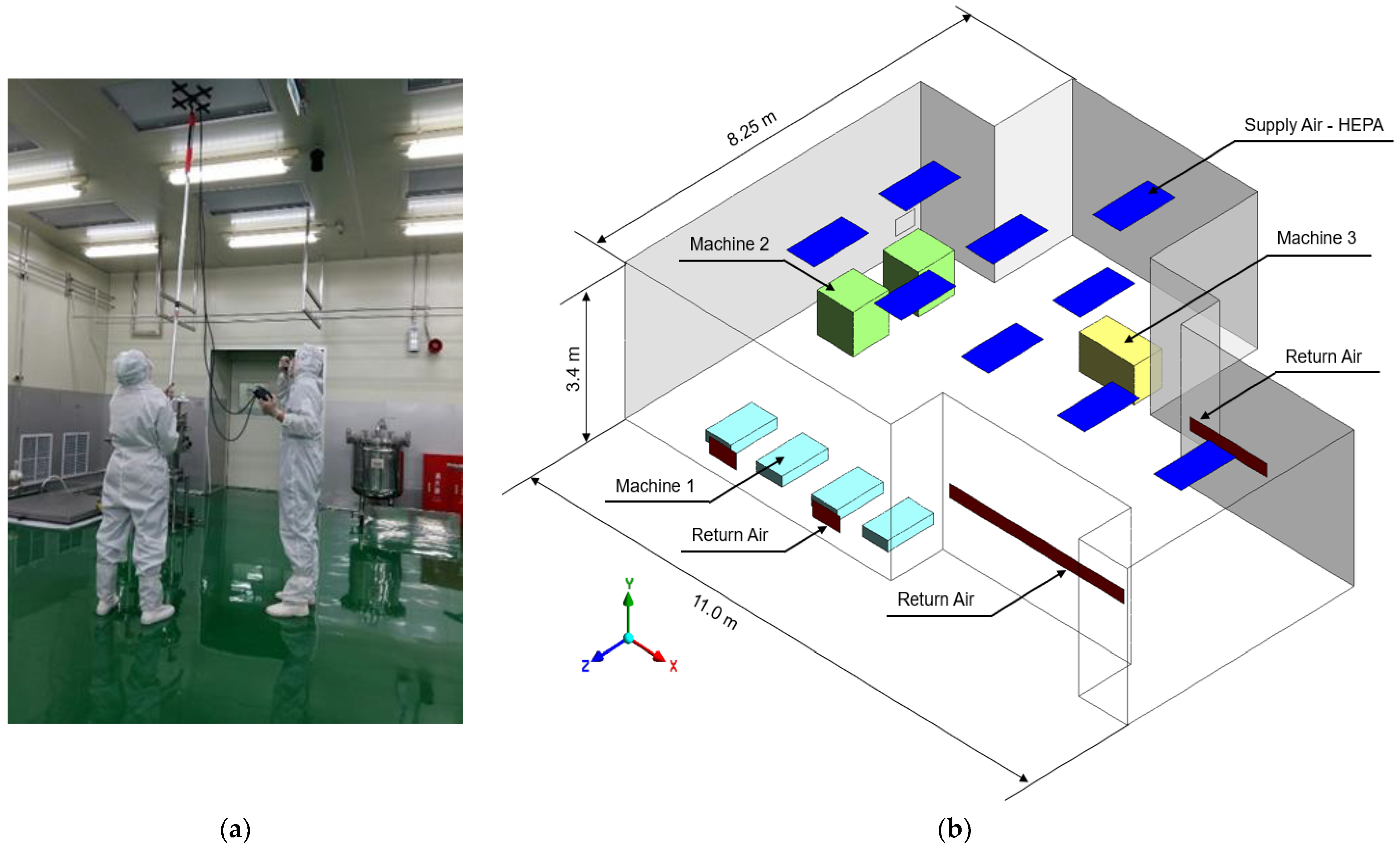
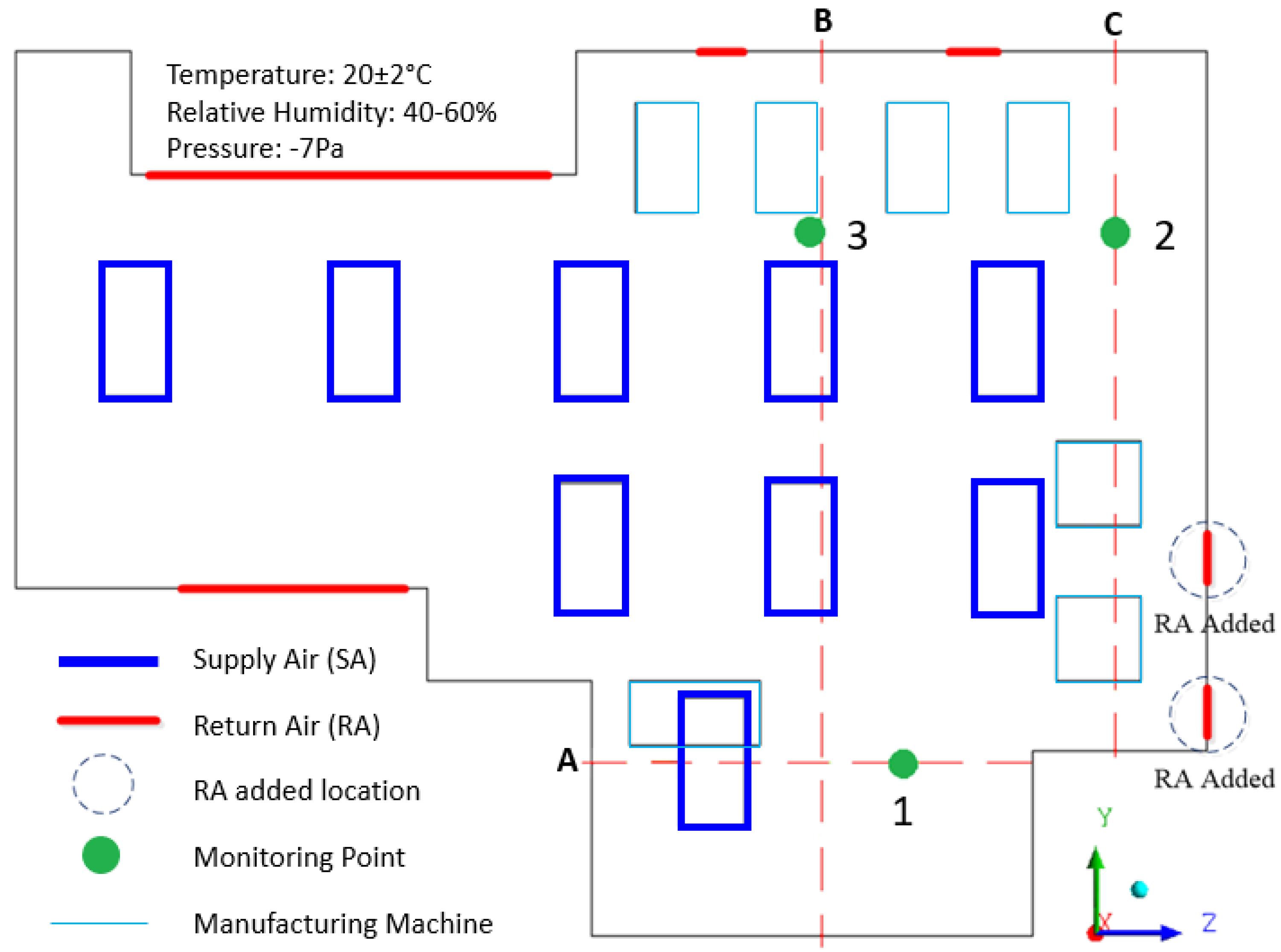
2. System Description
3. Methods
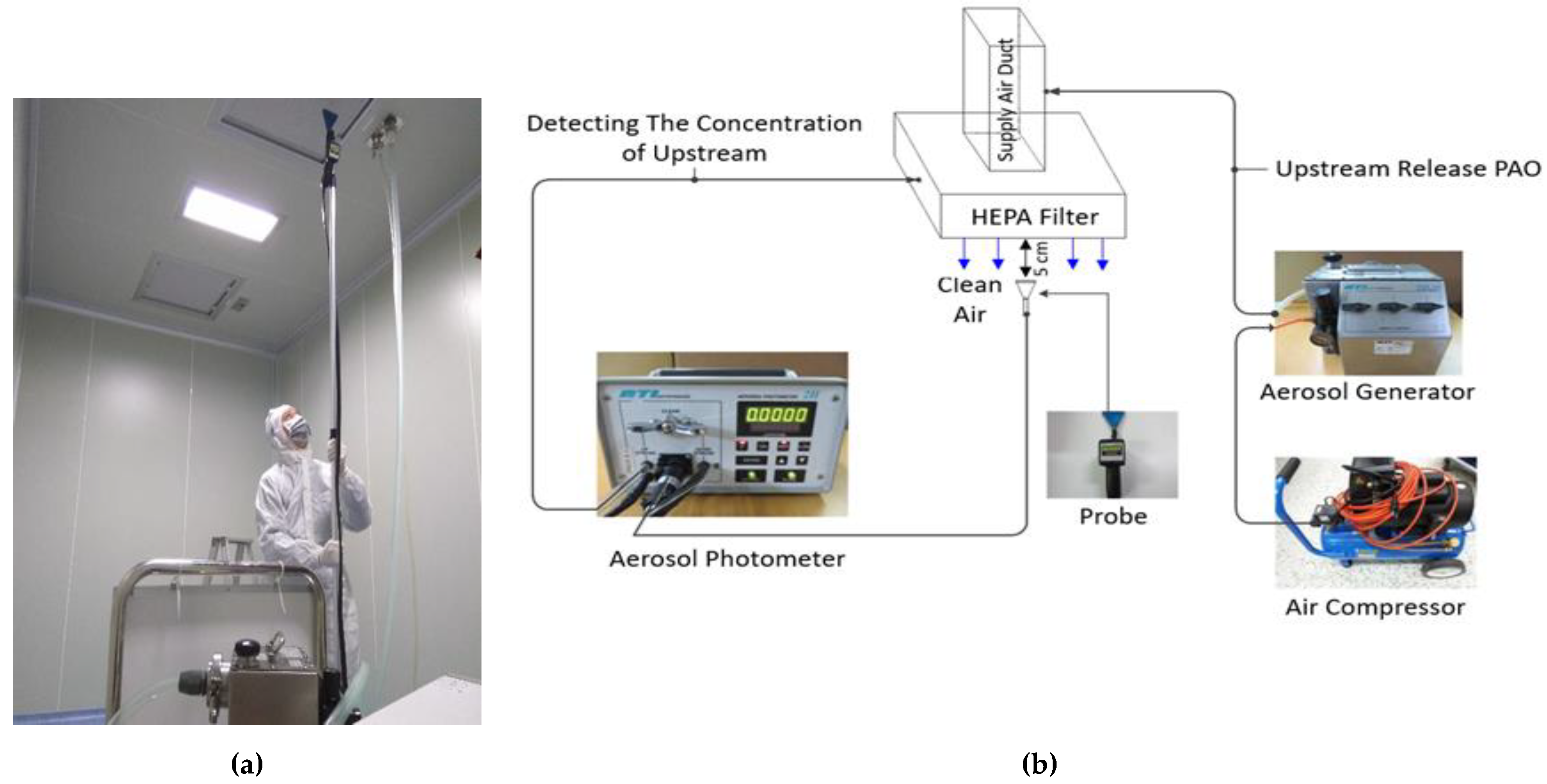
3.1. Field Measurement Test
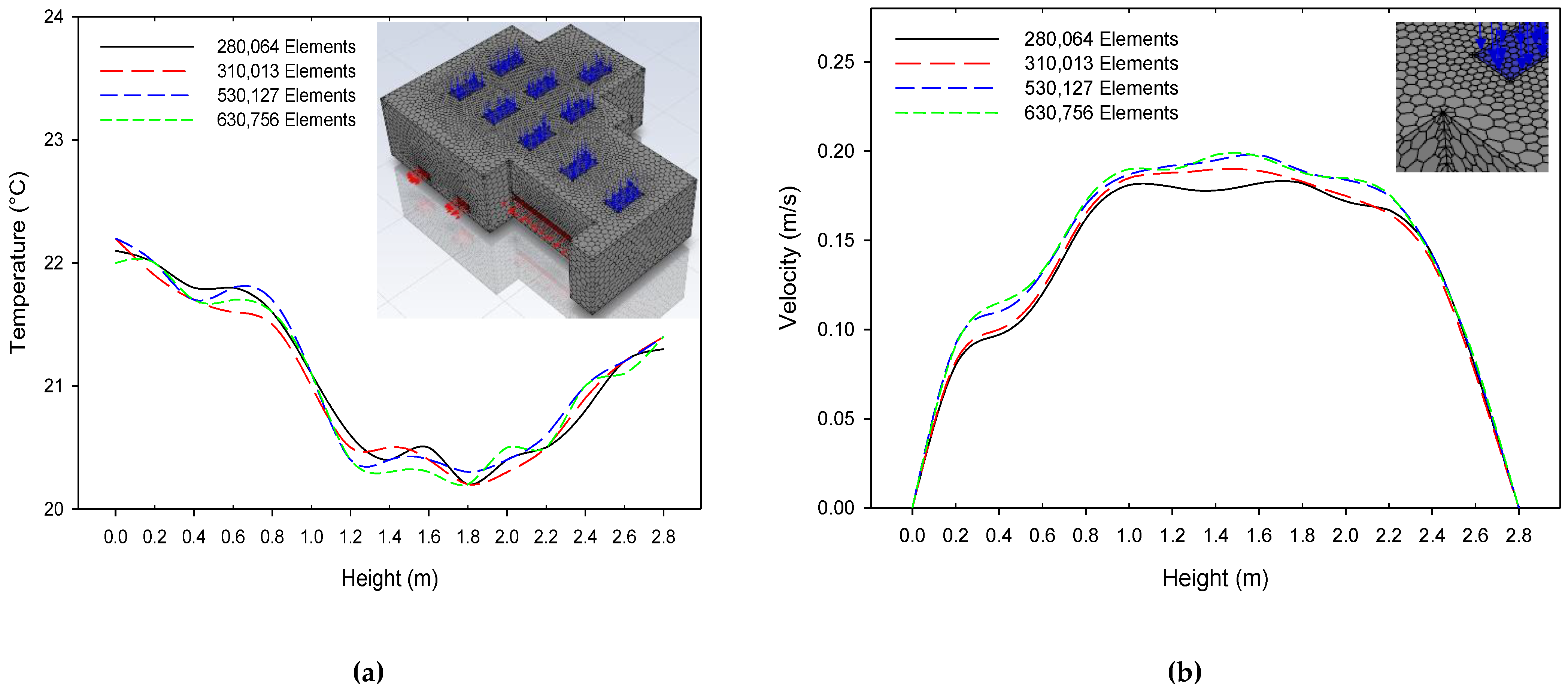
3.2. CFD Simulation
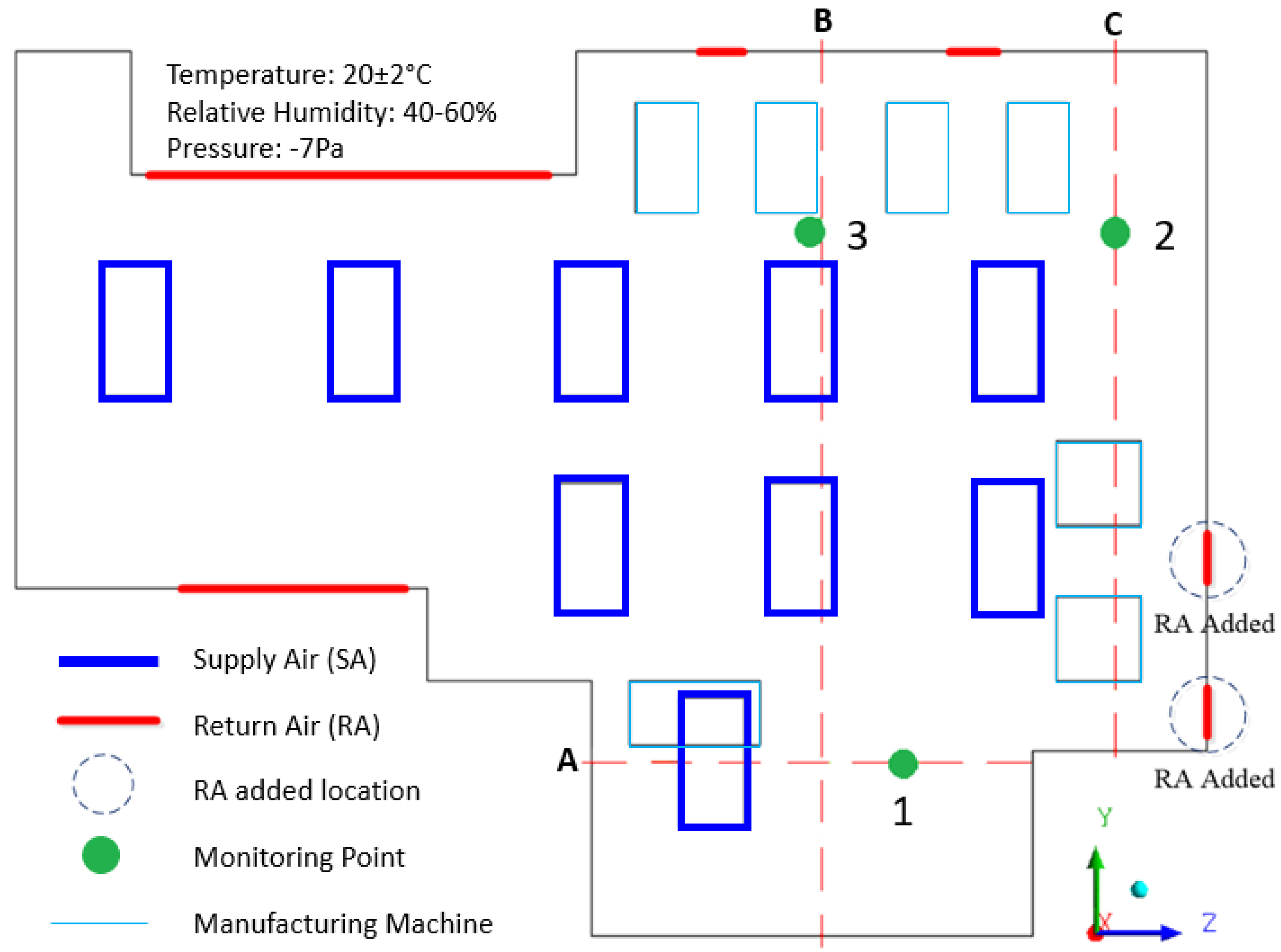
3.3. Performance Improvement Strategy
3.4. Concentration Decay and System Efficiency
4. Results and Discussion
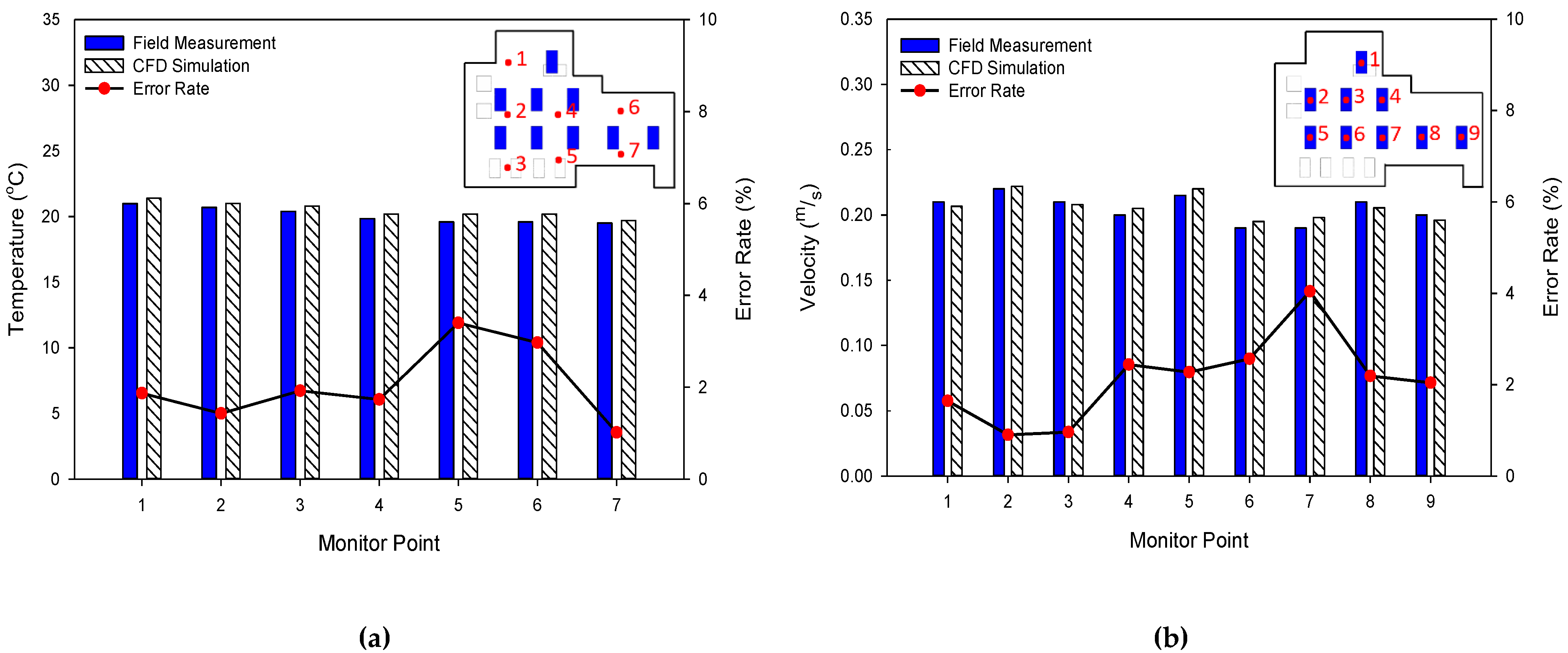
4.1. Validation
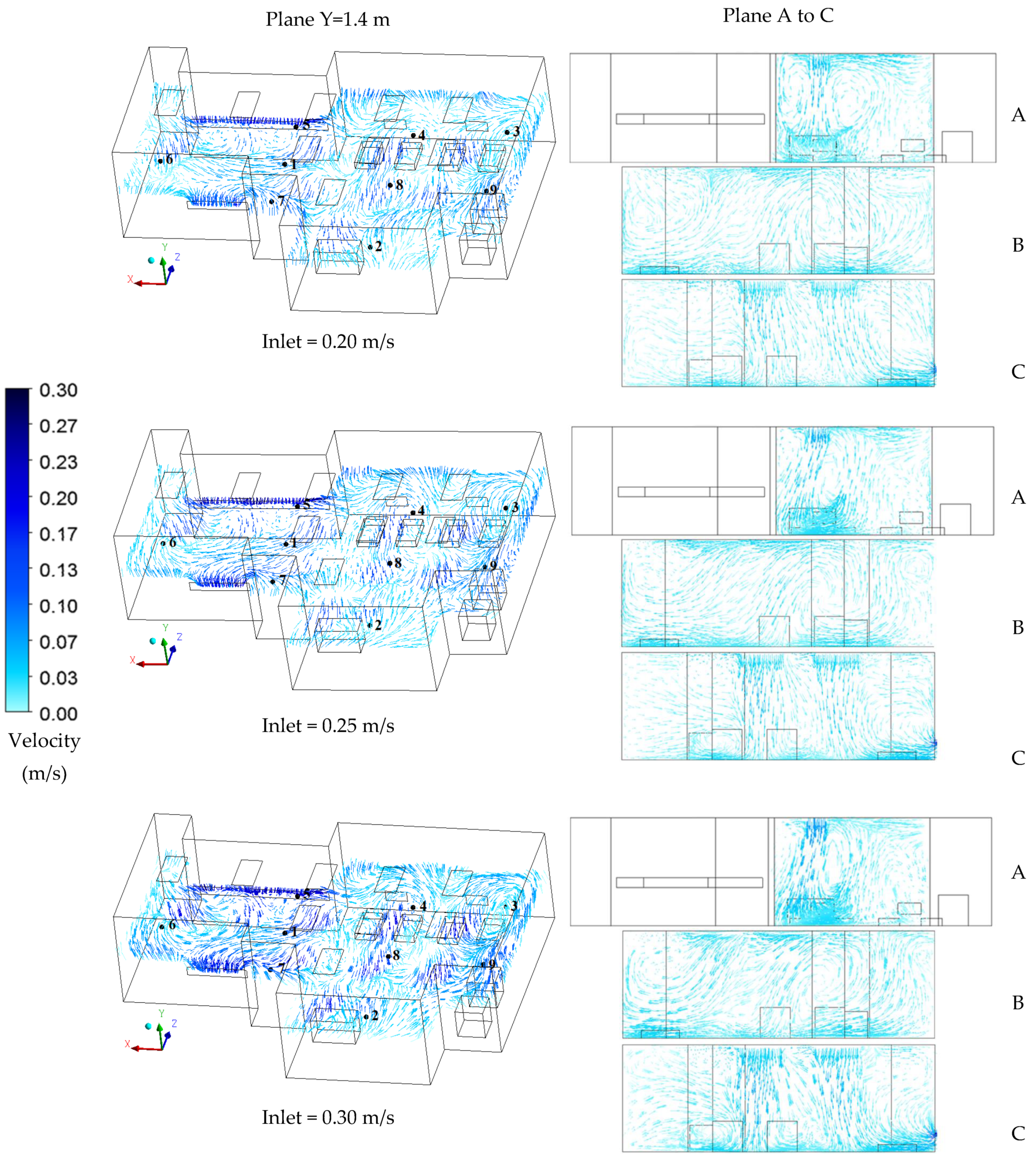
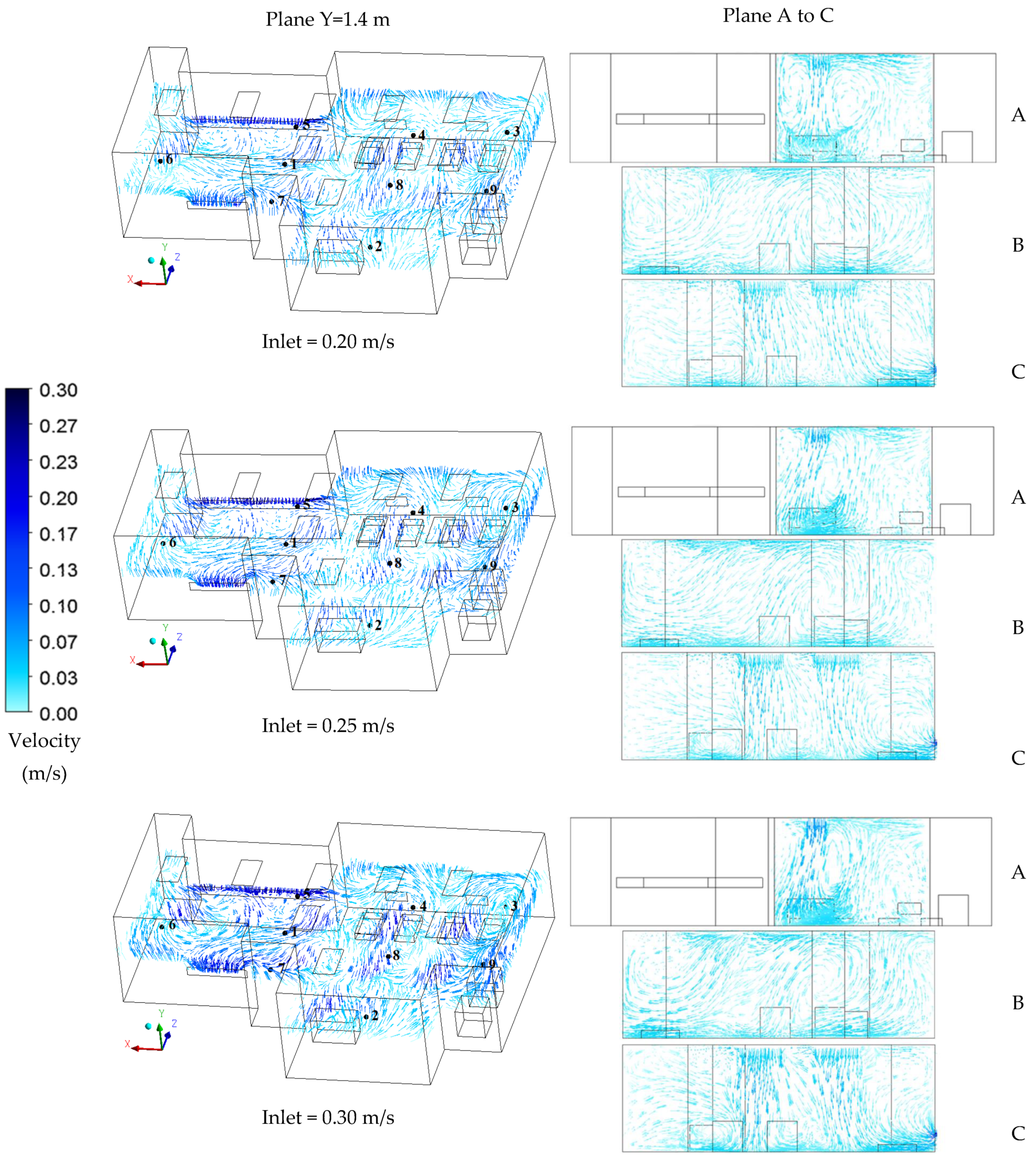
4.2. Contamination Removal Analysis in Different Face Velocities
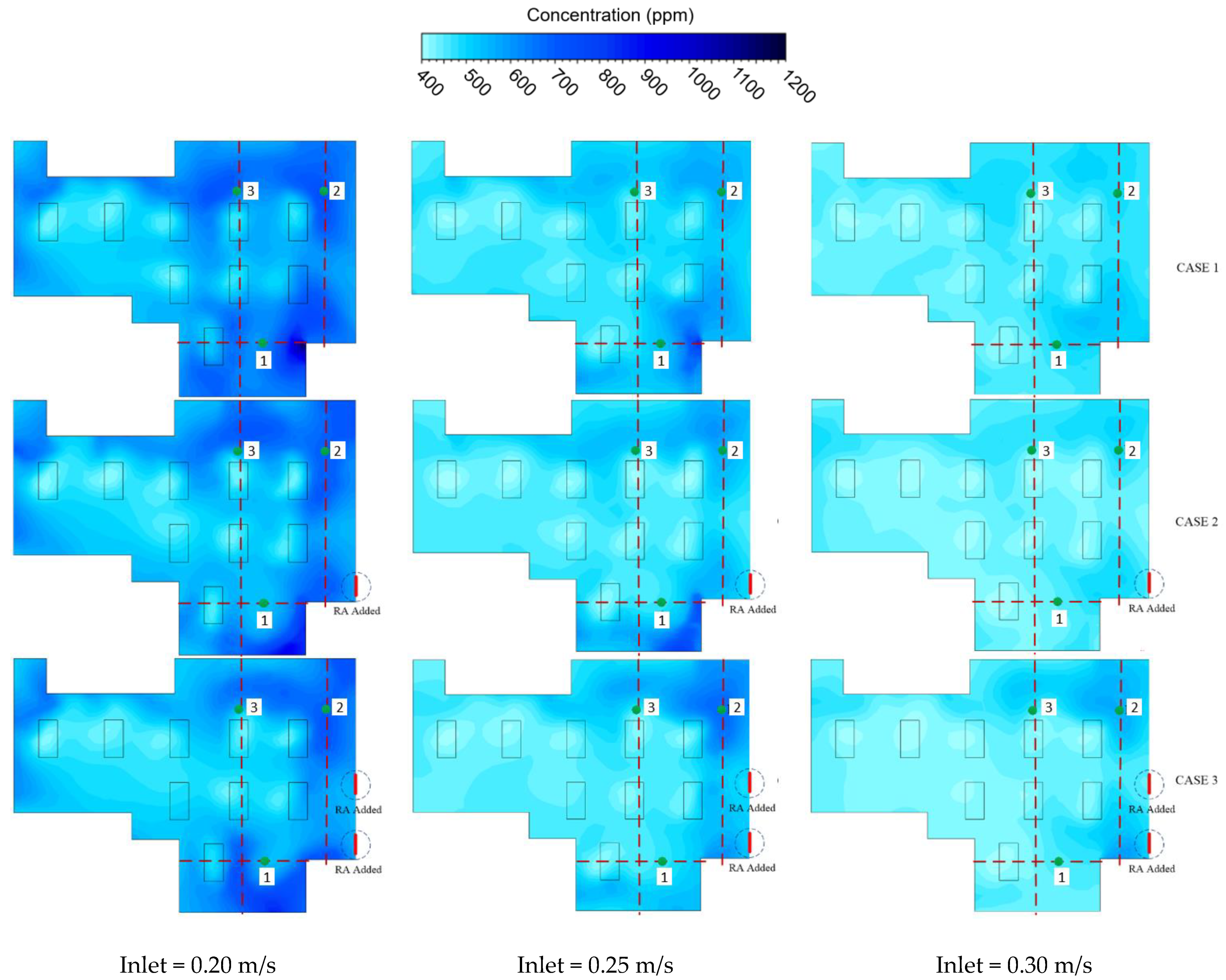
4.3. Contamination Removal Analysis by Adding Return Air Grilles
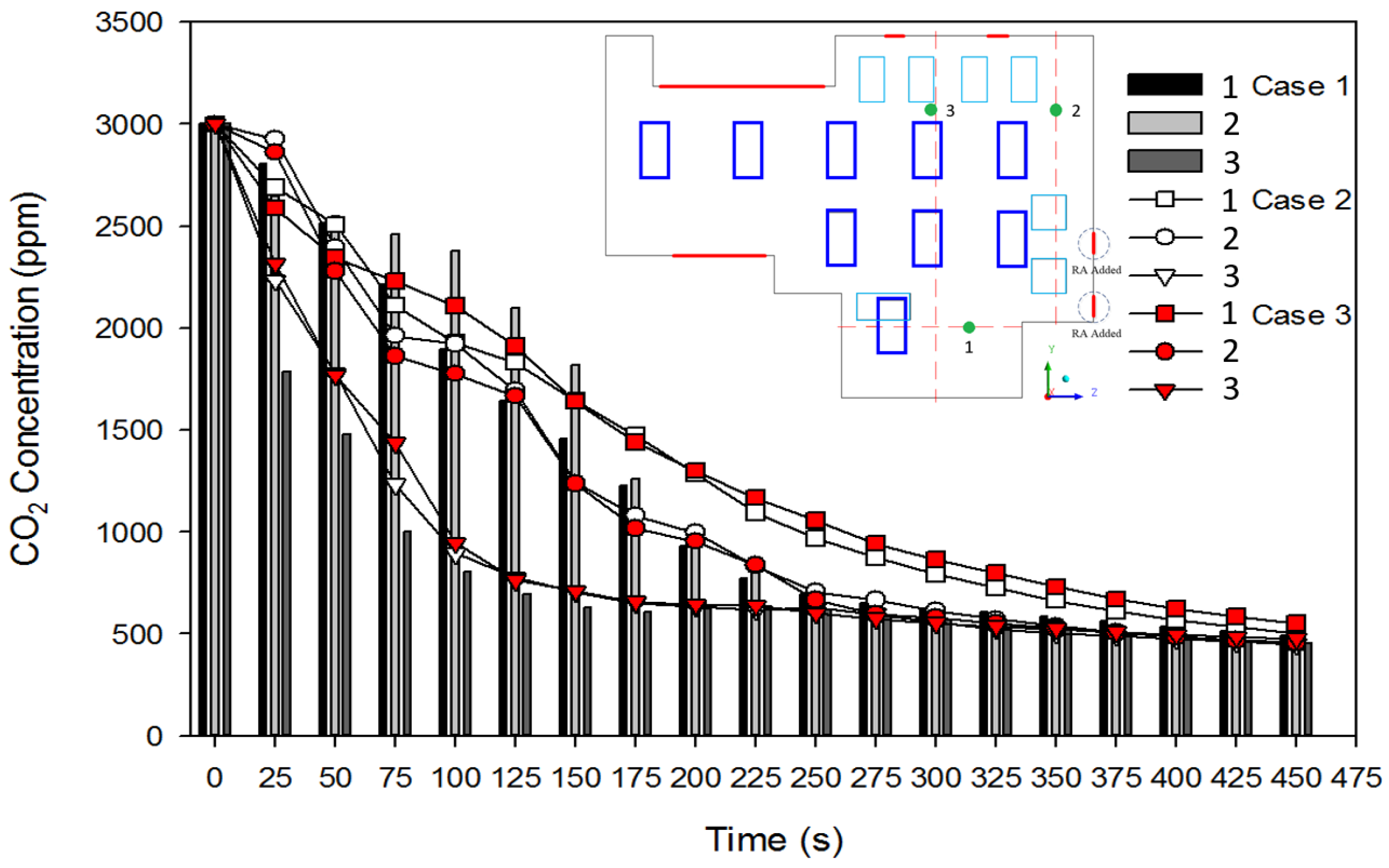
4.4. Concentration Contaminant Decay
4.5. Removal and Ventilation Efficiency
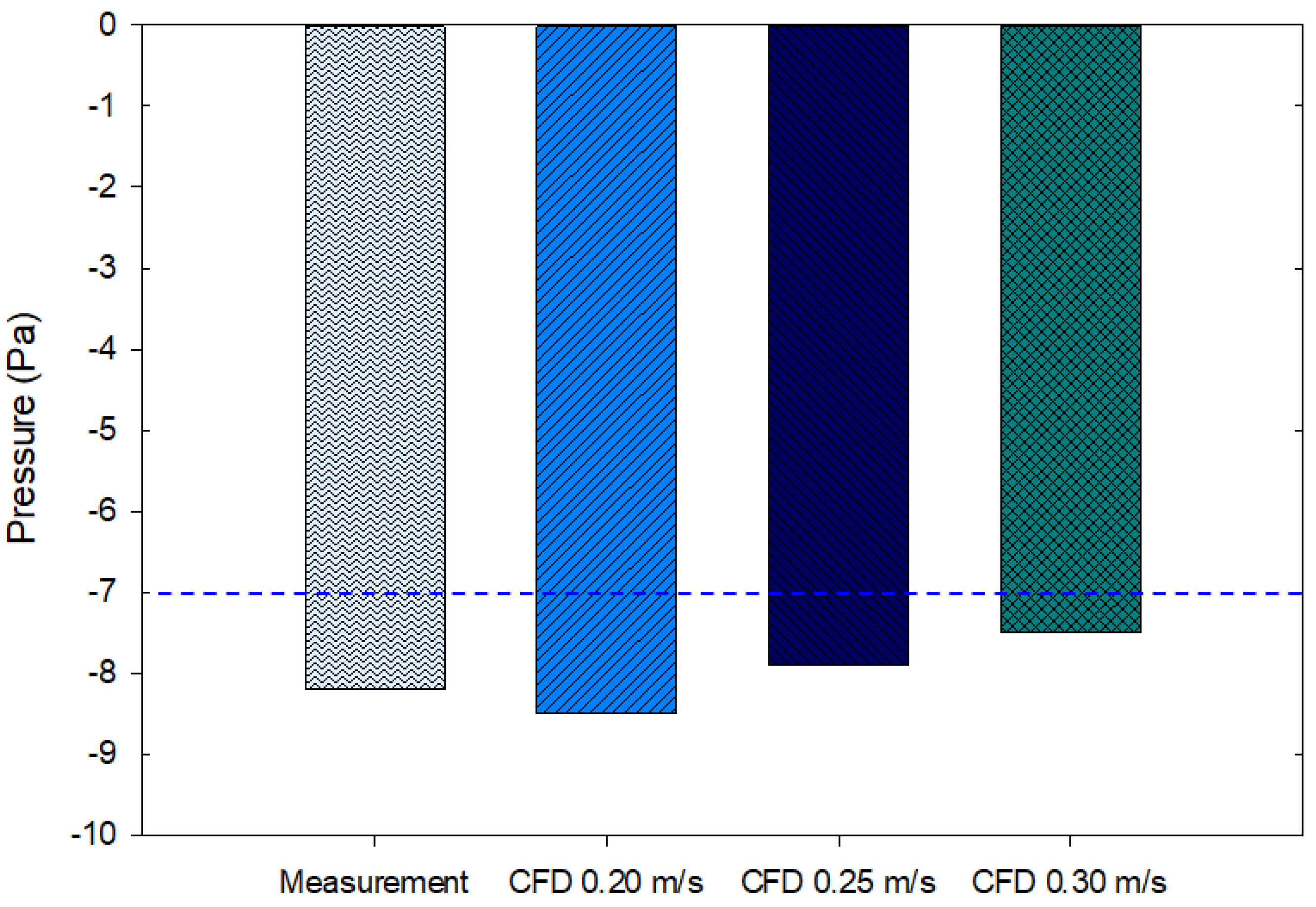
4.6. Pressurization Effect at Different Face Velocities
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Esteves, S.C.; Bento, F.C. Implementation of cleanroom technology in reproductive laboratories: The question is not why but how. Reprod. Biomed. Online 2016, 32, 9–11. [Google Scholar] [CrossRef] [PubMed]
