
Influence of Injection Molding Parameters and Distance from Gate on the Mechanical Properties of Injection-Molded Polypropylene


Abstract
1. Introduction
2. Materials and Methods
2.1. Overview of the Experiment (DOE)
2.2. Material
2.3. Injection Mold
2.4. Sample Preparation
2.5. Mechanical Properties
2.6. Differential Scanning Calorimetry (DSC)
3. Results
3.1. Overview of the Experiment
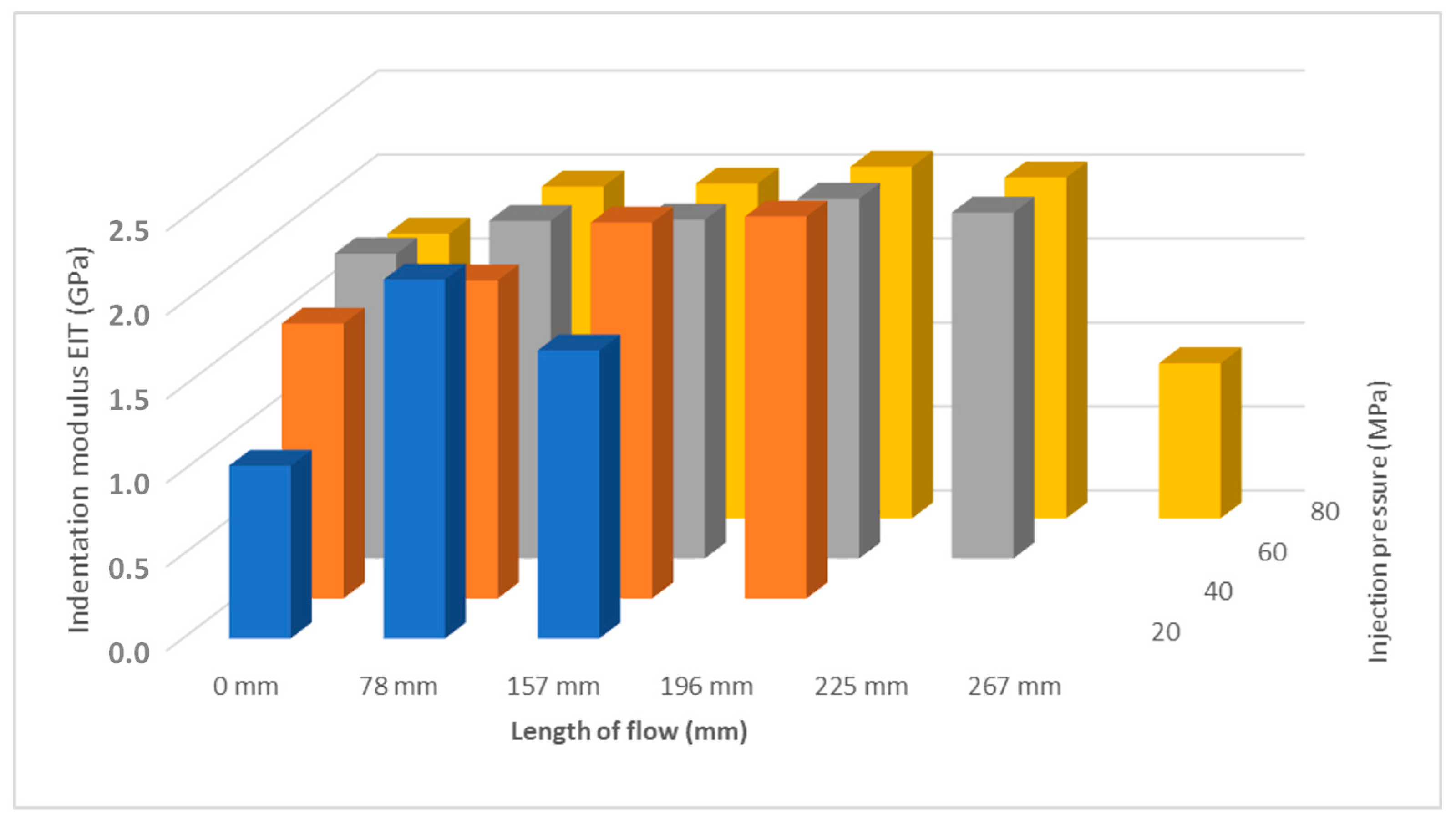
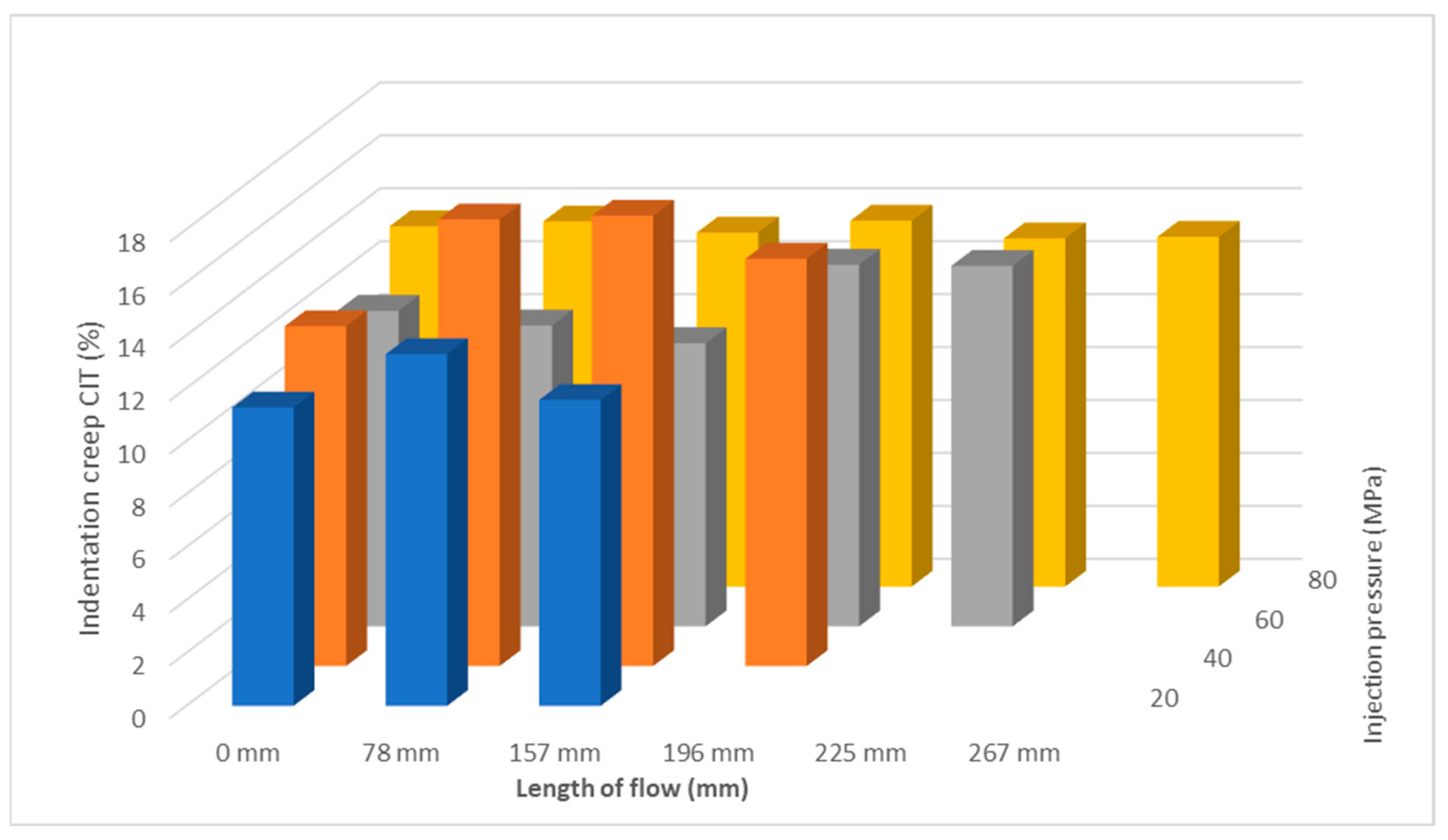
3.2. Influence of Injection Pressure and Flow Length on Mechanical Properties
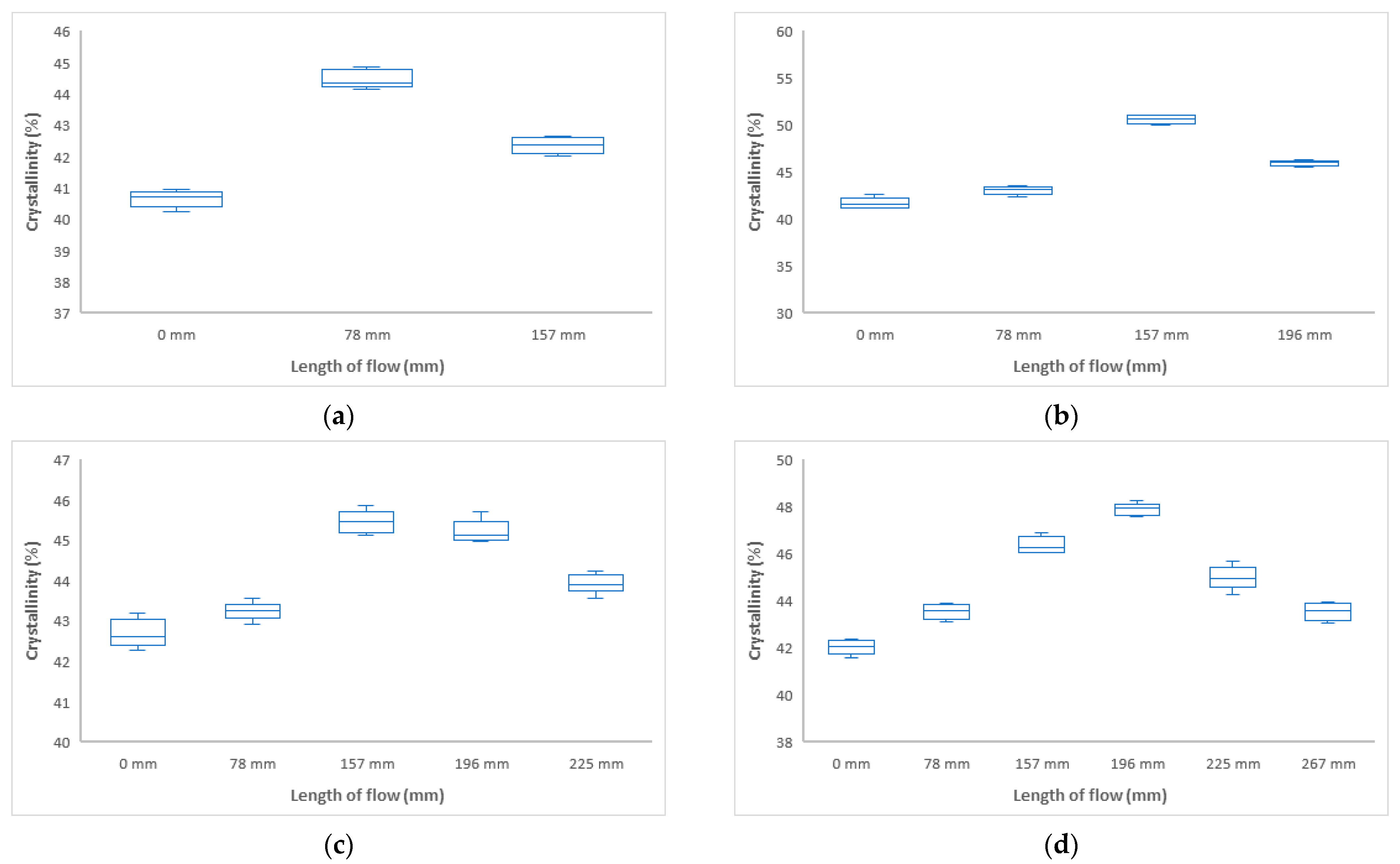
3.2.1. Influence of Injection Pressure and Flow Length on Crystallinity (DSC)
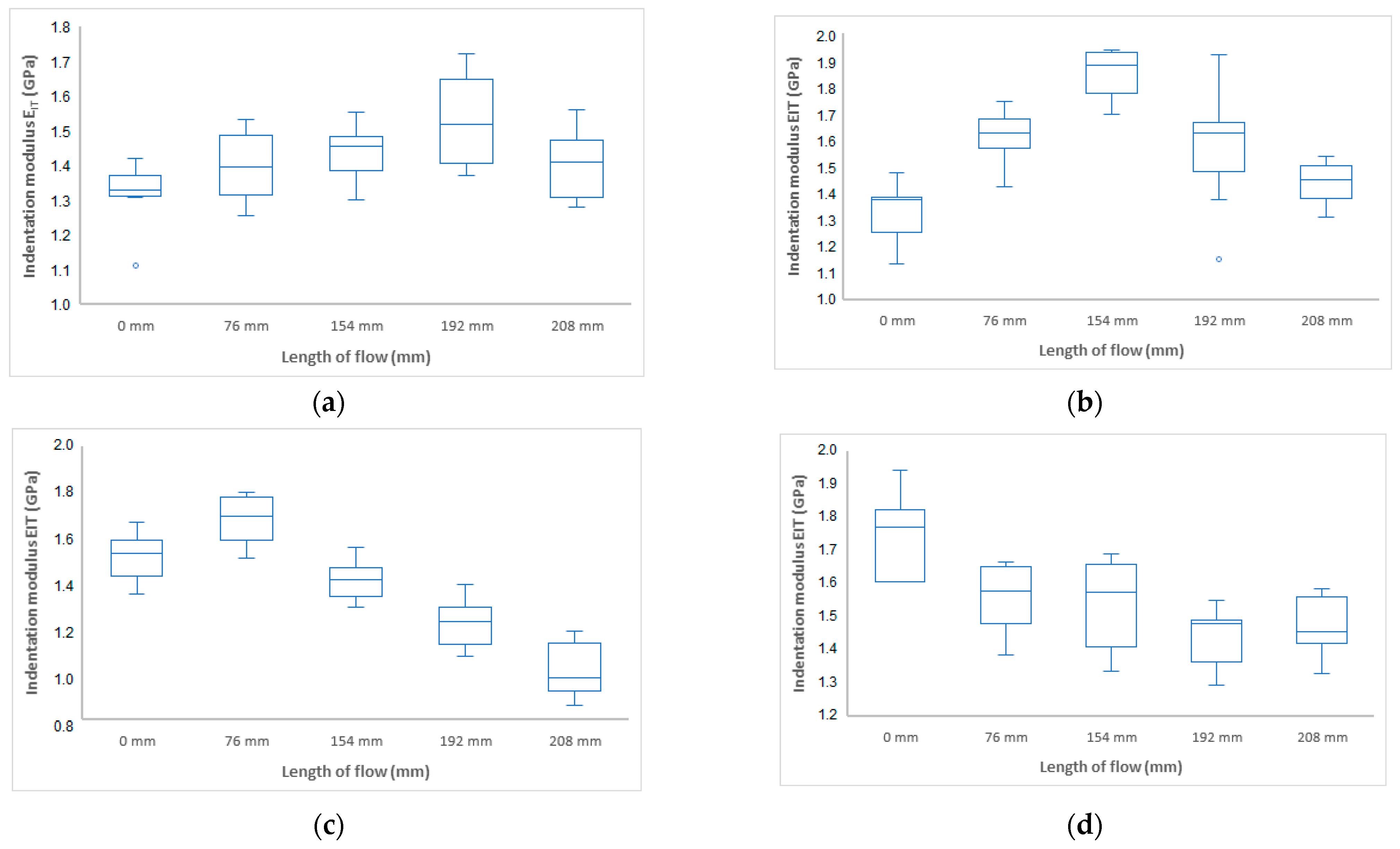
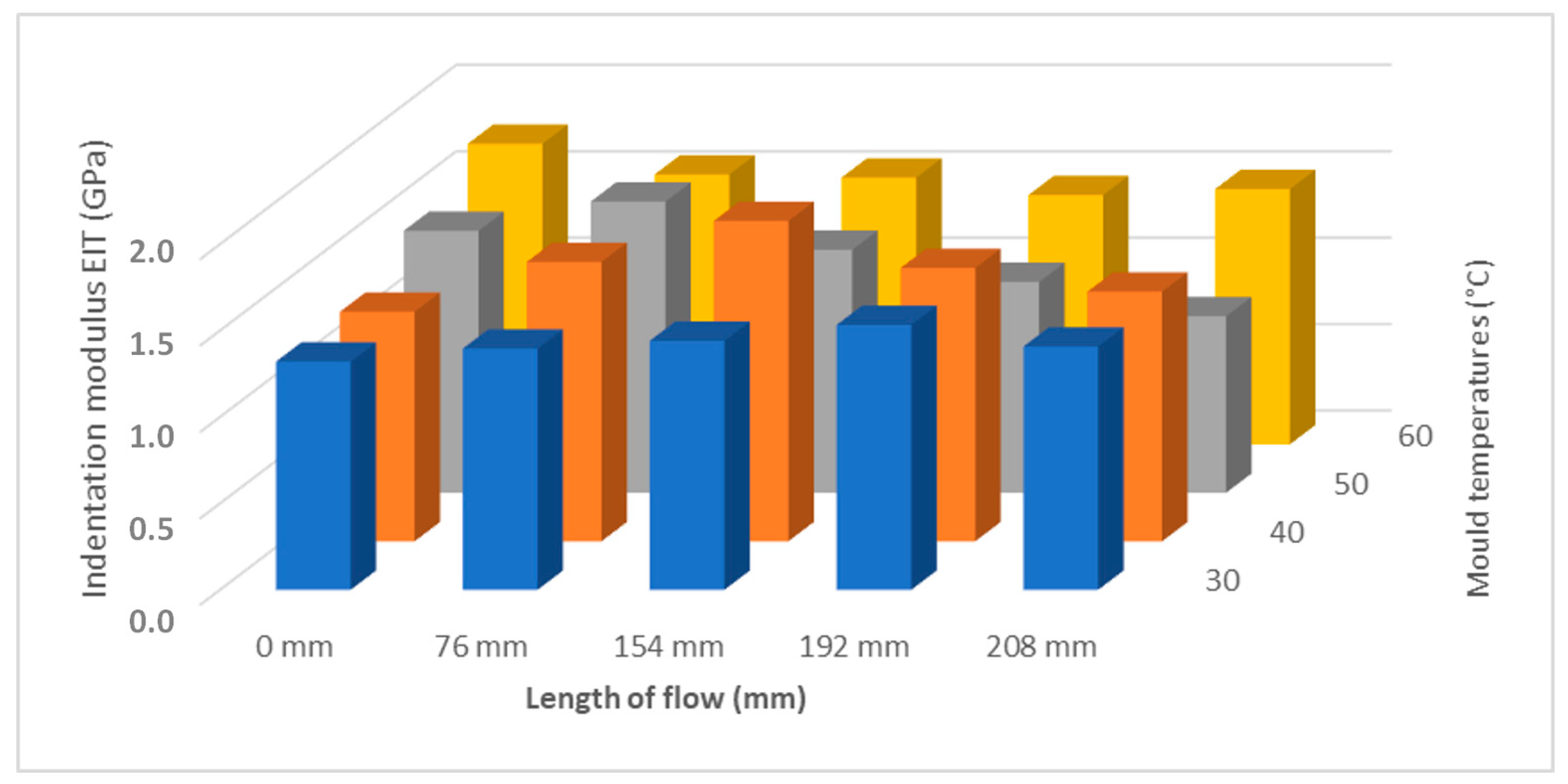
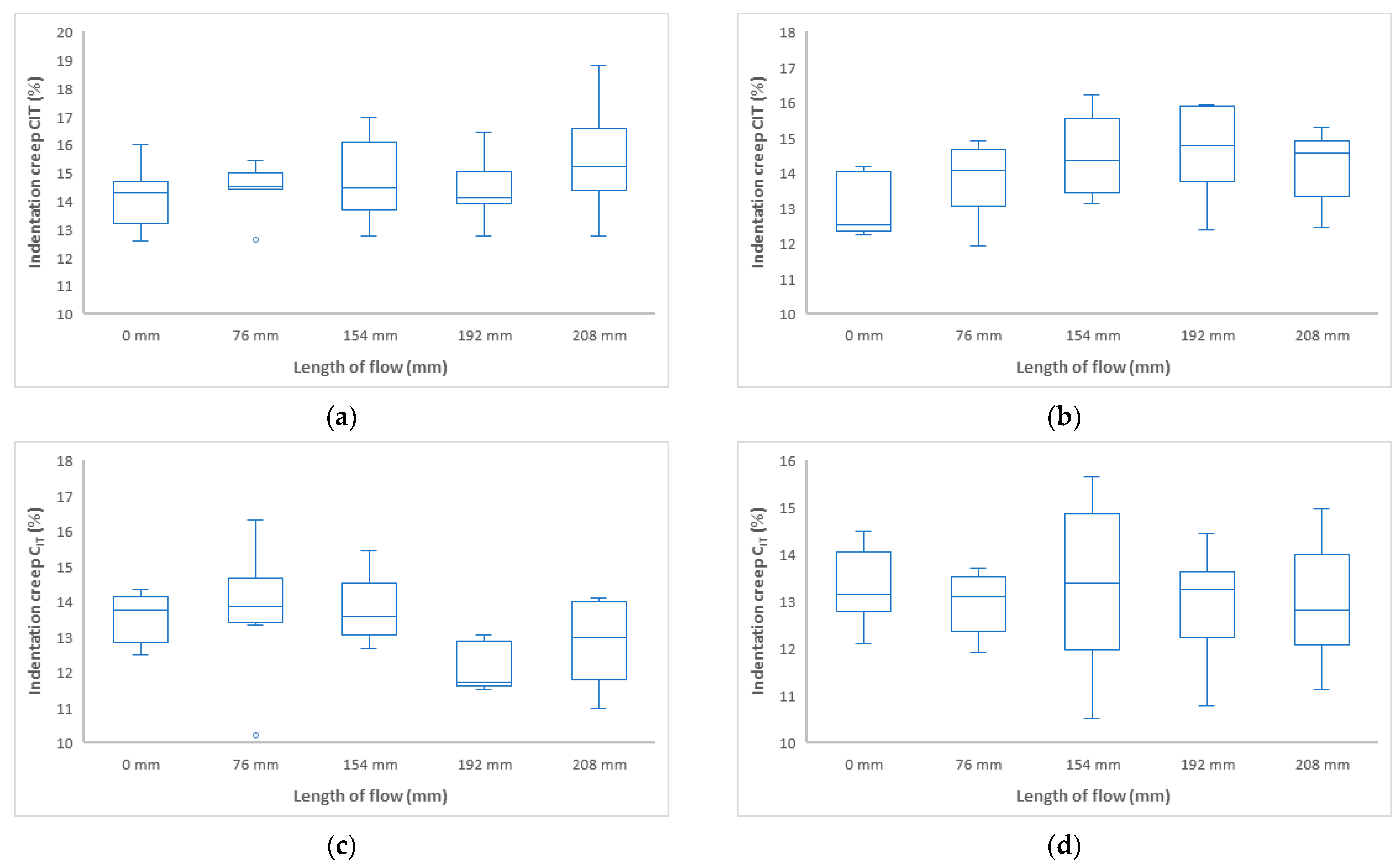
3.3. Effect of Mold Temperature and Flow Length on Mechanical Properties
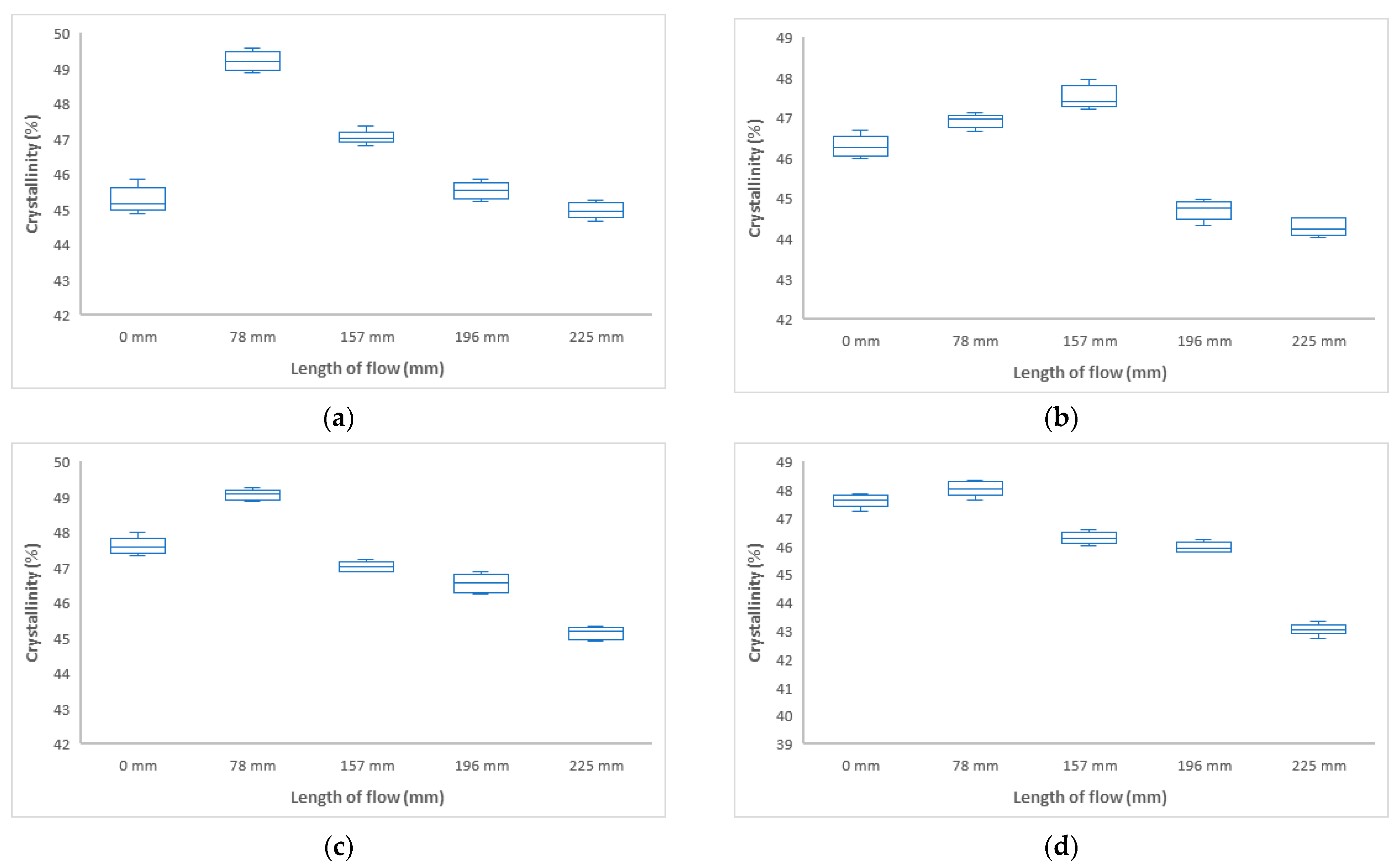
Influence of Mold Temperature and Flow Length on Crystallinity (DSC)
4. Discussion
5. Conclusions
- Injection process parameters (injection pressure and mold temperature). These parameters affected the conditions of filling the mold cavity and the formation of the resulting skin–core structure, which is variable along the length of the product and contributes to the heterogeneity of the mechanical properties.
- By varying the injection pressure in the range of 20–80 MPa, the mechanical properties were improved by up to 27%.
- By choosing the appropriate mold temperature (range 20–60 °C), an improvement in mechanical properties of up to 17% was found. The optimum temperature appears to be 40 °C and above.
- The change in injection pressure and mold temperature was closely related to the change in crystallinity, with changes in mechanical properties reflected in the change in crystalline phase content.
- From the results, it can be concluded that the indentation method can be used to detect changes in mechanical properties that are affected by the morphology of the polypropylene. This morphology can be correlated with the mechanical properties.
- Based on the conclusions from this work, it is possible to conclude that the properties of injection-molded products are not uniform along their length but vary locally according to the conditions in the mold. This significantly changes the view of injection-molded parts in practice, where it is not possible to consider an injection-molded product as uniform in single locations. The way in which the mold is filled plays an important role and, together with the overall flow behavior, influences the resulting properties at specific locations in the product, as well as the overall distribution of molecular orientation in the product.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Chu, J.; Kamal, M.R.; Derdouri, S.; Hrymak, A. Characterization of the microinjection molding process. Polym. Eng. Sci. 2010, 50, 1214–1225. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, Y.; Ding, W.; Zhang, C. Filling behavior, morphology evolution and crystallization behavior of microinjection molded poly (lactic acid)/hydroxyapatite nanocomposites. Compos. A Appl. Sci. Manuf. 2015, 72, 85–95. [Google Scholar] [CrossRef]
- Wang, J.Y.; Bai, J.; Zhang, Y.Q.; Fang, H.G.; Wang, Z.G. Shearinduced enhancements of crystallization kinetics and morphological transformation for long chain branched polylactides with different branching degrees. Sci. Rep. 2016, 6, 26560. [Google Scholar]
- Schrauwen, B.A.G.; Von Breemen, L.C.A.; Spoelstra, A.B.; Govaert, L.E.; Peters, G.W.M.; Meijer, H.E.H. Structure, deformation, and failure of flow-oriented semicrystalline polymers. Macromolecules 2004, 37, 8618–8633. [Google Scholar] [CrossRef]
- Giboz, J.; Copponnex, T.; Mélé, P. Microinjection molding of thermoplastic polymers: Morphological comparison with conventional injection molding. J. Micromech. Microeng. 2009, 19, 025023. [Google Scholar] [CrossRef]
- Isayev, A.I.; Chan, T.W.; Shimojo, K.; Gmerek, M. Injection molding of semicrystalline polymers. I. Material characterization. J. Appl. Polym. Sci. 1995, 55, 807–819. [Google Scholar] [CrossRef]
