
Silanization-Modified Lignin Nanoparticles for Paper Coating with Enhanced Liquid and Vapor Barriers, Frication Resistance, and Self-Cleaning Properties


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Lignin Nanoparticles (LNPs)
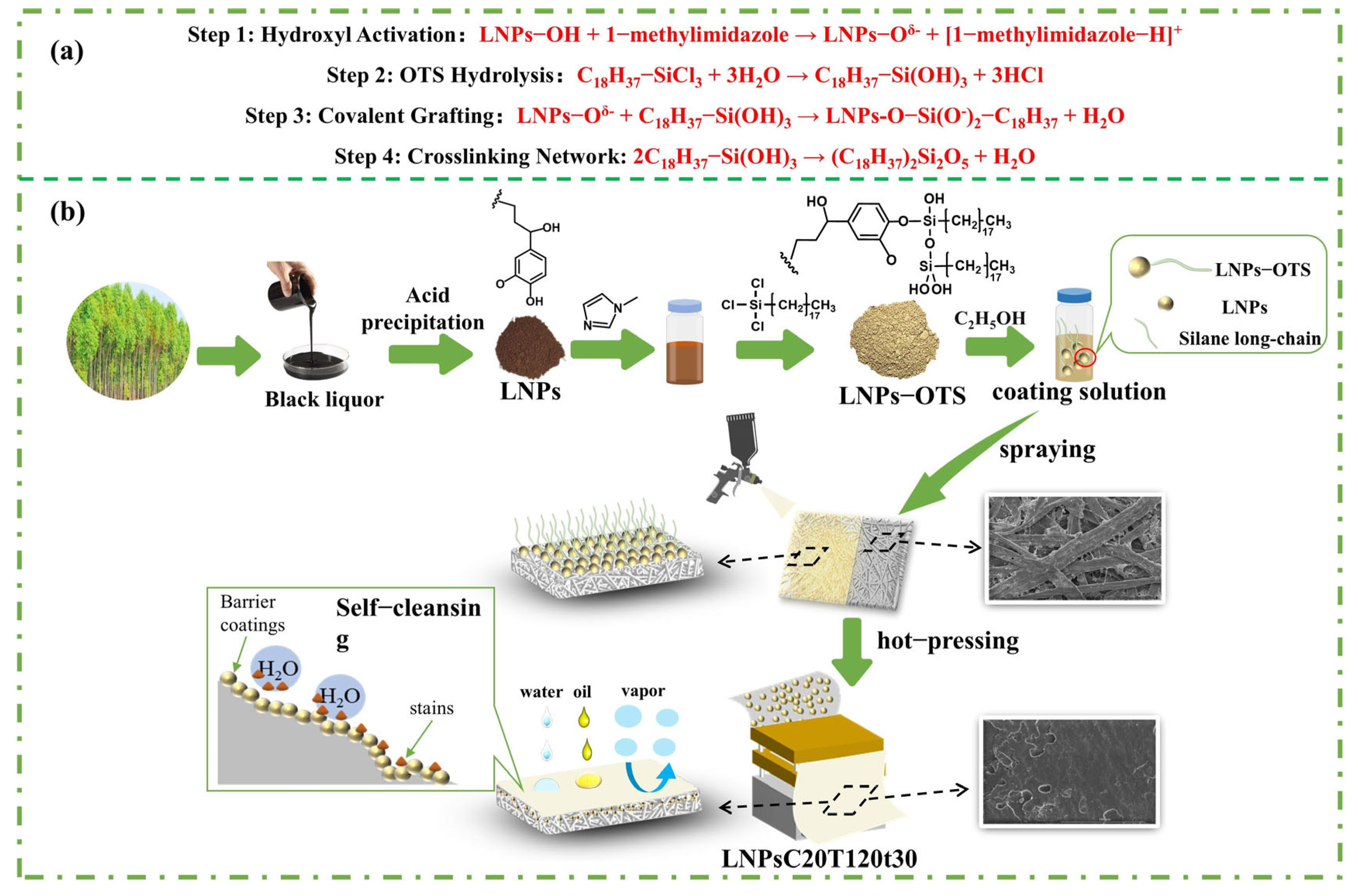
2.3. Preparation of Silanized Lignin Nanoparticles (xLNPs-OTS)
2.4. Surface Coating
2.5. Characterization of xLNPs-OTS
2.6. Paper Characterization
3. Results and Discussion
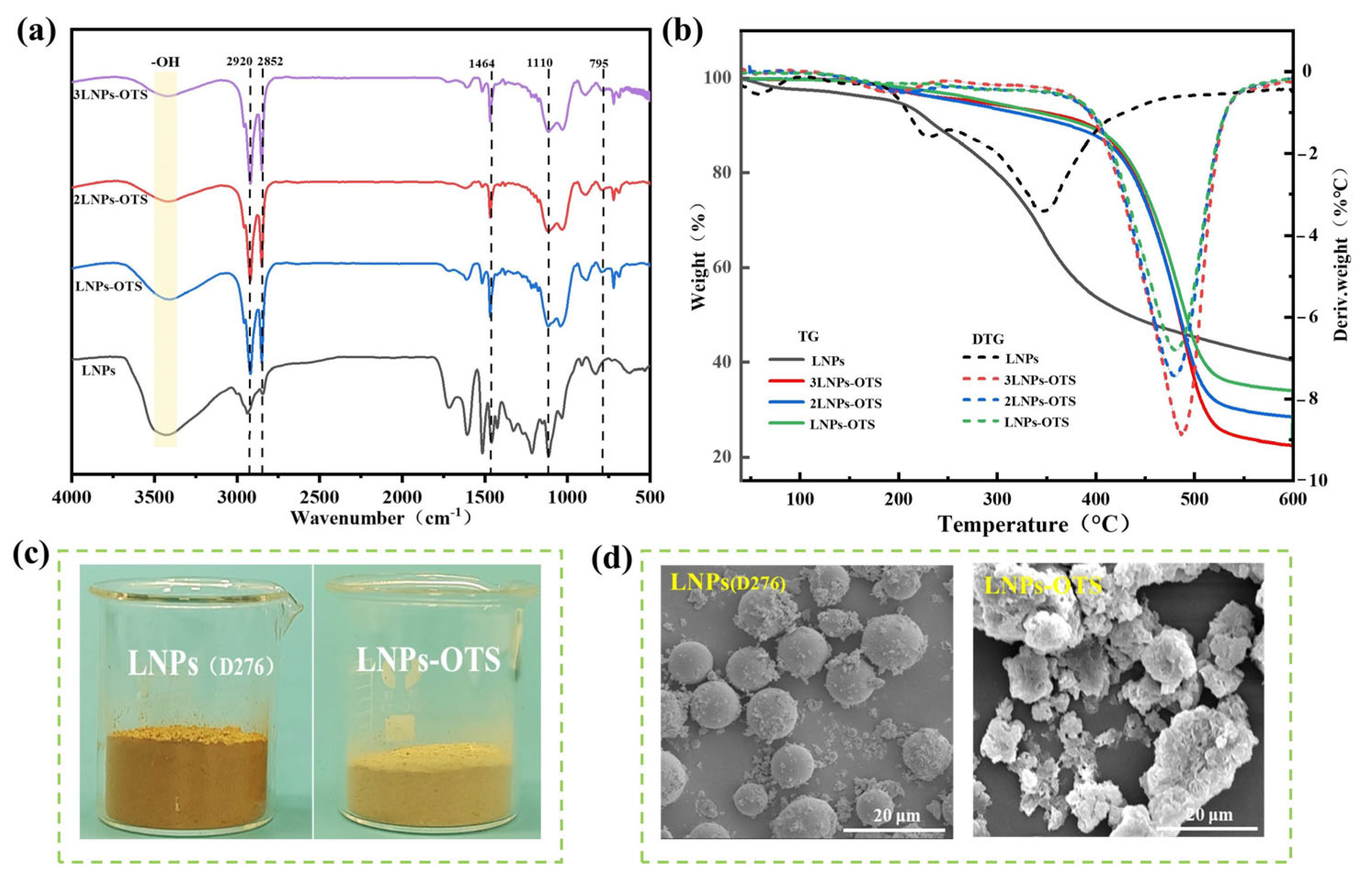
3.1. Properties of xLNPs-OTS
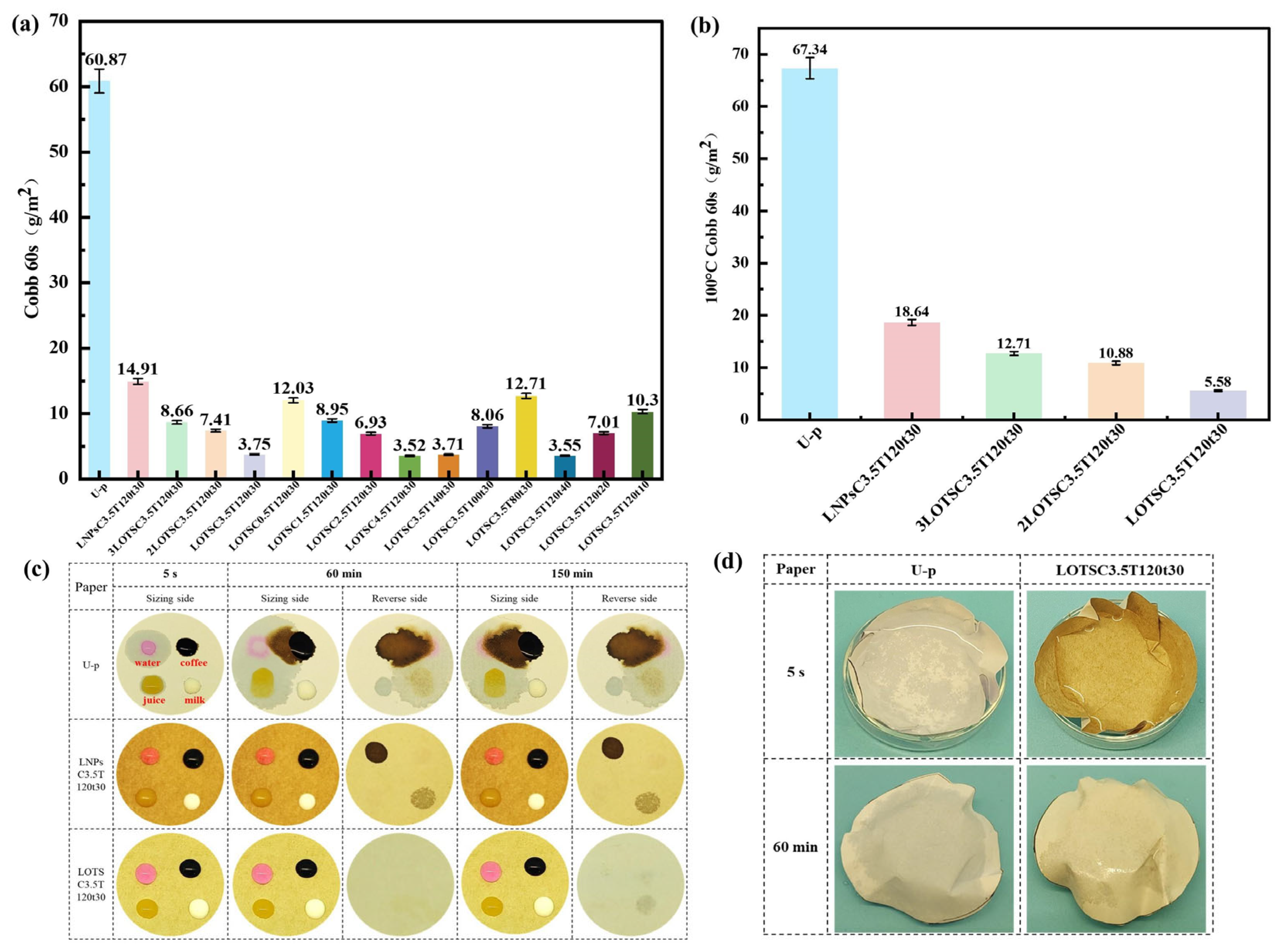
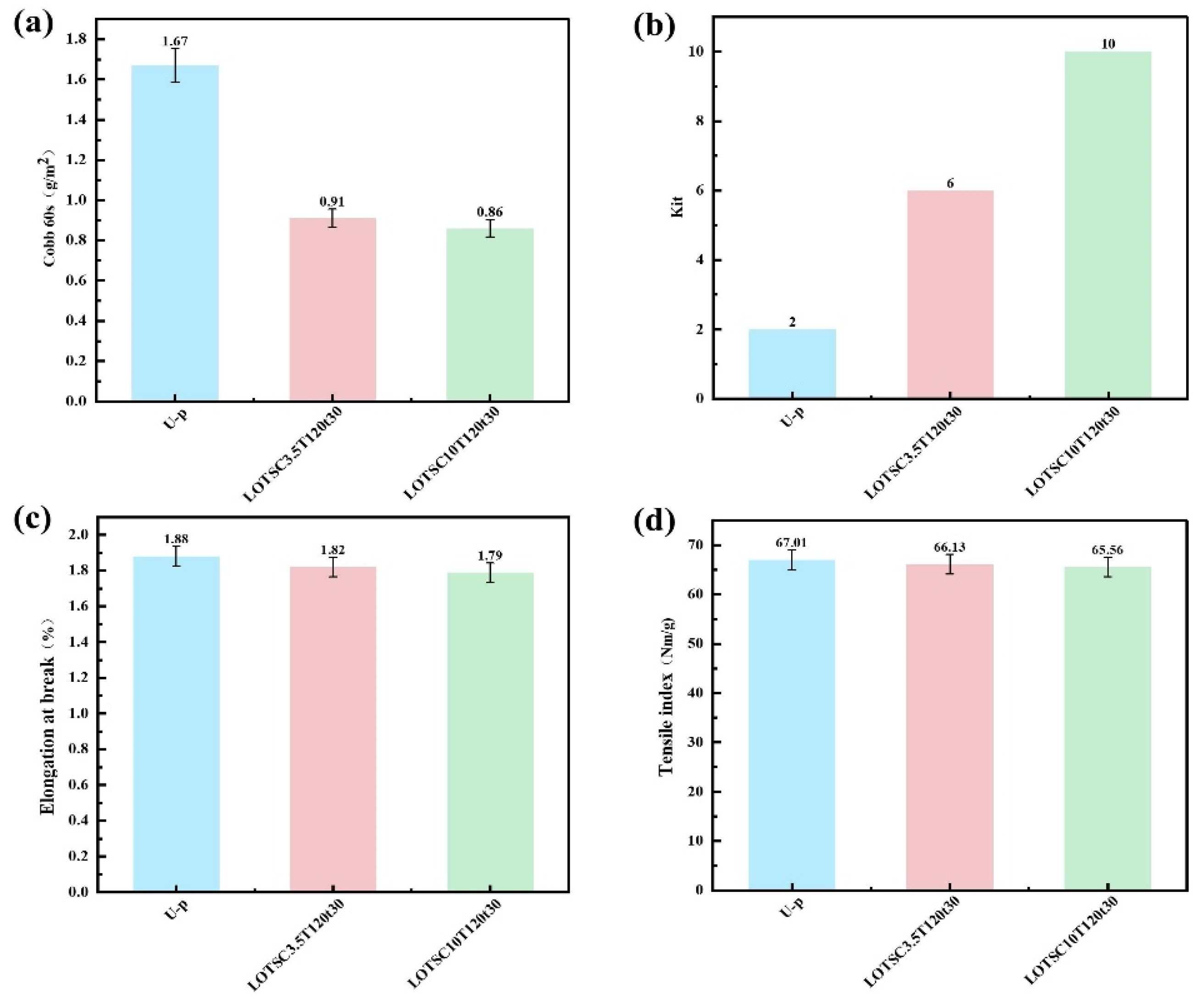
3.2. Water Resistance of Coated Paper
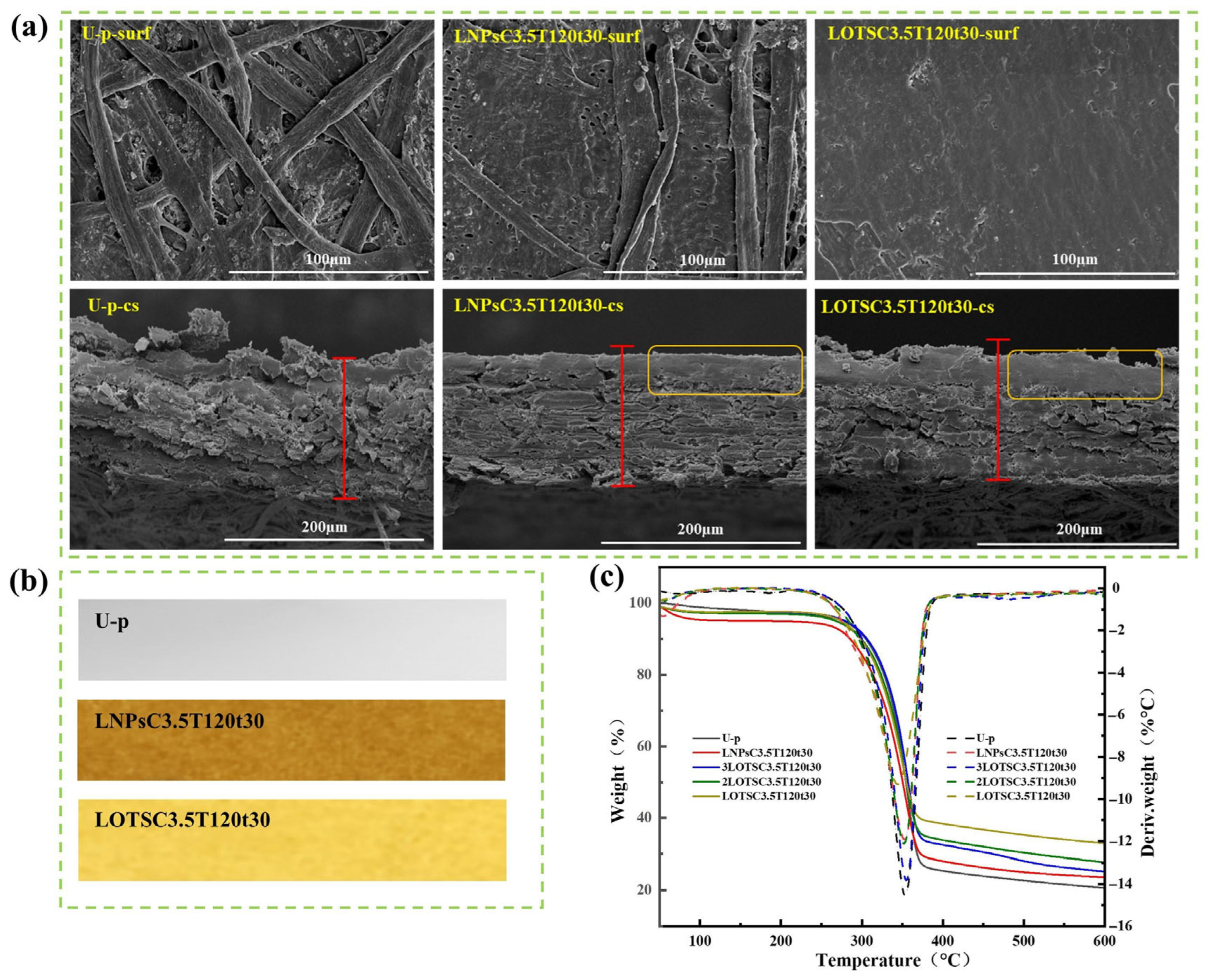
3.3. Micromorphology of Coated Paper
3.4. Thermal Stability of Coated Paper
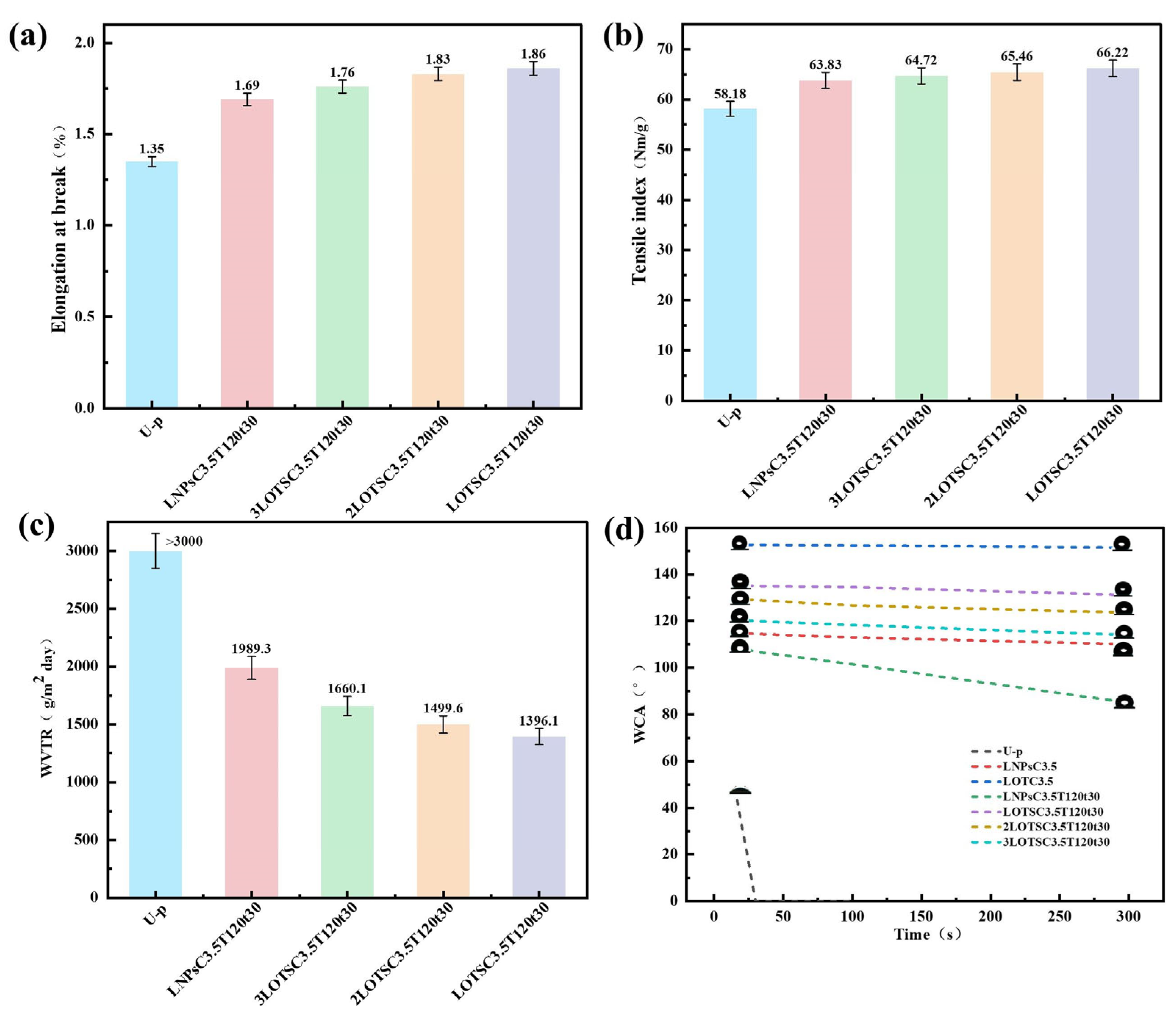
3.5. Mechanical Strength of Coated Paper
3.6. Vapor Resistance of Coated Paper
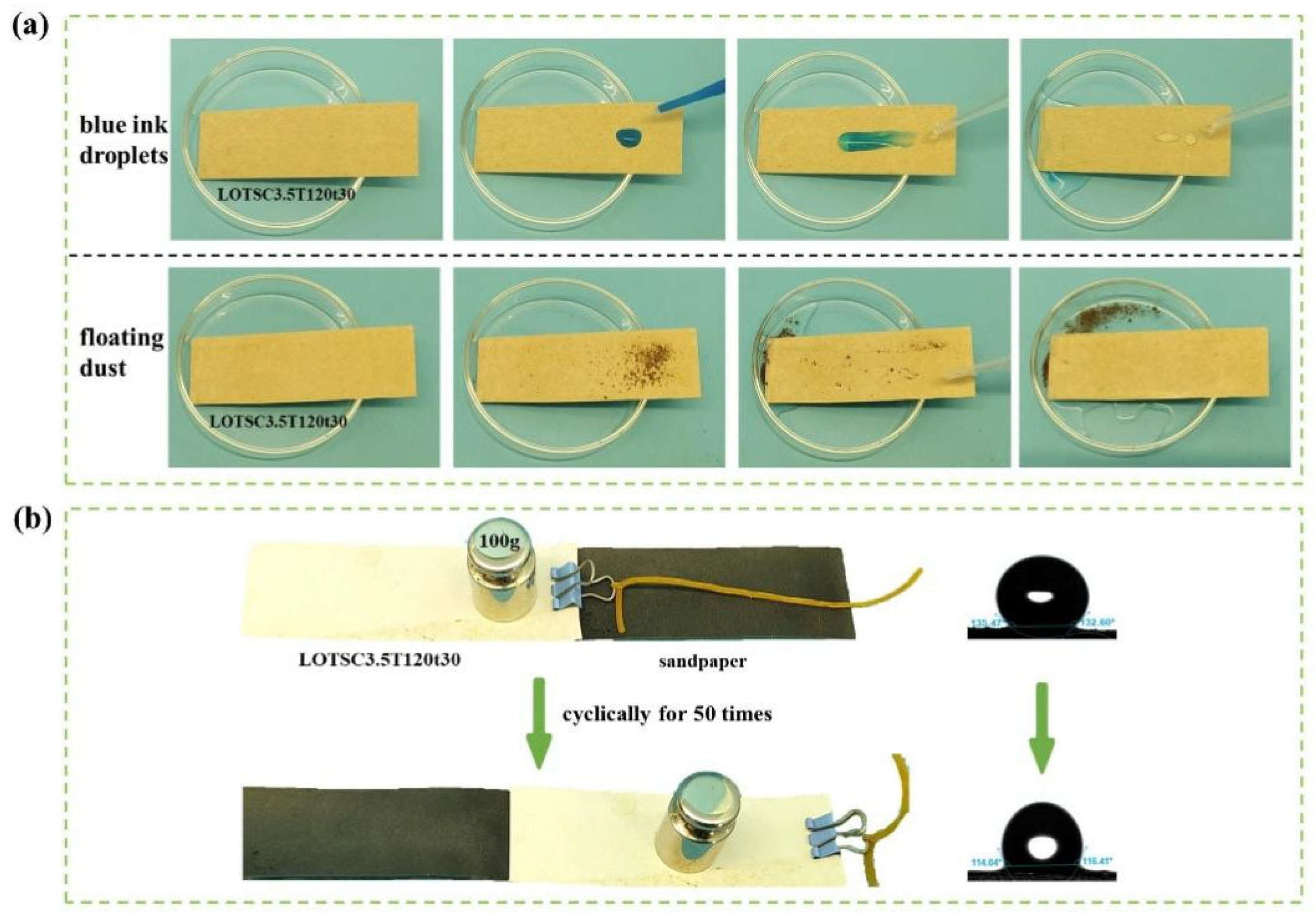
3.7. Hydrophobicity of Coated Paper
3.8. Friction Resistance of Coated Paper
3.9. Oil Resistance of Coated Paper
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Guzzetti, E.; Sureda, A.; Tejada, S.; Faggio, C. Microplastic in marine organism: Environmental and toxicological effects. Environ. Toxicol. Pharmacol. 2018, 64, 164–171. [Google Scholar] [CrossRef]
- Deshwal, G.K.; Panjagari, N.R.; Alam, T. An overview of paper and paper based food packaging materials: Health safety and environmental concerns. Maso Int. 2019, 56, 4391–4403. [Google Scholar] [CrossRef]
- Li, Z.; Rabnawaz, M. Oil- and Water-Resistant Coatings for Porous Cellulosic Substrates. ACS Appl. Polym. Mater. 2019, 1, 103–111. [Google Scholar] [CrossRef]