- International Organization for Standard (ISO) 14644-1; Cleanroom and Associate Controlled Environments Part 1: Classification of Air Cleanliness. ANSI: Geneva, Switzerland, 2015.
- Pharmaceutical Inspection Convention and Pharmaceutical Inspection Co-operation Scheme (PIC/S). Guide to Good Manufacturing Practice for Medicinal Products Annexes; Pharmaceutical Inspection Convention and Pharmaceutical Inspection Co-Operation Scheme (PIC/S): Geneva, Switzerland, 2018. [Google Scholar]
- ISO 22716; Good Manufacturing Practices (GMP) Guidelines on Good Manufacturing Practices. ANSI: Geneva, Switzerland, 2007.
- Yang, L.; Gan, C.E. Costing small cleanrooms. Build. Environ. 2007, 42, 743–751. [Google Scholar] [CrossRef]
- Yang, Z.; Hao, Y.; Shi, W.; Shao, X.; Dong, X.; Cheng, X.; Li, X.; Ma, X. Field test of pharmaceutical cleanroom cleanliness subject to multiple disturbance factors. J. Build. Eng. 2021, 42, 103083. [Google Scholar] [CrossRef]
- Sandle, T. Pharmaceutical Microbiology: Essentials for Quality Assurance and Quality Control; Woodhead Publishing: Cambridge, UK, 2015. [Google Scholar]
- Tung, Y.C.; Shih, Y.C.; Hu, S.C. Numerical study on the dispersion of airborne contaminants from an isolation room in the case of door opening. Appl. Therm. Eng. 2009, 29, 1544–1551. [Google Scholar] [CrossRef]