- Isayev, A.I.; Chan, T.W.; Gmerek, M.; Shimojo, K. Injection molding of semicrystalline polymers. II. Modeling and experiments. J. Appl. Polym. Sci. 1995, 55, 821–838. [Google Scholar] [CrossRef]
- Persson, J.; Zhou, J.; Ståhl, J. Characterizing the mechanical properties of skin-core structure in polymer molding process by nanoindentation. Mater. Sci. 2014, 1–9. [Google Scholar]
- Baerwinkel, S.; Seidel, A.; Hobeika, S.; Hufen, R.; Moerl, M.; Altstaedt, V. Morphology Formation in PC/ABS Blends during Thermal Processing and the Effect of the Viscosity Ratio of Blend Partners. Materials 2016, 9, 659. [Google Scholar] [CrossRef]
- Bociaga, E.; Kula, M.; Kwiatkowski, K. Analysis of structural changes in injection-molded parts due to cyclic loading. Adv. Polym. Technol. 2018, 37, 2134–2141. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, Y.; Jiang, L.; Yang, X.; Zhou, Y.; Wang, X.; Li, Q.; Shen, C.; Turng, L.S. Effect of injection speed on the mechanical properties of isotactic polypropylene micro injection molded parts based on a nanoindentation test. J. Appl. Polym. Sci. 2018, 136, 47329. [Google Scholar] [CrossRef]
- Głogowska, K.; Sikora, J.; Dulebová, L. The effect of multiple processing of polypropylene on selected properties of injection moulded parts. Adv. Sci. Technol. Res. J. 2016, 10, 65–72. [Google Scholar] [CrossRef]
