
Bioethanol from Miscanthus × giganteus: A Comparative Study of Different Pretreatment Technologies

 ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Feedstock
2.2. Microbial Producer
2.3. Pretreatment
- (1)
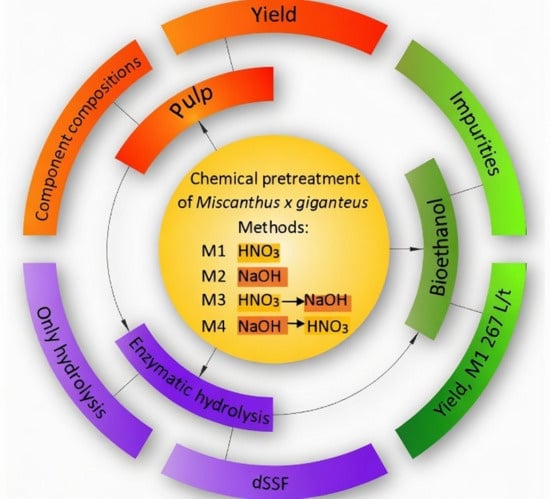
- Method 1: Pretreatment of Miscanthus × giganteus in one stage with a 4 wt% nitric-acid solution for 8 h to yield pulp 1;
- (2)
- Method 2: Pretreatment of Miscanthus × giganteus in one stage with a 4 wt% sodium hydroxide solution for 8 h to yield pulp 2;
- (3)
- Method 3: Pretreatment of Miscanthus × giganteus in two stages with a 4 wt% nitric-acid solution for 10 h first and then, after water washing, with a 4 wt% sodium hydroxide solution for 2 h to yield pulp 3;
- (4)
- Method 4: Pretreatment of Miscanthus × giganteus in two stages with a 4 wt% sodium hydroxide solution for 10 h first and then, after water washing, with a 4 wt% nitric-acid solution for 2 h to yield pulp 4.
2.4. Reactivity to Enzymatic Hydrolysis
2.5. Simultaneous Saccharification and Fermentation with Delayed Inoculation (dSSF)
2.6. Analytical Methods
3. Results and Discussion
3.1. Pretreatment of Miscanthus × giganteus
3.2. Determination of Reactivity to Enzymatic Hydrolysis
3.3. dSSF of Miscanthus × giganteus Pulps
3.4. Compositional Profile of Impurities in Experimental Raw Bioethanol Samples from Miscanthus × giganteus
3.5. Bioethanol Yield from Miscanthus × giganteus and Comparison with the Global State of the Art
3.6. Benefits of Nitric-Acid Pretreatment at Atmospheric Pressure
3.7. Limitations and Solutions—Future Perspectives
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jain, S.; Kumar, S. A comprehensive review of bioethanol production from diverse feedstocks: Current advancements and economic perspectives. Energy 2024, 296, 131130. [Google Scholar] [CrossRef]
- Tanzil, A.H.; Zhang, X.; Wolcott, M.; Brandt, K.; Stöckle, C.; Murthy, G.; Garcia-Perez, M. Evaluation of dry corn ethanol bio-refinery concepts for the production of sustainable aviation fuel. Biomass Bioenergy 2021, 146, 105937. [Google Scholar] [CrossRef]
- Macedo, I.C.; Seabra, J.E.A.; Silva, J.E.A.R. Green house gases emissions in the production and use of ethanol from sugarcane in Brazil: The 2005/2006 averages and a prediction for 2020. Biomass Bioenergy 2008, 32, 582–595. [Google Scholar] [CrossRef]
- Vrije, T.; Dussan, K.; van de Vondervoort, R.H.A.M.; Veloo, R.M.; Bonouvrie, P.A.; Smit, A.T.; López-Contreras, A.M. Bioethanol production from organosolv treated beech wood chips obtained at pilot scale. Biomass Bioenergy 2024, 181, 107003. [Google Scholar] [CrossRef]
- Badsha, M.M.; Maheer, U.; Omar, F.M.; Ramli, A.; Balakrishnan, V.; Hamed, Y.; Arafath, M.A.; Hossain, M.S. Sustainable approaches on innovative utilization of household food waste as a renewable biomass for bioenergy production: Potential, challenges and social-environmental impacts. Biomass Bioenergy 2025, 200, 107995. [Google Scholar] [CrossRef]
- Data Bridge Market Research. Global Fuel Ethanol Market—Industry Trends and Forecast to 2030. 2022. Available online: https://www.databridgemarketresearch.com/reports/global-fuel-ethanol-market (accessed on 5 May 2026).