- Wang, X.; Guo, J.; Ren, H.; Jin, J.; He, H.; Jin, P.; Wu, Z.; Zheng, Y. Research progress of nanocellulose-based food packaging. Trends Food Sci. Technol. 2024, 143, 104289. [Google Scholar] [CrossRef]
- Guzman-Puyol, S.; Tedeschi, G.; Goldoni, L.; Benítez, J.J.; Ceseracciu, L.; Koschella, A.; Heinze, T.; Athanassiou, A.; Heredia-Guerrero, J.A. Greaseproof, hydrophobic, and biodegradable food packaging bioplastics from C6-fluorinated cellulose esters. Food Hydrocoll. 2022, 128, 107562. [Google Scholar] [CrossRef]
- Jing, X.; Li, X.; Jiang, Y.; Zhao, R.; Ding, Q.; Han, W. Excellent coating of collagen fiber/chitosan-based materials that is water- and oil-resistant and fluorine-free. Carbohydr. Polym. 2021, 266, 118173. [Google Scholar] [CrossRef]
- Xiang, H.; Wang, B.; Zhong, M.; Liu, W.; Yu, D.; Wang, Y.; Tam, K.C.; Zhou, G.; Zhang, Z. Sustainable and Versatile Superhydrophobic Cellulose Nanocrystals. ACS Sustain. Chem. Eng. 2022, 10, 5939–5948. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, K.; Li, Z.; Zhang, Q.; Xu, C.; Chang, Y.; Wen, S. Preparation of crosslinkable cationic polyacrylate latex and its film properties. J. Coat. Technol. Res. 2024, 21, 341–354. [Google Scholar] [CrossRef]
- Ma, J.; Shen, Y.; Zhang, M.; Wang, Y.; Wu, H. Emulsions of cross-linked polyacrylic ester for quick-drying yarn sizing. J. Text. Inst. 2022, 113, 549–557. [Google Scholar] [CrossRef]
- Brunn, H.; Arnold, G.; Körner, W.; Rippen, G.; Steinhäuser, K.G.; Valentin, I. PFAS: Forever chemicals—Persistent, bioaccumulative and mobile. Reviewing the status and the need for their phase out and remediation of contaminated sites. Environ. Sci. Eur. 2023, 35, 20. [Google Scholar] [CrossRef]
