1. Introduction
Additive manufacturing technology has emerged as a significant innovation in engineering and industrial sectors. Its advantages over traditional manufacturing methods, such as design flexibility, production speed, and cost efficiency, have made this technology preferred in many application areas [
1,
2,
3,
4,
5,
6]. One of the most commonly used methods in additive manufacturing is Fused Deposition Modeling (FDM), which shapes objects by depositing thermoplastic materials in layers [
7].
Polylactic acid (PLA) is a thermoplastic preferred for its biodegradable and environmentally friendly properties. Its low cost and ease of processing have made PLA a widely used material in various engineering and medical applications. PLA is commonly used in biomedical devices, packaging materials, and 3D printing filaments. However, the mechanical properties of PLA can be insufficient for some applications [
8].
The necessity to improve the mechanical properties of PLA, such as tensile and flexural strength, is crucial for its broader application range. Continuous fiber reinforcements are widely used to enhance the mechanical strength of composite materials. Continuous fibers have significant potential to improve the strength and durability of composites. The combination of continuous fibers with different matrix materials is an effective method to optimize the performance of composite materials [
9,
10,
11]. Continuous fiber reinforcements such as basalt fibers [
12], aramid fibers [
13], carbon fibers [
14], glass fibers [
15], and natural lignocellulosic fibers such as flax [
16] are widely used to enhance the mechanical strength of composite materials. Stainless steel continuous fibers are an ideal reinforcement material for enhancing the mechanical performance of composites due to their high strength, thermal conductivity, and corrosion resistance. It is known that steel retains its strength at high temperatures and is resistant to chemical effects [
17]. In this study, the use of steel continuous fibers within a PLA matrix was investigated.
Most studies in the literature focus on short fiber, particulate, or discontinuous metal reinforcements in polymer matrices, often incorporating these reinforcements by mixing them into the filament before extrusion. In contrast, this study employs continuous stainless steel wire reinforcement, which is directly embedded into the PLA matrix during the FDM process using a nozzle impregnation method. This approach enhances load transfer efficiency, interfacial bonding, and mechanical integrity, providing superior mechanical performance compared to traditional discontinuous reinforcement techniques. A review of the literature revealed that studies have primarily focused on unreinforced polymers, emphasizing the significant influence of manufacturing parameters on mechanical properties. Trindade et al. [
18] evaluated the mechanical performance variations in nine different polymer-based materials, including PLA, based on print orientation. Specimens were produced in horizontal and vertical directions and subjected to tensile, flexural, and compression tests, analyzing the effect of print orientation on mechanical properties. The results indicated that mechanical performance varied with print direction and exhibited material-dependent behavior.
The influence of manufacturing parameters on mechanical performance has also been examined from different perspectives. Rivera-López et al. [
19] investigated the effect of nozzle temperature on the mechanical properties of PLA specimens produced via the FDM method, revealing that insufficient melting at low temperatures or excessive material accumulation at high temperatures altered mechanical performance. The optimal printing temperature range was determined as 220–240 °C. Similarly, Vázquez-Silva et al. [
20] analyzed the impact of infill density on mechanical properties, reporting that an increase in infill density enhanced mechanical strength but reduced ductility. The highest tensile, flexural, and compressive strengths were measured as 107.53 MPa, 114.32 MPa, and 63.96 MPa, respectively. Beníček et al. [
21] assessed the effects of nozzle diameter, layer height, and printing temperature on PLA, PMMA, and PETG materials, demonstrating that smaller nozzle diameters and lower layer heights contributed to improved mechanical performance.
A common aspect of these studies is their focus on unreinforced polymers. While the effects of manufacturing parameters on mechanical properties have been extensively studied in the literature, limited research has explored these effects in continuous wire-reinforced polymer composites. In this context, this study provides an original contribution to the literature by investigating the impact of manufacturing parameters on the mechanical performance of steel wire-reinforced PLA composites produced via FDM.