- Sun, Z.; Wang, S. A CFD-based test method for control of indoor environment and space ventilation. Build. Environ. 2010, 45, 1441–1447. [Google Scholar] [CrossRef]
- Memarzadeh, F.; Manning, A.P. Comparison of operating room ventilation systems in the protection of the surgical site. ASHRAE Trans. 2002, 108, 1–13. [Google Scholar]
- Swift, J.; Avis, E.; Millard, B.; Lawrence, T.M. Air distribution strategy impact on operating room infection control. In Proceedings of the Clima 2007-WellBeing Indoors, Helsinki, Finland, 10–14 June 2007. [Google Scholar]
- Srebric, J.; Vukovic, V.; He, G.; Yang, X. CFD boundary conditions for contaminant dispersion, heat transfer and airflow simulations around human occupants in indoor environments. Build. Environ. 2008, 43, 294–303. [Google Scholar] [CrossRef]
- Aganovic, A.; Cao, G.; Stenstad, L.I.; Skogås, J.G. Impact of surgical lights on the velocity distribution and airborne contamination level in an operating room with laminar airflow system. Build. Environ. 2017, 126, 42–53. [Google Scholar] [CrossRef]
- Chow, T.T.; Lin, Z.; Bai, W. The integrated effect of medical lamp position and diffuser discharge velocity on ultra-clean ventilation performance in an operating theatre. Indoor Built Environ. 2006, 15, 315–331. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, M.; Cao, G.; Tang, S.; Liu, H.; Wang, L. Influence of air supply velocity and room temperature conditions on bioaerosols distribution in a class I operating room. Build. Environ. 2021, 204, 108116. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, Y.; Liu, F.; Wang, Y.; Cao, Q.; Fan, J.N.; Chen, H. Distribution and removal efficiency of sulfuric droplets under two general ventilation modes. Build. Environ. 2022, 207, 108563. [Google Scholar] [CrossRef]
- Franco, A.; Schito, E. Definition of optimal ventilation rates for balancing comfort and energy use in indoor spaces using CO2 concentration data. Buildings 2020, 10, 135. [Google Scholar] [CrossRef]
- Khoo, C.Y.; Lee, C.C.; Hu, S.C. An experimental study on the influences of air change rate and free area ratio of raised floor on cleanroom particle concentrations. Build. Environ. 2012, 48, 84–88. [Google Scholar] [CrossRef]
- Zhou, L.; Sun, W.; Huang, C.; Li, H.; Zou, Z.; Wu, C. Studies on Comparison of Particle Concentration Models for Cleanroom. Procedia. Eng. 2017, 205, 3308–3315. [Google Scholar] [CrossRef]