- Zhu, Q.; Tan, J.; Li, D.; Zhang, T.; Liu, Z.; Cao, Y. Cross-linked chitosan/tannin extract as a biodegradable and repulpable coating for paper with excellent oil-resistance, gas barrier and UV-shielding. Prog. Org. Coat. 2023, 176, 107399. [Google Scholar] [CrossRef]
- Karmakar, B.; Sarkar, S.; Chakraborty, R.; Saha, S.P.; Thirugnanam, A.; Roy, P.K.; Roy, S. Starch-based biodegradable films amended with nano-starch and tannic acid-coated nano-starch exhibit enhanced mechanical and functional attributes with antimicrobial activity. Carbohydr. Polym. 2024, 341, 122321. [Google Scholar] [CrossRef]
- Lin, D.; Kuang, Y.; Chen, G.; Kuang, Q.; Wang, C.; Zhu, P.; Peng, C.; Fang, Z. Enhancing moisture resistance of starch-coated paper by improving the film forming capability of starch film. Ind. Crops Prod. 2017, 100, 12–18. [Google Scholar] [CrossRef]
- Parvathy, P.A.; Sahoo, S.K. Hydrophobic, moisture resistant and biorenewable paper coating derived from castor oil based epoxy methyl ricinoleate with repulpable potential. Prog. Org. Coat. 2021, 158, 106347. [Google Scholar] [CrossRef]
- Liu, X.; Gao, C.; Fu, C.; Xi, Y.; Fatehi, P.; Zhao, J.R.; Wang, S.; Gibril, M.E.; Kong, F. Preparation and Performance of Lignin-Based Multifunctional Superhydrophobic Coating. Molecules 2022, 27, 14402. [Google Scholar] [CrossRef]
- Lisý, A.; Ház, A.; Nadányi, R.; Jablonský, M.; Šurina, I. About Hydrophobicity of Lignin: A Review of Selected Chemical Methods for Lignin Valorisation in Biopolymer Production. Energies 2022, 15, 6213. [Google Scholar] [CrossRef]
- Upton, B.M.; Kasko, A.M. Strategies for the Conversion of Lignin to High-Value Polymeric Materials: Review and Perspective. Chem. Rev. 2016, 116, 2275–2306. [Google Scholar] [CrossRef]
- Figueiredo, P.; Lahtinen, M.H.; Agustin, M.B.; de Carvalho, D.M.; Hirvonen, S.P.; Penttilä, P.A.; Mikkonen, K.S. Green Fabrication Approaches of Lignin Nanoparticles from Different Technical Lignins: A Comparison Study. ChemSusChem 2021, 14, 4718–4730. [Google Scholar] [CrossRef]
- Österberg, M.; Sipponen, M.H.; Mattos, B.D.; Rojas, O.J. Spherical lignin particles: A review on their sustainability and applications. Green Chem. 2020, 22, 2712–2733. [Google Scholar] [CrossRef]
- Gai, X.; Liu, C.; Meng, L.; Yu, Z.; Jiang, S.; Liu, X.; Liu, Y.; Deng, C.; Xiao, H. High-Barrier, Photothermal Conversion, and Antibacterial Composite Enabled by Kraft Lignin-Coated Cellulose Paper for Plastic Replacement. ACS Sustain. Chem. Eng. 2024, 12, 18350–18361. [Google Scholar] [CrossRef]
- Zhou, Z.; Rajan, K.; Saedi, S.; Labbé, N.; Li, M.; Wang, W.; Wang, S. A Fully Plant-Based Water- and Oil-Resistant Paper Composite. ACS Sustain. Chem. Eng. 2024, 12, 18043–18057. [Google Scholar] [CrossRef]
- Wei, D.; Liang, S.; Lv, S.; Zuo, J.; Zhang, S.; Liu, L. Preparation and Properties of Modified Lignin/Triphenol Epoxy Composite Coatings for Superhydrophobicity and Corrosion Protection. ACS Appl. Polym. Mater. 2024, 6, 5485–5495. [Google Scholar] [CrossRef]
- Wang, H.; Mai, Y.-A.; Qiu, W.; Liu, W.; Yang, D.; Fang, Z.; Qiu, X. Water-, Oil-, and Stain-Resistant Lignin-Based Degradable Waterborne Polyurethane for Paper Packaging Coating. ACS Sustain. Chem. Eng. 2025, 13, 1292–1303. [Google Scholar] [CrossRef]
- Chen, W.; Zhou, Z.; Zha, D.; Zhang, R.; Li, R.a.; Cao, Y.; Liu, Z.; Xiao, H. High-Performance Multiscale LNPs from Black Liquor as Repulpable Paper Coatings with Enhanced Water, Oil, and Vapor Resistance. Biomacromolecules 2025, 26, 2500–2512. [Google Scholar] [CrossRef]
- Zhang, R.; Tan, J.; Ma, T.; Xu, M.; Chen, W.; Zhu, F.; Cao, Y. Developing Waste Fatty Acid-Grafted-Silicone Oil as Repulpable, Enhanced Gas- and Water-Resistant Coating for the Paper Industry. ACS Appl. Polym. Mater. 2024, 6, 11964–11973. [Google Scholar] [CrossRef]
- Liu, X.; Zhao, G.; Ren, S.; Fang, G.; Chen, Z.; Li, S. Zirconia-supported 12-tungstophosphoric acid: Characterization and catalytic behavior in degradation of alkali lignin. Ind. Crops Prod. 2018, 125, 496–504. [Google Scholar] [CrossRef]
- Yu, M.; Mishra, D.; Cui, Z.; Wang, X.; Lu, Q. Recycling papermill waste lignin into recyclable and flowerlike composites for effective oil/water separation. Compos. Part B Eng. 2021, 216, 108884. [Google Scholar] [CrossRef]
- Szliszka, E.; Czuba, Z.P.; Domino, M.; Mazur, B.; Zydowicz, G.; Krol, W. Ethanolic Extract of Propolis (EEP) Enhances the Apoptosis- Inducing Potential of TRAIL in Cancer Cells. Molecules 2009, 14, 738–754. [Google Scholar] [CrossRef] [PubMed]
- Wei, D.; Liang, S.; Lv, S.; Zuo, J.; Liu, L.; Zhang, S. Dodecyl sulphide silane-modified SiO2/lignin-based carbon nanoparticles superhydrophobic and UV-resistant composite coatings. J. Environ. Chem. Eng. 2024, 12, 113647. [Google Scholar] [CrossRef]
- Ye, M.; Wang, S.; Ji, X.; Tian, Z.; Dai, L.; Si, C. Nanofibrillated cellulose-based superhydrophobic coating with antimicrobial performance. Adv. Compos. Hybrid Mater. 2022, 6, 30. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Cao, Q.; Wang, C.; Yang, C.; Li, Y.; Zhou, J. Novel porous oil-water separation material with super-hydrophobicity and super-oleophilicity prepared from beeswax, lignin, and cotton. Sci. Total Environ. 2020, 706, 135807. [Google Scholar] [CrossRef]
- Singh, M.; Lee, S.C.; Won, K. Lignin phenolation by graft copolymerization to boost its reactivity. Int. J. Biol. Macromol. 2024, 266, 131258. [Google Scholar] [CrossRef]
- Teng, J.; Zhang, T.; Zhao, H.; Zhang, P.; Wu, Z.; Chang, Z.; Li, M.; Zhu, C. Dual-functionalization of lignin towards superior reinforcement for styrene-butadiene rubber. Ind. Crops Prod. 2025, 225, 120500. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, H.; Wang, S.; Shao, W.; Qin, W.; Zhao, X.; Kong, F. Facile fabrication and structure control of SiO2/carbon via in situ doping from liquefied bio-based sawdust for supercapacitor applications. Ind. Crops Prod. 2020, 151, 112490. [Google Scholar] [CrossRef]
- Mattsson, A.; Joelsson, T.; Miettinen, A.; Ketoja, J.A.; Pettersson, G.; Engstrand, P. Lignin Inter-Diffusion Underlying Improved Mechanical Performance of Hot-Pressed Paper Webs. Polymers 2021, 13, 2485. [Google Scholar] [CrossRef] [PubMed]
- Takada, M.; Rabemanolontsoa, H.; Minami, E.; Saka, S. Characterization of lignin-derived products from various lignocellulosics as treated by semi-flow hot-compressed water. J. Wood Sci. 2018, 64, 802–809. [Google Scholar] [CrossRef]
- Zhang, Z.; Xie, Q.; Zhang, G.; Ma, C.; Zhang, G. Surface-Enriched Amphiphilic Polysiloxane Coating with Superior Antifouling Ability and Strong Substrate Adhesion. ACS Appl. Polym. Mater. 2023, 5, 3524–3533. [Google Scholar] [CrossRef]
