

Retainment of Poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) Properties from Oil-Fermented Cupriavidus necator Using Additional Ethanol-Based Defatting Process
 ,
,  ,
,  , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Microorganism and Production of Biomass Containing P(3HB-co-3HH)
2.2. P(3HB-co-3HH) Biomass Pretreatment
2.3. PHA Extraction, Film Formation, and Scanning Electron Microscopy (SEM) Analysis
2.4. PHA Quantification
2.5. Gel Permeation Chromatography Analysis
2.6. Universal Testing Machine Analysis
2.7. Differential Scanning Calorimetry Analysis
3. Results and Discussion
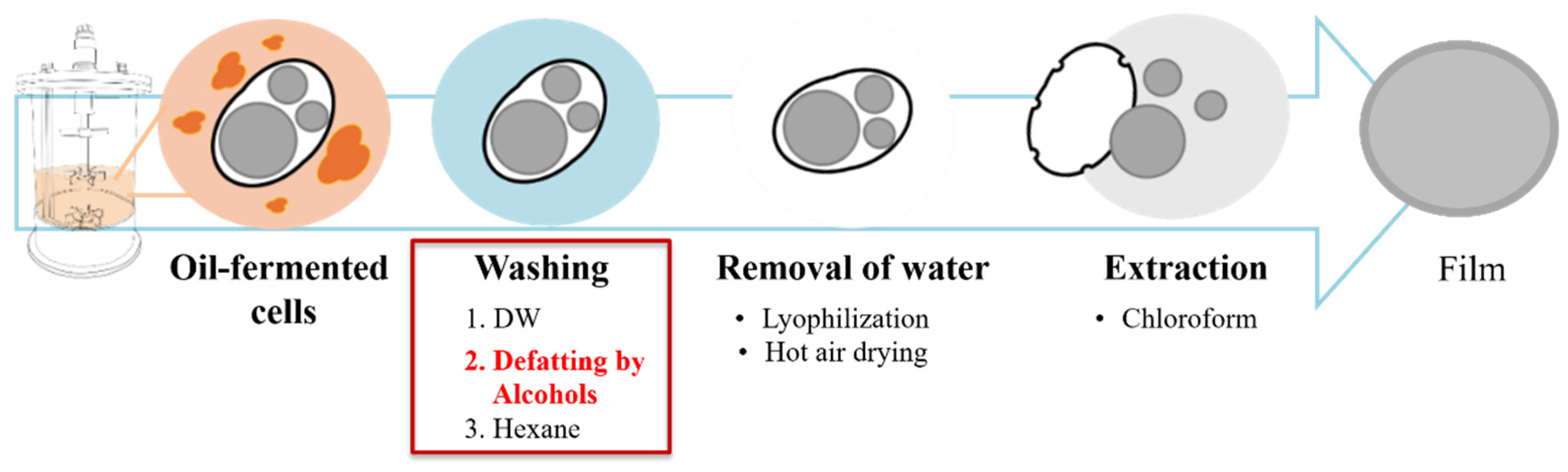
3.1. Design of PHA Recovery Method for Oil-Fermented Biomass
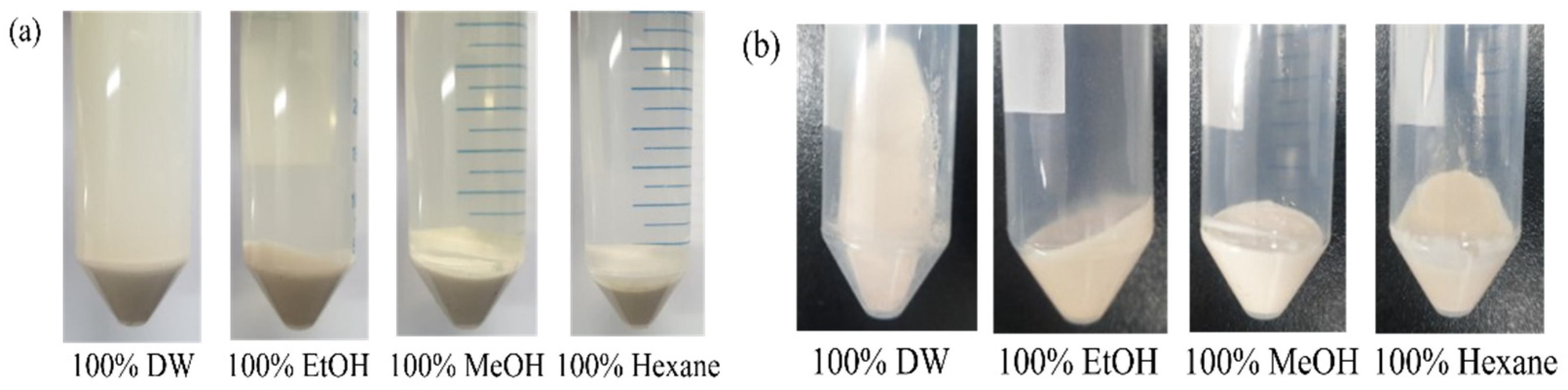
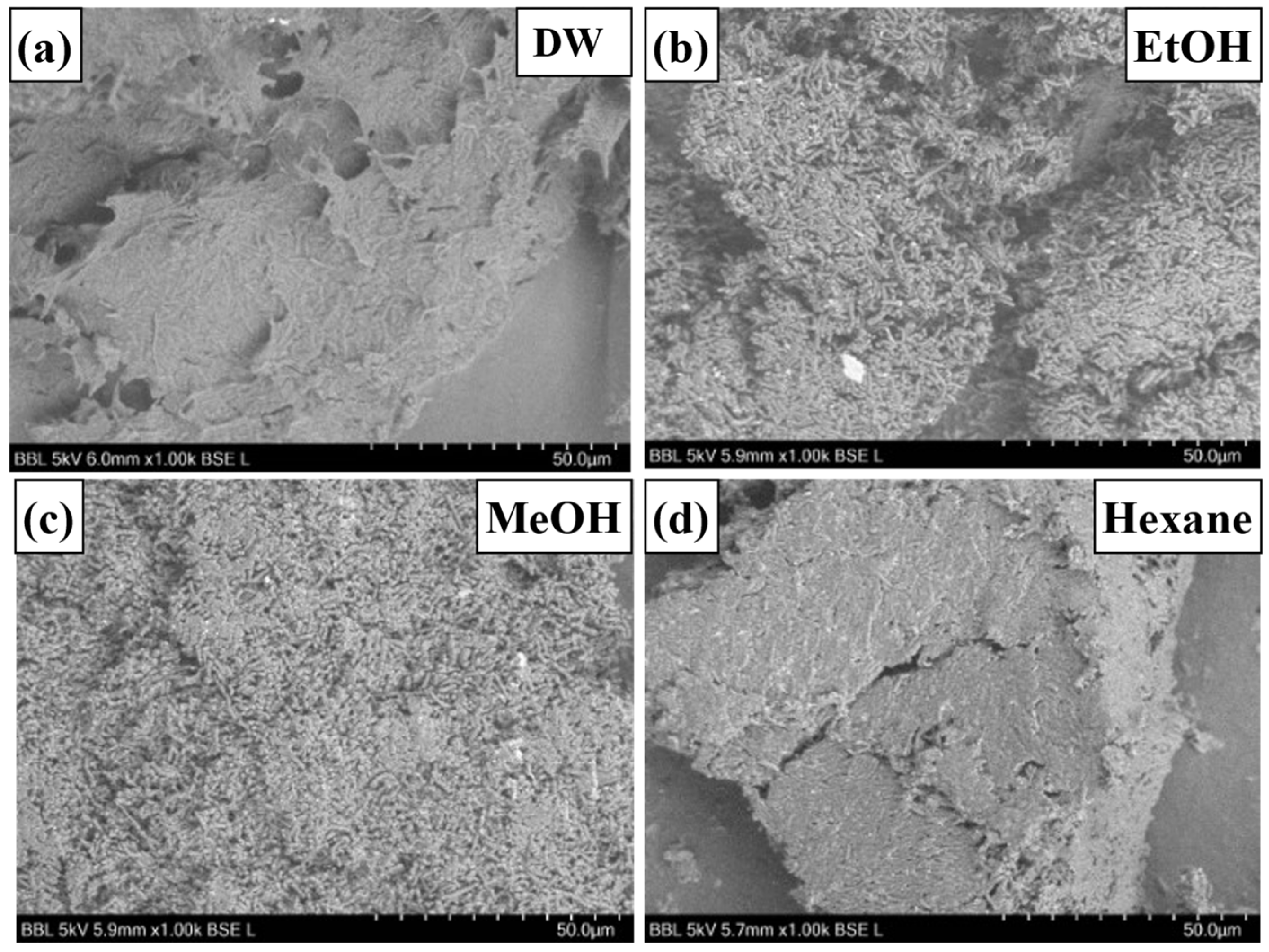
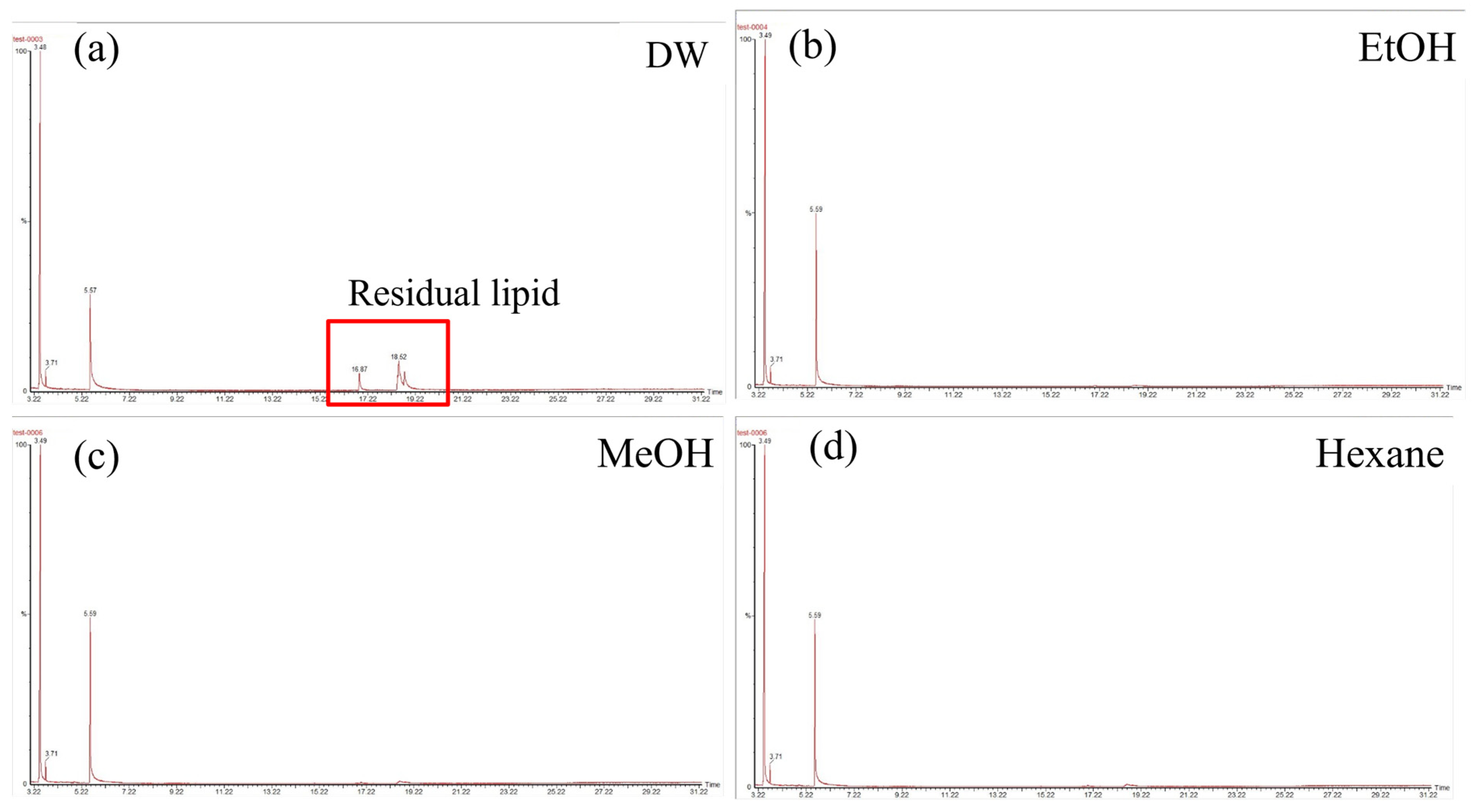
3.2. Changes in Physical and Thermal Properties Resulting from Wash Processes and Lyophilization
3.3. Sequential Washing and Drying Effects on PHA Recovery
3.4. Downstream Processing: Drying Methods and Cost Implications
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
References
- Steinbüchel, A.; Füchtenbusch, B. Bacterial and Other Biological Systems for Polyester Production. Trends Biotechnol. 1998, 16, 419–427. [Google Scholar] [CrossRef]
- De Koning, G.J.M.; Witholt, B. A Process for the Recovery of Poly (Hydroxyalkanoates) from Pseudomonads Part 1: Solubilization. Bioprocess Eng. 1997, 17, 7–13. [Google Scholar] [CrossRef]
- Zhang, T.; Luo, X.S.; Xu, J.; Yao, X.; Fan, J.; Mao, Y.; Song, Y.; Yang, J.; Pan, J.; Khattak, W.A. Dry–Wet Cycle Changes the Influence of Microplastics (MPs) on the Antioxidant Activity of Lettuce and the Rhizospheric Bacterial Community. J. Soils Sediments 2023, 23, 2189–2201. [Google Scholar] [CrossRef]
- Oh, S.-J.; Kim, S.; Lee, Y.; Shin, Y.; Choi, S.; Oh, J.; Bhatia, S.K.; Joo, J.C.; Yang, Y.-H. Controlled Production of a Polyhydroxyalkanoate (PHA) Tetramer Containing Different Mole Fraction of 3-Hydroxybutyrate (3HB), 3-Hydroxyvalerate (3 HV), 4 HV and 5 HV Units by Engineered Cupriavidus Necator. Int. J. Biol. Macromol. 2024, 266, 131332. [Google Scholar] [CrossRef]
- Cai, F.; Lin, M.; Jin, W.; Chen, C.; Liu, G. Biosynthesis of Poly(3-Hydroxybutyrate-Co-3-Hydroxvalerate) from Volatile Fatty Acids by Cupriavidus Necator. J. Basic. Microbiol. 2023, 63, 128–139. [Google Scholar] [CrossRef] [PubMed]
- Doi, Y.; Kitamura, S.; Abe, H. Microbial Synthesis and Characterization of Poly (3-Hydroxybutyrate-Co-3-Hydroxyhexanoate). Macromolecules 1995, 28, 4822–4828. [Google Scholar] [CrossRef]
- Noda, I.; Green, P.R.; Satkowski, M.M.; Schechtman, L.A. Preparation and Properties of a Novel Class of Polyhydroxyalkanoate Copolymers. Biomacromolecules 2005, 6, 580–586. [Google Scholar] [CrossRef]
- Bhatia, S.K.; Gurav, R.; Choi, T.-R.; Jung, H.-R.; Yang, S.-Y.; Song, H.-S.; Jeon, J.-M.; Kim, J.-S.; Lee, Y.-K.; Yang, Y.-H. Poly (3-Hydroxybutyrate-Co-3-Hydroxyhexanoate) Production from Engineered Ralstonia Eutropha Using Synthetic and Anaerobically Digested Food Waste Derived Volatile Fatty Acids. Int. J. Biol. Macromol. 2019, 133, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Das, S.; Chandukishore, T.; Ulaganathan, N.; Dhodduraj, K.; Gorantla, S.S.; Chandna, T.; Gupta, L.K.; Sahoo, A.; Atheena, P.V.; Raval, R.; et al. Sustainable Biorefinery Approach by Utilizing Xylose Fraction of Lignocellulosic Biomass. Int. J. Biol. Macromol. 2024, 266, 131290. [Google Scholar] [CrossRef]
- Jo, S.Y.; Lim, S.H.; Lee, J.Y.; Son, J.; Choi, J.I.; Park, S.J. Microbial Production of Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate), from Lab to the Shelf: A Review. Int. J. Biol. Macromol. 2024, 274, 133157. [Google Scholar] [CrossRef] [PubMed]
- Crisafi, F.; Valentino, F.; Micolucci, F.; Denaro, R. From Organic Wastes and Hydrocarbons Pollutants to Polyhydroxyalkanoates: Bioconversion by Terrestrial and Marine Bacteria. Sustainability 2022, 14, 8241. [Google Scholar] [CrossRef]
- Brigham, C.J.; Budde, C.F.; Holder, J.W.; Zeng, Q.; Mahan, A.E.; Rha, C.K.; Sinskey, A.J. Elucidation of β-Oxidation Pathways in Ralstonia Eutropha H16 by Examination of Global Gene Expression. J. Bacteriol. 2010, 192, 5454–5464. [Google Scholar] [CrossRef] [PubMed]
- Riedel, S.L.; Lu, J.; Stahl, U.; Brigham, C.J. Lipid and Fatty Acid Metabolism in Ralstonia Eutropha: Relevance for the Biotechnological Production of Value-Added Products. Appl. Microbiol. Biotechnol. 2014, 98, 1469–1483. [Google Scholar] [CrossRef]
- Brandl, H.; Gross, R.A.; Lenz, R.W.; Fuller, R.C. Plastics from Bacteria and for Bacteria: Poly (β-Hydroxyalkanoates) as Natural, Biocompatible, and Biodegradable Polyesters. Microb. Bioprod. 1990, 41, 77–93. [Google Scholar]
- Lafferty, R.M. Microbial Production of Poly-(d-3-Hydroxybutyric Acid) 1981. GB1535632A, 13 December 1978. [Google Scholar]
- Ramsay, J.A.; Berger, E.; Voyer, R.; Chavarie, C.; Ramsay, B.A. Extraction of Poly-3-Hydroxybutyrate Using Chlorinated Solvents. Biotechnol. Tech. 1994, 8, 589–594. [Google Scholar] [CrossRef]
- Ramsay, J.A.; Berger, E.; Ramsay, B.A.; Chavarie, C. Recovery of Poly-3-Hydroxyalkanoic Acid Granules by a Surfactant-Hypochlorite Treatment. Biotechnol. Tech. 1990, 4, 221–226. [Google Scholar] [CrossRef]
- Choi, J.; Lee, S.Y. Efficient and Economical Recovery of Poly (3-hydroxybutyrate) from Recombinant Escherichia Coli by Simple Digestion with Chemicals. Biotechnol. Bioeng. 1999, 62, 546–553. [Google Scholar] [CrossRef]
- Berger, E.; Ramsay, B.A.; Ramsay, J.A.; Chavarie, C.; Braunegg, G. PHB Recovery by Hypochlorite Digestion of Non-PHB Biomass. Biotechnol. Tech. 1989, 3, 227–232. [Google Scholar] [CrossRef]
- Hahn, S.K.; Chang, Y.K.; Kim, B.S.; Chang, H.N. Optimization of Microbial Poly (3-hydroxybutyrate) Recover Using Dispersions of Sodium Hypochlorite Solution and Chloroform. Biotechnol. Bioeng. 1994, 44, 256–261. [Google Scholar] [CrossRef]
- Zou, Y.; Yang, M.; Tao, Q.; Zhu, K.; Liu, X.; Wan, C.; Harder, M.K.; Yan, Q.; Liang, B.; Ntaikou, I. Recovery of Polyhydroxyalkanoates (PHAs) Polymers from a Mixed Microbial Culture through Combined Ultrasonic Disruption and Alkaline Digestion. J. Environ. Manag. 2023, 326, 116786. [Google Scholar] [CrossRef]
- Zhila, N.; Kalacheva, G.; Volova, T. Fatty Acid Composition and Polyhydroxyalkanoates Production by Cupriavidus Eutrophus B-10646 Cells Grown on Different Carbon Sources. Process Biochem. 2015, 50, 69–78. [Google Scholar] [CrossRef]
- Koller, M.; Niebelschütz, H.; Braunegg, G. Strategies for Recovery and Purification of Poly [(R)-3-hydroxyalkanoates](PHA) Biopolyesters from Surrounding Biomass. Eng. Life Sci. 2013, 13, 549–562. [Google Scholar] [CrossRef]
- Manangan, T.; Shawaphun, S. Quantitative Extraction and Determination of Polyhydroxyalkanoate Accumulated in Alcaligenes Latus Dry Cells. ScienceAsia 2010, 36, 199–203. [Google Scholar] [CrossRef]
- Braunegg, G.; Lefebvre, G.; Genser, K.F. Polyhydroxyalkanoates, Biopolyesters from Renewable Resources: Physiological and Engineering Aspects. J. Biotechnol. 1998, 65, 127–161. [Google Scholar] [CrossRef]
- Holmes, P.A.; Wright, L.F.; Alderson, B.; Senior, P.J. A Process for the Extraction of Poly-3-Hydroxy-Butyric Acid from Microbial Cells. EP0015123A1, 22 December 1982. [Google Scholar]
- Reverchon, E. Supercritical Fluid Extraction and Fractionation of Essential Oils and Related Products. J. Supercrit. Fluids 1997, 10, 1–37. [Google Scholar] [CrossRef]
- Hampson, J.W.; Ashby, R.D. Extraction of Lipid-Grown Bacterial Cells by Supercritical Fluid and Organic Solvent to Obtain Pure Medium Chain-Length Polyhydroxyalkanoates. JAOCS J. Am. Oil Chem. Soc. 1999, 76, 1371–1374. [Google Scholar] [CrossRef]
- Kobayashi, D.; Fujita, K.; Nakamura, N.; Ohno, H. A Simple Recovery Process for Biodegradable Plastics Accumulated in Cyanobacteria Treated with Ionic Liquids. Appl. Microbiol. Biotechnol. 2015, 99, 1647–1653. [Google Scholar] [CrossRef]
- Hejazi, P.; Vasheghani-Farahani, E.; Yamini, Y. Supercritical Fluid Disruption of Ralstonia Eutropha for Poly(β-Hydroxybutyrate) Recovery. Biotechnol. Prog. 2003, 19, 1519–1523. [Google Scholar] [CrossRef]
- Prat, D.; Hayler, J.; Wells, A. A Survey of Solvent Selection Guides. Green Chem. 2014, 16, 4546–4551. [Google Scholar] [CrossRef]
- Prat, D.; Wells, A.; Hayler, J.; Sneddon, H.; McElroy, C.R.; Abou-Shehada, S.; Dunn, P.J. CHEM21 Selection Guide of Classical- and Less Classical-Solvents. Green Chem. 2015, 18, 288–296. [Google Scholar] [CrossRef]
- Pagliano, G.; Galletti, P.; Samorì, C.; Zaghini, A.; Torri, C. Recovery of Polyhydroxyalkanoates From Single and Mixed Microbial Cultures: A Review. Front. Bioeng. Biotechnol. 2021, 9, 624021. [Google Scholar] [CrossRef]
- de Souza Reis, G.A.; Michels, M.H.A.; Fajardo, G.L.; Lamot, I.; de Best, J.H. Optimization of Green Extraction and Purification of PHA Produced by Mixed Microbial Cultures from Sludge. Water 2020, 12, 1185. [Google Scholar] [CrossRef]
- Volova, T.; Shishatskaya, E.; Sevastianov, V.; Efremov, S.; Mogilnaya, O. Results of Biomedical Investigations of PHB and PHB/PHV Fibers. Biochem. Eng. J. 2003, 16, 125–133. [Google Scholar] [CrossRef]
- De Koning, G.J.M.; Kellerhals, M.; Van Meurs, C.; Witholt, B. A Process for the Recovery of Poly (Hydroxyalkanoates) from Pseudomonads Part 2: Process Development and Economic Evaluation. Bioprocess Eng. 1997, 17, 15–21. [Google Scholar] [CrossRef]
- Budde, C.F.; Riedel, S.L.; Willis, L.B.; Rha, C.; Sinskey, A.J. Production of Poly (3-Hydroxybutyrate-Co-3-Hydroxyhexanoate) from Plant Oil by Engineered Ralstonia Eutropha Strains. Appl. Environ. Microbiol. 2011, 77, 2847–2854. [Google Scholar] [CrossRef]
- Friedrich, B.; Hogrefe, C.; Schlegel, H.G. Naturally Occurring Genetic Transfer of Hydrogen-Oxidizing Ability between Strains of Alcaligenes Eutrophus. J. Bacteriol. 1981, 147, 198–205. [Google Scholar] [CrossRef]
- Santolin, L.; Waldburger, S.; Neubauer, P.; Riedel, S.L. Substrate-Flexible Two-Stage Fed-Batch Cultivations for the Production of the PHA Copolymer P (HB-Co-HHx) with Cupriavidus Necator Re2058/PCB113. Front. Bioeng. Biotechnol. 2021, 9, 623890. [Google Scholar] [CrossRef] [PubMed]
- Oh, S.J.; Choi, T.-R.; Kim, H.J.; Shin, N.; Hwang, J.H.; Kim, H.J.; Bhatia, S.K.; Kim, W.; Yeon, Y.J.; Yang, Y.-H. Maximization of 3-Hydroxyhexanoate Fraction in Poly (3-Hydroxybutyrate-Co-3-Hydroxyhexanoate) Using Lauric Acid with Engineered Cupriavidus Necator H16. Int. J. Biol. Macromol. 2024, 256, 128376. [Google Scholar] [CrossRef] [PubMed]
- Park, Y.L.; Bhatia, S.K.; Gurav, R.; Choi, T.R.; Kim, H.J.; Song, H.S.; Park, J.Y.; Han, Y.H.; Lee, S.M.; Park, S.L.; et al. Fructose Based Hyper Production of Poly-3-Hydroxybutyrate from Halomonas Sp. YLGW01 and Impact of Carbon Sources on Bacteria Morphologies. Int. J. Biol. Macromol. 2020, 154, 929–936. [Google Scholar] [CrossRef]
- Shin, N.; Kim, S.H.; Cho, J.Y.; Hwang, J.H.; Kim, H.J.; Oh, S.J.; Park, S.-H.; Park, K.; Bhatia, S.K.; Yang, Y.-H. Fast Degradation of Polycaprolactone/Poly (Butylene Adipate-Co-Terephthalate) Blends by Novel Bacillus Strain NR4 with Broad Degrading Activity. J. Polym. Environ. 2024, 32, 898–912. [Google Scholar] [CrossRef]
- Choi, Y.K.; Choi, T.R.; Gurav, R.; Bhatia, S.K.; Park, Y.L.; Kim, H.J.; Kan, E.; Yang, Y.H. Adsorption Behavior of Tetracycline onto Spirulina Sp. (Microalgae)-Derived Biochars Produced at Different Temperatures. Sci. Total Environ. 2020, 710, 136282. [Google Scholar] [CrossRef]
- Choi, T.R.; Song, H.S.; Han, Y.H.; Park, Y.L.; Park, J.Y.; Yang, S.Y.; Bhatia, S.K.; Gurav, R.; Kim, H.J.; Lee, Y.K.; et al. Enhanced Tolerance to Inhibitors of Escherichia Coli by Heterologous Expression of Cyclopropane-Fatty Acid-Acyl-Phospholipid Synthase (Cfa) from Halomonas Socia. Bioprocess Biosyst. Eng. 2020, 43, 909–918. [Google Scholar] [CrossRef]
- Bernaerts, T.M.M.; Gheysen, L.; Kyomugasho, C.; Jamsazzadeh Kermani, Z.; Vandionant, S.; Foubert, I.; Hendrickx, M.E.; Van Loey, A.M. Comparison of Microalgal Biomasses as Functional Food Ingredients: Focus on the Composition of Cell Wall Related Polysaccharides. Algal Res. 2018, 32, 150–161. [Google Scholar] [CrossRef]
- Fei, T.; Cazeneuve, S.; Wen, Z.; Wu, L.; Wang, T. Effective Recovery of Poly-β-Hydroxybutyrate (PHB) Biopolymer from Cupriavidus Necator Using a Novel and Environmentally Friendly Solvent System. Biotechnol. Prog. 2016, 32, 678–685. [Google Scholar] [CrossRef]
- Murugan, P.; Gan, C.-Y.; Sudesh, K. Biosynthesis of P (3HB-Co-3HHx) with Improved Molecular Weights from a Mixture of Palm Olein and Fructose by Cupriavidus Necator Re2058/PCB113. Int. J. Biol. Macromol. 2017, 102, 1112–1119. [Google Scholar] [CrossRef]
- Van Nguyen, T.; Nagata, T.; Noso, K.; Kaji, K.; Masunaga, H.; Hoshino, T.; Hikima, T.; Sakurai, S.; Yamamoto, K.; Miura, Y. Effect of the 3-Hydroxyhexanoate Content on Melt-Isothermal Crystallization Behavior of Microbial Poly (3-Hydroxybutyrate-Co-3-Hydroxyhexanoate). Macromolecules 2021, 54, 8738–8750. [Google Scholar] [CrossRef]
- Arcos-Hernández, M.V.; Laycock, B.; Donose, B.C.; Pratt, S.; Halley, P.; Al-Luaibi, S.; Werker, A.; Lant, P.A. Physicochemical and Mechanical Properties of Mixed Culture Polyhydroxyalkanoate (PHBV). Eur. Polym. J. 2013, 49, 904–913. [Google Scholar] [CrossRef]
- Selli, F.; Hufenus, R.; Gooneie, A.; Erdoğan, U.H.; Perret, E. Structure–Property Relationship in Melt-Spun Poly (Hydroxybutyrate-Co-3-Hexanoate) Monofilaments. Polymers 2022, 14, 200. [Google Scholar] [CrossRef] [PubMed]
- Zurita-Paredes, D.; Flores-Bolaños, D.; Vizuete, K.; Debut, A.; Romero-Carvajal, A. Solvent Dehydration and Low Temperature Vacuum Drying for SEM Imaging of Pre-Hatching Frog Embryos. J. Morphol. 2025, 286, e70030. [Google Scholar] [CrossRef]
- Gusnard, D.; Kirschner, R.H. Cell and Organelle Shrinkage during Preparation for Scanning Electron Microscopy: Effects of Fixation, Dehydration and Critical Point Drying. J. Microsc. 1977, 110, 51–57. [Google Scholar] [CrossRef]
- Rajaratanam, D.D.; Ariffin, H.; Hassan, M.A.; Kawasaki, Y.; Nishida, H. Effects of (R)-3-Hydroxyhexanoate Units on Thermal Hydrolysis of Poly ((R)-3-Hydroxybutyrate-Co-(R)-3-Hydroxyhexanoate) s. