

Experimental Study of a 4HLB-4 Half-Feed Four-Row Peanut Combine Harvester


Abstract
:1. Introduction
2. Materials and Methods
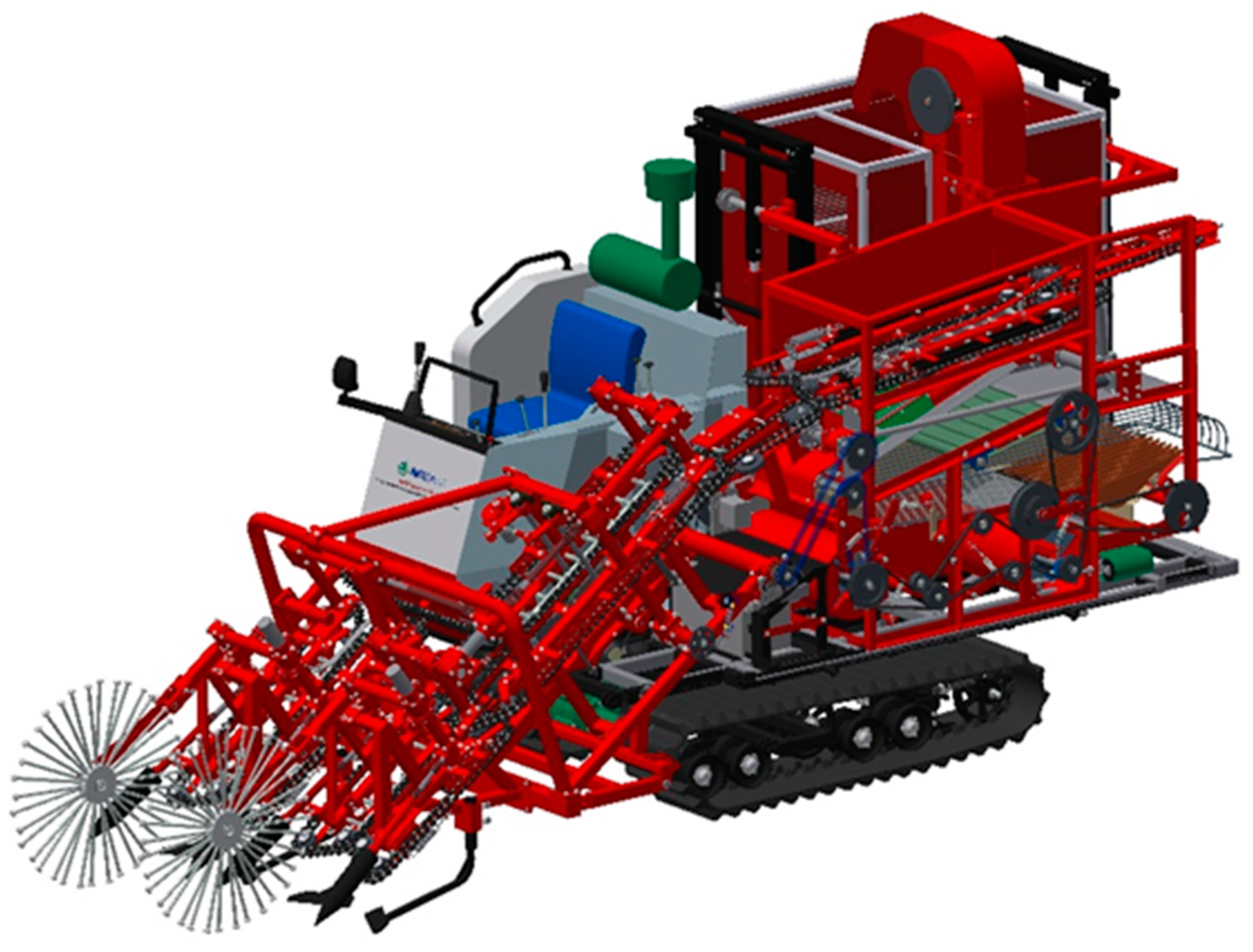
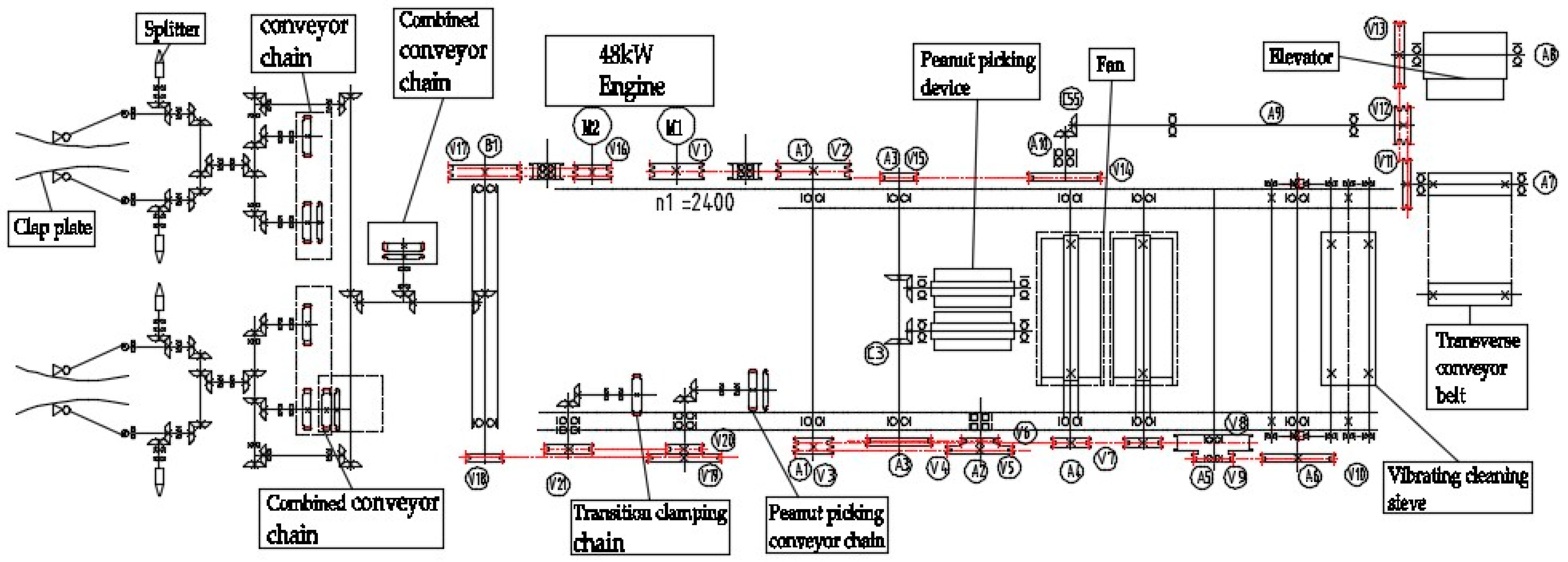
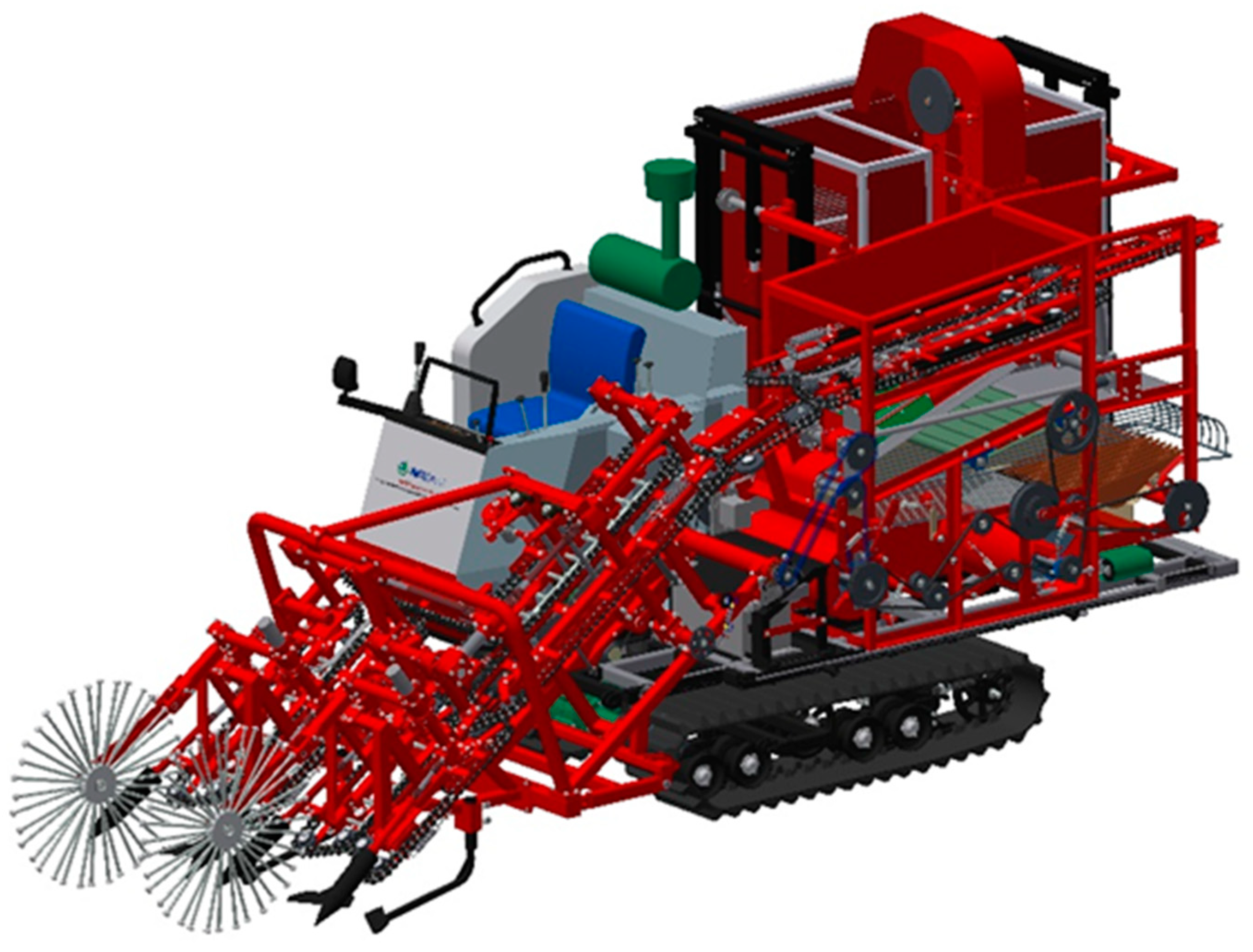
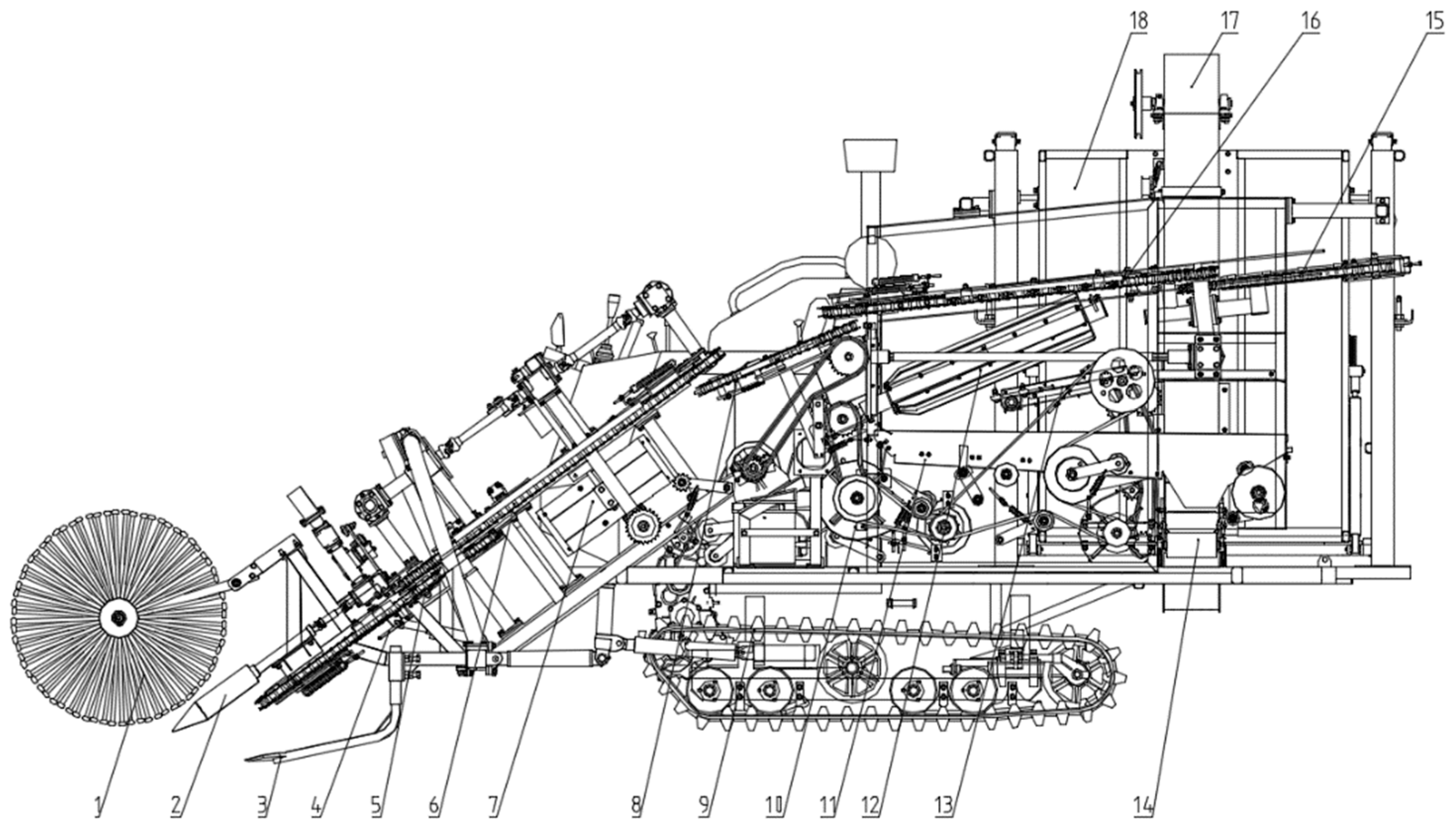
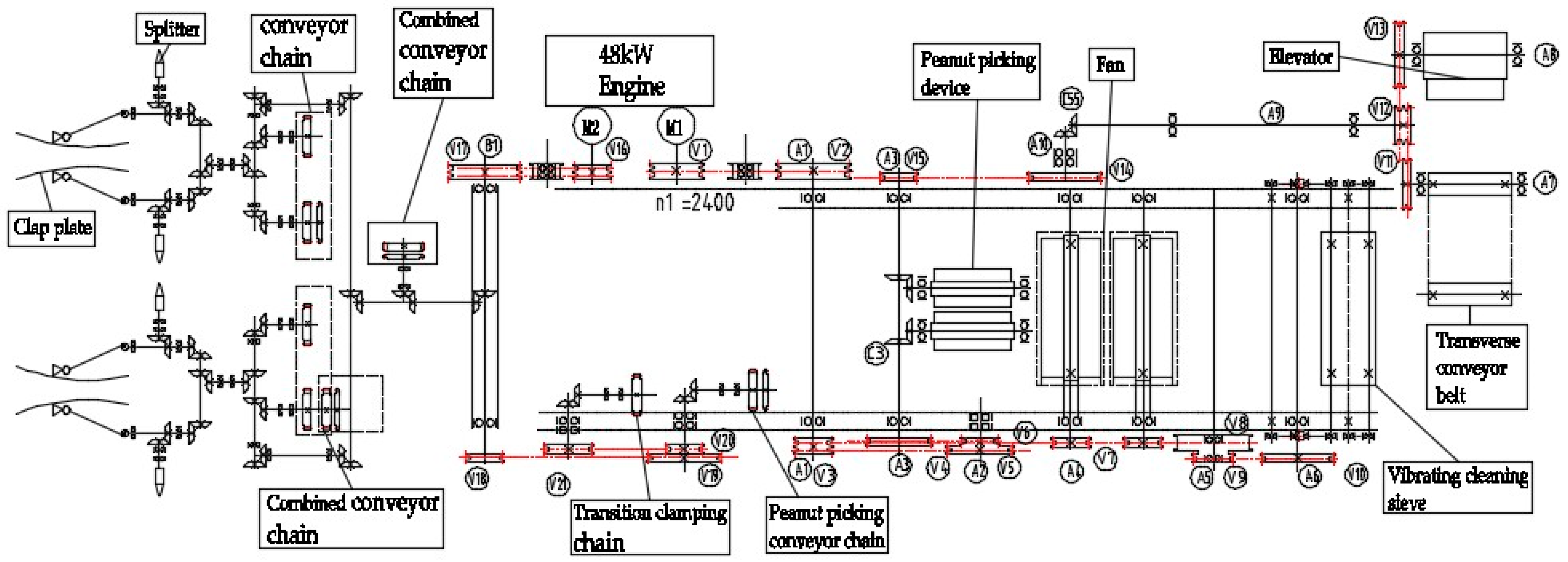
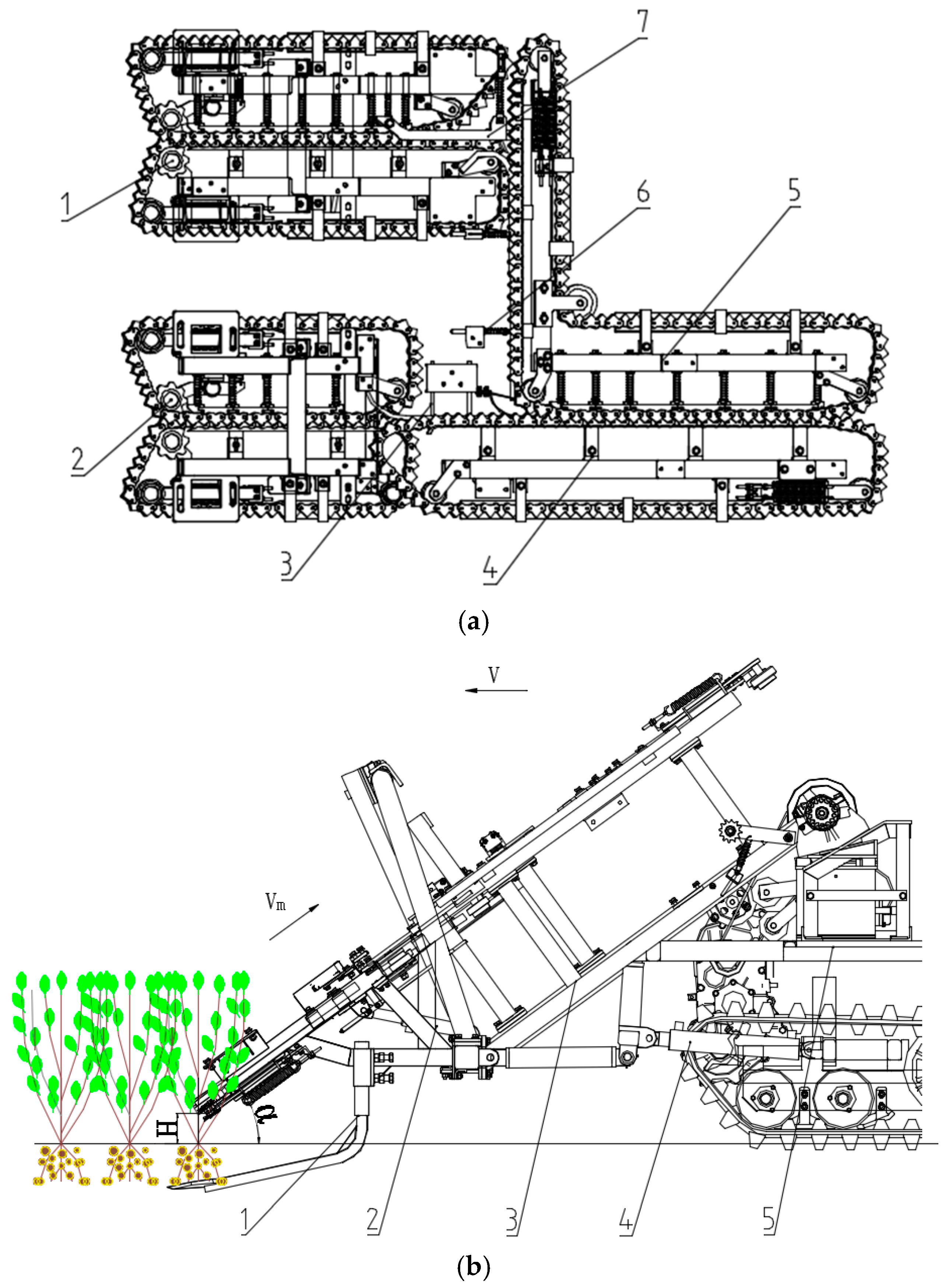
2.1. Overall Structure and Technological Process
2.2. Key Operating Components
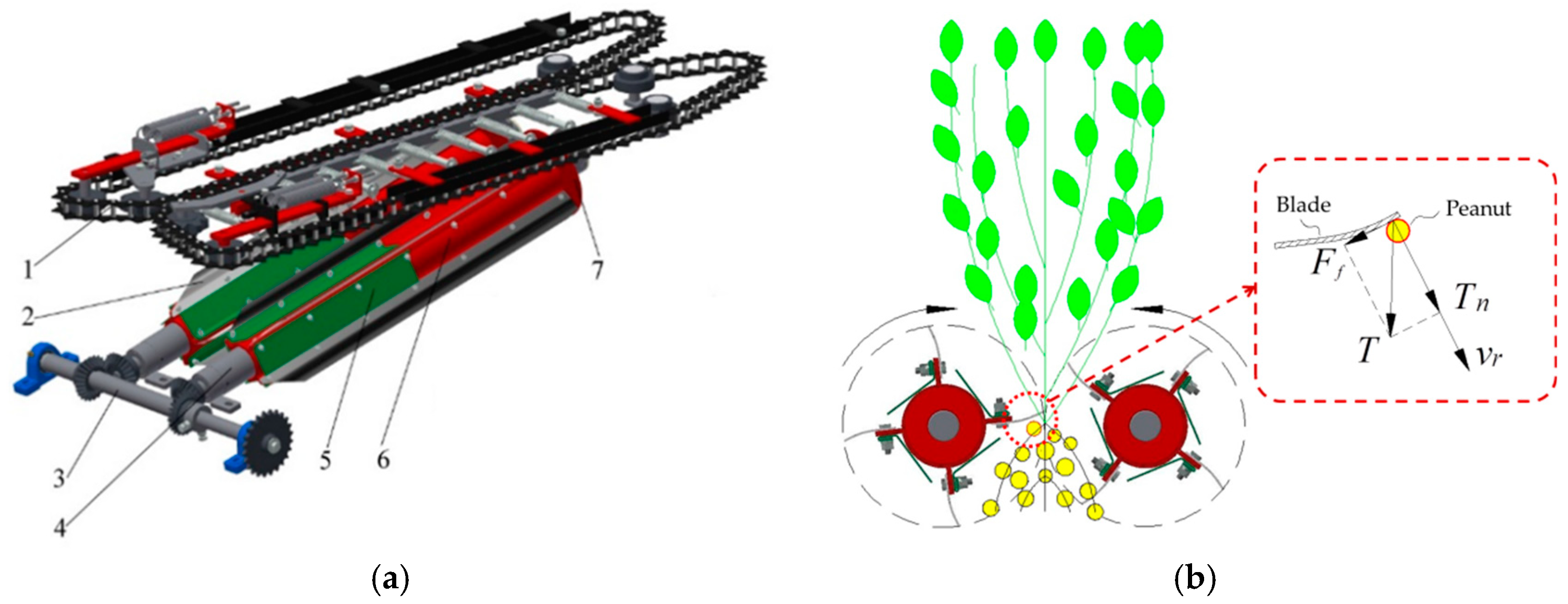
2.2.1. Plant Clamping and Pulling Conveying Device
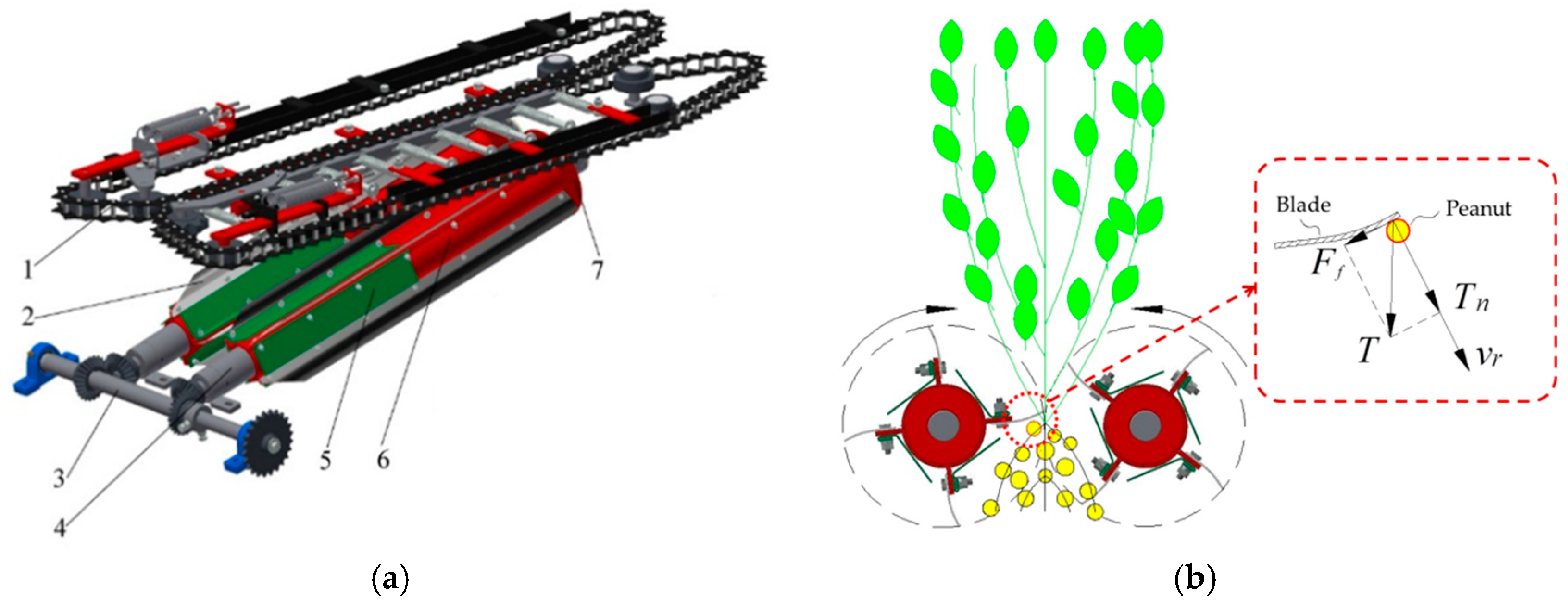
2.2.2. Peanut-Picking Device
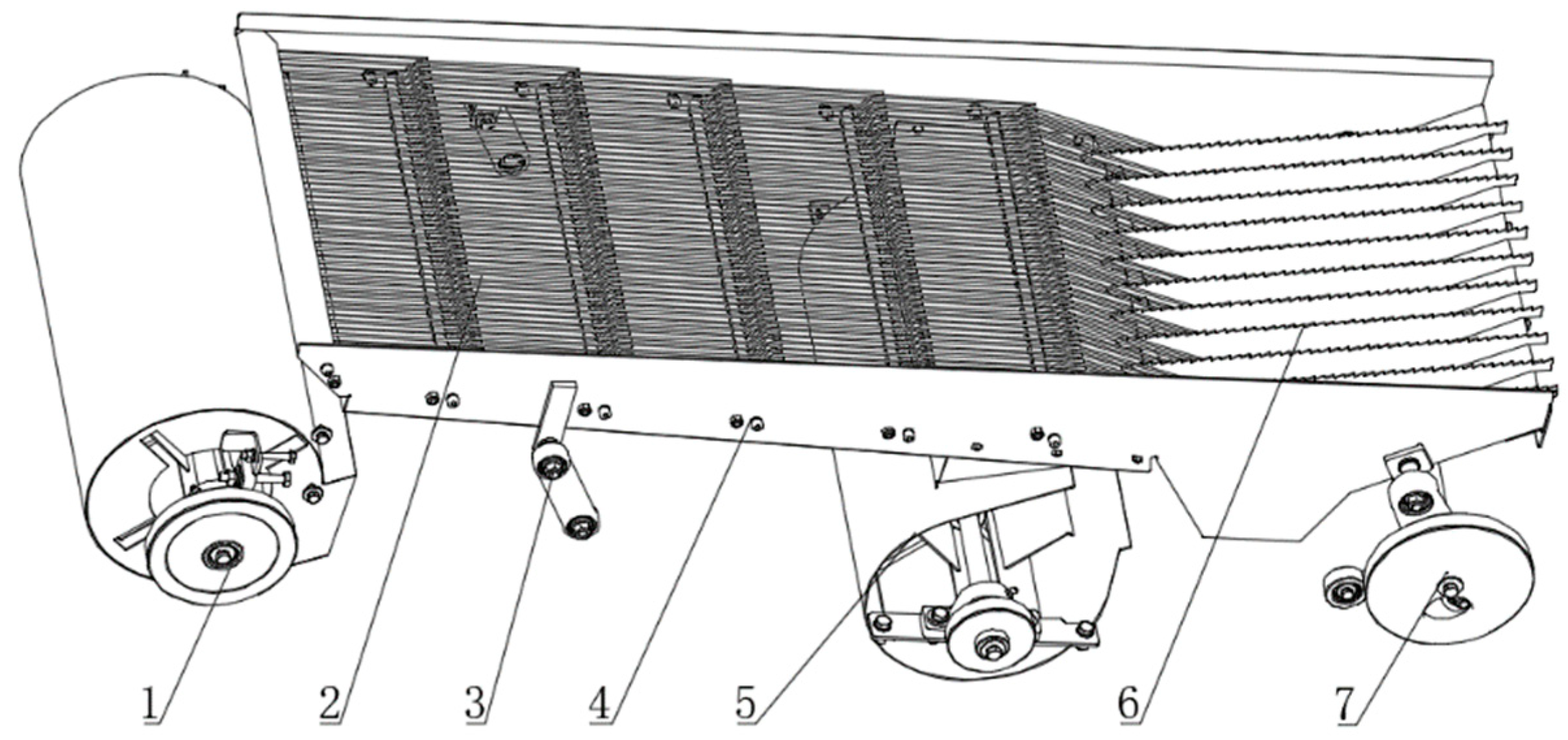
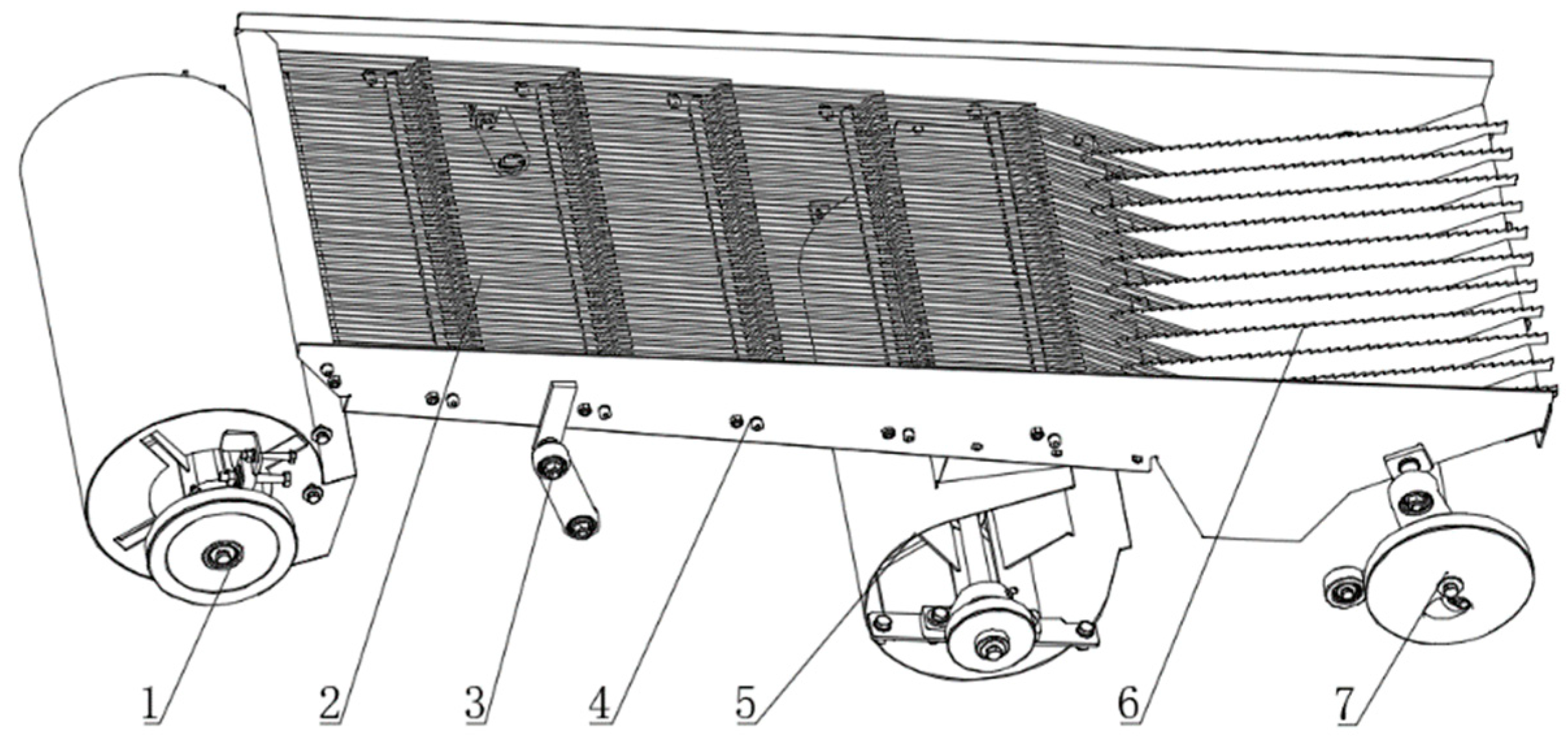
2.2.3. Cleaning Device
2.3. Test Methods and Evaluation Indices
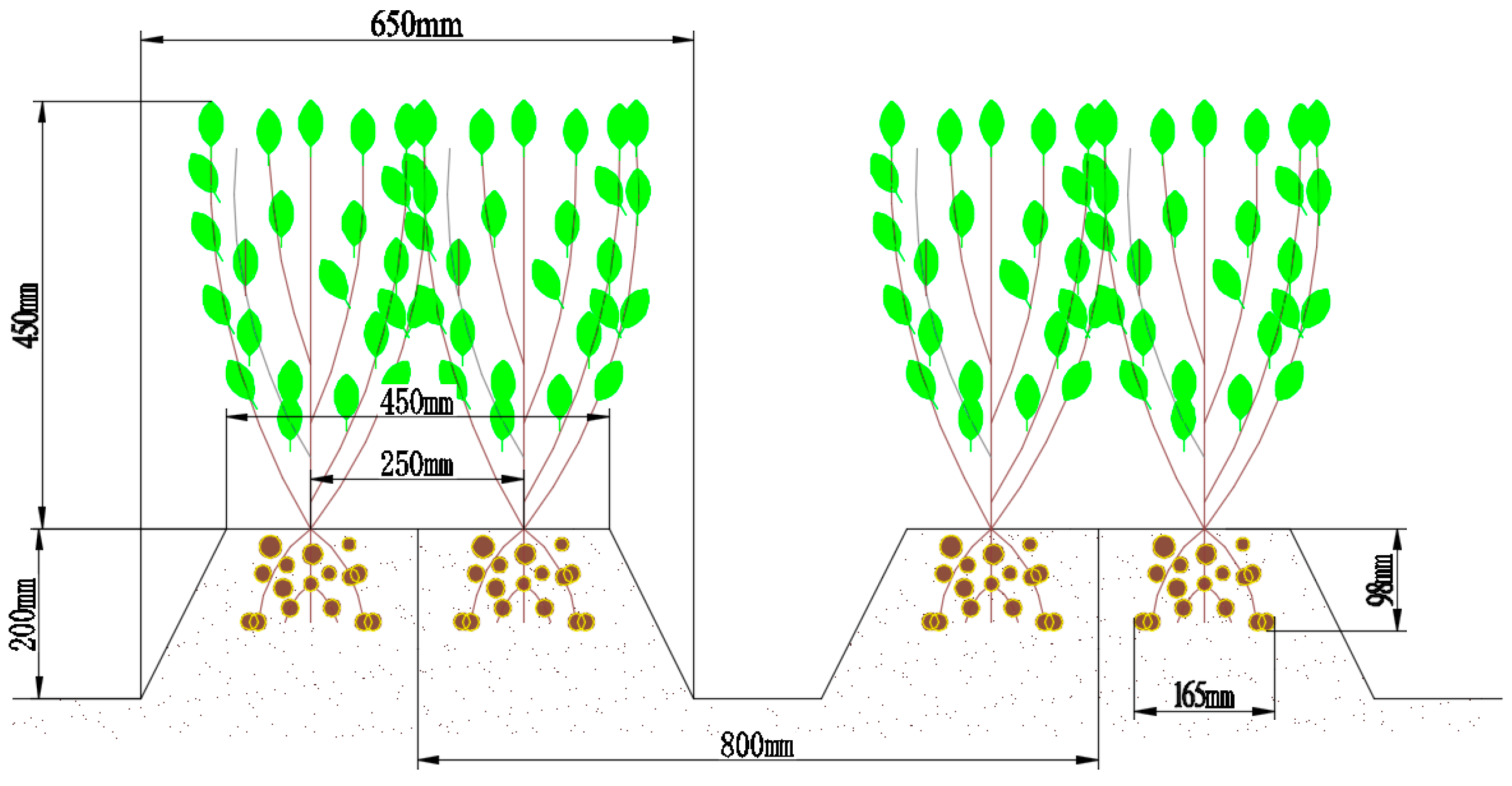
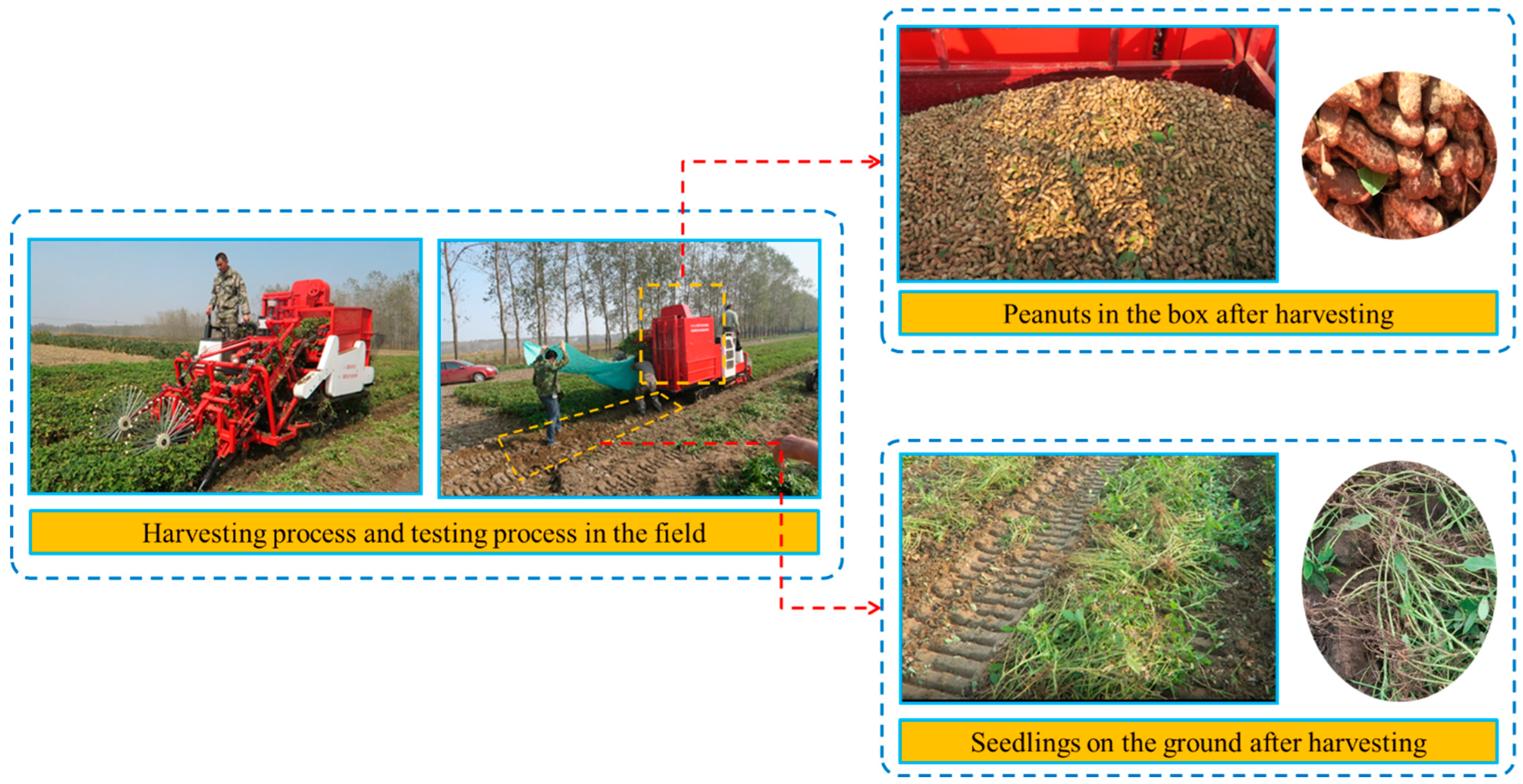
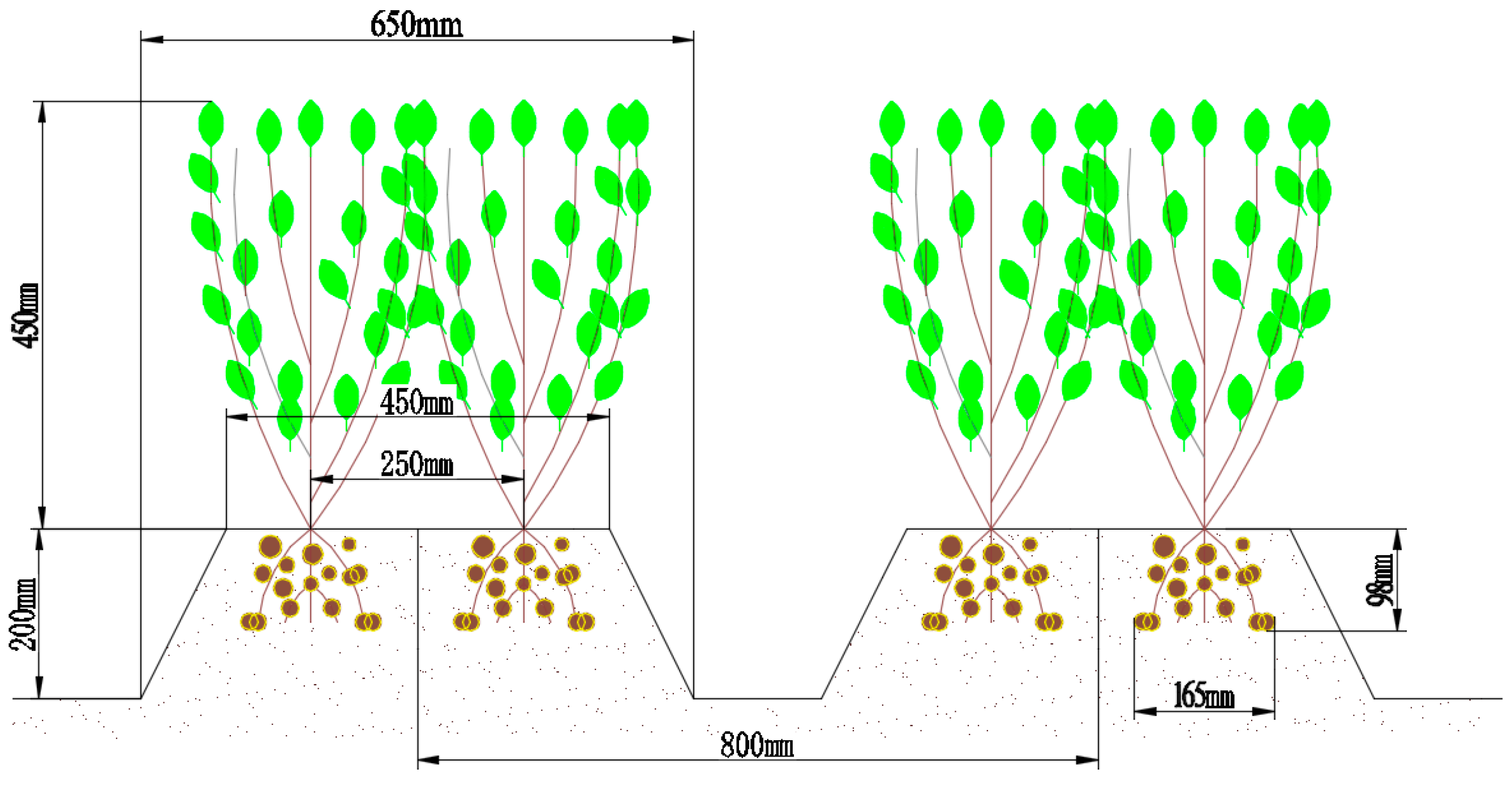
