
Application of Carbon–Silicon Hybrid Fillers Derived from Carbonised Rice Production Waste in Industrial Tread Rubber Compounds

 , , , ,
, , , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
- -
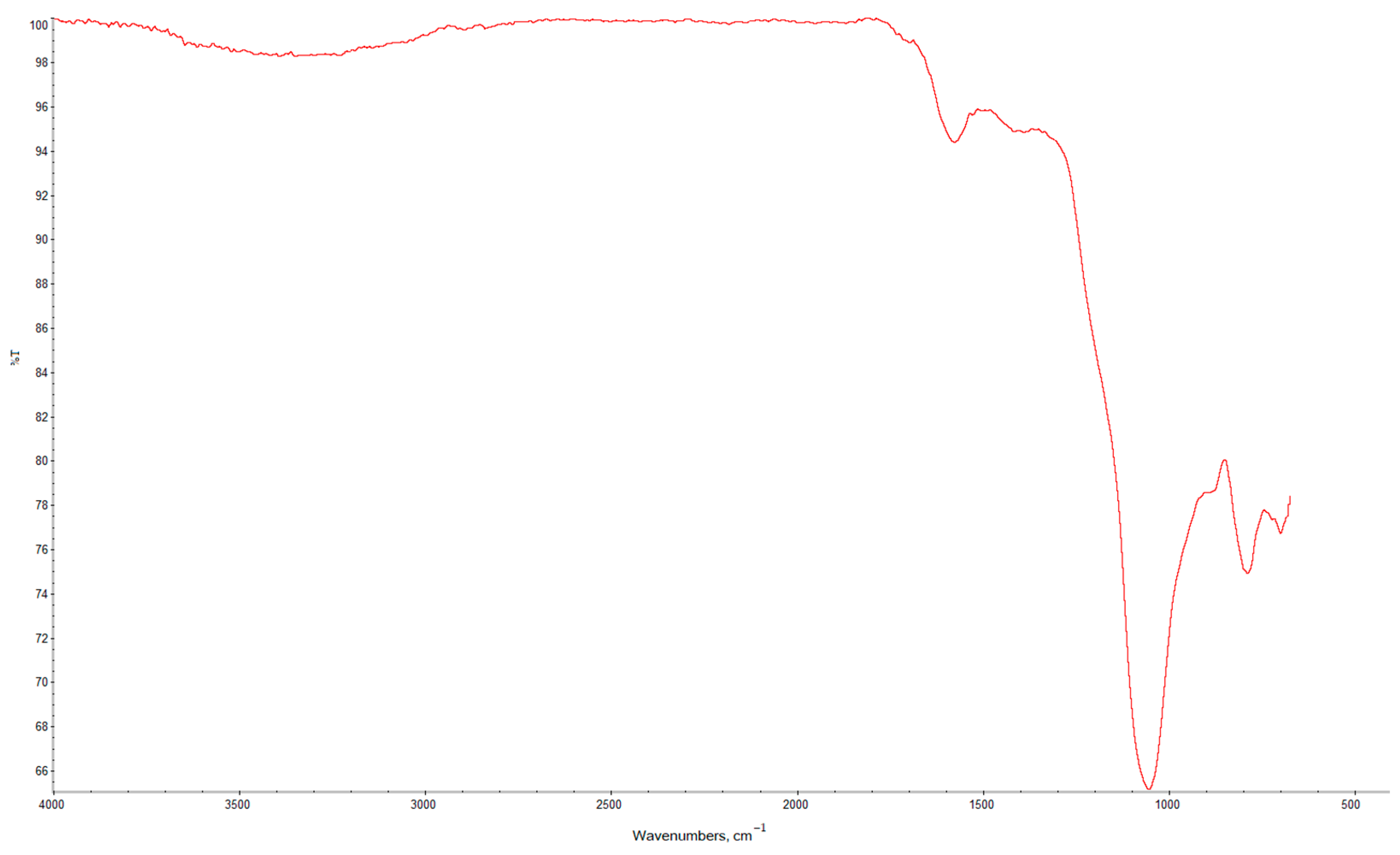
- 1730 cm−1 (stretching vibrations of C=O groups) [46];
- -
- 1700 cm−1 (bending vibrations of hydrogen-bonded OH groups) [45];
- -
- 1595 cm−1 (stretching vibrations of COO− groups);
- -
- 1418 cm−1 (bending vibrations of Si–C groups);
- -
- 1051 cm−1 (stretching vibrations of siloxane groups –Si–O–Si–) [47];
- -
- 790 cm−1 (bending vibrations of siloxane groups –Si–O–Si–) [46];
- -
- 699 cm−1 (bending vibrations of Si–C groups) [48].
2.2. Methods
2.2.1. Preparation of Rubber Compounds
2.2.2. Determination of Plastoelastic Properties of Rubber Compounds
2.2.3. Determination of Plasticity and Elastic Recovery of Rubbers
2.2.4. Determination of Vulcanisation Kinetic Parameters of Rubber Compounds
2.2.5. Methods for Determining Physico-Mechanical Properties of Vulcanisates and Rubber Compounds
2.2.6. Determination of Rubber Compound Tackiness
2.2.7. Methods for Determining Viscoelastic Properties of Tread Rubbers
3. Results and Discussion
3.1. Technological Properties of Rubber Compounds
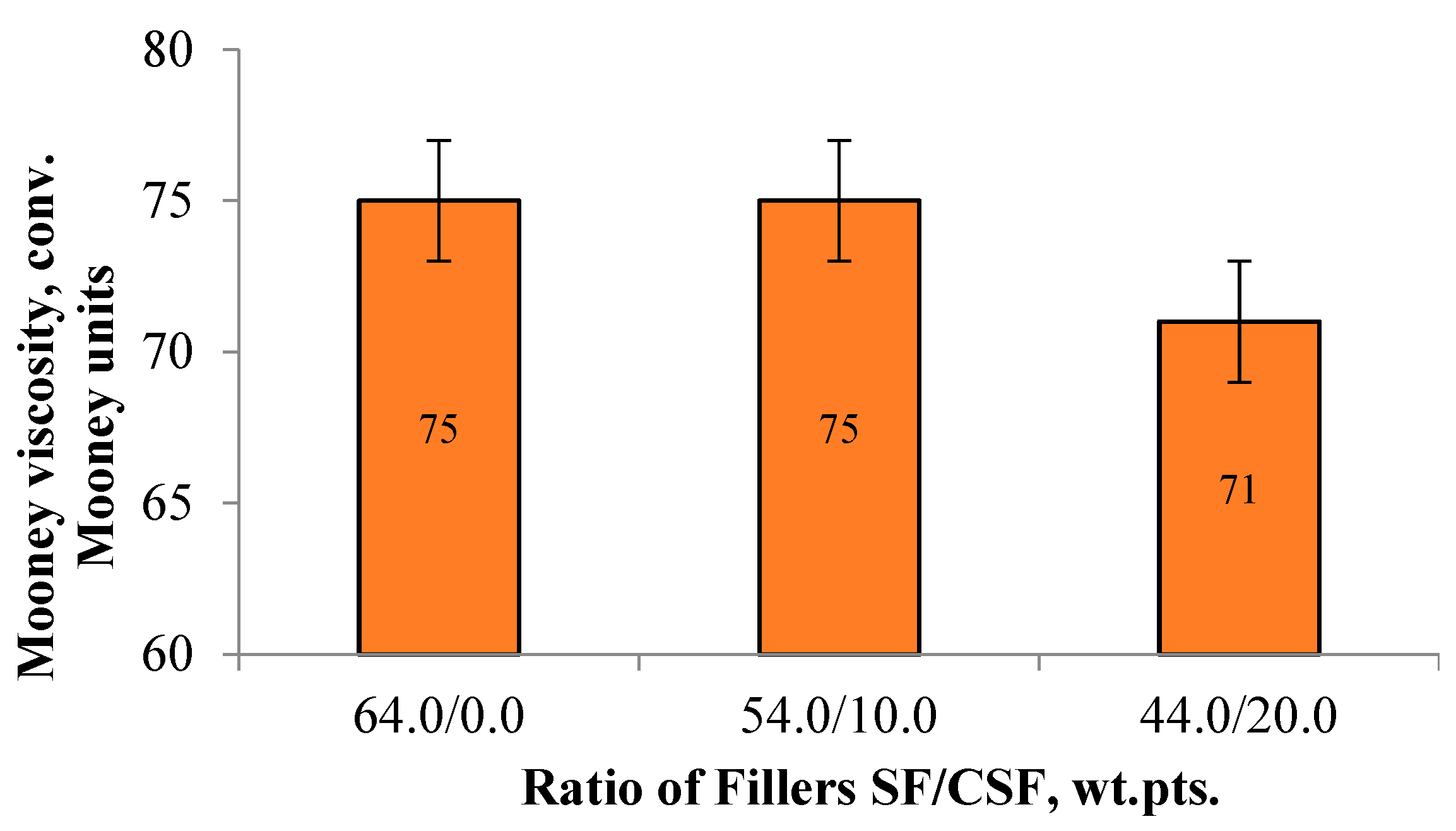
3.1.1. Determination of Mooney Viscosity of Rubber Compounds
3.1.2. Plasticity and Elastic Recovery of Rubber Compounds
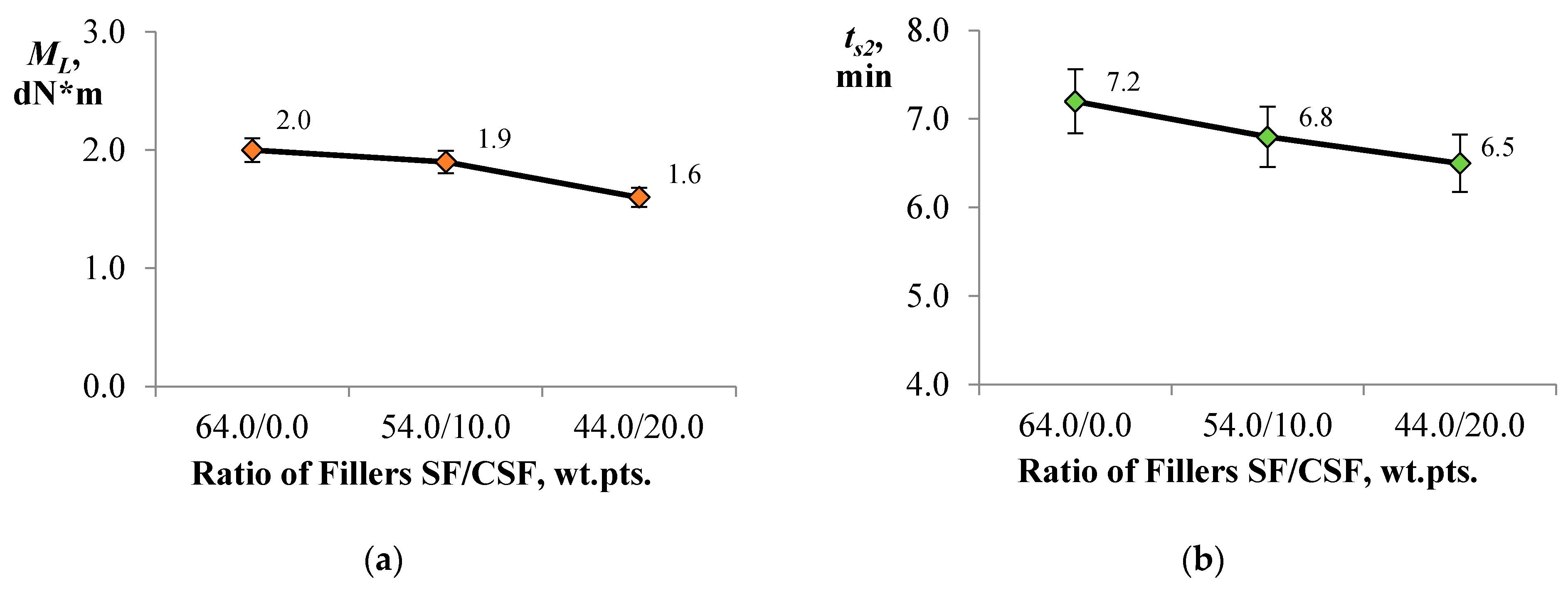
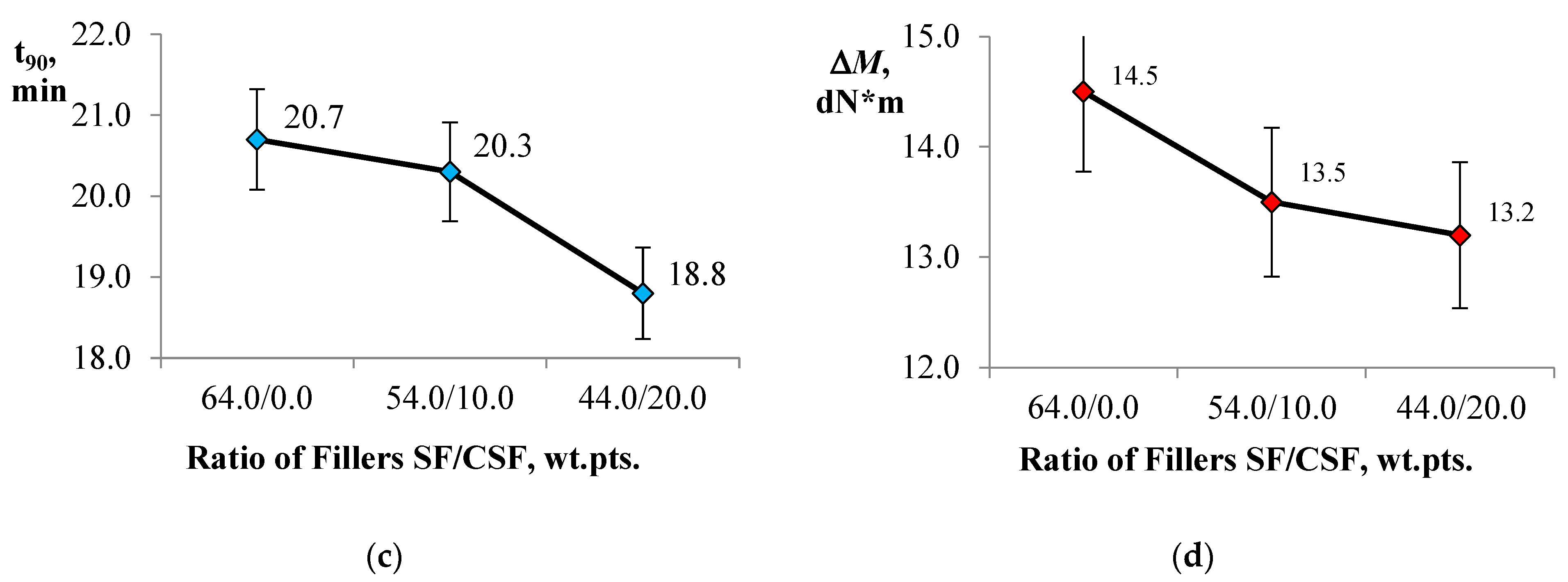
3.1.3. Kinetic Parameters of the Vulcanisation Process
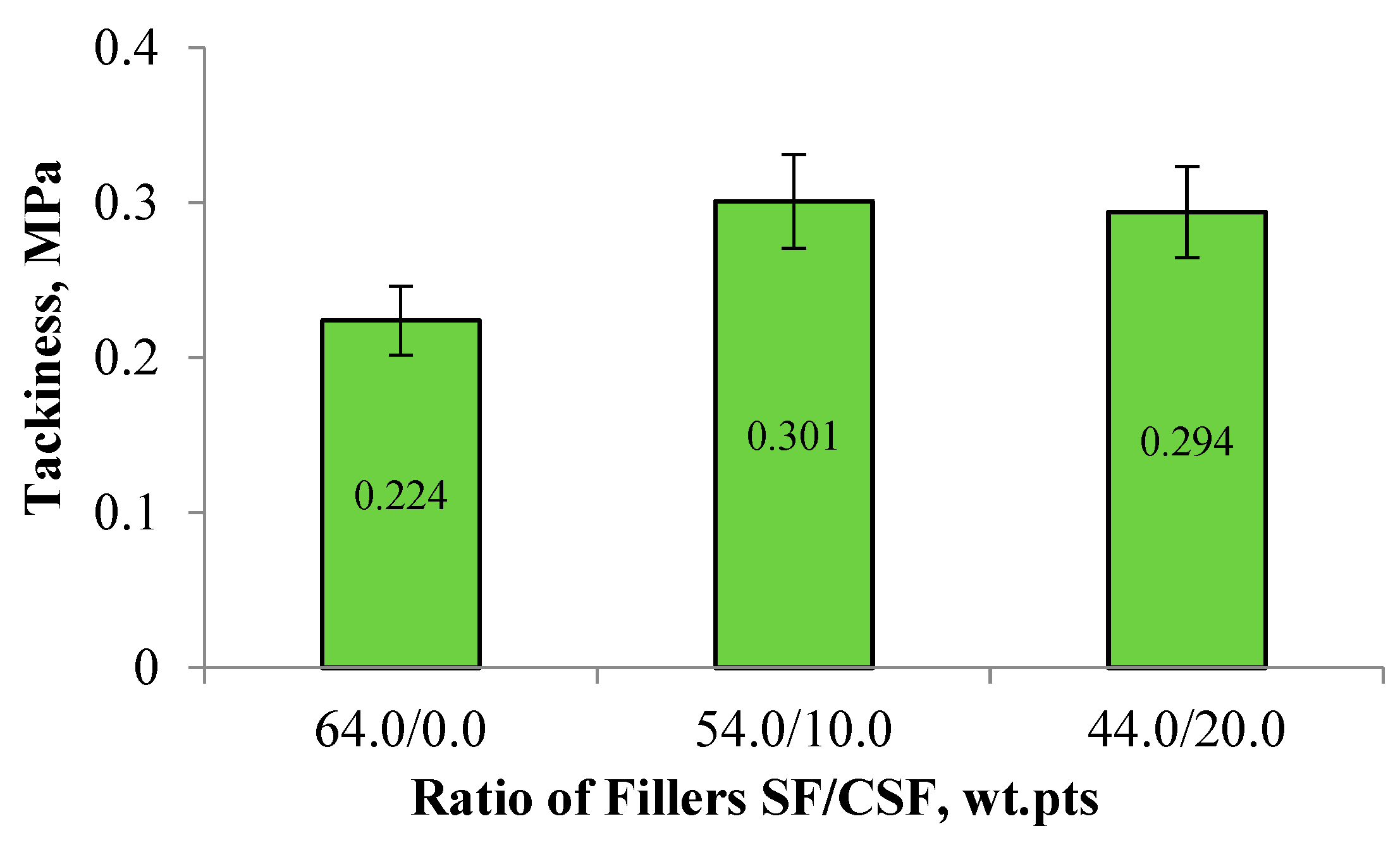
3.1.4. Tackiness of Rubber Compounds (Without Rest)
3.2. Physico-Mechanical Properties of the Compounds Before and After Thermal Ageing
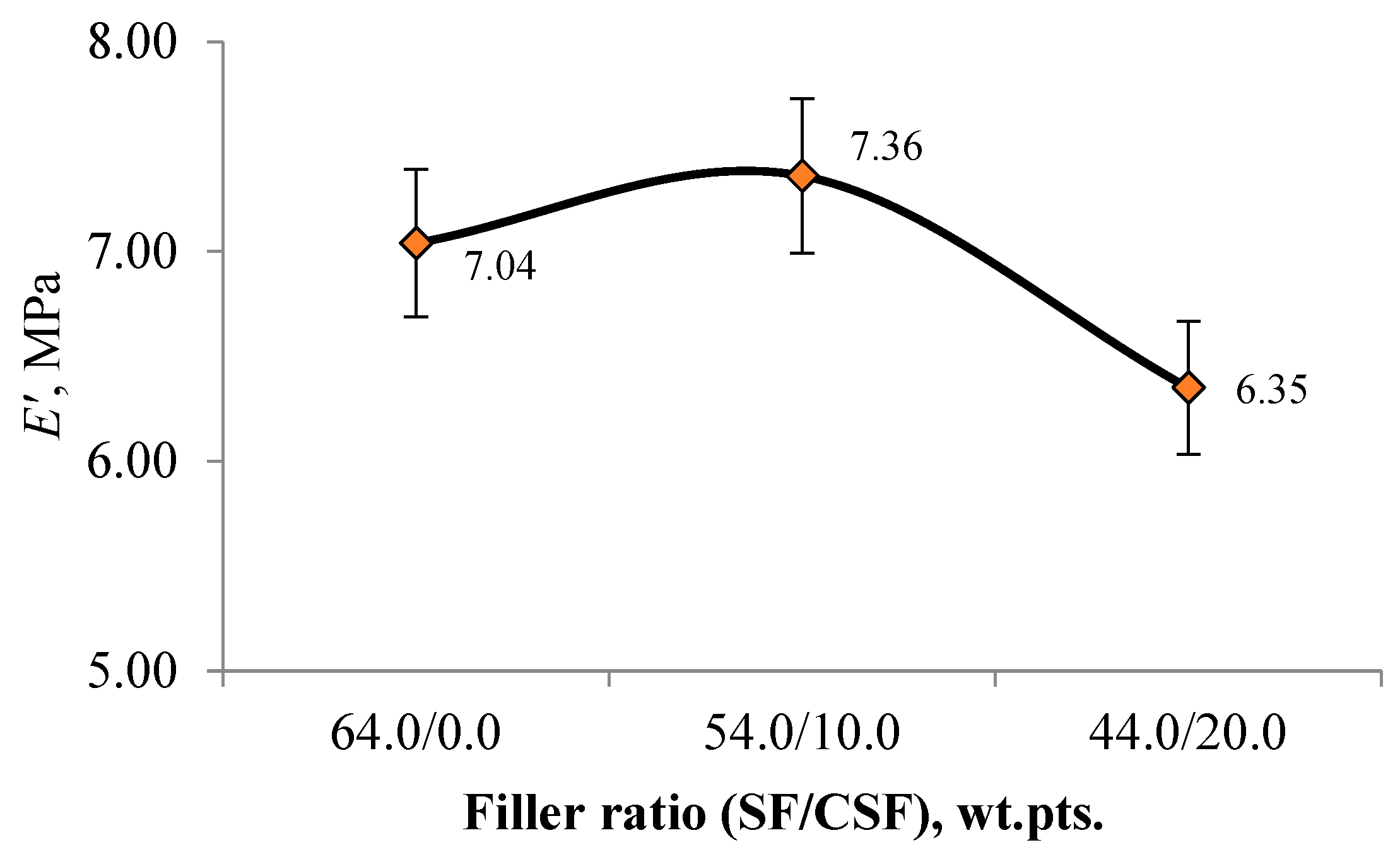
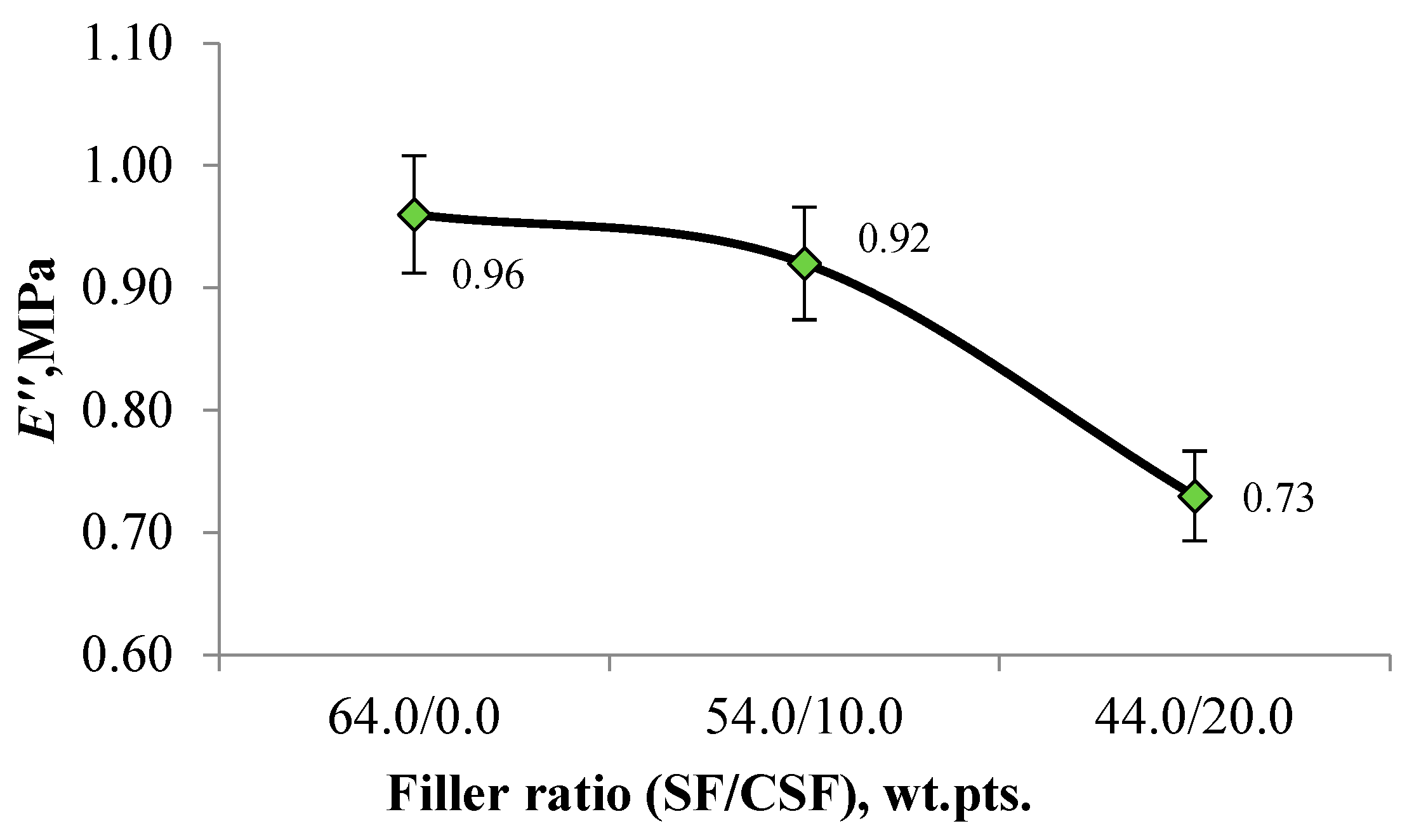
Elastic Hysteresis Properties of Tread Rubbers
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| SF | silica filler |
| CSF | carbon–silica filler |
| SBR | styrene–butadiene rubber |
| CTAB | cetriltrimethylammonium bromide |
| RH | rice husks |
| RS | rice straw |
| DBP | dibutyl phthalate |
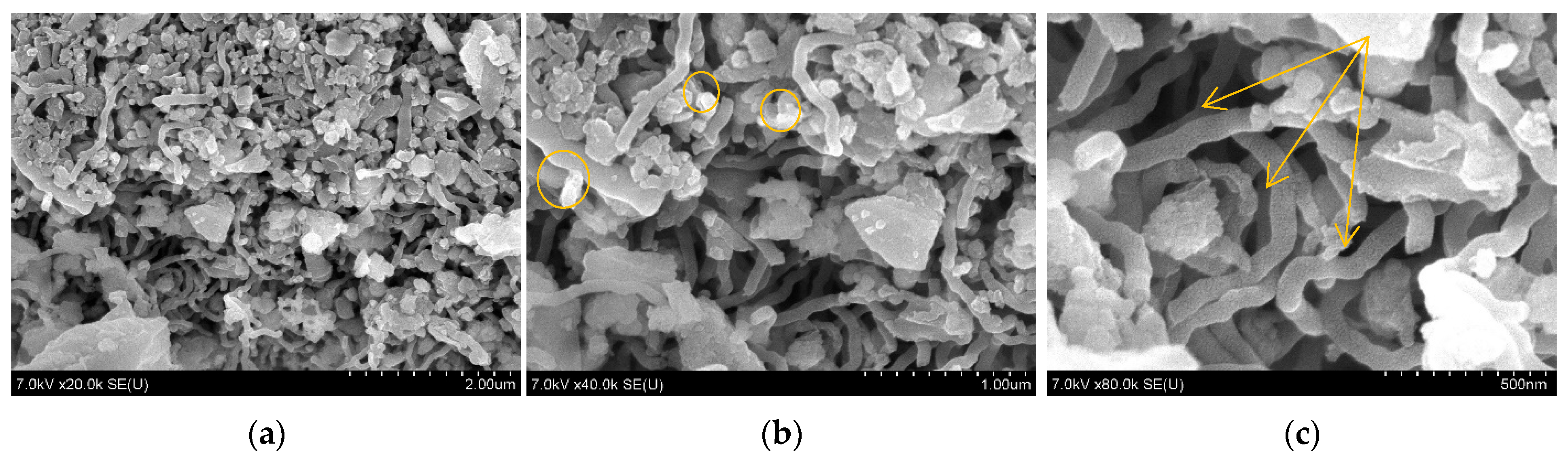
| SEM | scanning electron microscopy |
| FTIR | Fourier-transform infrared spectroscopy |
References
- Singh, M.; Zulkifli, M. Special issue on current progresses in rubber technology. J. Rubber Res. 2022, 24, 541–542. [Google Scholar] [CrossRef]
- Rodgers, B.; D’Cruz, B. Tire technology. In Rubber Compounding: Chemistry and Applications; Rodgers, B., Ed.; CRC Press: Boca Raton, FL, USA, 2016; pp. 579–598. [Google Scholar] [CrossRef]
- Rauline, R. Rubber Compound and Tires Based on such a Compound. EP0501227A1, 2 September 1992. [Google Scholar]
- Luginsland, H.D.; Niedermeier, W. New reinforcing materials for rising tire performance demands. Rubber World 2003, 22, 34–45. [Google Scholar]