- Santos, G.K.S.; de Farias Silva, C.E.; da Gama, B.M.V.; Medeiros, J.A.; Brulé, M.; Silva, A.E.d.; Almeida, R.M.R.G.; Vich, D.V.; Isemin, R.; Guo, X.; et al. Current trends of cellulosic ethanol technology from the perspective of industrial development. Fermentation 2026, 12, 48. [Google Scholar] [CrossRef]
- Kazmi, A.; Sultana, T.; Ali, A.; Nijabat, A.; Li, G.; Hou, H. Innovations in bioethanol production: A comprehensive review of feedstock generations and technology advances. Energy Strateg. Rev. 2025, 57, 101634. [Google Scholar] [CrossRef]
- Karimi, M.; Simsek, H.; Kheiralipour, K. Advanced biofuel production: A comprehensive techno-economic review of pathways and costs. Energy Convers. Manag. 2025, 25, 100863. [Google Scholar] [CrossRef]
- Chakraborty, P.; Kumar, R.; Chakrabortty, S.; Saha, S.; Chattaraj, S.; Roy, S.; Banerjee, A.; Tripathy, S.K.; Kumar Ghosh, A.; Jeon, B.-H. Technological advancements in the pretreatment of lignocellulosic biomass for effective valorization: A review of challenges and prospects. J. Ind. Eng. Chem. 2024, 137, 29–60. [Google Scholar] [CrossRef]
- Aggarwal, N.K.; Kumar, N.; Mittal, M. Bioethanol: An Overview of Current Status and Future Direction. In Bioethanol Production. Past and Present; Springer: Cham, Switzerland, 2022. [Google Scholar] [CrossRef]
- Chen, G.; Zhao, K.; Li, W.; Yan, B.; Yu, Y.; Li, J.; Zhang, Y.; Xia, S.; Cheng, Z.; Lin, F.; et al. A review on bioenergy production from duckweed. Biomass Bioenergy 2022, 161, 106468. [Google Scholar] [CrossRef]
- Zabed, H.; Sahu, J.N.; Boyce, A.N.; Faruq, G. Fuel ethanol production from lignocellulosic biomass: An overview on feedstocks and technological approaches. Renew. Sustain. Energy Rev. 2016, 66, 751–774. [Google Scholar] [CrossRef]
- Agrawal, R.; Verma, A.; Singhania, R.R.; Varjani, S.; Di Dong, C.; Kumar Patel, A. Current understanding of the inhibition factors and their mechanism of action for the lignocellulosic biomass hydrolysis. Bioresour. Technol. 2021, 332, 125042. [Google Scholar] [CrossRef] [PubMed]
- Sun, C.; Meng, X.; Sun, F.; Zhang, J.; Tu, M.; Chang, J.S.; Reungsang, A.; Xia, A.; Ragauskas, A.J. Advances and perspectives on mass transfer and enzymatic hydrolysis in the enzyme-mediated lignocellulosic biorefinery: A review. Biotechnol. Adv. 2023, 62, 108059. [Google Scholar] [CrossRef] [PubMed]
- Chaudhary, G.; Chaudhary, N.; Saini, S.; Gupta, Y.; Vivekanand, V.; Panghal, A. Assessment of pretreatment strategies for valorization of lignocellulosic biomass: Path forwarding towards lignocellulosic biorefinery. Waste Biomass Valorization 2024, 15, 1–36. [Google Scholar] [CrossRef]
- Al-Hammadi, M.; Anadol, G.; Martín-García, F.J.; Moreno-García, J.; Keskin Gündoğdu, T.; Güngörmüşler, M. Scaling bioethanol for the future: The commercialization potential of extremophiles and non-conventional microorganisms. Front. Energy Res. 2025, 13, 1565273. [Google Scholar] [CrossRef]