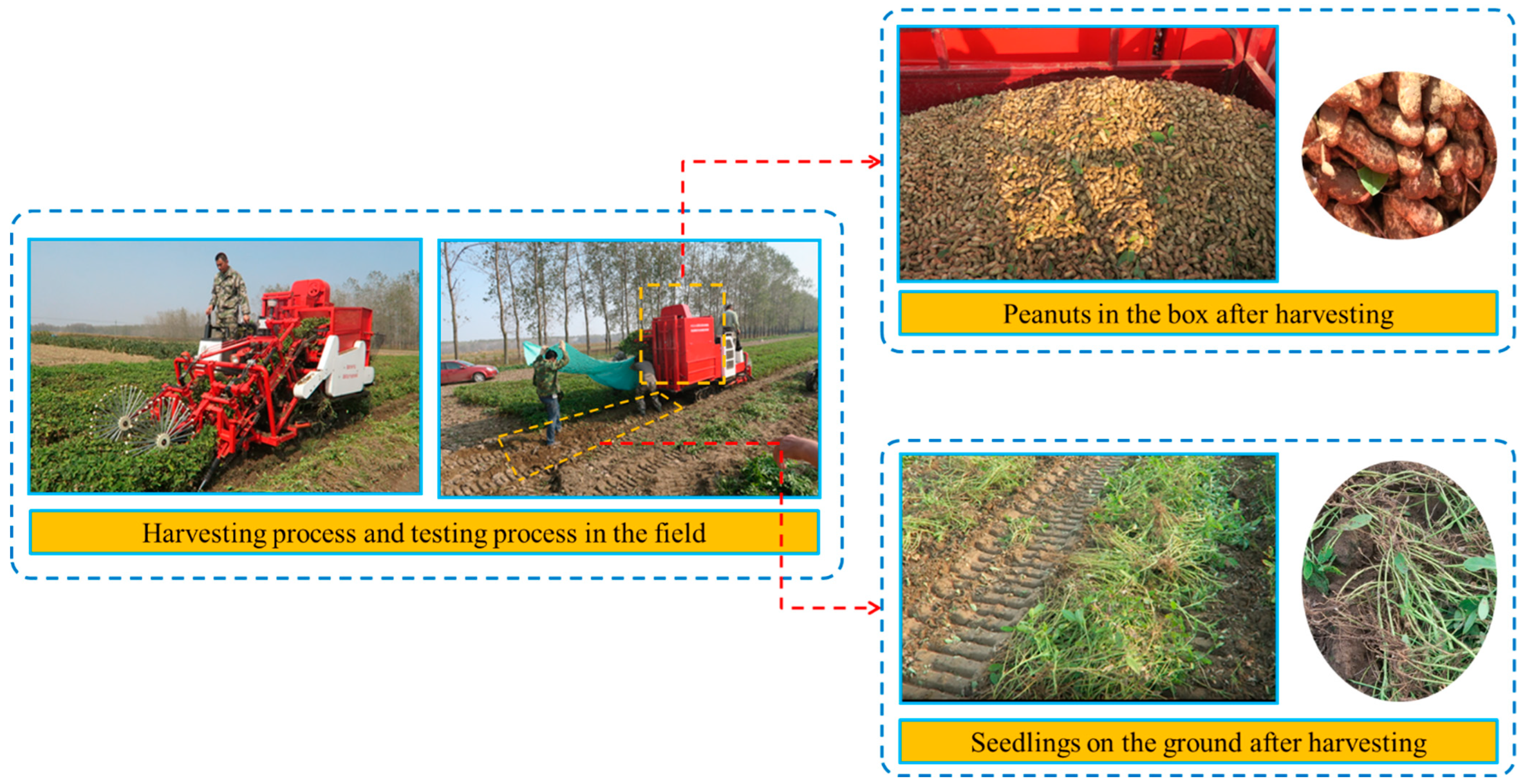
2.3.1. Experimental Conditions
2.3.2. Experimental Methodology
2.3.3. Evaluation Indicators
- (1)
- Impurity rate
- (2)
- Loss rate
3. Results
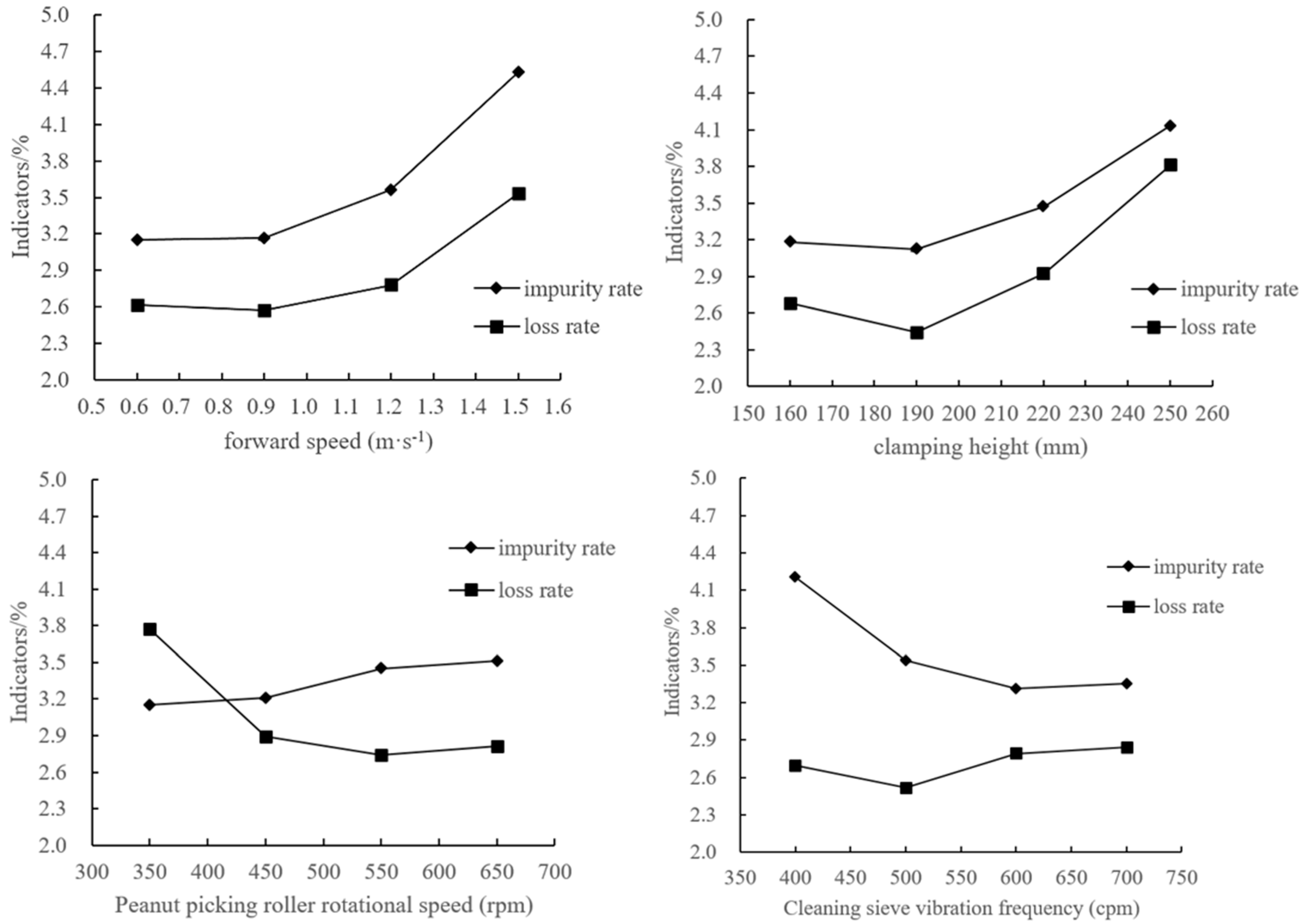
3.1. Single-Factor Tests
3.2. Multifactor Tests
3.2.1. Experimental Protocol and Results
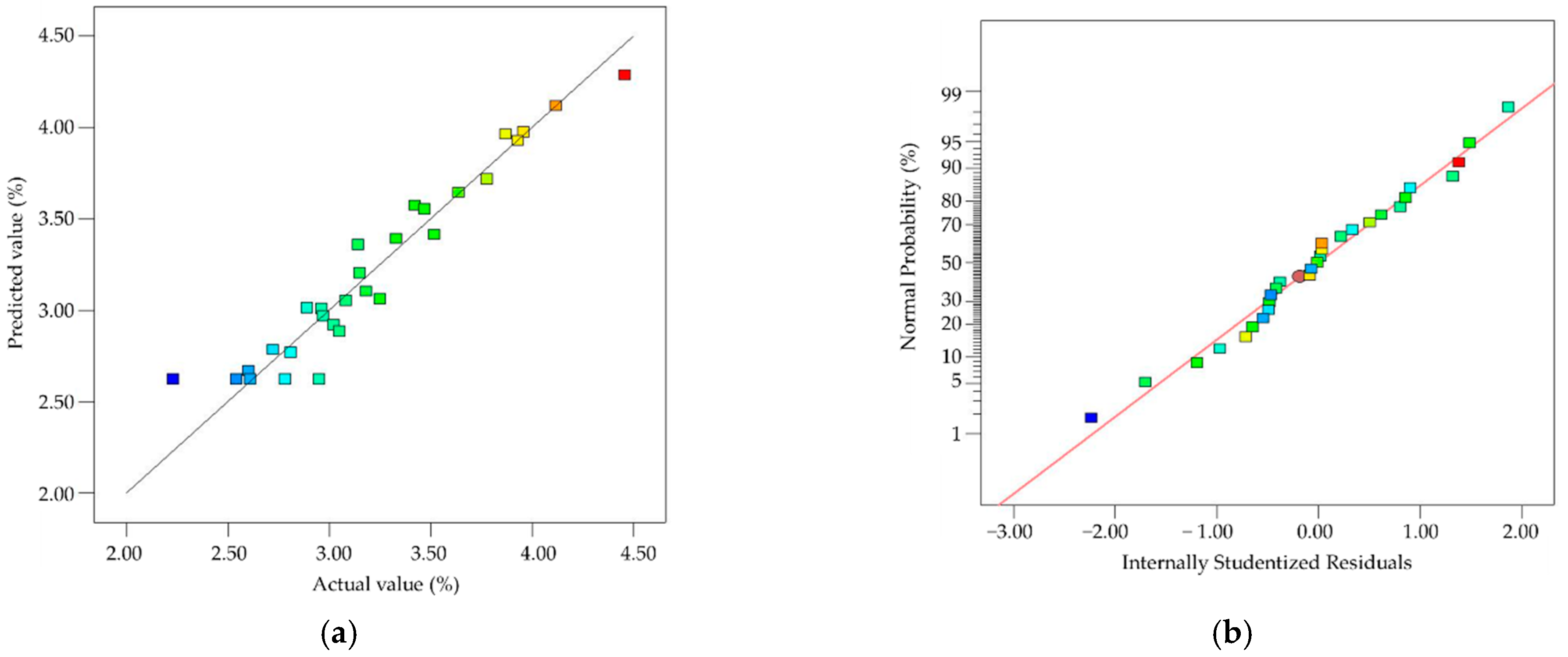
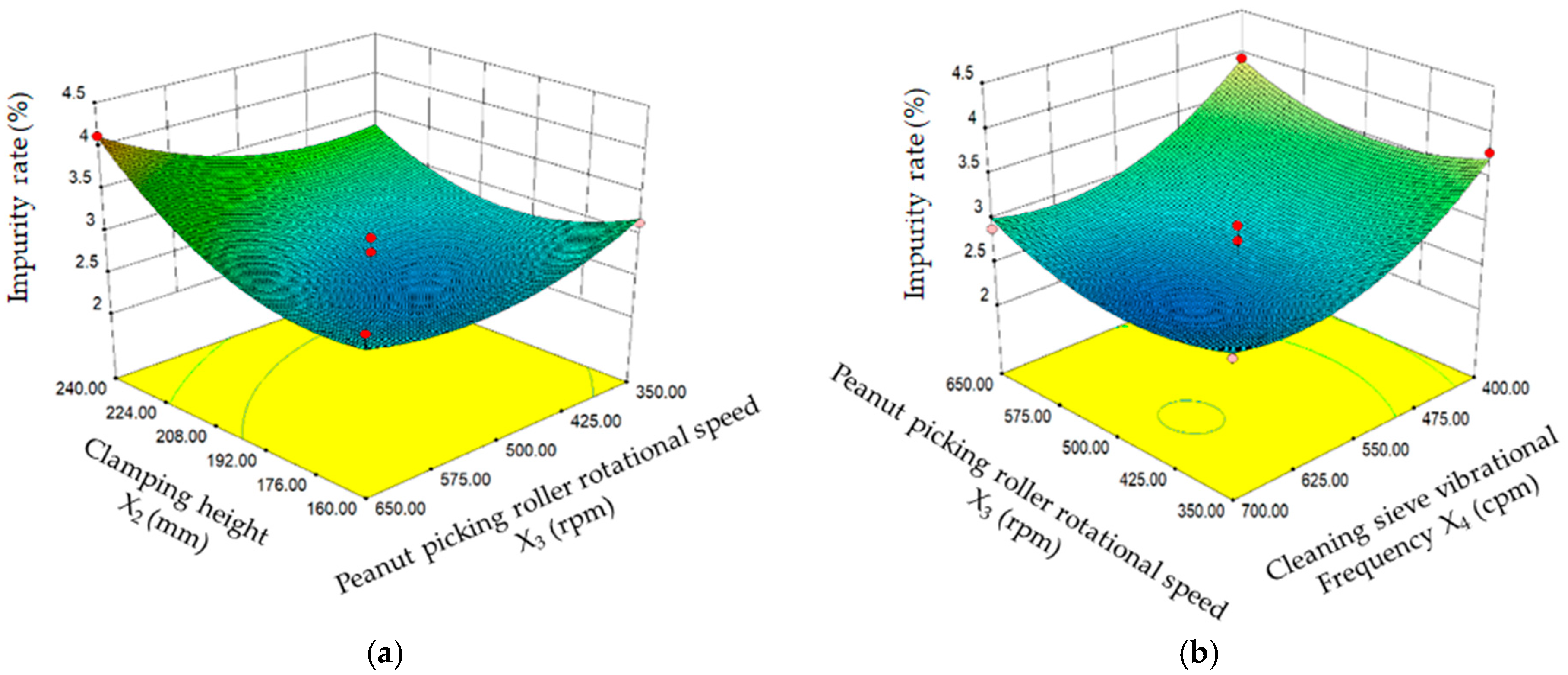
3.2.2. Analysis of Results
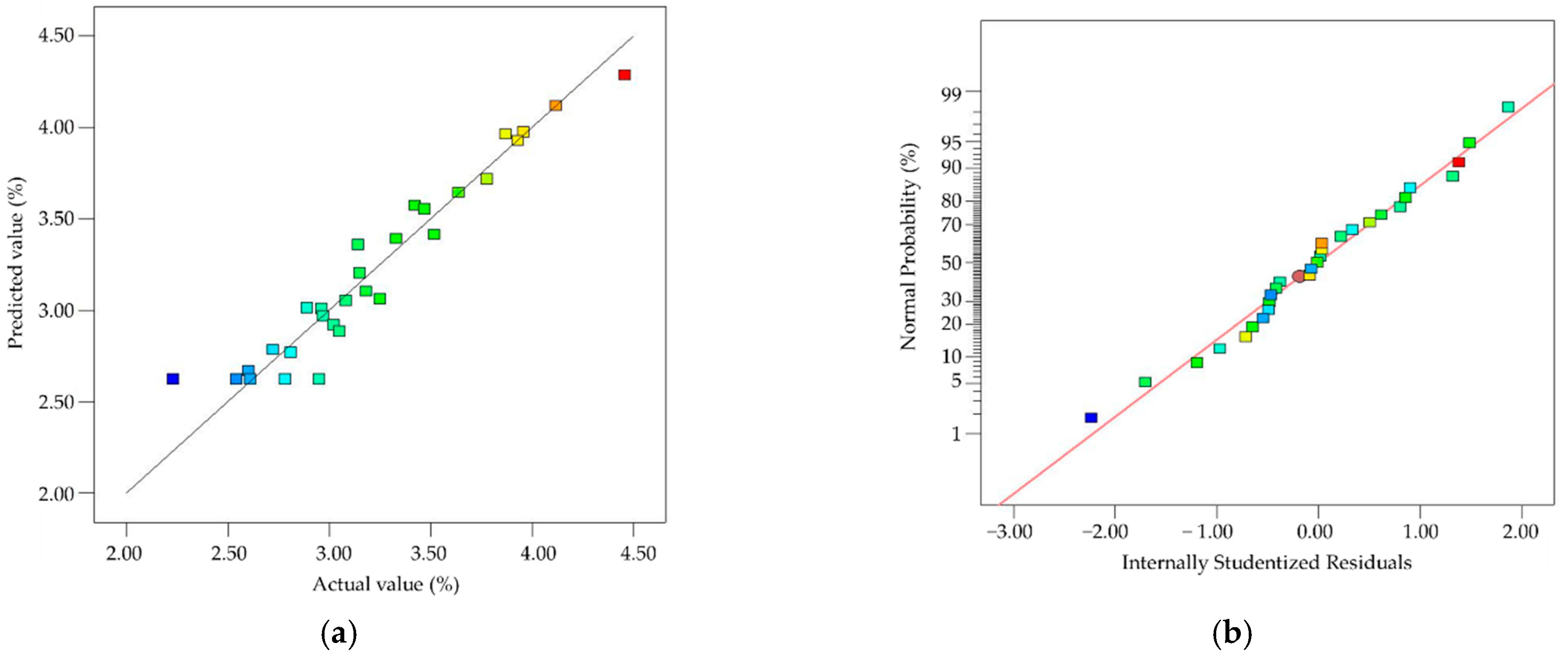
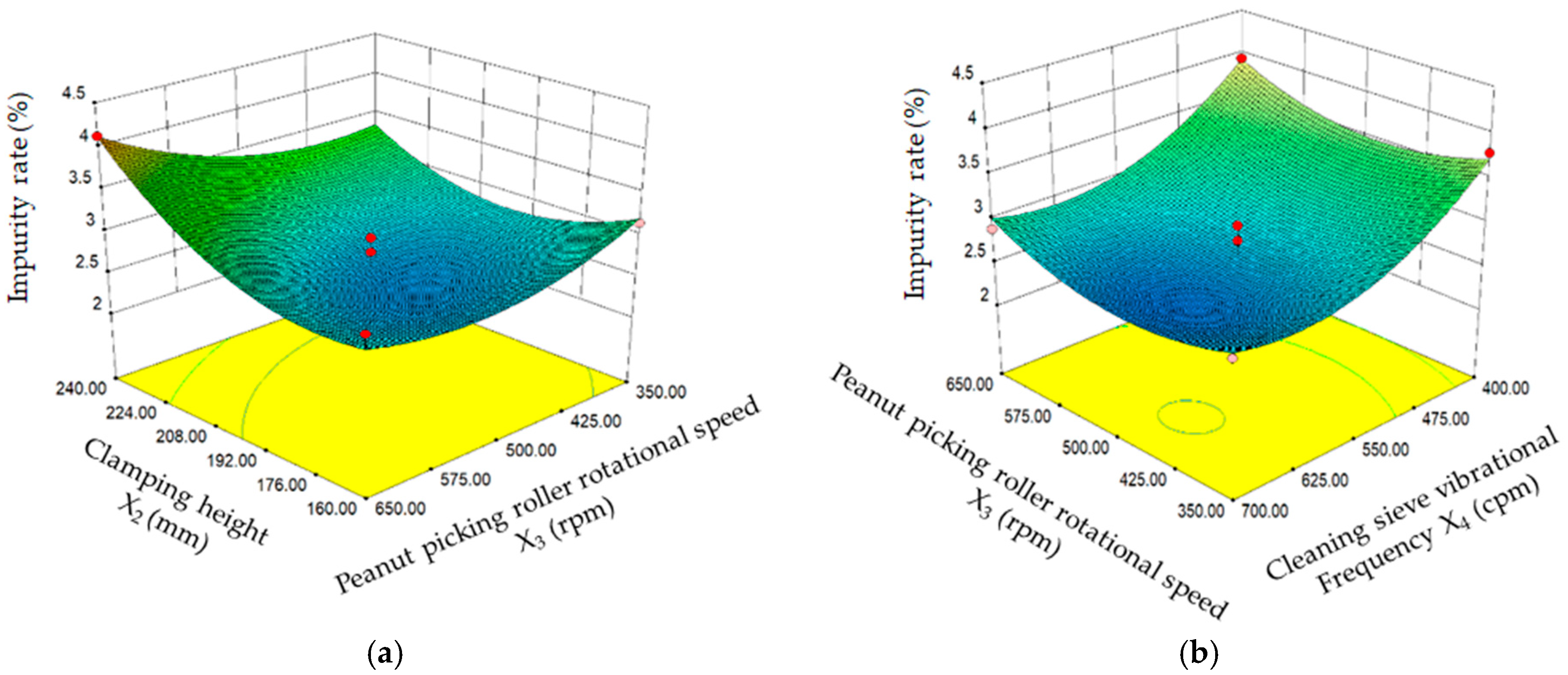
- (1)
- Establishment and significance test of the regression model of the impurity rate Y1
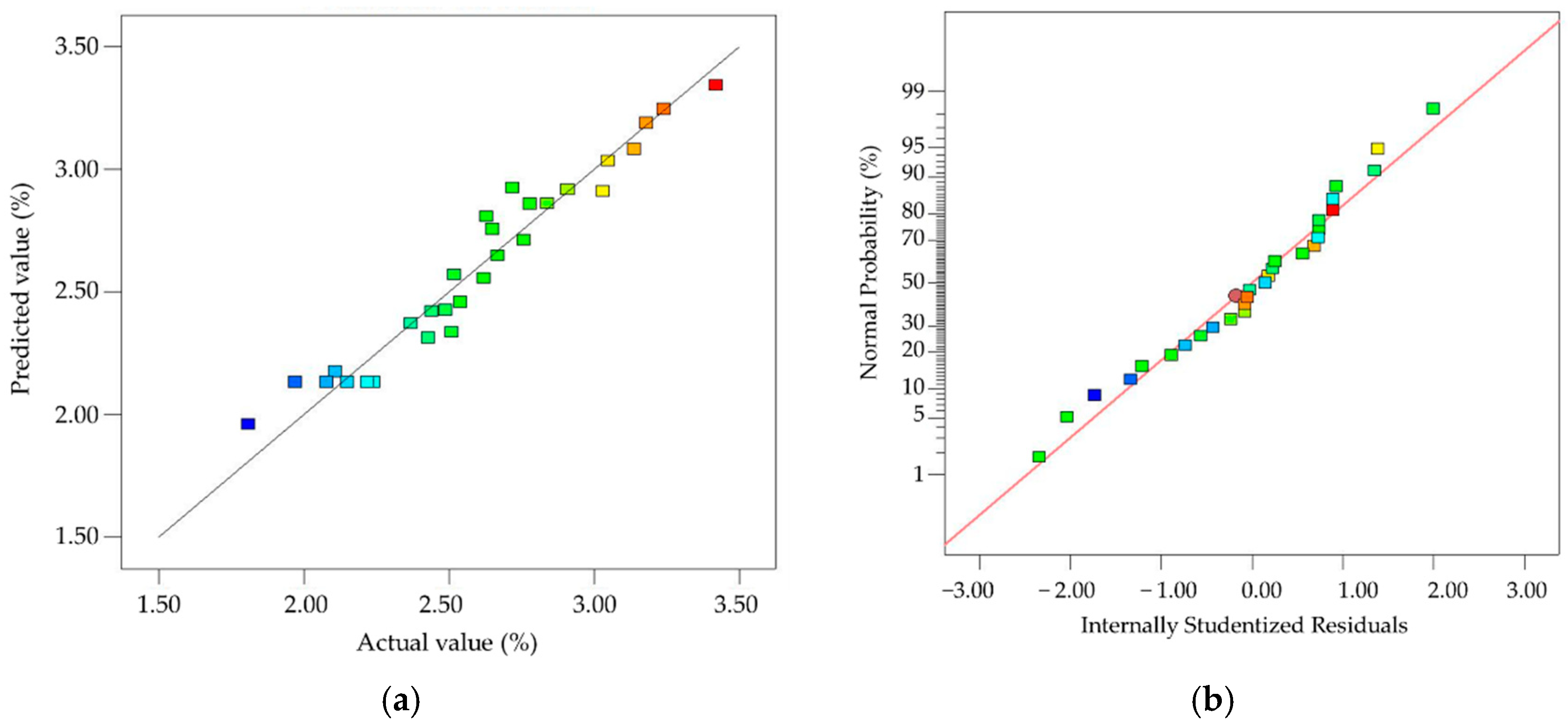
- (2)
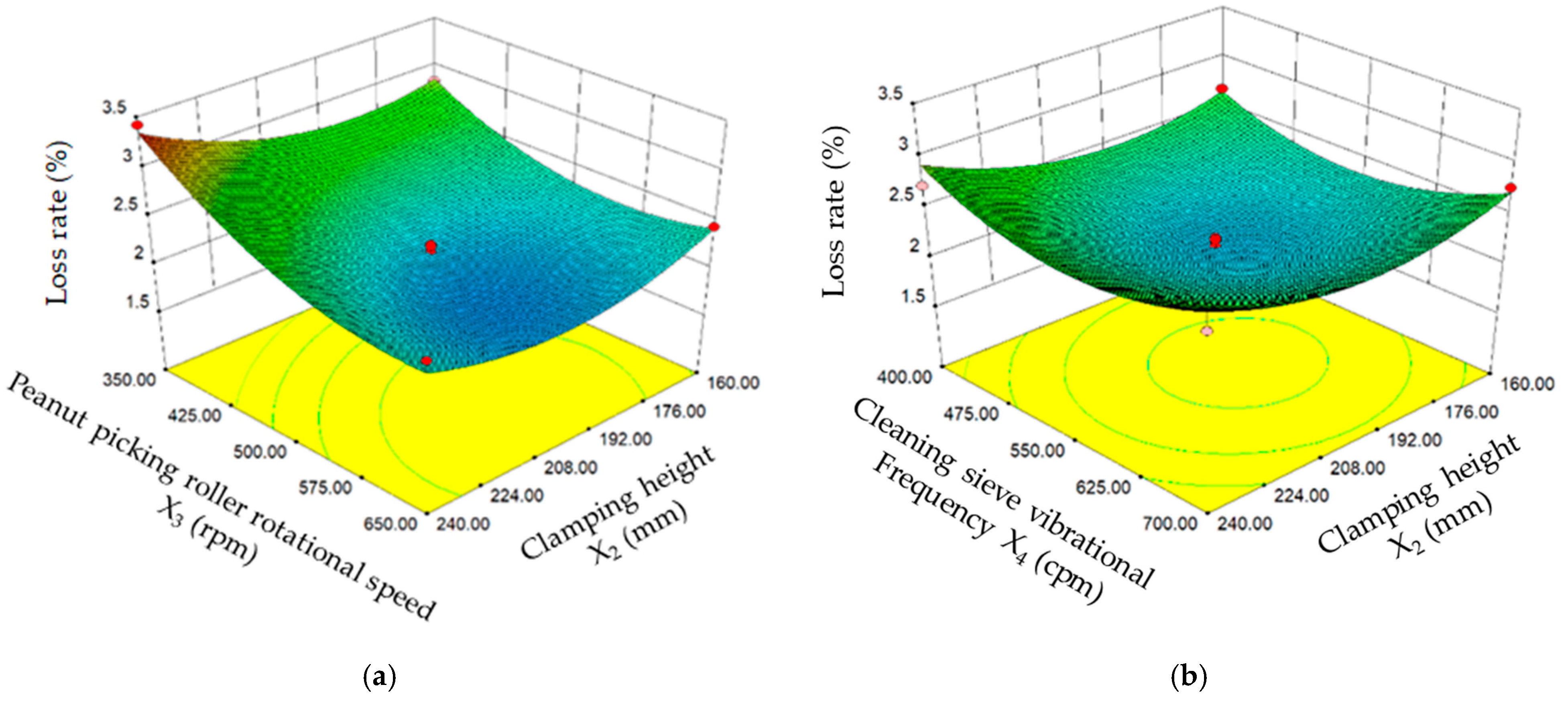
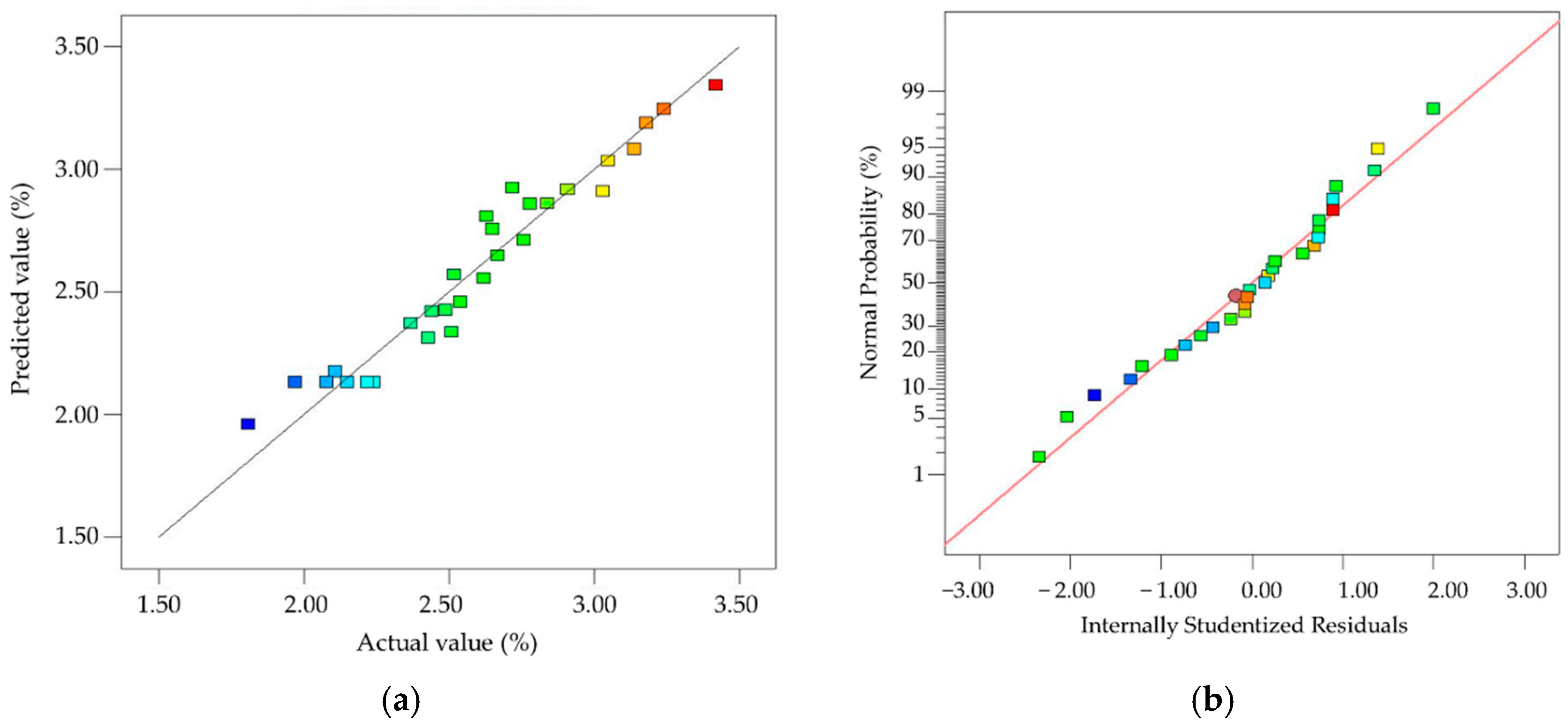
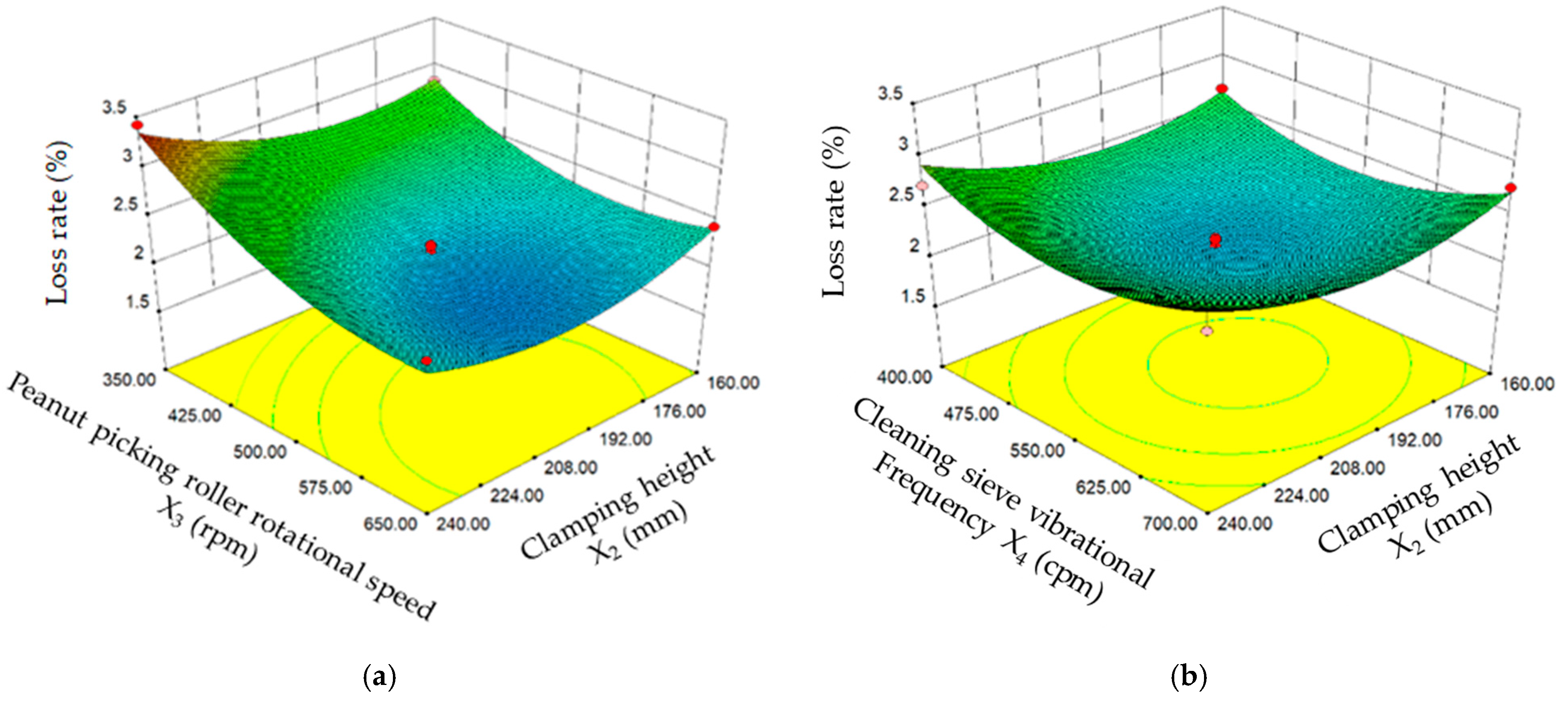
- Establishment and significance test of the regression model of the loss rate Y2