- Sykutera, D.; Wajer, Ł.; Kościuszko, A.; Szewczykowski, P.P.; Czyżewski, P. The influence of processing conditions on the polypropylene apparent viscosity measured directly in the mold cavity. Macromol. Symp. 2018, 378, 1700056. [Google Scholar] [CrossRef]
- Lafranche, E.; Krawczak, P.; Ciolczyk, J.P.; Maugey, J. Injection moulding of long glass fiber reinforced polyamide 66: Processing conditions/microstructure/flexural properties relationship. Adv. Polym. Technol. 2005, 24, 114–131. [Google Scholar] [CrossRef]
- Moritzer, E.; Heiderich, G.; Hirsch, A. Fiber length reduction during injection molding. AIP Conf. Proc. 2019, 2055, 070001. [Google Scholar]
- Ramzy, A.Y.; El-Sabbagh, A.M.; Steuernagel, L.; Ziegmann, G.; Meiners, D. Rheology of natural fibers thermoplastic compounds: Flow length and fiber distribution. J. Appl. Polym. Sci. 2013, 131, 39861. [Google Scholar] [CrossRef]
- Liparoti, S.; Speranza, V.; De Meo, A.; De Santis, F.; Pantani, R. Prediction of the maximum flow length of a thin injection molded part. J. Polym. Eng. 2020, 40, 783–795. [Google Scholar] [CrossRef]
- Moneke, M.; Seeger, P.; Stengler, R. Capability of scratch testing—A view on the influence of injection molding, water absorption, and blend systems of polymeric materials. Macromol. Symp. 2019, 384, 1800176. [Google Scholar] [CrossRef]
- Özçelik, B.; Ozbay, A.; Demırbaş, E. Influence of injection parameters and mold materials on mechanical properties of abs in plastic injection molding. Int. Commun. Heat Mass Transf. 2010, 37, 1359–1365. [Google Scholar] [CrossRef]