- Sharma, S.; Sharma, A.; Kasture, S.M.; Kumar, S. Why enzymatic saccharification is not economically viable at commercial scale in the production of lignocellulosic biofuels? Biomass Bioenergy 2026, 205, 108487. [Google Scholar] [CrossRef]
- Naeem, M.; Imran, M.; Latif, S.; Ashraf, A.; Hussain, N.; Boczkaj, G.; Smułek, W.; Jesionowski, T.; Bilal, M. Multifunctional catalyst-assisted sustainable reformation of lignocellulosic biomass into environmentally friendly biofuel and value-added chemicals. Chemosphere 2023, 330, 138633. [Google Scholar] [CrossRef] [PubMed]
- Saad, M.B.W.; Gonçalves, A.R. Industrial pretreatment of lignocellulosic biomass: A review of the early and recent efforts to scale-up pretreatment systems and the current challenges. Biomass Bioenergy 2024, 190, 107426. [Google Scholar] [CrossRef]
- Kim, I.; Lee, B.; Park, J.Y.; Choi, S.A.; Han, J.I. Effect of nitric acid on pretreatment and fermentation for enhancing ethanol production of rice straw. Carbohydr. Polym. 2014, 99, 563–567. [Google Scholar] [CrossRef] [PubMed]
- Kim, I.; Seo, Y.H.; Kim, G.Y.; Han, J.I. Co-production of bioethanol and biodiesel from corn stover pretreated with nitric acid. Fuel 2015, 143, 285–289. [Google Scholar] [CrossRef]
- Narra, M.; Macwan, K.; Vyas, B.; Harijan, M.R.; Shah, D.; Balasubramanian, V.; Prajapati, A. A bio-refinery concept for production of bio-methane and bio-ethanol from nitric acid pre-treated corncob and recovery of a high value fuel from a waste stream. Renew. Energy 2018, 127, 1–10. [Google Scholar] [CrossRef]
- Manaf, S.F.A.; Jahim, J.M.; Harun, S.; Luthfi, A.A.I. Fractionation of oil palm fronds (OPF) hemicellulose using dilute nitric acid for fermentative production of xylitol. Ind. Crops Prod. 2018, 115, 6–15. [Google Scholar] [CrossRef]
- Rodriguez-Chong, A.; Ramírez, J.A.; Garrote, G.; Vázquez, M. Hydrolysis of sugar cane bagasse using nitric acid: A kinetic assessment. J. Food Eng. 2004, 61, 143–152. [Google Scholar] [CrossRef]
- Ascencio, J.J.; Chandel, A.K.; Philippini, R.R.; da Silva, S.S. Comparative study of cellulosic sugars production from sugarcane bagasse after dilute nitric acid, dilute sodium hydroxide and sequential nitric acid-sodium hydroxide pretreatment. Biomass Conv. Bioref. 2020, 10, 813–822. [Google Scholar] [CrossRef]
- Sanchez, N.; Ruiz, R.; Plazas, A.; Vasquez, J.; Cobo, M. Effect of pretreatment on the ethanol and fusel alcohol production during fermentation of sugarcane press-mud. Biochem. Eng. J. 2020, 161, 107668. [Google Scholar] [CrossRef]
- Osipov, D.O.; Dotsenko, A.S.; Semenova, M.V.; Rozhkova, A.M.; Sinitsyn, A.P. Comparative study of the convertibility of pretreated miscanthus straw using enzyme preparations produced by different recombinant strains of Penicillium verruculosum. Agronomy 2024, 14, 499. [Google Scholar] [CrossRef]
