
Evaluation of the Performance of Dual Polyelectrolyte Systems on the Re-Flocculation Ability of Calcium Carbonate Aggregates in Turbulent Environment



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methodology
3. Results and Discussion
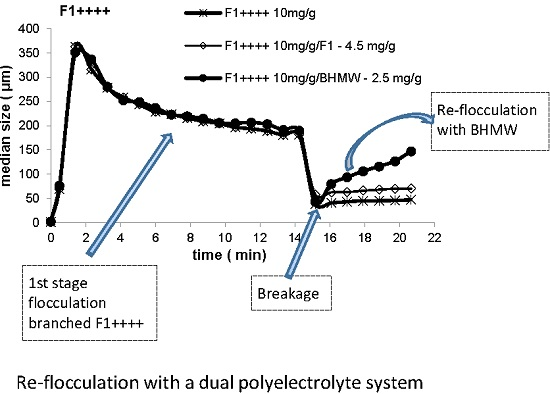
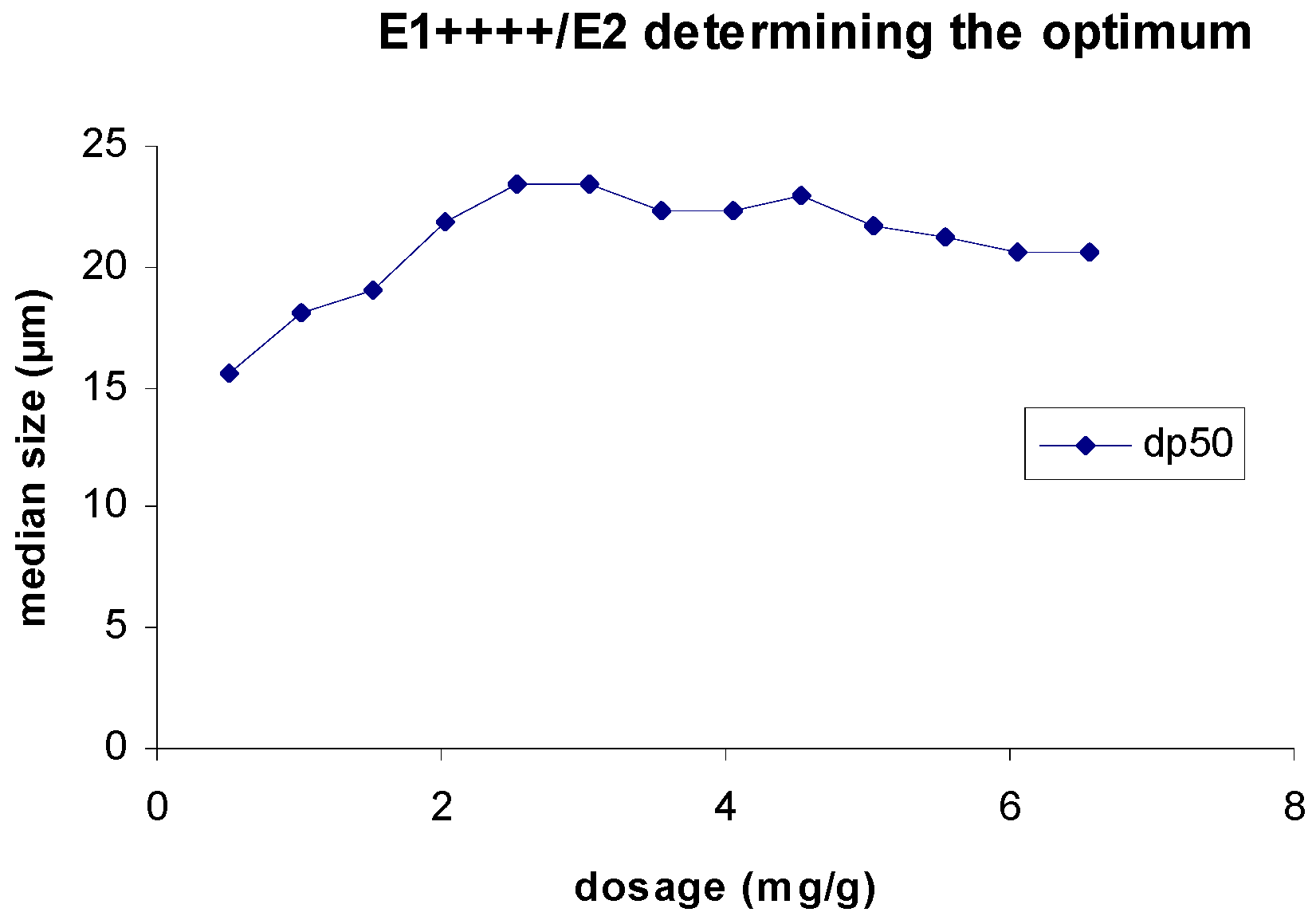
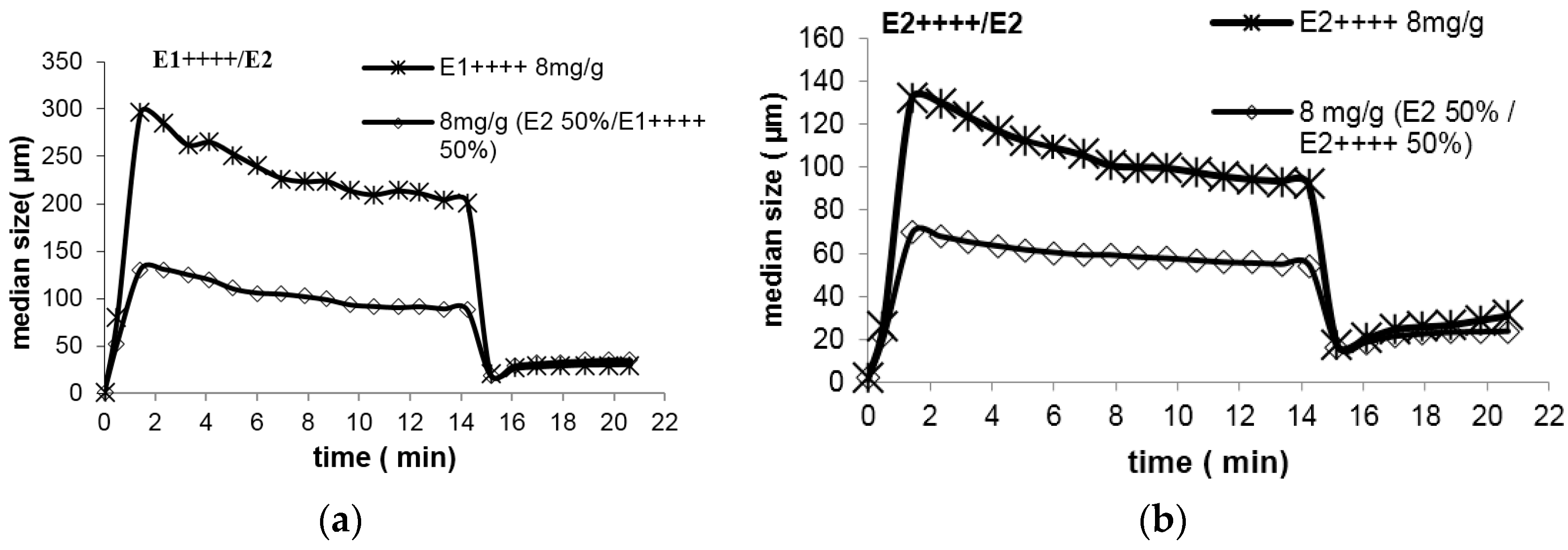
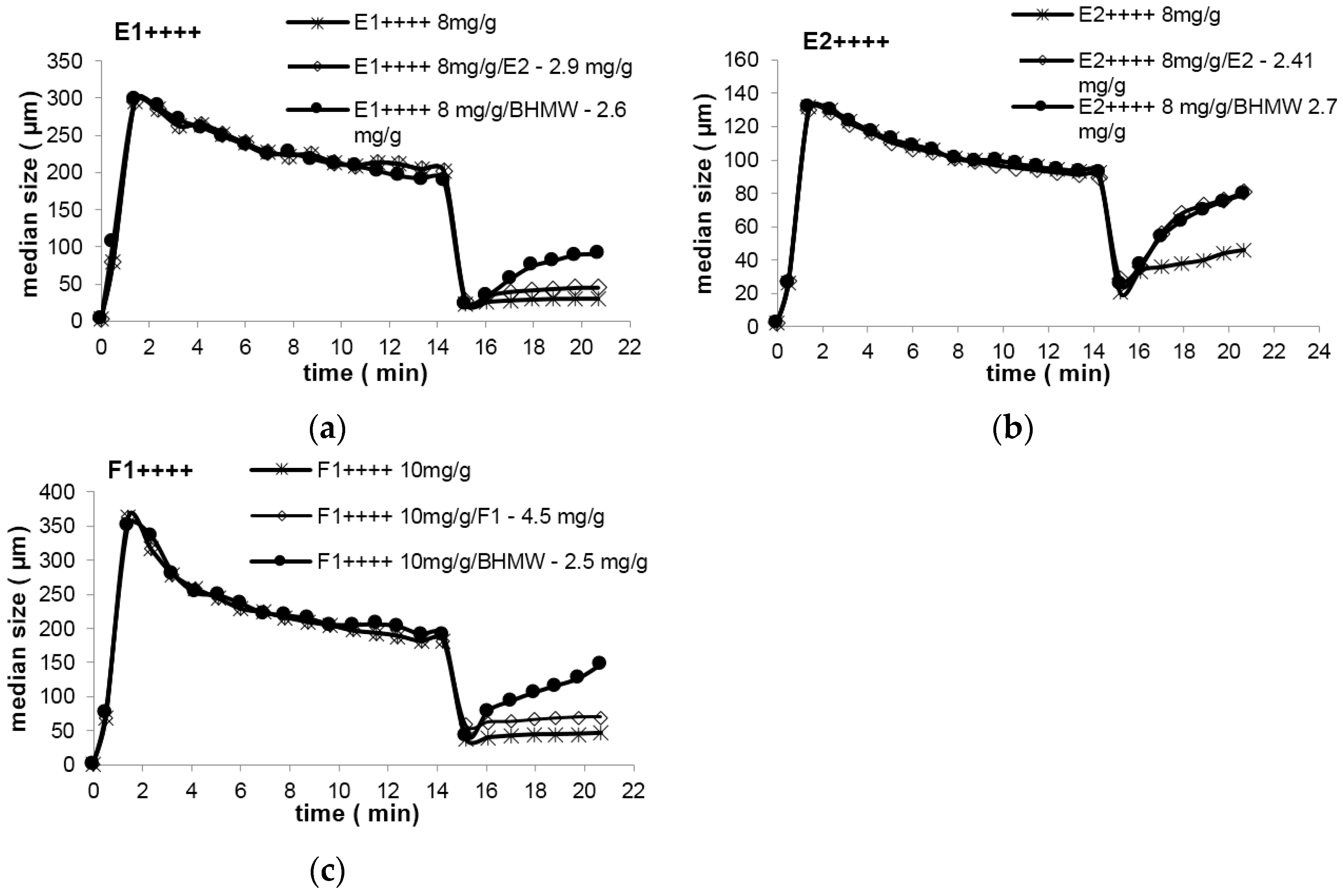
3.1. Re-Flocculation with Dual Polyelectrolyte Systems
3.2. Re-Flocculation Induced by Bentonite
4. Conclusions
- Re-flocculation of floc formed with branched PEL can be significantly improved by using dual systems;
- Re-flocculation is only improved if the re-flocculation additive is added after floc breakage;
- When the flocs are initially formed based on the bridging mechanism, re-flocculation is most improved if the patching mechanism is induced during the re-flocculation process, that is, if both mechanisms coexist during that stage. Thus, if a linear, high charge density polymer is used as re-flocculation additive, after floc break-up, the re-flocculation process is more effective;
- Floc become more compact after re-flocculation with the dual polymers system, confirming that the patching mechanism was induced during this stage;
- The inorganic particles lead, in general, to higher re-flocculation efficiencies and more compact floc. However, we must be aware that for certain processes/products it is not convenient the addition of a second type of inorganic material, considering the targeted final product characteristics.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Eklund, D.; Lindström, T. Paper Chemistry: An Introduction; DT paper science publications: Grankulle, Finland, 1991. [Google Scholar]
- Unbehend, J.E. Wet end chemistry of retention, drainage and formation aids. In Pulp and Paper Manufacture, Stock Preparation, 3rd ed.; Hagemeyer, R.V., Monson, D.W., Kocurek, M.J., Eds.; Tappi Press: Atlanta, GA, USA, 1992; Volume 6, pp. 112–157. [Google Scholar]