- Chen, J.; Hung, P.; Huang, M. Determination of process parameters based on cavity pressure characteristics to enhance quality uniformity in injection molding. Int. J. Heat Mass Transf. 2021, 180, 121788. [Google Scholar] [CrossRef]
- Vaněk, J.; Ovsík, M.; Staněk, M.; Hanzlik, J.; Pata, V. Study of injection molding process to improve geometrical quality of thick-walled polycarbonate optical lenses by reducing sink marks. Polymers 2024, 16, 2318. [Google Scholar] [CrossRef] [PubMed]
- Huang, M.; Ke, K.; Liu, C. Cavity pressure-based holding pressure adjustment for enhancing the consistency of injection molding quality. J. Appl. Polym. Sci. 2020, 138, 50357. [Google Scholar] [CrossRef]
- Hanzlik, J.; Vaněk, J.; Pata, V.; Šenkeřík, V.; Polášková, M.; Kruželák, J. The impact of surface roughness on conformal cooling channels for injection molding. Materials 2024, 17, 2477. [Google Scholar] [CrossRef]
- Low, J.; IBA, D.; Yamazaki, D.; Seo, Y. Shape deviation network of an injection-molded gear: Visualization of the effect of gate position on helix deviation. Appl. Sci. 2024, 14, 2013. [Google Scholar] [CrossRef]
- Bociąga, E.; Kaptacz, S.; Duda, P.; Rudawská, A. The influence of the type of polypropylene and the length of the flow path on the structure and properties of injection molded parts with the weld lines. Polym. Eng. Sci. 2019, 59, 1710–1718. [Google Scholar] [CrossRef]