- Bhatia, S.K.; Jagtap, S.S.; Bedekar, A.A.; Bhatia, R.K.; Patel, A.K.; Pant, D.; Rajesh Banu, J.; Rao, C.V.; Kim, Y.-G.; Yang, Y.-H. Recent developments in pretreatment technologies on lignocellulosic biomass: Effect of key parameters, technological improvements, and challenges. Bioresour. Technol. 2020, 300, 122724. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.S.; Lee, Y.Y.; Kim, T.H. A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresour. Technol. 2016, 199, 42–48. [Google Scholar] [CrossRef] [PubMed]
- Mosier, N. Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour. Technol. 2005, 96, 673–686. [Google Scholar] [CrossRef] [PubMed]
- Raina, N.; Boonmee, R.; Kirdponpattara, S.; Narasingha, M.; Sriariyanun, M.; Phitsuwan, P.; Chuetor, S. Process performance evaluation of different chemical pretreatments of lignocellulosic biomass for bioethanol production. Ind. Crops Prod. 2024, 211, 118207. [Google Scholar] [CrossRef]
- Zhang, J.; Bao, J. Lignocellulose Pretreatment Using Acid as Catalyst. In Handbook of Biorefinery Research and Technology; Bisaria, V., Ed.; Springer: Dordrecht, The Netherlands, 2018. [Google Scholar] [CrossRef]
- Ovchinnikova, E.V.; Mironova, G.F.; Banzaraktsaeva, S.P.; Skiba, E.A.; Budaeva, V.V.; Kovgan, M.A.; Chumachenko, V.A. Bioprocessing of oat hulls to ethylene: Impact of dilute HNO3 or NaOH pretreatment on process efficiency and sustainability. ACS Sustain. Chem. Eng. 2021, 9, 16588–16596. [Google Scholar] [CrossRef]
- Dubis, B.; Bułkowska, K.; Lewandowska, M.; Szempliński, W.; Jankowski, K.J.; Idźkowski, J.; Kordala, N.; Szymańska, K. Effect of different nitrogen fertilizer treatments on the conversion of Miscanthus × giganteus to ethanol. Bioresour. Technol. 2017, 243, 731–737. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Oates, L.G.; Serate, J.; Xie, D.; Pohlmann, E.; Bukhman, Y.V.; Karlen, S.D.; Young, M.K.; Higbee, A.; Eilert, D.; et al. Diverse lignocellulosic feedstocks can achieve high field-scale ethanol yields while providing flexibility for the biorefinery and landscape-level environmental benefits. GCB Bioenergy 2018, 10, 825–840. [Google Scholar] [CrossRef]
- Cerazy-Waliszewska, J.; Jeżowski, S.; Łysakowski, P.; Waliszewska, B.; Zborowska, M.; Sobańska, K.; Ślusarkiewicz-Jarzina, A.; Białas, W.; Pniewski, T. Potential of bioethanol production from biomass of various Miscanthus genotypes cultivated in three-year plantations in west-central Poland. Ind. Crops Prod. 2019, 141, 111790. [Google Scholar] [CrossRef]
- Turner, W.; Greetham, D.; Mos, M.; Squance, M.; Kam, J.; Du, C. Exploring the Bioethanol Production Potential of Miscanthus Cultivars. Appl. Sci. 2021, 11, 9949. [Google Scholar] [CrossRef]
- Zhang, Z.; Xu, J.; Jin, S.; Zhuang, H.; Li, S.; Wu, X.; Zhang, Z. Considerable energy crop production potentials in the Russian Far East. Biomass Bioenergy 2024, 189, 107365. [Google Scholar] [CrossRef]
- Skiba, E.A.; Budaeva, V.V.; Ovchinnikova, E.V.; Gladysheva, E.K.; Kashcheyeva, E.I.; Pavlov, I.N.; Sakovich, G.V. A technology for pilot production of bacterial cellulose from oat hulls. Chem. Eng. J. 2020, 383, 123128. [Google Scholar] [CrossRef]
- Devos, R.J.B.; Colla, L.M. Simultaneous saccharification and fermentation to obtain bioethanol: A bibliometric and systematic study. Bioresour. Technol. Rep. 2022, 17, 100924. [Google Scholar] [CrossRef]
- Rodrigues, R.C.L.B.; Rodrigues, B.G.; Canettieri, E.V.; Martinez, E.A.; Palladino, F.; Wisniewski, A., Jr.; Rodrigues, D., Jr. Comprehensive approach of methods for microstructural analysis and analytical tools in lignocellulosic biomass assessment—A review. Bioresour. Technol. 2022, 348, 126627. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; McKee, L.S. Measuring Enzyme Kinetics of Glycoside Hydrolases Using the 3,5-Dinitrosalicylic Acid Assay. In Carbohydrate-Protein Interactions: Methods and Protocols; Springer: New York, NY, USA, 2023. [Google Scholar] [CrossRef] [PubMed]
- Obolenskaya, A.V.; El’nitskaya, Z.P.; Leonovich, A.A. Laboratornye Raboty po Khimii Drevesiny i Tsellyulozy; Ekologiya: Moscow, Russia, 1991. (In Russian) [Google Scholar]
- Puchkov, E.O. Application of an automated colony counter for evaluation of the viability of a yeast culture. Microbiology 2009, 78, 502–509. [Google Scholar] [CrossRef]
- Nassini, D.; Julieta Alvarez, F.; Ester Bohé, A.; César Olivieri, A. Multivariate optimization of a gas chromatographic method for the determination of organic impurities in ethanol. Microchem. J. 2023, 194, 109332. [Google Scholar] [CrossRef]
- Skiba, E.A.; Budaeva, V.V.; Baibakova, O.V.; Zolotukhin, V.N.; Sakovich, G.V. Dilute nitric-acid pretreatment of oat hulls for ethanol production. Biochem. Eng. J. 2017, 126, 118–125. [Google Scholar] [CrossRef]
- Alam, A.; Zhang, R.; Liu, P.; Huang, J.; Wang, Y.; Hu, Z.; Madadi, M.; Sun, D.; Hu, R.; Ragauskas, A.J.; et al. A finalized determinant for complete lignocellulose enzymatic saccharification potential to maximize bioethanol production in bioenergy Miscanthus. Biotechnol. Biofuels 2019, 12, 99. [Google Scholar] [CrossRef] [PubMed]
- Lee, E.J.; Shin, Y.J.; Kim, H.; Lee, J.W. Sequential pretreatment of lignocellulosic biomass employing hydrothermal treatment and ball milling to improve the efficiency of enzymatic hydrolysis. Ind. Crops Prod. 2024, 222, 120119. [Google Scholar] [CrossRef]
- Xu, C.M.; Gao, Y.F.; He, S.S.; Luo, K.; Yan, Q.; Cheng, X.Y. Improved sugar recovery from enzymatic hydrolysis of Miscanthus sinensis by surfactant-mediated alkaline pretreatment. Biomass Convers. Biorefinery 2023, 13, 4673–4680. [Google Scholar] [CrossRef]
- Świątek, K.; Lewandowska, M.; Świątek, M.; Bednarski, W.; Brzozowski, B. The improvement of enzymatic hydrolysis efficiency of rape straw and Miscanthus giganteus polysaccharides. Bioresour. Technol. 2014, 151, 323–331. [Google Scholar] [CrossRef] [PubMed]