- Bullová, I.; Kapalo, P.; Katunský, D. Quantification of Air Change Rate by Selected Methods in a Typical Apartment Building. Buildings 2021, 11, 174. [Google Scholar] [CrossRef]
- Adams, N.J.; Johnson, D.L.; Lynch, R.A. The effect of pressure differential and care provider movement on airborne infectious isolation room containment effectiveness. Am. J. Infect. Control. 2011, 39, 91–97. [Google Scholar] [CrossRef]
- Sun, W. Cleanroom airlock performance and beyond. ASHRAE J. 2018, 60, 64–69. [Google Scholar]
- Peng, S.; Chen, Q.; Liu, E. The role of computational fluid dynamics tools on investigation of pathogen transmission: Prevention and control. Sci. Total. Environ. 2020, 31, 142090. [Google Scholar] [CrossRef]
- Chung, K.C.; Hsu, S.P. Effect of ventilation pattern on room air and contaminant distribution. Build. Environ. 2001, 36, 989–998. [Google Scholar] [CrossRef]
- Chen, S.C.; Tsai, C.J.; Li, S.N.; Shih, H.Y. Dispersion of gas pollutant in a fan-filter-unit (FFU) cleanroom. Build. Environ. 2007, 42, 1902–1912. [Google Scholar] [CrossRef]
- Wang, L.; Dai, X.; Wei, J.; Ai, Z.; Fan, Y.; Tang, L.; Ge, J. Numerical comparison of the efficiency of mixing ventilation and impinging jet ventilation for exhaled particle removal in a model intensive care unit. Build. Environ. 2021, 200, 107955. [Google Scholar] [CrossRef]
- Rouaud, O.; Havet, M. Numerical investigation on the efficiency of transient contaminant removal from a food processing clean room using ventilation effectiveness concepts. J. Food Eng. 2005, 68, 163–174. [Google Scholar] [CrossRef]
- World Health Organization (WHO). Environmental Monitoring of Clean Rooms in Vaccine Manufacturing Facilities; World Health Organization (WHO): Geneva, Switzerland, 2012. [Google Scholar]
- ANSYS. Ansys Fluent, Workbench 2020 R2. Available online: https://www.scribd.com/document/478910198/ANSYS-FluentTutorial-Guide-2020-R2-pdf (accessed on 6 March 2021).
- Minnesota Department of Health United States. Carbon Dioxide (CO2). Available online: https://www.health.state.mn.us/communities/environment/air/toxins/co2.html (accessed on 15 June 2021).
- Green Econometrics, Economic Analysis and Analytics for Sustainability and Process Improvement. 3 Metrics to Guide Air Quality Health & Safety. Available online: https://greenecon.net/3-metrics-to-guide-air-quality-health-safety/carbon-footprint.html (accessed on 20 July 2021).
- Wan, J.; Wei, J.; Lin, Y.; Zhang, T. Numerical Investigation of Bioaerosol Transport in a Compact Lavatory. Buildings 2021, 11, 526. [Google Scholar] [CrossRef]