- Blanco, A.; Negro, C.; Fuente, E.; Tijero, J. Effect of shearing forces and flocculant overdose on filler flocculation mechanisms and flocs properties. Ind. Eng. Chem. Res. 2005, 44, 9105–9112. [Google Scholar] [CrossRef]
- Cadotte, M.; Tellier, M.E.; Blanco, A.; Fuente, E.; van de Ven, T.G.M.; Paris, J. Flocculation, retention and drainage in papermaking: A comparative study of polymeric additives. Can. J. Chem. Eng. 2007, 85, 240–248. [Google Scholar] [CrossRef]
- Nasser, M.S.; Twaiq, F.A.; Onaizi, S.A. Effect of polyelectrolytes on the degree of flocculation of papermaking suspensions. Sep. Purif. Technol. 2013, 103, 43–52. [Google Scholar] [CrossRef]
- Svedberg, A.; Lindstrom, T. Improvement of the retention-formation relationship using three-component retention aid systems. Nord. Pulp Pap. Res. J. 2012, 27, 86–92. [Google Scholar] [CrossRef]
- Yoon, S.; Deng, Y. Flocculation and reflocculation of clay suspension by different polymer systems under turbulent conditions. J. Colloid Interface Sci. 2004, 278, 139–145. [Google Scholar] [CrossRef] [PubMed]
- Swerin, A.; Risinger, L.; Ödberg, L. Flocculation in suspensions of microcrystalline cellulose by microparticle retention aid systems. J. Pulp. Pap. Sci. 1997, 23, 374–381. [Google Scholar]
- Spicer, P.T.; Pratsinis, S.E.; Raper, J.; Amal, R.; Bushell, G.; Meesters, G. Effect of shear schedule on particle size, density and structure during flocculation in stirred tanks. Powder Technol. 1998, 97, 26–34. [Google Scholar] [CrossRef]
- Biggs, S.; Habgood, M.; Jameson, G.J.; Yan, Y. Aggregate structures formed via a bridging flocculation mechanism. Chem. Eng. J. 2000, 80, 13–22. [Google Scholar] [CrossRef]
- Rasteiro, M.G.; Garcia, F.A.P.; Ferreira, P.; Blanco, A.; Negro, C.; Antunes, E. The use of LDS as a tool to evaluate flocculation mechanisms. Chem. Eng. Process. 2008, 47, 1329–1338. [Google Scholar] [CrossRef]