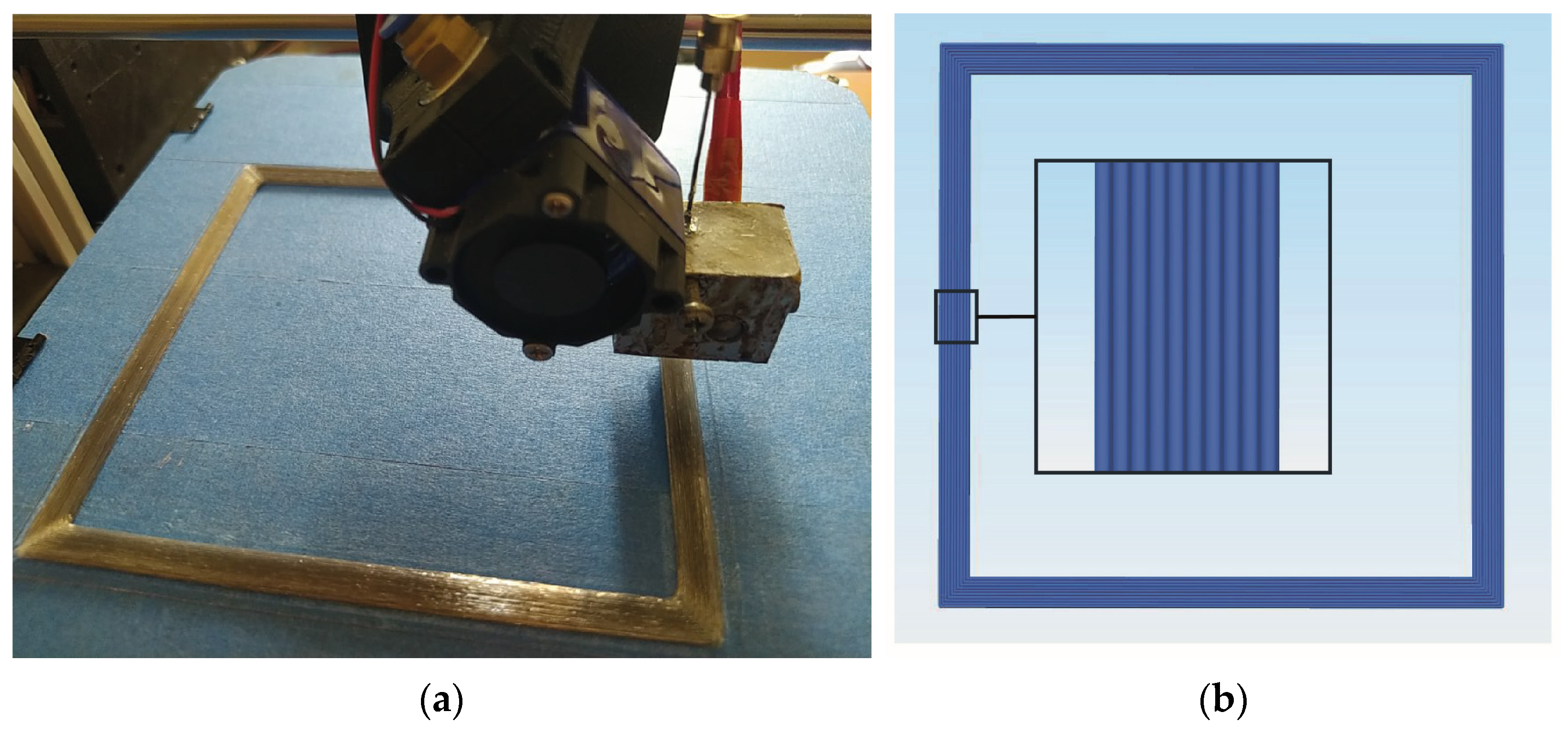
The expected outcomes of this study include a significant improvement in the mechanical performance of PLA/stainless steel continuous wire composites by systematically optimizing process parameters. Unlike conventional polymer-based composites, the integration of continuous metal reinforcement provides superior load transfer, interfacial bonding, and mechanical reliability, which are essential for structural applications. The results demonstrate that process optimization significantly enhances tensile strength, making these composites suitable for high-performance applications requiring both lightweight design and high mechanical strength. Furthermore, the findings of this study contribute to the broader adoption of PLA-based composites by addressing one of their primary limitations—mechanical weakness. The enhanced mechanical properties achieved through optimized printing parameters expand the application potential of PLA in engineering, automotive, aerospace, and biomedical fields, where sustainable and high-strength materials are increasingly sought after. Additionally, this study promotes the use of environmentally friendly and biodegradable PLA by demonstrating its capability to be reinforced with metal wires, thereby extending its applicability to structural and load-bearing applications that traditionally rely on non-biodegradable composites. Future research may further explore multi-material hybridization, long-term durability, and functional enhancements to maximize the usability of these composites in industrial applications. The scope of this study is limited to examining the mechanical properties of composites produced by combining PLA matrix and steel continuous wires. The effects of process parameters on the performance of the composites were evaluated through systematic optimization using the Taguchi method. This approach allowed for the identification of optimal parameter settings to enhance the mechanical properties of the composites. The objective of this study is to investigate the mechanical properties of composites produced by combining a PLA matrix and steel continuous wires. The FDM method was used for production, with PLA and continuous steel wire fed into the system simultaneously to achieve additive manufacturing. Tensile tests were conducted on the produced composites to evaluate their mechanical performance.