- BPI Consulting, LLC. Acceptance Criteria for Measurement Systems Analysis. Available online: https://www.spcforexcel.com/knowledge/measurement-systems-analysis/acceptance-criteria-for-MSA (accessed on 15 November 2021).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Apparatus Model | Operative Range | Accuracy |
|---|---|---|---|
| HEPA Leakage Test | ATI TDA-2H | 50–120 µg/L | 1% |
| Airflow Rate | TSI-8380 | 0.125–12.5 (m/s) | 3% |
| Temperature Relative Humidity Pressurization | TSI-9555-P | −10~60 (℃), 0–100 (%RH) −3735~+3735 Pa | 0.3 ℃ 3% RH 1 Pa |
| Particle Counts | Beckman Counter 3413 | 0.3, 0.5, 1, 3, 5, 10 µm | 5% |
| Parameter | Type | Value |
|---|---|---|
| Supply Air | Velocity Inlet | Velocity: 0.205 m/s Temperature: 19.2 °C Concentration: 400 ppm |
| Return Air | Pressure Outlet | Temperature: 24 °C Pressure: −8.2 Pa |
| Machine 1 | Wall | Heat Flux: 21.2 W/m2 |
| Machine 2 | Wall | Heat Flux: 33.0 W/m2 |
| Machine 3 | Wall | Heat Flux: 36.3 W/m2 |
| Walls | Wall | Heat Flux: 4.17 W/m2 |
| Cases Study | Velocity (m/s) | Average Concentration at Height 1.4 m (ppm) | Highest Concentration at Height 1.4 m (ppm) | Fluid Average (ppm) |
|---|---|---|---|---|