- Semenova, M.V.; Rozhkova, A.M.; Osipov, D.O.; Telitsin, V.D.; Rubtsova, E.A.; Kondrat’eva, E.G.; Vasil’eva, I.S.; Morozova, O.V.; Yaropolov, A.I.; Sinitsyn, A.P. Methods for Preprocessing Reeds to Obtain Enzymatic Hydrolysates with a High Sugar Content. Appl. Biochem. Microbiol. 2024, 60, 931–941. [Google Scholar] [CrossRef]
- Althuri, A.; Chintagunta, A.D.; Sherpa, K.C.; Banerjee, R. Simultaneous Saccharification and Fermentation of Lignocellulosic Biomass. In Biorefining of Biomass to Biofuels; Kumar, S., Sani, R., Eds.; Biofuel and Biorefinery Technologies; Springer: Cham, Switzerland, 2018; Volume 4. [Google Scholar] [CrossRef]
- Raina, N.; Sriariyanun, M.; Assabumrungrat, S.; Ngamcharussrivichai, C.; Chuetor, S. Comparative evaluation of sugarcane leaf biomass pretreatment: Conventional alkali/acid vs. deep eutectic solvent approach for enhanced bioethanol production. Biomass Bioenergy 2025, 202, 108206. [Google Scholar] [CrossRef]
- Song, Y.; Zhang, J.; Zhang, X.; Tan, T. The correlation between cellulose allomorphs (I and II) and conversion after removal of hemicellulose and lignin of lignocellulose. Bioresour. Technol. 2015, 193, 164–170. [Google Scholar] [CrossRef] [PubMed]
- Li, G.B.; Chen, J.; Song, B.Q.; Zhang, X.; Zhang, Z.; Pan, R.K.; Pei, L.M.; Liao, L.S.; Guan, G.W.; Wang, J.; et al. Efficient purification of bioethanol by an ethanol-trapping coordination network. Sep. Purif. Technol. 2022, 293, 121097. [Google Scholar] [CrossRef]
- Tantayotai, P.; Krungkaew, S.; Fatriasari, W.; Chantarasiri, A.; Sriariyanun, M.; Panakkal, E.J. A sustainable approach for the concurrent production of bioethanol and volatile compounds from agro residues using different yeast strains. Biomass Bioenergy 2025, 201, 108134. [Google Scholar] [CrossRef]
- Habe, H.; Shinbo, T.; Yamamoto, T.; Sato, S.; Shimada, H.; Sakaki, K. Chemical Analysis of Impurities in Diverse Bioethanol Samples. J. Jpn. Pet. Inst. 2013, 56, 414–422. [Google Scholar] [CrossRef]
- Sanchez, N.; Ruiz, R.; Hacker, V.; Cobo, M. Impact of bioethanol impurities on steam reforming for hydrogen production: A review. Int. J. Hydrogen Energy 2020, 45, 11923–11942. [Google Scholar] [CrossRef]
- Villaverde, J.J.; Li, J.; Ek, M.; Ligero, P.; de Vega, A. Native lignin structure of Miscanthus × giganteus and its changes during acetic and formic acid fractionation. J. Agric. Food Chem. 2009, 57, 6262–6270. [Google Scholar] [CrossRef] [PubMed]
- Sanchez, N.; Cobo, M.; Rodriguez-Fontalvo, D.; Uribe-Laverde, M.Á.; Ruiz-Pardo, R.Y. Bioethanol production from sugarcane press-mud: Assessment of the fermentation conditions to reduce fusel alcohol. Fermentation 2021, 7, 194. [Google Scholar] [CrossRef]
- Pires, E.J.; Teixeira, J.A.; Brányik, T.; Vicente, A.A. Yeast: The soul of beer’s aroma—A review of flavour-active esters and higher alcohols produced by the brewing yeast. Appl. Microbiol. Biotechnol. 2014, 98, 1937–1949. [Google Scholar] [CrossRef] [PubMed]