- Nabiałek, J. Simulation studies of the impact of the gate location on the deformation of the pa 6 gf30 injection molded part. Arch. Metall. Mater. 2024, 69, 699–703. [Google Scholar] [CrossRef]
- Li, X.; Liu, F.; Zhang, C.; Gao, R.; Xu, X.; Fuet, J. The influence of mold design and process parameters on dimensional shrinkage of perfluoroalkoxy alkane injection molding parts. J. Appl. Polym. Sci. 2024, 141, e55757. [Google Scholar] [CrossRef]
- Miranda, D.; Rauber, W.; Vaz, M.; Zdanski, P. A methodology for determination the inlet velocity in injection molding simulations. Polímeros 2024, 34, e20240011. [Google Scholar] [CrossRef]
- Chen, J.; Zhuang, J.; Huang, M. Enhancing the quality stability of injection molded parts by adjusting v/p switchover point and holding pressure. Polymer 2021, 213, 123332. [Google Scholar] [CrossRef]
- Huang, P.; Peng, H.; Hwang, S.; Huang, C. The low breaking fiber mechanism and its effect on the behavior of the melt flow of injection molded ultra-long glass fiber reinforced polypropylene composites. Polymers 2021, 13, 2492. [Google Scholar] [CrossRef]
- ČSN EN ISO 14577-1; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 1: Test Method. International Organization for Standardization: Geneva, Switzerland, 2015.