| Case 1 | 0.20 | 579 | 1093 | 553 |
| 0.25 | 494 | 817 | 485 | |
| 0.30 | 458 | 528 | 456 | |
| Case 2 | 0.20 | 556 | 876 | 516 |
| 0.25 | 481 | 765 | 456 | |
| 0.30 | 443 | 502 | 431 | |
| Case 3 | 0.20 | 547 | 821 | 511 |
| 0.25 | 483 | 660 | 467 | |
| 0.30 | 452 | 586 | 441 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, F.; Permana, I.; Lee, K.; Rakshit, D.; Rosulindo, P.P. Improvement of Airflow Distribution and Contamination Control for a Biotech Cleanroom. Atmosphere 2022, 13, 335. https://doi.org/10.3390/atmos13020335
Wang F, Permana I, Lee K, Rakshit D, Rosulindo PP. Improvement of Airflow Distribution and Contamination Control for a Biotech Cleanroom. Atmosphere. 2022; 13(2):335. https://doi.org/10.3390/atmos13020335
Chicago/Turabian StyleWang, Fujen, Indra Permana, Kwowhei Lee, Dibakar Rakshit, and Parisya Premiera Rosulindo. 2022. "Improvement of Airflow Distribution and Contamination Control for a Biotech Cleanroom" Atmosphere 13, no. 2: 335. https://doi.org/10.3390/atmos13020335
APA StyleWang, F., Permana, I., Lee, K., Rakshit, D., & Rosulindo, P. P. (2022). Improvement of Airflow Distribution and Contamination Control for a Biotech Cleanroom. Atmosphere, 13(2), 335. https://doi.org/10.3390/atmos13020335