- Khasraghi, S.S.; Shojaei, A.; Momenilandi, M. Enhancing tire tread performance with combined nano and micro-silica particles in styrene butadiene rubber/butadiene rubber compound. J. Elastomers Plast. 2023, 55, 1213–1235. [Google Scholar] [CrossRef]
- Shin, W.S.; Kwon, Y.R.; Kim, J.S.; Hong, S.J.; Kim, Y.J.; Lim, S.H.; Kim, D.H. Improved silica dispersibility in silica–rubber compounds for a tire tread by using an itaconic acid-based polymeric dispersant. Fibers Polym. 2021, 22, 196–204. [Google Scholar] [CrossRef]
- Sharma, N.; Allardyce, B.J.; Rajkhowa, R.; Agrawal, R. Rice straw-derived cellulose: A comparative study of various pre-treatment technologies and its conversion to nanofibres. Sci. Rep. 2023, 13, 16327. [Google Scholar] [CrossRef]
- Singh, G.; Gupta, M.K.; Chaurasiya, S.; Sharma, V.S.; Pimenov, D.Y. Rice straw burning: A review on its global prevalence and the sustainable alternatives for its effective mitigation. Environ. Sci. Pollut. Res. 2021, 28, 32125–32155. [Google Scholar] [CrossRef] [PubMed]
- Lolage, M.; Parida, P.; Chaskar, M.; Gupta, A.; Rautaray, D. Green silica: Industrially scalable & sustainable approach towards achieving improved “nano filler–elastomer” interaction and reinforcement in tire tread compounds. Sustain. Mater. Technol. 2020, 26, e00232. [Google Scholar] [CrossRef]
- Khashan, M.; Mohammad, A. Comparative study for Pb2+ adsorption from simulated wastewater of battery manufacture on activated carbon prepared from rice husk with different activation agents. Al-Qadisiyah J. Eng. Sci. 2022, 15, 148–156. [Google Scholar] [CrossRef]
- Hussein, K.O.; Sikirat, M.A.; Sadanand, P.; Ismaila, J.; Kazeem, A.B.; Zvinowanda, C.; Jane, C.N. Recent potential application of rice husk as an eco-friendly adsorbent for removal of heavy metals. Appl. Water Sci. 2022, 12, 259. [Google Scholar] [CrossRef]
- Abo-El-Enein, S.A.; Eissa, M.A.; Diafullah, A.A.; Rizk, M.A.; Mohamed, F.M. Removal of some heavy metals ions from wastewater by copolymer of iron and aluminum impregnated with active silica derived from rice husk ash. J. Hazard. Mater. 2009, 172, 574–579. [Google Scholar] [CrossRef]
- Azadi, M.; Bahrololoom, M.E.; Heidari, F. Enhancing the mechanical properties of an epoxy coating with rice husk ash, a green product. J. Coat. Technol. Res. 2011, 8, 117–123. [Google Scholar] [CrossRef]
- Tipsotnaiyana, N.; Jarupan, L.; Pechyen, C. Synthesized silica powder from rice husk for printing raw materials application. Adv. Mater. Res. 2012, 506, 218–221. [Google Scholar] [CrossRef]
- Andreola, F.; Barbieri, L.; Bondioli, F. Agricultural waste in the synthesis of coral ceramic pigment. Dye. Pigment. 2012, 94, 207–211. [Google Scholar] [CrossRef]
- Gautam, A.; Batra, R.; Singh, N. A study on use of rice husk ash in concrete. Eng. Herit. J. 2019, 3, 1–4. [Google Scholar] [CrossRef]
- Soni, S.; Ojha, D. A study on use of rice husk ash in concrete. J. Mech. Constr. Eng. 2021, 1, 1–4. [Google Scholar] [CrossRef]
- Singh, J.; Chandel, S. An examination and investigation of compressive strength: The use of waste paper sludge ash and rice husk ash as cement substitutes in concrete. Int. J. Innov. Res. Eng. Manag. 2023, 10, 60–66. [Google Scholar] [CrossRef]
- Gonçalves, M.; Bergmann, C. Thermal insulators made with rice husk ashes: Production and correlation between properties and microstructure. Constr. Build. Mater. 2007, 21, 2059–2065. [Google Scholar] [CrossRef]
- Li, M.; Pu, Y.; Thomas, V.M.; Yoo, C.G.; Ozcan, S.; Deng, Y.; Ragauskas, A.J. Recent advancements of plant-based natural fiber–reinforced composites and their applications. Compos. Part B Eng. 2020, 200, 108345. [Google Scholar] [CrossRef]
- Attharangsan, S.; Ismail, H.; Bakar, M.A.; Ismail, J. The effect of rice husk powder on standard Malaysian natural rubber grade L (SMR L) and epoxidized natural rubber (ENR 50) composites. Polym.-Plast. Technol. Eng. 2012, 51, 231–237. [Google Scholar] [CrossRef]
- Arayapranee, W.; Rempel, G.L. A comparative study of the cure characteristics, processability, mechanical properties, ageing, and morphology of rice husk ash, silica and carbon black filled 75:25 NR/EPDM blends. J. Appl. Polym. Sci. 2008, 109, 932–941. [Google Scholar] [CrossRef]
- Iluppalla, D.; Ranatunga, S.; Siriwardena, S. Silica/white rice husk ash hybrid filler for rubber composites for the manufacture of low speed castor wheel rubber treads. J. Rubber Res. Inst. Sri Lanka 2020, 100, 38. [Google Scholar] [CrossRef]
- Costa, H.M.; Visconte, L.L.Y.; Nunes, R.C.R.; Furtado, C.R.G. Rice husk ash filled natural rubber compounds—The use of rheometric data to qualitatively estimate optimum filler loading. Int. J. Polym. Mater. 2004, 53, 475–497. [Google Scholar] [CrossRef]
- Fernandes, M.R.S.; Sousa, A.M.F.; Furtado, C.R.G. Rice husk ash as filler in tread compounds to improve rolling resistance. Polímeros 2017, 27, 55–61. [Google Scholar] [CrossRef]
- Chen, Z.; Xu, Y.; Shivkumar, S. Microstructure and tensile properties of various varieties of rice husk. J. Sci. Food Agric. 2017, 98, 1061–1070. [Google Scholar] [CrossRef]
- Singh, J.K.; Rout, A.K. Study on the physical, mechanical, and thermal behaviour of RHN blend epoxy hybrid composites reinforced by Borassus flabellifer L. fibers. Cellulose 2023, 30, 5033–5049. [Google Scholar] [CrossRef]
- Abe, Y.; Tomioka, M.; Kabir, M.; Kumagai, S. Role of SiOx in rice-husk-derived anodes for Li-ion batteries. Sci. Rep. 2022, 12, 975. [Google Scholar] [CrossRef]
- Arayapranee, W.; Na-Ranong, N.; Rempel, G.L. Application of rice husk ash as fillers in the natural rubber industry. J. Appl. Polym. Sci. 2005, 98, 34–41. [Google Scholar] [CrossRef]
- Li, M.C.; Zhang, Y.; Cho, U.R. Mechanical, thermal and friction properties of rice bran carbon/nitrile rubber composites: Influence of particle size and loading. Mater. Des. 2014, 63, 565–574. [Google Scholar] [CrossRef]
- Sae-Oui, P.; Rakdee, C.; Thanmathorn, P. Use of rice husk ash as filler in natural rubber vulcanizates: In comparison with other commercial fillers. J. Appl. Polym. Sci. 2002, 83, 2485–2493. [Google Scholar] [CrossRef]
- Jembere, A.L.; Fanta, S.W. Studies on the synthesis of silica powder from rice husk ash as reinforcement filler in rubber tire tread part: Replacement of commercial precipitated silica. Int. J. Mater. Sci. Appl. 2017, 6, 37–44. [Google Scholar] [CrossRef]
- Ma, Y.; Yuan, S.; Ma, Z.; Hou, Y.; Niu, S.; Lekai, L.; Liu, G.; Cao, F. Comparative study of different pretreatment and combustion methods on the grindability of rice-husk-based SiO2. Nanomaterials 2023, 13, 2951. [Google Scholar] [CrossRef]
- Bakar, R.A.; Yahya, R.; Gan, S.N. Production of high purity amorphous silica from rice husk. Procedia Chem. 2016, 19, 189–195. [Google Scholar] [CrossRef]
- Dominic, M.; Joseph, R.; Sabura Begum, P.; Kanoth, B.P.; Chandra, J.; Thomas, S. Green tire technology: Effect of rice husk derived nanocellulose (RHNC) in replacing carbon black (CB) in natural rubber (NR) compounding. Carbohydr. Polym. 2019, 230, 115620. [Google Scholar] [CrossRef]
- Zhang, G.; Wang, G.; Jiang, Y.; Wang, S.; Zhang, Y. Preparation and properties of rice husk ash silica filled natural rubber. Polym. Compos. 2024, 45, 438–447. [Google Scholar] [CrossRef]
- Fernandes, I.J.; Calheiro, D.; Sánchez, F.A.L.; Camacho, A.L.D.; Rocha, T.L.A.d.C.; Moraes, C.A.M.; Sousa, V.C.d. Characterization of silica produced from rice husk ash: Comparison of purification and processing methods. Mater. Res. 2017, 20, 512–518. [Google Scholar] [CrossRef]
- Choophun, N.; Chaiammart, N.; Sukthavon, K.; Veranitisagul, C.; Laobuthee, A.; Watthanaphanit, A.; Panomsuwan, G. Natural rubber composites reinforced with green silica from rice husk: Effect of filler loading on mechanical properties. J. Compos. Sci. 2022, 6, 369. [Google Scholar] [CrossRef]
- Jeong, H.W.; Park, K.T.; Oh, S.M.; Shim, S.E.; Qian, Y. Sustainable reinforcement of silicone rubber: Comparative analysis of biosilica from rice husk and conventional silica. Polymers 2025, 17, 406. [Google Scholar] [CrossRef] [PubMed]
- Moresco, S.; Siciński, M.; Gozdek, T.; Giovanela, M.; Carli, L.N.; Crespo, J.d.S.; Bielinski, D. Plasma treatment of rice husk ash for application in tire retread compounds based on natural rubber. Polym. Eng. Sci. 2024, 65, 700–713. [Google Scholar] [CrossRef]
- Boonmee, A.; Sabsiriroht, P.; Jarukumjorn, K. Preparation and characterization of rice husk ash for using as a filler in natural rubber. Mater. Today Proc. 2019, 17, 2097–2103. [Google Scholar] [CrossRef]
- Morales-Paredes, C.A.; Rodríguez-Linzán, I.; Saquete, M.D.; Luque, R.; Osman, S.M.; Boluda-Botella, N.; Rodríguez-Díaz, J.M. Silica-Derived Materials from Agro-Industrial Waste Biomass: Characterization and Comparative Studies. Environ. Res. 2024, 231, 116002. [Google Scholar] [CrossRef]
- Mark, J.E. Science and Technology of Rubber, 3rd ed.; Academic Press: San Diego, CA, USA, 2005; 768p. [Google Scholar]
- Pichugin, A.M. Materials Science Aspects of Tire Rubber Development; Nauchnoye Izdanie: Moscow, Russia, 2008; 383p. (In Russian) [Google Scholar]
- Antipov, A.F.; Efremov, S.A.; Nechipurenko, S.V.; Bektemisov, B.N.; Kasperovich, A.V. Rubber Composition and Method of Its Production. Eurasian Patent EA045499B1, 29 November 2023. Bulletin No. 11 (In Russian). [Google Scholar]
- Chukin, G.D. Surface Chemistry and Structure of Dispersed Silica; Paladin Publishing House: Moscow, Russia, 2008; 172p. (In Russian) [Google Scholar]
- Ayler, R. The Chemistry of Silica; Mir Publishers: Moscow, Russia, 1982; Volumes 1–2, 1127p. (In Russian) [Google Scholar]
- Kiselev, A.V. Intermolecular Interactions in Adsorption and Chromatography; Higher School Publishing: Moscow, Russia, 1986; 360p. (In Russian) [Google Scholar]
- GOST R 54552–2011; Rubbers and Rubber Compounds. Determination of Viscosity, Stress Relaxation and Cure Characteristics Using a Mooney Viscometer. Standardinform: Moscow, Russia, 2013; 9p. (In Russian)
- GOST 415–75; Rubbers and Rubber Compounds. Method for Determination of Plastoelastic Properties Using a Plastometer. Publishing House of Standards: Moscow, Russia, 2002; 5p. (In Russian)
- GOST 12535–84; Rubber Mixtures. Method for Determination of Vulcanization Characteristics Using a Vulcameter. Publishing House of Standards: Moscow, Russia, 1985; 33p. (In Russian)
- Ovcharov, V.I.; Burmistr, M.V.; Tyutin, V.A.; Verbas, V.V.; Smirnov, A.G.; Naumenko, A.P. Properties of Rubber Compounds and Vulcanizates: Evaluation, Regulation, Stabilization; SANT-TM: Moscow, Russia, 2001; 400p. (In Russian) [Google Scholar]
- GOST ISO 188–2013; Rubber and Thermoplastic Elastomers—Accelerated Ageing and Heat Resistance Tests. Publishing House of Standards: Moscow, Russia, 2014; 37p. (In Russian)
- GOST 263–75; Rubber. Method for Determination of Hardness by Shore A. Publishing House of Standards: Moscow, Russia, 1989; 7p. (In Russian)
- GOST 426–77; Rubber. Method for Determination of Abrasion Resistance by Sliding. Publishing House of Standards: Moscow, Russia, 2002; 6p. (In Russian)
- GOST 27110–86; Method for Determination of Rebound Resilience Using a Schob-Type Device. Publishing House of Standards: Moscow, Russia, 1987; 6p. (In Russian)
- GOST 269–66; Rubber. General Requirements for Physical and Mechanical Testing. IPI Publishing of Standards: Moscow, Russia, 2002; 8p. (In Russian)
- GOST 20418–75; Rubber. Methods for Determination of Heat Build-Up, Compression Set and Fatigue Resistance Under Repeated Compression. Publishing House of Standards: Moscow, Russia, 1981; 12p. (In Russian)
- Mansurova, I.A.; Isupova, O.Y.; Burkov, A.A.; Gavrilov, K.E. Viscoelastic Properties of Rubbers Containing Polymer-Functionalized Carbon Nanotubes. Izv. Vuzov. Khim. Khim. Tekhnol. 2018, 61, 76–83. (In Russian) [Google Scholar] [CrossRef]
- Krotova, O.A.; Shashok, Z.S.; Uss, E.P.; Lyushtyk, A.Y.; Karmanova, O.V. Study of Viscoelastic Properties of Tread Tire Rubbers with Silica Fillers. Vestn. VSUIT 2021, 83, 330–335. (In Russian) [Google Scholar] [CrossRef]
- GOST R 56801–2015; Plastics. Determination of Mechanical Properties Under Dynamic Loading. Standardinform: Moscow, Russia, 2016; 18p. (In Russian)
- Shutilin, Y.F. Reference Guide on Properties and Applications of Elastomers; Voronezh State Technological Academy: Voronezh, Russia, 2003; 871p. (In Russian) [Google Scholar]
- Kornev, A.E.; Bukanov, A.M.; Sheverdyayev, O.N. Technology of Elastomeric Materials: A Textbook for Universities; Istek: Moscow, Russia, 2009; 502p. (In Russian) [Google Scholar]
- Dick, J. Rubber Technology: Compounding and Testing; Nauk. Osnovy i Tekhnologii: Saint Petersburg, Russia, 2010; 620p, (In Russian, translated from English). [Google Scholar]
- Nechipurenko, S.V.; Bobrova, V.V.; Kasperovich, A.V.; Yermaganbetov, M.Y.; Yefremov, S.A.; Kaiaidarova, A.K.; Makhayeva, D.N.; Yermukhambetova, B.B.; Mun, G.A.; Irmukhametova, G.S. The Potential of Using Shungite Mineral from Eastern Kazakhstan in Formulations for Rubber Technical Products. Materials 2025, 18, 114. [Google Scholar] [CrossRef] [PubMed]
- Choi, S.-S. Influence of the Silica Content on Rheological Behaviour and Cure Characteristics of Silica-Filled Styrene–Butadiene Rubber Compounds. Polym. Int. 2001, 50, 524–530. [Google Scholar] [CrossRef]
- Sattayanurak, S.; Sahakaro, K.; Kaewsakul, W.; Dierkes, W.K.; Reuvekamp, L.A.E.M.; Blume, A.; Noordermeer, J.W.M. Elucidating the Role of Clay-Modifier on the Properties of Silica- and Silica/Nanoclay-Reinforced Natural Rubber Tire Compounds. Express Polym. Lett. 2021, 15, 666–684. [Google Scholar] [CrossRef]
- Fernandes, M.R.S.; Furtado, C.R.G.; Sousa, A.M.F.d. Evaluation of Rice Husk Ash as Filler in Tread Compounds. AIP Conf. Proc. 2014, 1593, 512. [Google Scholar] [CrossRef]
- Zhovner, N.A.; Chirkova, N.V.; Khlebov, G.A. Structure and Properties of Elastomer-Based Materials; Omsk Branch of RosZITLP: Omsk, Russia, 2003; 276p. (In Russian) [Google Scholar]
- Grishin, B.S. Theory and Practice of Elastomer Reinforcement. State and Development Directions; KNITU: Kazan, Russia, 2016; 420p. (In Russian) [Google Scholar]
- Xu, H.; Fan, T.; Ye, N.; Wu, W.; Huang, D.; Wang, D.; Wang, Z.; Zhang, L. Plasticization Effect of Bio-Based Plasticizers from Soybean Oil for Tire Tread Rubber. Polymers 2020, 12, 623. [Google Scholar] [CrossRef] [PubMed]
- Xu, T.-W.; Jia, Z.-X.; Chen, Y.-J.; Jia, D.-M.; Wang, Y.-Q. Correlations between the Hysteresis Parameters Determining the Rolling Resistance in Rubber Composites. Int. Polym. Process. 2020, 35, 16–25. [Google Scholar] [CrossRef]
- Sattayanurak, S.; Noordermeer, J.W.M.; Sahakaro, K.; Kaewsakul, W.; Dierkes, W.K.; Blume, A. Silica-Reinforced Natural Rubber: Synergistic Effects by Addition of Small Amounts of Secondary Fillers to Silica-Reinforced Natural Rubber Tire Tread Compounds. Adv. Mater. Sci. Eng. 2019, 2019, 5891051. [Google Scholar] [CrossRef]
- Gerges, N.; Issa, C.; Fawaz, S. Rubbers: Mechanical and Dynamical Properties. Case Stud. Constr. Mater. 2018, 9, 128–129. [Google Scholar] [CrossRef]
- Guo, F.; Zhang, J.; Pei, J.; Zhou, B.; Hu, Z. Study on the Mechanical Properties of Rubber Asphalt by Molecular Dynamics Simulation. J. Mol. Model. 2019, 25, 365. [Google Scholar] [CrossRef] [PubMed]
- Mousavi, H.; Sandu, C. Sensitivity Analysis of Tire–Ice Friction Coefficient as Affected by Tire Rubber Compound Properties. J. Terramech. 2020, 91, 319–328. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient | Content, wt.pts. |
|---|---|
| SBR (Manufacturer: Sibur Company, Sterlitamak, Russia) | 60.0 |
| Carbon black masterbatch (Manufacturer: JSC “Nizhnekamsktekhuglerod”, Nizhnekamsk, Russia) | 50.0 |
| Plasticiser (Manufacturer: Lukoil, Russia, Volgograd) | 9.0 |
| Vulcanising system (Manufacturer: Zhengzhou Double Vigour Chemical Product Co., Ltd., Zhengzhou, China) | 7.3 |
| White carbon black grade, Extrasil 150VD (Manufacturer: LLC “Kometa”, Tula, Russia) | 64.0 |
| Zinc salt of fatty acid (Manufacturer: Chelyabinsk Chemical Plant Oxide, Chelyabinsk, Russia) | 5.5 |
| Carbon black N339 (Manufacturer: JSC “Nizhnekamsktekhuglerod”, Nizhnekamsk, Russia) | 50.0 |
| Resin (Manufacturer: Lukoil, Volgograd, Russia) | 0.2 |
| Silane (Manufacturer: Ecopower, Guangzhou, China) | 10.4 |
| Antioxidants (Manufacturer: Zhengzhou Double Vigour Chemical Product Co., Ltd., Zhengzhou, China) | 6.0 |
| Parameter | Value |
|---|---|
| Mass fraction of silicon dioxide (SiO2), % | 97.0 |
| Moisture content, %, not more than | 4.0–7.0 |
| pH of aqueous suspension | 5.4–7.5 |
| Mass fraction of water-soluble substances, %, max | 2.5 |
| Appearance | White microgranules |
| Specific surface area (nitrogen adsorption), m2/g | 150–175 |
| Specific surface area of cetyltrimethylammonium bromide (CTAB) adsorption, m2/g | 140–165 |
| Average particle size, nm | 5–15 |
| Loss on ignition (at 950 °C), %, not more than | 7.0 |
| Specific electrical conductivity (4 g/100 cm3), μS/cm, max | 1300 |
| Parameter | Value |
|---|---|
| Specific surface area (nitrogen adsorption), m2/g | 36 |
| Average aggregate size, µm | 9–12 |
| Dibutyl phthalate (DBP) absorption, cm3/100 g | 45–90 |
| pH of aqueous suspension | 5–7 |
| Ash content, %, max | 0.45 |
| Carbon content, %, min | 45.0 |
| Volatile matter content, %, max | 5 |
| Specific electrical resistivity, Ω·m·10−6 | 21,854.4 |
| Mineral impurity content, %, max | 2.36 |
| Total phosphorus content, %, max | 0.05 |
| Total sulphur content, %, max | 0.03 |
| Bulk density, kg/m3, min | 420 |
| Structure | Amorphous |
| Element | Content, wt% |
|---|---|
| C | 57.89 |
| Si | 26.09 |
| O | 11.93 |
| K | 1.97 |
| Al | 0.51 |
| P | 0.40 |
| Mg | 0.28 |
| Ca | 0.34 |
| Cl | 0.27 |
| Na | 0.10 |
| Fe | 0.20 |
| S | 0.02 |
| SF/CSF Ratio, wt.pts. |
|---|
| 64.0/0.0 (industrial reference) |
| 54.0/10.0 |
| 44.0/20.0 |
| Filler Ratio SF/CSF, wt.pts. | Plasticity (P) | Elastic Recovery (R′), mm |
|---|---|---|
| 64.0/0.0 (industrial mix) | 0.39 ± 0.02 | 0.9 ± 0.04 |
| 54.0/10.0 | 0.39 ± 0.02 | 0.8 ± 0.04 |
| 44.0/20.0 | 0.42 ± 0.02 | 0.8 ± 0.04 |
| Ratio of Fillers SF/CSF, wt.pts | Tensile Strength, MPa | Elongation at Break, % | ||
|---|---|---|---|---|
| Before ageing | After 12 h of ageing | Before ageing | After 12 h of ageing | |
| 64.0/0.0 (industrial mix) | 16.4 ± 0.8 | 15.9 ± 0.8 | 430 ± 20 | 390 ± 20 |
| 54.0/10.0 | 14.3 ± 0.7 | 14.2 ± 0.7 | 420 ± 20 | 370 ± 20 |
| 44.0/20.0 | 12.7 ± 0.7 | 11.6 ± 0.6 | 420 ± 20 | 370 ± 20 |
| Filler Ratio (SF/CSF), wt.pts. | Abrasion Resistance, m3/TJ | |
|---|---|---|
| Before ageing | After ageing | |
| 64.0/0.0 (industrial blend) | 90 ± 4.5 | 120 ± 6.0 |
| 54.0/10.0 | 114 ± 5.7 | 133 ± 6.7 |
| 44.0/20.0 | 129 ± 6.5 | 147 ± 7.4 |
| Property | Filler Ratio (SF/CSF), wt.pts. | ||
|---|---|---|---|
| 64.0/0.0 (Industrial Blend) | 54.0/10.0 | 44.0/20.0 | |
| Rebound resilience at 23 ± 2 °C, % | 32 ± 1.6 | 33 ± 1.7 | 34 ± 1.7 |
| Rebound resilience at 100 ± 1 °C, % | 57 ± 2.9 | 57 ± 2.9 | 59 ± 3.0 |
| Goodrich heat build-up test: | |||
| –Temperature inside the sample, °C | 148 ± 3 | 146 ± 3 | 141 ± 3 |
| –Heat build-up, °C | 100 ± 3 | 94 ± 3 | 92 ± 3 |
| –Fatigue resistance, cycle life, thousand cycles | 21.6 ± 1.1 | 22.5 ± 1.1 | 24.3 ± 1.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bobrova, V.V.; Nechipurenko, S.V.; Yermukhambetova, B.B.; Kasperovich, A.V.; Yefremov, S.A.; Kaiaidarova, A.K.; Makhayeva, D.N.; Irmukhametova, G.S.; Yeligbayeva, G.Z.; Mun, G.A. Application of Carbon–Silicon Hybrid Fillers Derived from Carbonised Rice Production Waste in Industrial Tread Rubber Compounds. Polymers 2025, 17, 2070. https://doi.org/10.3390/polym17152070
Bobrova VV, Nechipurenko SV, Yermukhambetova BB, Kasperovich AV, Yefremov SA, Kaiaidarova AK, Makhayeva DN, Irmukhametova GS, Yeligbayeva GZ, Mun GA. Application of Carbon–Silicon Hybrid Fillers Derived from Carbonised Rice Production Waste in Industrial Tread Rubber Compounds. Polymers. 2025; 17(15):2070. https://doi.org/10.3390/polym17152070
Chicago/Turabian StyleBobrova, Valeryia V., Sergey V. Nechipurenko, Bayana B. Yermukhambetova, Andrei V. Kasperovich, Sergey A. Yefremov, Aigerim K. Kaiaidarova, Danelya N. Makhayeva, Galiya S. Irmukhametova, Gulzhakhan Zh. Yeligbayeva, and Grigoriy A. Mun. 2025. "Application of Carbon–Silicon Hybrid Fillers Derived from Carbonised Rice Production Waste in Industrial Tread Rubber Compounds" Polymers 17, no. 15: 2070. https://doi.org/10.3390/polym17152070
APA StyleBobrova, V. V., Nechipurenko, S. V., Yermukhambetova, B. B., Kasperovich, A. V., Yefremov, S. A., Kaiaidarova, A. K., Makhayeva, D. N., Irmukhametova, G. S., Yeligbayeva, G. Z., & Mun, G. A. (2025). Application of Carbon–Silicon Hybrid Fillers Derived from Carbonised Rice Production Waste in Industrial Tread Rubber Compounds. Polymers, 17(15), 2070. https://doi.org/10.3390/polym17152070