- ČSN EN ISO 14577-2; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 2: Verification and Calibration of Testing Machines. International Organization for Standardization: Geneva, Switzerland, 2015.
- ČSN EN ISO 14577-3; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 3: Calibration of Reference Blocks. International Organization for Standardization: Geneva, Switzerland, 2015.
- ČSN EN ISO 14577-4; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 4: Test Method for Metallic and Non-Metallic Coatings. International Organization for Standardization: Geneva, Switzerland, 2016.
- Lanyi, F.J.; Wenzke, N.; Kaschta, J.; Schubert, D.W. On the Determination of the Enthalpy of Fusion of α-Crystalline Isotactic Polypropylene Using Differential Scanning Calorimetry, X-Ray Diffraction, and Fourier-Transform Infrared Spectroscopy: An Old Story Revisited. Adv. Eng. Mater. 2020, 22, 1900796. [Google Scholar] [CrossRef]
- Björn, L.; Mazza, R.; Andreasson, E.; Linell, F.; Lutz-Bueno, V.; Guizar-Sicairoset, M. Scanning small-angle x-ray scattering of injection-molded polymers: Anisotropic structure and mechanical properties of low-density polyethylene. ACS Appl. Polym. Mater. 2023, 5, 6429–6440. [Google Scholar] [CrossRef]
- Sun, H.; Zhao, Z.; Yang, Q.; Yang, L.; Wu, P. The morphological evolution and β-crystal distribution of isotactic polypropylene with the assistance of a long chain branched structure at micro-injection molding condition. J. Polym. Res. 2017, 24, 75. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Value |
|---|---|
| Trade name | Borealis BJ380MO |
| ITT (g/10 min) | 80 |
| Density (kg/m3) | 905 |
| Modulus of elasticity (GPa) | 1.3 |
| Melt temperature (°C) | 210–260 |
| Mold temperature (°C) | 20–60 |
| Holding pressure (MPa) | min 20 |
| Technological Parameters | Value |
|---|---|
| Injection pressure (MPa) | Variations |
| Holding pressure | 80% Injection pressure |
| Holding pressure duration (s) | 3 |
| Cooling time (s) | 20 |
| Mold temperatures (°C) | Variations |
| Melt temperatures (°C) | 215 |
| Zone n. 1 (°C) | 215 |
| Zone n. 2 (°C) | 210 |
| Zone n. 3 (°C) | 205 |
| Zone n. 4 (°C) | 200 |
| Zone n. 5 (°C) | 200 |
| Variations of Technological Parameters | Value |
|---|---|
| Injection pressure (MPa) | 20, 40, 60, 80 |
| Mold temperature (°C) | 30, 40, 50, 60 |
| Surface of test plates (µm) | Ra 0.8 |
| Measurement Parameter Skin and Core Layers | Value |
|---|---|
| Applied load (N) | 5 |
| Load capacity(s) | 90 |
| Loading and unloading rate (N/min) | 10 |
| Poisson’s number | 0.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fucikova, K.; Ovsik, M.; Cesnek, A.; Pis, A.; Vanek, J.; Stanek, M. Influence of Injection Molding Parameters and Distance from Gate on the Mechanical Properties of Injection-Molded Polypropylene. Polymers 2025, 17, 1012. https://doi.org/10.3390/polym17081012
Fucikova K, Ovsik M, Cesnek A, Pis A, Vanek J, Stanek M. Influence of Injection Molding Parameters and Distance from Gate on the Mechanical Properties of Injection-Molded Polypropylene. Polymers. 2025; 17(8):1012. https://doi.org/10.3390/polym17081012
Chicago/Turabian StyleFucikova, Klara, Martin Ovsik, Adam Cesnek, Adam Pis, Jiri Vanek, and Michal Stanek. 2025. "Influence of Injection Molding Parameters and Distance from Gate on the Mechanical Properties of Injection-Molded Polypropylene" Polymers 17, no. 8: 1012. https://doi.org/10.3390/polym17081012
APA StyleFucikova, K., Ovsik, M., Cesnek, A., Pis, A., Vanek, J., & Stanek, M. (2025). Influence of Injection Molding Parameters and Distance from Gate on the Mechanical Properties of Injection-Molded Polypropylene. Polymers, 17(8), 1012. https://doi.org/10.3390/polym17081012