- Li, X.; Zhang, J.; Liu, H.; Li, Z.; Zheng, G.; Zhou, L.; Fu, P. Sustainable superhydrophobic lignin-based polyurethane foam: An innovative solution for oil pollutant adsorption. RSC Adv. 2025, 15, 377–387. [Google Scholar] [CrossRef]
- Tambe, C.; Graiver, D.; Narayan, R. Moisture resistance coating of packaging paper from biobased silylated soybean oil. Prog. Org. Coat. 2016, 101, 270–278. [Google Scholar] [CrossRef]
- Zimmermann, J.; Reifler, F.A.; Schrade, U.; Artus, G.R.J.; Seeger, S. Long term environmental durability of a superhydrophobic silicone nanofilament coating. Colloid Surf. A 2007, 302, 234–240. [Google Scholar] [CrossRef]
- Zor, M.; Şen, F.; Yazıcı, H.; Candan, Z. Thermal, Mechanical and Morphological Properties of Cellulose/Lignin Nanocomposites. Forests 2023, 14, 1715. [Google Scholar] [CrossRef]
- Nair, S.S.; Chen, H.; Peng, Y.; Huang, Y.; Yan, N. Polylactic Acid Biocomposites Reinforced with Nanocellulose Fibrils with High Lignin Content for Improved Mechanical, Thermal, and Barrier Properties. ACS Sustain. Chem. Eng. 2018, 6, 10058–10068. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | LNPs (g) | OTS (g) | Molar Ratio of LNPs Hydroxyl to OTS n (-OH):n (OTS) |
|---|---|---|---|
| LNPs | 4 | - | - |
| LNPs-OTS | 4 | 5 | 1:1 |
| 2LNPs-OTS | 4 | 2.5 | 2:1 |
| 3LNPs-OTS | 4 | 1.67 | 3:1 |
| Coating Sample a (LOTSCxTytz) | Lignin | Coating Amount (g/m2) | Hot-Pressing Temperature (°C) | Hot-Pressing Duration (min) |
|---|---|---|---|---|
| U-p | - | - | - | - |
| LNPsC3.5 | LNPs | |||
| LOTSC3.5 | LNPs-OTS | 3.5 | ||
| LNPsC3.5T120t30 | LNPs | 120 | 30 | |
| LOTSC3.5T120t30 | LNPs-OTS | |||