4. Conclusions
In this study, continuous steel wire-reinforced PLA matrix composites were successfully produced. The effect of layer height and hatch spacing parameters on the mechanical and thermal properties on the composites were investigated. Layer height and hatch spacing parameters were kept between 0.4 mm–0.2 mm and 0.6 mm–0.4 mm, respectively, which were determined on the previous printing trials. The findings of this study provide valuable insights into the development of steel wire-reinforced PLA composites for advanced applications requiring enhanced mechanical properties. Unlike conventional unreinforced FDM-printed polymers, the incorporation of continuous steel wire significantly improves tensile strength and interfacial bonding, making these composites more suitable for structural and load-bearing applications. The optimization of hatch spacing and layer thickness further ensures reproducibility and reliability in manufacturing, contributing to the scalability of this approach. These results demonstrate the potential of FDM-produced metal-reinforced polymer composites in sectors such as automotive, aerospace, and biomedical engineering, where high-performance lightweight materials are required. Future research should explore additional reinforcement strategies and multi-material hybridization to further expand the application scope of these composites.
TG analysis revealed that the temperature of the beginning of decomposition (Tonset) and the temperatures corresponding to the maximum rate of weight loss (Tmax) were shifted to the lower values by incorporation of steel wires into PLA matrix.
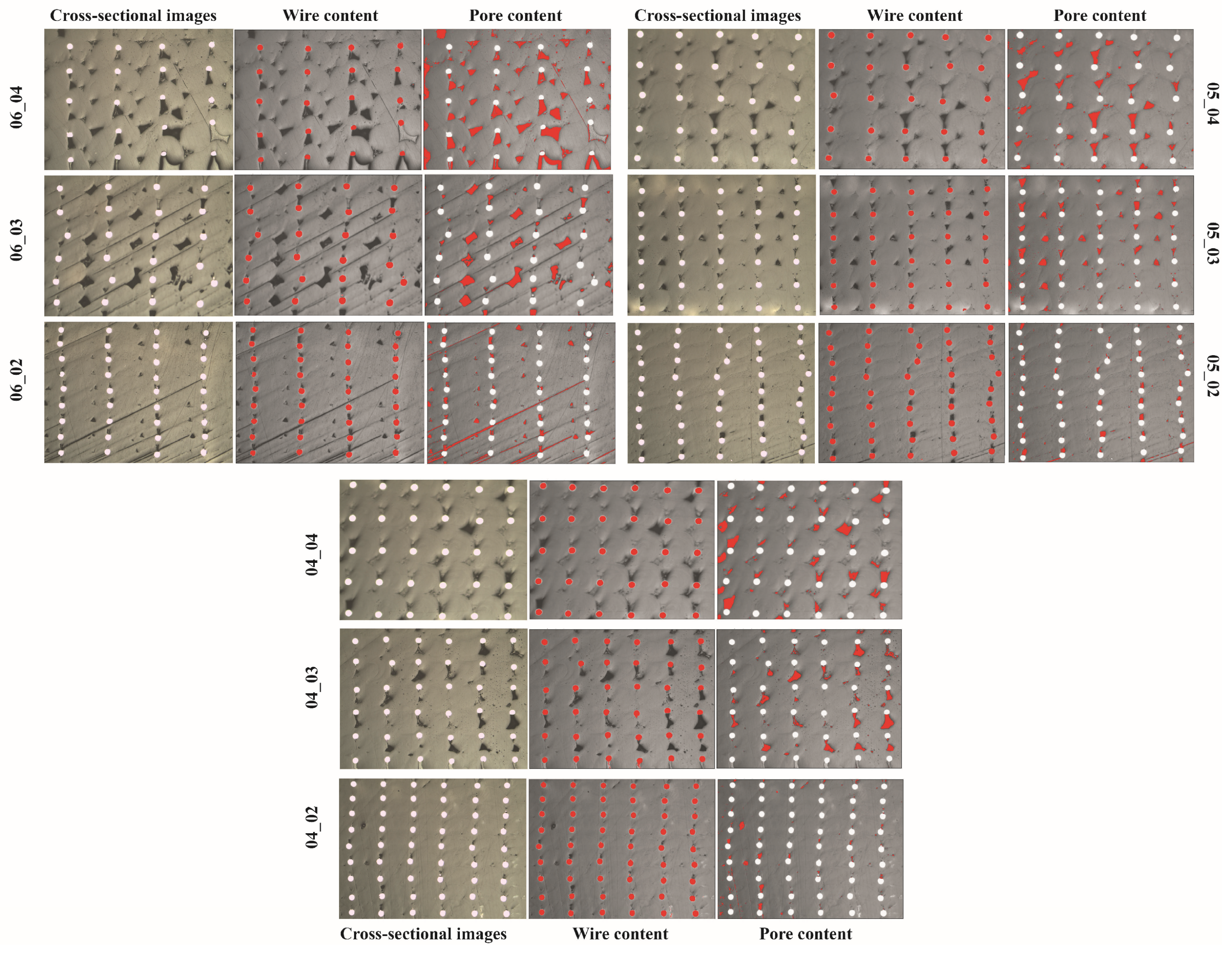
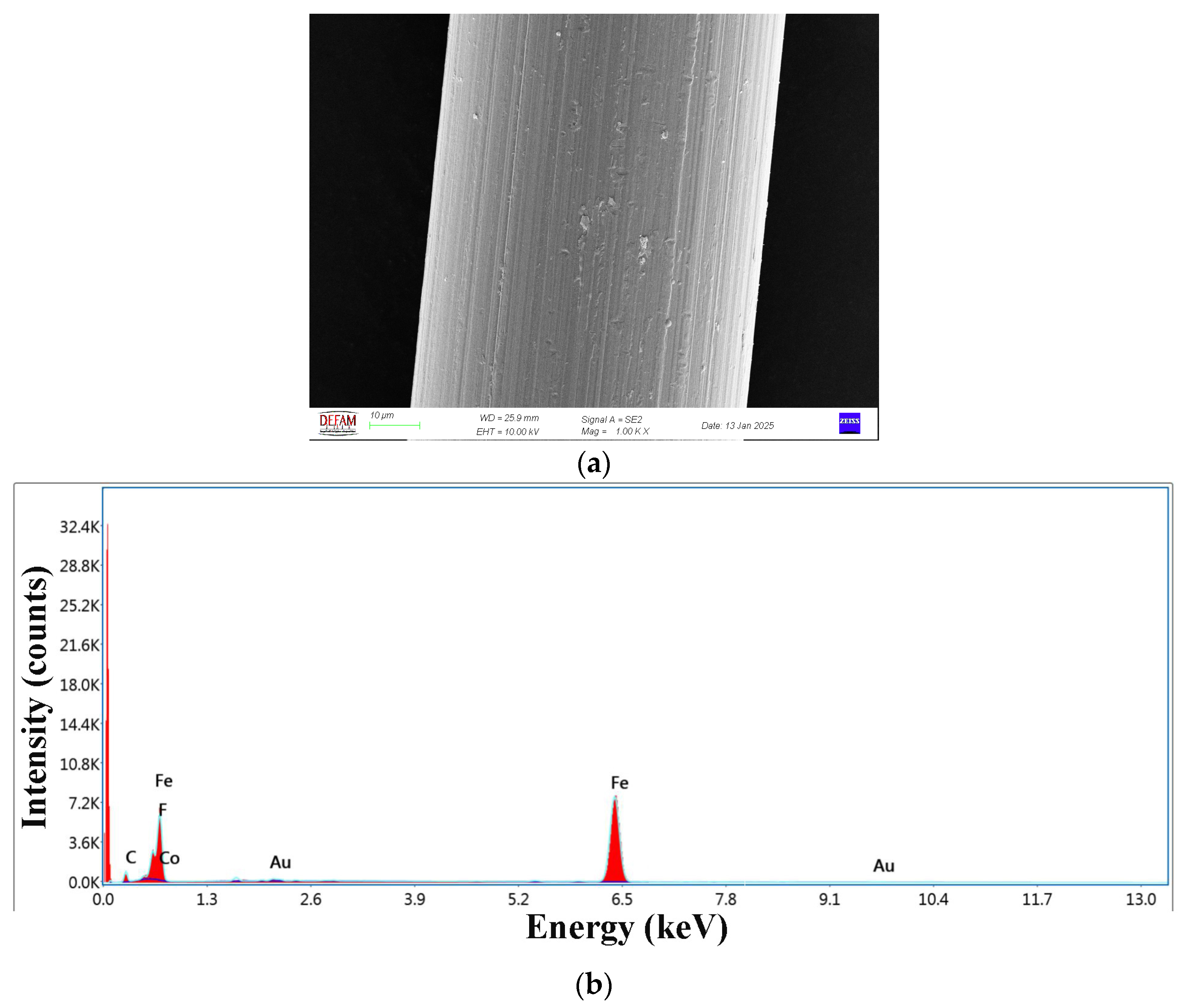
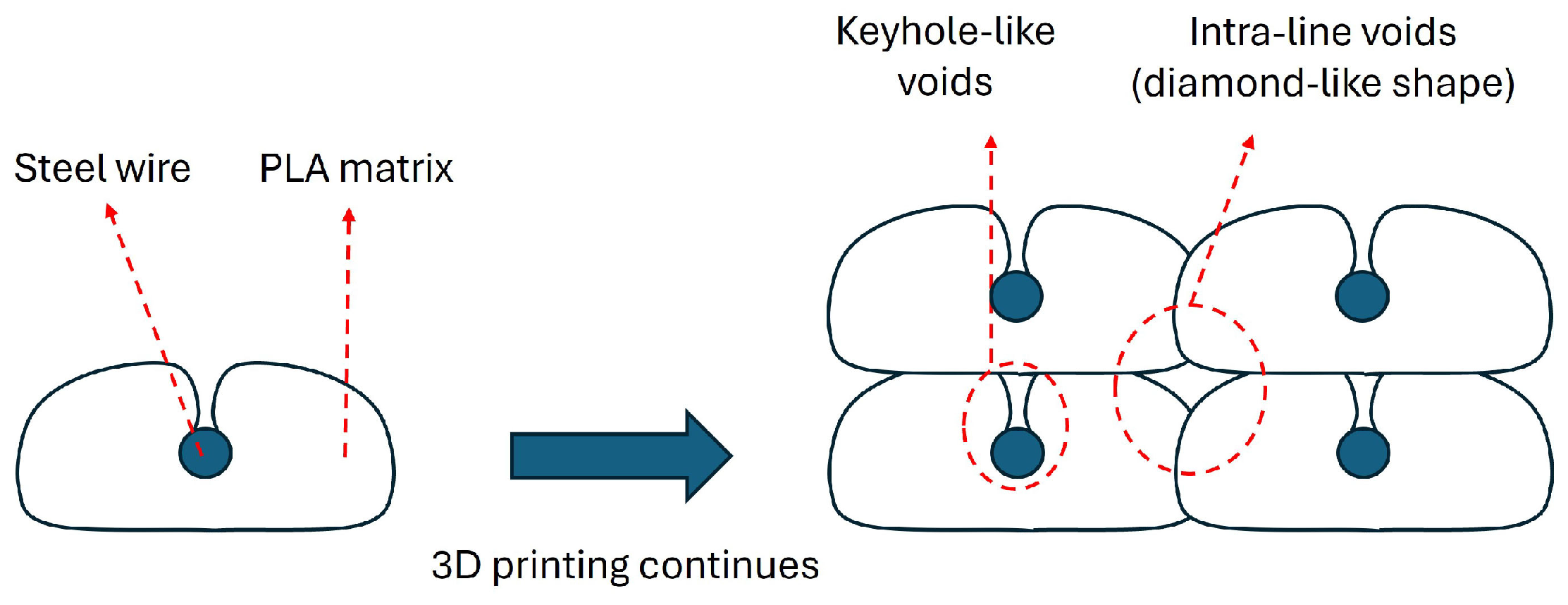
Microstructural characterization and SEM analysis of composites showed that the wires within the matrix were uniformly distributed for all samples regardless of the printing parameters. The cup and cone structure, which is a sign of ductile fracture, was observed for tensile tested specimens. Although some deformed fibers were observed in the structure it was concluded that the main failure mechanism for the composites was pulling out of wires from the PLA matrix. SEM analysis revealed that the composites had both void structures of keyhole-like voids and intra-line voids.