- Nasser, M.S. Characterization of floc size and effective floc density of industrial papermaking suspensions. Sep. Purif. Technol. 2014, 122, 495–505. [Google Scholar] [CrossRef]
- Gregory, J. The action of polymeric flocculants in flocculation, sedimentation and consolidation. In Proceedings of the Engineering Foundation Conference 1985, Sea Island, GA, USA, 27 January–1 February 1985; Moudgil, B.M., Somasundaran, P., Eds.; 1985; pp. 125–137. [Google Scholar]
- Berlin, A.A.; Kislenko, V.N. Kinetic model of suspension flocculation by polymers. Colloids Surfaces 1995, 104, 67–72. [Google Scholar] [CrossRef]
- Bremmell, K.E.; Jameson, G.J.; Biggs, S. Kinetic polyelectrolyte adsorption at the solid/liquid interface interaction forces and stability. Colloids Surfaces 1998, 139, 199–211. [Google Scholar] [CrossRef]
- Antunes, E.; Garcia, F.A.P.; Ferreira, P.; Blanco, A.; Negro, C.; Rasteiro, M.G. Effect of water cationic content on flocculation, flocs resistance and reflocculation capacity of PCC induced by polyelectrolytes. Ind. Eng. Chem. Res. 2008, 47, 6006–6013. [Google Scholar] [CrossRef]
- Rasteiro, M.G.; Pinheiro, I.; Garcia, F.A.P.; Ferreira, P.; Hunkeler, D. Using light scattering to screen polyelectrolytes (PEL) performance in flocculation. Polymers 2011, 3, 915–927. [Google Scholar] [CrossRef]
- Norell, M.; Johansson, K.; Persson, M. Retention and drainage. In Papermaking Chemistry, Papermaking Science and Technology; Neimo, L., Ed.; Tappi Press: Helsinki, Finland, 1999; Volume 4, pp. 43–77. [Google Scholar]
- Blanco, A.; Fuente, E.; Negro, C.; Tijero, J. Flocculation monitoring: Focused beam reflectance measurement as a measurement tool. Can. J. Chem. Eng. 2002, 80, 734–740. [Google Scholar] [CrossRef]
- Rasteiro, M.G.; Garcia, F.A.P.; Ferreira, P.; Blanco, A.; Negro, C.; Antunes, E. Evaluation of flocs resistance and reflocculation capacity using the LDS technique. Powder Technol. 2008, 183, 231–238. [Google Scholar] [CrossRef]
- Fan, A.; Turro, N.J.; Somasundaran, P.A. Study of dual polymer flocculation. Colloids Surfaces A Physicochem. Eng. Asp. 2000, 162, 141–148. [Google Scholar] [CrossRef]
- Petzold, G.; Schwarz, S. Polyelectrolyte complexes in flocculation applications. Adv. Polym. Sci. 2014, 256, 25–66. [Google Scholar]
- Antunes, E.; Garcia, F.A.P.; Blanco, A.; Negro, C.; Rasteiro, M.G. Evaluation of the flocculation and re-flocculation performance of a system with calcium carbonate, cationic acrylamide co-polymers and bentonite microparticles. Ind. Eng. Chem. Res. 2015, 54, 198–206. [Google Scholar] [CrossRef]
- Hernandez Barajas, J.; Wandrey, C.; Hunkeler, D.J. Polymer flocculants with improved dewatering characteristics. U.S. Patent 6,667,374 B1, 12 March 2003. [Google Scholar]
- Hernandez Barajas, J.; Wandrey, C.; Hunkeler, D.J. Polymer flocculants with improved dewatering characteristics. U.S. Patent 6,617,402 B2, 9 September 2003. [Google Scholar]
- Hernandez Barajas, J.; Wandrey, C.; Hunkeler, D.J. Polymer flocculants with improved dewatering characteristics. U.S. Patent 6,294,622 B1, 25 September 2001. [Google Scholar]
- Kulicke, W.M.; Clasen, C. Viscosimetry of Polymers and Polyelectrolytes; Springer Verlag: Berlin, Germany, 2004. [Google Scholar]
- Bourdillon, L.; Hunkeler, D.; Wandrey, C. The analytical ultracentrifuge for the characterization of polydisperse polyelectrolytes. Prog. Colloids Polym. Sci. 2006, 131, 141–149. [Google Scholar]
- Liao, J.Y.H.; Selomulya, C.; Bushell, G.; Bickert, G.; Amal, R. On different approaches to estimate the mass fractal dimension of coal aggregates. Part. Part. Syst. Charact. 2005, 22, 299–309. [Google Scholar] [CrossRef]