- Agrawal, R.; Bhadana, B.; Singh Chauhan, P.; Adsul, M.; Kumar, R.; Gupta, R.P.; Satlewal, A. Understanding the effects of low enzyme dosage and high solid loading on the enzyme inhibition and strategies to improve hydrolysis yields of pilot scale pretreated rice straw. Fuel 2022, 327, 125114. [Google Scholar] [CrossRef]
- Sun, C.; Chen, H.; Madadi, M.; Song, G.; Meng, X.; Zhuang, X.; Song, X.; Tan, X.; Sun, F.; Ragauskas, A.J. Understanding the role of porous particle characteristics and water state distribution at multi-scale variation on cellulase hydrolysis of lignocellulosic biomass. Energy 2024, 310, 133263. [Google Scholar] [CrossRef]
- Kashcheyeva, E.I.; Skiba, E.A.; Zolotukhin, V.N.; Budaeva, V.V. Recycling of nitric acid solution in chemical pretreatment of oat hulls for biorefining. BioResources 2020, 15, 1575–1586. [Google Scholar] [CrossRef]
- Skiba, E.A.; Skiba, M.A.; Pyatunina, O.I. Nitric acid solution after treating miscanthus as a growth regulator of seed peas (Pisum sativum L.). Izvestiya Vuzov. Prikl. Khimiya Biotekhnol. 2021, 11, 413–420. (In Russian) [Google Scholar] [CrossRef]
- Lask, J.; Wagner, M.; Trindade, L.M.; Lewandowski, I. Life cycle assessment of ethanol production from miscanthus: A comparison of production pathways at two European sites. GCB Bioenergy 2019, 11, 269–288. [Google Scholar] [CrossRef]
- Agrawal, R.; Satlewal, A.; Gaur, R.; Mathur, A.; Kumar, R.; Gupta, R.P.; Tuli, D.K. Pilot scale pretreatment of wheat straw and comparative evaluation of commercial enzyme preparations for biomass saccharification and fermentation. Biochem. Eng. J. 2015, 102, 54–61. [Google Scholar] [CrossRef]
- Banerjee, S.; Dien, B.S.; Eilts, K.K.; Sacks, E.J.; Singh, V. Pilot-scale processing of Miscanthus × giganteus for recovery of anthocyanins integrated with production of microbial lipids and lignin-rich residue. Chem. Eng. J. 2024, 485, 150117. [Google Scholar] [CrossRef]
- Arya, M.; Gautam, P.; Kumari, A.; Sharma, M. Next-generation biofuels: Possibilities and challenges. In One Planet, One Health, One Future; Elsevier: Amsterdam, The Netherlands, 2026; pp. 197–208. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pulp (Method) | Yield on a Miscanthus Weight Basis, % | Extraction Degree of Component into Pulp, % | |||
|---|---|---|---|---|---|
| Kürschner Cellulose | Pentosans | Acid-Insoluble Lignin | Ash | ||
| 1 | 50 | 76.9 | 16.2 | 17.9 | 61.8 |
| 2 | 48 | 76.7 | 9.5 | 20.6 | 5.4 |
| 3 | 32 | 57.4 | 3.5 | 0.8 | 2.3 |
| 4 | 38 | 66.1 | 7.5 | 1.1 | 1.3 |
| Characteristics of Hydrolyzate | M. × g. | 1 | 2 | 3 | 4 |
|---|---|---|---|---|---|
| RS: | |||||
| Concentration, g/L | 9.8 ± 0.5 | 26.9 ± 0.5 | 25.2 ± 0.5 | 28.1 ± 0.5 | 29.3 ± 0.5 |
| Yield on a substrate weight basis, % | 29 ± 2 | 81 ± 2 | 76 ± 2 | 84 ± 2 | 88 ± 2 |
| Yield on a hydrolyzables content basis, % | 38 ± 2 | 89 ± 2 | 83 ± 2 | 85 ± 2 | 88 ± 2 |
| Concentration of pentoses, g/L | 5.8 ± 0.2 | 2.0 ± 0.2 | 1.1 ± 0.2 | 0.5 ± 0.2 | 0.9 ± 0.2 |
| Constituent | 1 | 2 | 3 | 4 | Unit of Measure |
|---|---|---|---|---|---|