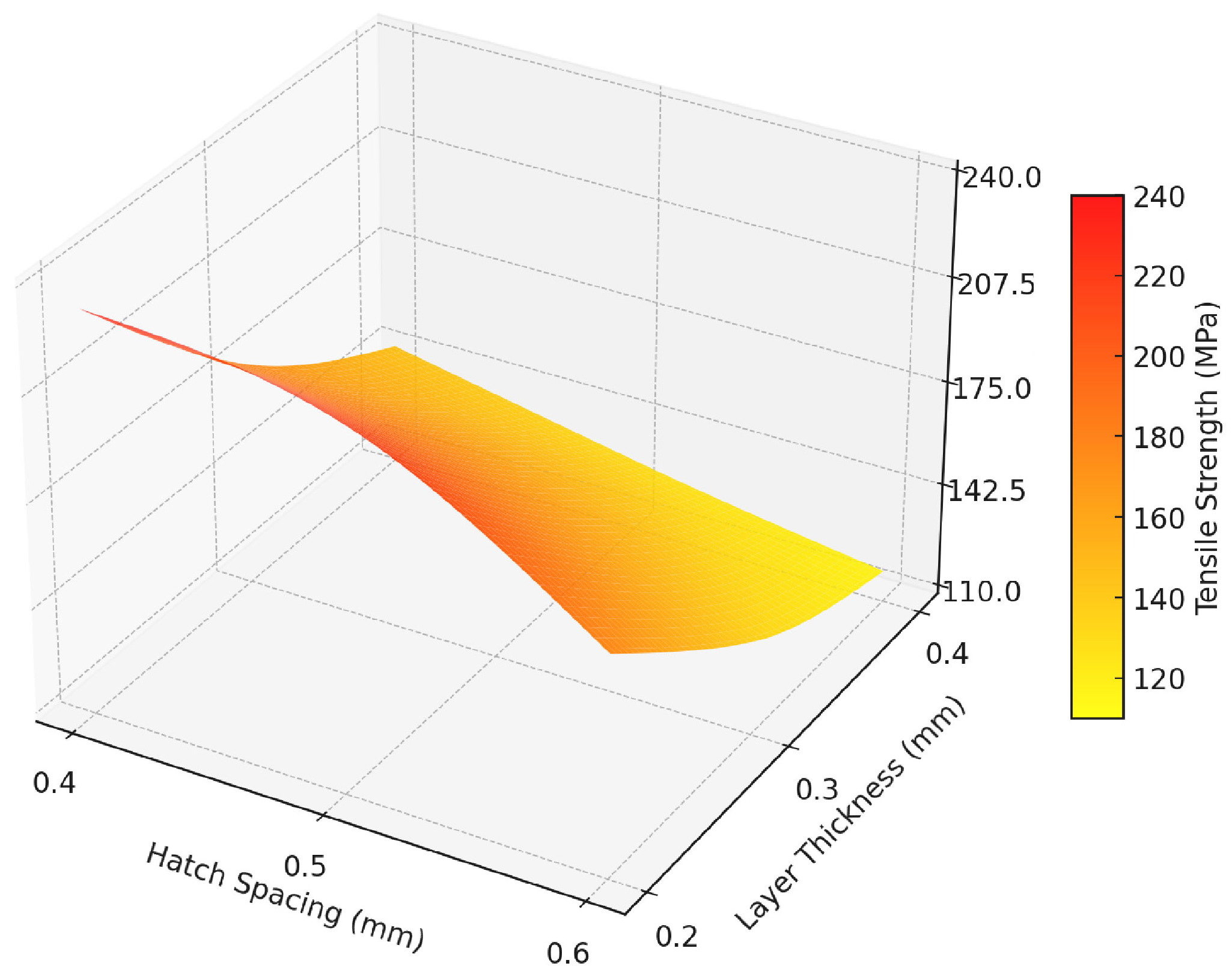
The tensile test results showed that the highest tensile strength of 231.61 MPa was achieved with a hatch spacing of 0.4 mm and a layer thickness of 0.2 mm, while the lowest tensile strength of 117.06 MPa was observed at a hatch spacing of 0.6 mm and a layer thickness of 0.4 mm. Tensile strength values decreased with increasing hatch spacing and layer thickness.
The Taguchi analysis indicated that layer thickness had the highest contribution to tensile strength with 75.861%, followed by hatch spacing with 21.647%, as shown by the ANOVA results. The highest Signal-to-Noise (S/N) ratio of 47.29 was obtained at a hatch spacing of 0.4 mm and a layer thickness of 0.2 mm, confirming the identified optimal parameters.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}