- Tanaka, H.; Swerin, A.; Ödberg, L. Cleavage of polymer chain during transfer of cationic polyacrylamide from cellulose fibers to polystyrene latex. J. Colloid Interface Sci. 1992, 153, 13–22. [Google Scholar] [CrossRef]
- Antunes, E.; Garcia, F.A.P.; Ferreira, P.; Blanco, A.; Negro, C.; Rasteiro, M.G. Use of new branched C-PAMs to improve retention and drainage in papermaking. Ind. Eng. Chem. Res. 2008, 47, 9370–9375. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Initial branched polymer alpine floc™ | Intrinsic viscosity—IV a (mL/g) | Cationic content (w/w %) | Optimum dosage of branched PEL (mg PEL/g PCC) | Linear re-flocculation polymer alpine floc™ | Intrinsic viscosity—IV a (mL/g) | Molecular weight (g/mol) × 10−6 | Cationic content (w/w %) |
|---|---|---|---|---|---|---|---|
| E1++++ | 1,772 | 42.8 | 8 | E2 | 1,550 | 0.13 | 47.3 |
| E2++++ | 977 | 43.2 | 8 | F1 | 1,399 | 4.2 | 35.2 |
| F1++++ | 914 | 34.4 | 10 | BHMW | 3,050 | 7.2 | 80.0 |
| Pair of branched/linear PEL | E1++++/E2 | E1++++/BHMW | E2++++/E2 | E2++++/BHMW | F1++++/F1 | F1++++/BHMW |
|---|---|---|---|---|---|---|
| Range of concentration of linear PEL (mg PEL/g PCC) | 1–4 | 2.5–5 | 0.95–4 | 1–4.5 | 2.5–6.5 | 2.5–4.5 |
| Primary flocculant concentration (mg/g PCC) | Re-flocculation aid (mg/g PCC) | d50 after 1st flocculation stage (µm) | d50 after re-flocculation (µm) | SE after 1st flocculation stage | SE after re-flocculation | Re-flocculation % |
|---|---|---|---|---|---|---|
| E1++++ (8 mg/g) | – | 198.7 | 40.2 | 2.27 | 2.42 | 8 |
| E1++++ (8 mg/g) | E2 (2.9 mg/g) | 198.1 | 41.2 | 2.28 | 2.38 | 14 |
| E1++++/E2 (50/50) 8 mg/g | – | 54.3 | 24 | – | 2.37 | 14 |
| E1++++ (8 mg/g) | BHMW (2.6 mg/g) | 191.2 | 95.5 | 2.27 | 2.33 | 40 |
| E1++++ (8 mg/g) | Bentonite (2.5 mg/g) | 191.8 | 159.1 | 2.26 | 2.59 | 70 |
| E1++++ (8 mg/g) | Bentonite (25 mg/g) | 191.8 | 80.5 | 2.26 | 2.0 | 29 |
| E2++++ (8 mg/g) | – | 123.2 | 60.1 | 2.38 | 2.53 | 26 |
| E2++++ (8 mg/g) | E2 (2.41 mg/g) | 120.5 | 96.1 | 2.39 | 2.48 | 48 |