3.2.3. Multi-Objective Parameter Synthesis, Optimization, and Analysis
3.2.4. Experimental Validation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hu, Z.C. Study on Key Technologies of Half-Feed Peanut Combine Harvester. Ph.D. Thesis, Nanjing Agricultural University, Nanjing, China, 2011. [Google Scholar]
- Chen, Z.Y.; Gao, L.X.; Chen, C.; Butts, C.L. Analysis on Technology Status and Development of Peanut Harvest Mechanization of China and the United States. J. Chin. Agric. Mech. 2017, 48, 1–21. [Google Scholar]
- Gao, L.X.; Chen, Z.Y.; Chen, C.; Butts, C.L. Development course of peanut harvest mechanization technology of the United States and enlightenment to China. Trans. Chin. Agric. Eng. 2017, 33, 1–9. [Google Scholar]
- Shang, S.Q.; Li, G.Y.; Yang, R.B.; Sun, T.Z.; Wang, Y.Y.; Lian, G.Z. Development of 4HQL-2 type whole-feed peanut combine. Trans. Chin. Agric. Eng. 2009, 25, 125–130. [Google Scholar]
- Wang, D.W.; Shang, S.Q.; Han, K. Design and test of picking mechanism in 4HJL-2 peanut combines. Trans. Chin. Agric. Eng. 2013, 29, 15–25. [Google Scholar]
- Wang, D.W.; Shang, S.Q.; Zhao, D.J.; Zhu, H.J. Type-4HBL-4 two-ridges and four-lines semi-feeding self-propelled peanut combine harvester. J. Chin. Agric. Mech. 2013, 44, 86–92. [Google Scholar]
- Hu, Z.C.; Peng, B.L.; Yin, W.Q.; Wang, H.O.; Tian, L.J.; Hu, L.L. Design of 4LH2 type half-feed and self-propelled peanut combine. Trans. Chin. Agric. Eng. 2008, 24, 148–153. [Google Scholar]
- Zhang, Y.H.; Hu, Z.C.; Peng, B.L.; Zhang, J.; Shen, C. Design of 4HLB-4 type semi-feeding peanut combine. Int. Agric. Eng. J. 2018, 27, 80–86. [Google Scholar]
- Hu, Z.C.; Wang, H.O.; Wang, J.N.; Hu, L.L.; Tian, L.J.; Zhong, T. Experiment on 4HLB-2 Type half Feed peanut combine harvester. J. Chin. Agric. Mech. 2010, 41, 79–84. [Google Scholar]