| Acetaldehyde | 510 ± 180 | 8850 ± 315 | 158 ± 12 | 357 ± 24 | mg/dm3 |
| Methyl acetate | 8 ± 1 | 728 ± 12 | 1.0 ± 0.5 | 1.0 ± 0.5 | mg/dm3 |
| Ethyl acetate | 31 ± 2 | 2654 ± 213 | 1.0 ± 0.5 | 1.0 ± 0.5 | mg/dm3 |
| Methanol | 0.003 ± 0.001 | 0.007 ± 0.001 | 0.001 ± 0.001 | 0.002 ± 0.001 | mg/dm3 |
| 1-Propanol | 156 ± 14 | 1170 ± 144 | 28 ± 6 | 39 ± 7 | mg/dm3 |
| Isobutanol | 791 ± 109 | 806 ± 204 | 1.0 ± 0.5 | 1.0 ± 0.5 | mg/dm3 |
| 1-Butanol | 72 ± 8 | 85 ± 7 | 143 ± 11 | 168 ± 13 | mg/dm3 |
| Isoamylol | 285 ± 54 | 983 ± 106 | 2 ± 1 | 5 ± 1 | mg/dm3 |
| 1-Pentanol | 5 ± 1 | 7 ± 1 | 123 ± 12 | 138 ± 11 | mg/dm3 |
| Hexanol | 1.0 ± 0.5 | 2 ± 1 | 6 ± 1 | 4 ± 1 | mg/dm3 |
| Total content of impurities | 1.34 ± 0.05 | 6.43 ± 0.05 | 0.30 ± 0.05 | 0.36 ± 0.05 | wt% |
| Indicators | Pulp (Method) | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Pulp yield on a Miscanthus weight basis, % | 50 ± 3 | 48 ± 3 | 32 ± 3 | 38 ± 3 |
| Bioethanol yield on a pulp weight basis, wt% | 53.5 ± 1 | 46.5 ± 1 | 58.1 ± 1 | 60.4 ± 1 |
| Bioethanol yield from 1 ton of Miscanthus, kg | 211 ± 5 | 176 ± 5 | 147 ± 5 | 181 ± 5 |
| Bioethanol yield from 1 ton of Miscanthus, L | 267 ± 5 | 223 ± 5 | 186 ± 5 | 229 ± 5 |
| Pretreatment | Solid Loading, g/L | Microbial Producer | Ethanol Concentration, g·L−1 | Ethanol Yield from 1 t of M. × giganteus, L | Ref. |
|---|---|---|---|---|---|
| 0.1 g/L NaOH, 121 °C | 100 | S. cerevisiae AS4 | 15.0–19.4 | 105–134 | [35] |
| Ammonia fiber expansion | 170–200 | S. cerevisiae Y128 or Zymomonas mobilis 8b | 33.7–38.0 | 252–284 | [36] |
| 1.5% NaOH, 90 °C, 5 h | 625 | S. cerevisiae, Lesaffre Advanced Fermentations | 24.0–28.9 | 185–222 | [37] |
| 1% H2SO4, 121 °C, 30 min | 125 | S. cerevisiae NCYC2592 | 13.6 | 148 | [38] |
| 4 wt% HNO3, 94–96 °C, 6 h | 60 | S. cerevisiae Y-1693 | 18.1 | 267 | Present paper |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license.
Share and Cite
Skiba, E.A.; Kashcheyeva, E.I.; Zolotukhin, V.N.; Mironova, G.F.; Budaeva, V.V. Bioethanol from Miscanthus × giganteus: A Comparative Study of Different Pretreatment Technologies. Polymers 2026, 18, 1551. https://doi.org/10.3390/polym18121551
Skiba EA, Kashcheyeva EI, Zolotukhin VN, Mironova GF, Budaeva VV. Bioethanol from Miscanthus × giganteus: A Comparative Study of Different Pretreatment Technologies. Polymers. 2026; 18(12):1551. https://doi.org/10.3390/polym18121551
Chicago/Turabian StyleSkiba, Ekaterina A., Ekaterina I. Kashcheyeva, Vladimir N. Zolotukhin, Galina F. Mironova, and Vera V. Budaeva. 2026. "Bioethanol from Miscanthus × giganteus: A Comparative Study of Different Pretreatment Technologies" Polymers 18, no. 12: 1551. https://doi.org/10.3390/polym18121551
APA StyleSkiba, E. A., Kashcheyeva, E. I., Zolotukhin, V. N., Mironova, G. F., & Budaeva, V. V. (2026). Bioethanol from Miscanthus × giganteus: A Comparative Study of Different Pretreatment Technologies. Polymers, 18(12), 1551. https://doi.org/10.3390/polym18121551