| E2++++/E2 (50/50) 8 mg/g | – | 88.0 | 34.9 | – | – | 18 |
| E2++++ (8 mg/g) | BHMW (2.7 mg/g) | 120.2 | 94.0 | 2.34 | 2.37 | 46 |
| E2++++ (8 mg/g) | Bentonite (2.5 mg/g) | 128.3 | 120.1 | 2.38 | 2.78 | 62 |
| E2++++ (8 mg/g) | Bentonite (25 mg/g) | 128.3 | 67.1 | 2.38 | 2.1 | 21 |
| F1++++ (10 mg/g) | – | 199.3 | 45.9 | 2.19 | 2.30 | 6 |
| F1++++ (10 mg/g) | F1 (4.5 mg/g) | 197.6 | 69.9 | 2.17 | 1.96 | 7 |
| F1++++/F1 (50/50) 10 mg/g | – | 129.7 | 29.1 | – | – | 7 |
| F1++++ (10 mg/g) | BHMW (2.5 mg/g) | 183.2 | 146.9 | 2.18 | 2.32 | 57 |
| F1++++ (10 mg/g) | Bentonite (2.5 mg/g) | 199.4 | 145.6 | 2.16 | 2.60 | 58 |
| F1++++ (10 mg/g) | Bentonite (25 mg/g) | 199.4 | 79.8 | 2.16 | 2.05 | 25 |
© 2016 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rasteiro, M.G.; Garcia, F.A.; Hunkeler, D.; Pinheiro, I. Evaluation of the Performance of Dual Polyelectrolyte Systems on the Re-Flocculation Ability of Calcium Carbonate Aggregates in Turbulent Environment. Polymers 2016, 8, 174. https://doi.org/10.3390/polym8050174
Rasteiro MG, Garcia FA, Hunkeler D, Pinheiro I. Evaluation of the Performance of Dual Polyelectrolyte Systems on the Re-Flocculation Ability of Calcium Carbonate Aggregates in Turbulent Environment. Polymers. 2016; 8(5):174. https://doi.org/10.3390/polym8050174
Chicago/Turabian StyleRasteiro, Maria G., Fernando A. Garcia, David Hunkeler, and Ineide Pinheiro. 2016. "Evaluation of the Performance of Dual Polyelectrolyte Systems on the Re-Flocculation Ability of Calcium Carbonate Aggregates in Turbulent Environment" Polymers 8, no. 5: 174. https://doi.org/10.3390/polym8050174
APA StyleRasteiro, M. G., Garcia, F. A., Hunkeler, D., & Pinheiro, I. (2016). Evaluation of the Performance of Dual Polyelectrolyte Systems on the Re-Flocculation Ability of Calcium Carbonate Aggregates in Turbulent Environment. Polymers, 8(5), 174. https://doi.org/10.3390/polym8050174