- Hu, Z.C.; Wang, H.O.; Peng, B.L.; Chen, Y.Q.; Wu, F.; Zhang, Y.H. Optimized design and experiment on semi-feeding peanut picking device. J. Chin. Agric. Mech. 2012, 43, 131–136. [Google Scholar]
- Zhang, Y.H.; Tan, L.K. Design and test of semi-feeding test-bed for peanut pod picking. Trans. Chin. Agric. Eng. 2017, 33, 42–50. [Google Scholar]
- Shi, L.; Wang, B.; Hu, Z.; Yang, H. Mechanism and Experiment of Full-Feeding Tangential-Flow Picking for Peanut Harvesting. Agriculture 2022, 12, 1448. [Google Scholar] [CrossRef]
- Wang, B.K.; Gu, F.W.; Cao, M.Z.; Xie, H.; Wu, F.; Peng, B.; Hu, Z. Analysis and Evaluation of the Influence of Different Drum Forms of Peanut Harvester on Pod-Pickup Quality. Agriculture 2022, 12, 769. [Google Scholar] [CrossRef]
- Wang, D.W.; Shang, S.Q.; Han, K. Design and test of 4HJL-2 harvester for peanut picking-up and peanut-picking. Trans. Chin. Agric. Eng. 2013, 29, 27–36. [Google Scholar]
- Gao, L.X.; Su, Z.; Chen, Z.Y.; Liu, Z.X.; Lü, C.Y. Design and experiment of double-roller semi-feeding peanut picking device for breeding in mini type area. J. Chin. Agric. Mech. 2016, 47, 93–98. [Google Scholar] [CrossRef]
- Guan, M.; Chen, Z.Y.; Gao, L.X.; Liu, Z.X.; Cheng, J.; Zhang, X.D. Multifunctional modular full-feeding peanut picking testing device. J. Chin. Agric. Mech. 2015, 46, 88–94. [Google Scholar]
- Chen, Z.Y.; Guan, M.; Gao, L.X.; Chen, L.J.; Ma, F.; Dong, H.S. Design and test on axial flow peanut picking device with screw bending-tooth. J. Chin. Agric. Mech. 2016, 47, 106–113. [Google Scholar] [CrossRef]
- Gao, L.X.; Li, X.Q.; Guan, M.; Chen, J.; Zhang, X.D.; Liu, Z.X. Design and test on cleaning device of peanut pods with double air-suction inlets with vibration screen. J. Chin. Agric. Mech. 2015, 46, 110–117. [Google Scholar]
- Wang, B.; Hu, Z.C.; Peng, B.L.; Zhang, Y.H.; Gu, F.W.; Shi, L.L.; Gao, X.M. Structure operation parameter optimization for elastic steel pole oscillating screen of semi-feeding four rows peanut combine harvester. Trans. Chin. Agric. Eng. 2017, 33, 20–28. [Google Scholar]
- Johnson, J.K. Contact Mechanics; Cambridge University Press: London, UK, 1985. [Google Scholar]
- Kanafojski, C.; Karwowski, T. Corp-Harvesting Machines; Cao, C.W.; Wu, C.J.; Ke, B.K., Translators; China Agricultural Machinery Press: Beijing, China, 1983. [Google Scholar]
- JBT13076-2017; Mechanical Industry Standard of the People’s Republic of China—Peanut Combine Harvester. National Agricultural Machinery Standardization Technical Committee: Beijing, China, 2017.