| 2LOTSC3.5T120t30 | 2LNPs-OTS | |||
| 3LOTSC3.5T120t30 | 3LNPs-OTS | |||
| LOTSC0.5T120t30 | LNPs-OTS | 0.5 | ||
| LOTSC1.5T120t30 | 1.5 | |||
| LOTSC2.5T120t30 | 2.5 | |||
| LOTSC4.5T120t30 | 4.5 | |||
| LOTSC10T120t30 | 10 | |||
| LOTSC20T120t30 | 20 | |||
| LOTSC30T120t30 | 30 | |||
| LOTSC3.5T140t30 | 3.5 | 140 | ||
| LOTSC3.5T100t30 | 100 | |||
| LOTSC3.5T80t30 | 80 | |||
| LOTSC3.5T120t40 | 120 | 40 | ||
| LOTSC3.5T120t20 | 20 | |||
| LOTSC3.5T120t10 | 10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, W.; Li, R.; Cao, Y.; Ye, C.; Liu, Z.; Xiao, H. Silanization-Modified Lignin Nanoparticles for Paper Coating with Enhanced Liquid and Vapor Barriers, Frication Resistance, and Self-Cleaning Properties. Polymers 2025, 17, 2066. https://doi.org/10.3390/polym17152066
Chen W, Li R, Cao Y, Ye C, Liu Z, Xiao H. Silanization-Modified Lignin Nanoparticles for Paper Coating with Enhanced Liquid and Vapor Barriers, Frication Resistance, and Self-Cleaning Properties. Polymers. 2025; 17(15):2066. https://doi.org/10.3390/polym17152066
Chicago/Turabian StyleChen, Wen, Ren’ai Li, Yunfeng Cao, Chunjie Ye, Zhulan Liu, and Huining Xiao. 2025. "Silanization-Modified Lignin Nanoparticles for Paper Coating with Enhanced Liquid and Vapor Barriers, Frication Resistance, and Self-Cleaning Properties" Polymers 17, no. 15: 2066. https://doi.org/10.3390/polym17152066
APA StyleChen, W., Li, R., Cao, Y., Ye, C., Liu, Z., & Xiao, H. (2025). Silanization-Modified Lignin Nanoparticles for Paper Coating with Enhanced Liquid and Vapor Barriers, Frication Resistance, and Self-Cleaning Properties. Polymers, 17(15), 2066. https://doi.org/10.3390/polym17152066