- NY/T 993-2006; Agricultural Industry Standard of the People’s Republic of China—Operation Quality of Peanut Picker. Ministry of Agriculture of the People’s Republic of China: Beijing, China, 2006.
- Su, Z. Study on Semi-Feeding Peanut Picker with Double-Roller Breeding Testing Device. Master’s Thesis, Shenyang Agricultural University, Shenyang, China, 2016. [Google Scholar]
- Yu, Z.Y.; Hu, Z.C.; Wang, H.O.; Peng, B.L.; Xie, H.X.; Wu, F. Design and testing of head-stem segregation equipment for garlic. Trans. Chin. Agric. Eng. 2013, 29, 7–15. [Google Scholar]
- Yu, Z.Y.; Hu, Z.C.; Wang, H.O.; Peng, B.L.; Xie, H.X.; Wu, F. Parameters optimization and experiment of garlic picking mechanism. Trans. Chin. Agric. Eng. 2015, 31, 40–46. [Google Scholar]
- Lü, X.R.; Lü, X.L.; Wang, T.Y.; Zhang, X.Q.; Zhang, L.H. Virtual simulation and experimental research of half-feed peanut picker. J. Northwest A F Univ. 2017, 45, 190–196. [Google Scholar]
- Yu, Z.Y.; Hu, Z.C.; Cao, M.Z.; Wang, S.Y.; Zhang, P.; Peng, B.L. Design of cleaning mechanism of tangential flow peanut full feeding combine. Trans. Chin. Agric. Eng. 2019, 47, 29–37. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Test Level | Other Parameters | |||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | ||
| v (m·s−1) | 0.6 | 0.9 | 1.2 | 1.5 | H = 190, r = 500, f = 600 |
| H (mm) | 160 | 190 | 220 | 250 | v = 0.9, r = 500, f = 600 |
| r (rpm) | 350 | 450 | 550 | 650 | v = 0.9, H = 190, f = 600 |
| f (cpm) | 400 | 500 | 600 | 700 | v = 0.9, H = 190, r = 500 |
| Factors | Code | Test Level | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| v (m·s−1) | X1 | 0.7 | 1.0 | 1.3 |
| H (mm) | X2 | 160 | 200 | 240 |
| r (rpm) | X3 | 400 | 500 | 600 |
| f (cpm) | X4 | 500 | 600 | 700 |
| No. | Levels | Response Values | ||||
|---|---|---|---|---|---|---|
| Forward Speed X1 | Clamping Height X2 | Peanut Picking Roller Rotational Speed X3 | Cleaning Sieve Vibrational Frequency X4 | Impurity Rate Y1 (%) | Loss Rate Y2 (%) | |
| 1 | −1 | −1 | 0 | 0 | 2.96 | 2.11 |
| 2 | −1 | 1 | 0 | 0 | 3.33 | 2.62 |
| 3 | −1 | 0 | 1 | 0 | 3.08 | 1.81 |
| 4 | 0 | 1 | 1 | 0 | 4.12 | 2.43 |
| 5 | 0 | 0 | 0 | 0 | 2.54 | 1.97 |
| 6 | 0 | 1 | −1 | 0 | 3.14 | 3.42 |
| 7 | −1 | 0 | 0 | 1 | 2.81 | 2.54 |
| 8 | 0 | 0 | −1 | −1 | 3.78 | 3.18 |
| 9 | 0 | −1 | −1 | 0 | 3.15 | 2.84 |
| 10 | 1 | 0 | 0 | −1 | 3.87 | 3.05 |
| 11 | 0 | 0 | 0 | 0 | 2.61 | 2.08 |
| 12 | 0 | 1 | 0 | −1 | 4.46 | 2.72 |
| 13 | 0 | −1 | 0 | −1 | 3.64 | 2.67 |
| 14 | 1 | 0 | −1 | 0 | 3.18 | 3.24 |
| 15 | −1 | 0 | 0 | −1 | 3.42 | 2.51 |
| 16 | 0 | 0 | 0 | 0 | 2.23 | 2.24 |
| 17 | 1 | 0 | 1 | 0 | 3.47 | 2.52 |
| 18 | −1 | 0 | −1 | 0 | 3.25 | 2.65 |
| 19 | 0 | 0 | 1 | −1 | 3.93 | 2.37 |
| 20 | 0 | 0 | −1 | 1 | 2.72 | 3.14 |
| 21 | 0 | 0 | 1 | 1 | 2.89 | 2.49 |
| 22 | 0 | −1 | 1 | 0 | 3.05 | 2.44 |
| 23 | 1 | 0 | 0 | 1 | 3.02 | 2.78 |
| 24 | 0 | 0 | 0 | 0 | 2.78 | 2.15 |
| 25 | 1 | 1 | 0 | 0 | 3.96 | 3.03 |
| 26 | 0 | −1 | 0 | 1 | 2.6 | 2.76 |
| 27 | 0 | 0 | 0 | 0 | 2.95 | 2.22 |
| 28 | 0 | 1 | 0 | 1 | 3.52 | 2.63 |
| 29 | 1 | −1 | 0 | 0 | 2.97 | 2.91 |
| Source | Impurity Rate Y1/% | Loss Rate Y2/% | ||||||
|---|---|---|---|---|---|---|---|---|
| Sum of Squares | Df | F-Value | p-Value | Sum of Squares | Df | F-Value | p-Value | |
| Model | 7.202 | 14 | 13.36 | <0.0001 ** | 4.221 | 14 | 16.49 | <0.0001 ** |
| X1 | 0.219 | 1 | 5.68 | 0.0319 * | 0.902 | 1 | 49.33 | <0.0001 ** |
| X2 | 1.442 | 1 | 37.45 | <0.0001 ** | 0.105 | 1 | 5.72 | 0.0314 * |
| X3 | 0.145 | 1 | 3.77 | 0.0725 | 1.621 | 1 | 88.63 | <0.0001 ** |
| X4 | 2.558 | 1 | 66.43 | <0.0001 ** | 0.002 | 1 | 0.12 | 0.7378 |
| X1X2 | 0.096 | 1 | 2.50 | 0.1365 | 0.038 | 1 | 2.08 | 0.1713 |
| X1X3 | 0.053 | 1 | 1.37 | 0.2607 | 0.004 | 1 | 0.20 | 0.6640 |
| X1X4 | 0.014 | 1 | 0.37 | 0.5506 | 0.023 | 1 | 1.23 | 0.2860 |
| X2X3 | 0.292 | 1 | 7.57 | 0.0156 * | 0.087 | 1 | 4.76 | 0.0467 * |
| X2X4 | 0.002 | 1 | 0.06 | 0.8026 | 0.008 | 1 | 0.44 | 0.5165 |
| X3X4 | 0.000 | 1 | 0.00 | 0.9601 | 0.006 | 1 | 0.35 | 0.5635 |
| X12 | 0.430 | 1 | 11.16 | 0.0049 ** | 0.267 | 1 | 14.58 | 0.0019 ** |
| X22 | 1.342 | 1 | 34.85 | <0.0001 ** | 0.599 | 1 | 32.78 | <0.0001 ** |
| X32 | 0.633 | 1 | 16.43 | 0.0012 ** | 0.575 | 1 | 31.45 | <0.0001 ** |
| X42 | 1.171 | 1 | 30.41 | <0.0001 ** | 0.734 | 1 | 40.17 | <0.0001 ** |
| Residual | 0.539 | 14 | 0.256 | 14 | ||||
| Lack of Fit | 0.246 | 10 | 0.34 | 0.9264 | 0.207 | 10 | 1.70 | 0.3205 |
| Pure Error | 0.293 | 4 | 0.049 | 4 | ||||
| Total | 7.741 | 28 | 4.477 | 28 | ||||
| Item | Impurity Rate Y1 (%) | Loss Rate Y2 (%) |
|---|---|---|
| Average Test Value | 2.62 | 2.05 |
| Optimal Value | 2.53 | 1.97 |
| Relative Error (%) | 3.5 | 4.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Q.; Yu, Z.; Zhang, Y.; Li, J.; Peng, B.; Wang, B.; Hu, Z. Experimental Study of a 4HLB-4 Half-Feed Four-Row Peanut Combine Harvester. Agronomy 2022, 12, 3094. https://doi.org/10.3390/agronomy12123094
Wang Q, Yu Z, Zhang Y, Li J, Peng B, Wang B, Hu Z. Experimental Study of a 4HLB-4 Half-Feed Four-Row Peanut Combine Harvester. Agronomy. 2022; 12(12):3094. https://doi.org/10.3390/agronomy12123094
Chicago/Turabian StyleWang, Qinghua, Zhaoyang Yu, Yanhua Zhang, Junhao Li, Baoliang Peng, Bing Wang, and Zhichao Hu. 2022. "Experimental Study of a 4HLB-4 Half-Feed Four-Row Peanut Combine Harvester" Agronomy 12, no. 12: 3094. https://doi.org/10.3390/agronomy12123094
APA StyleWang, Q., Yu, Z., Zhang, Y., Li, J., Peng, B., Wang, B., & Hu, Z. (2022). Experimental Study of a 4HLB-4 Half-Feed Four-Row Peanut Combine Harvester. Agronomy, 12(12), 3094. https://doi.org/10.3390/agronomy12123094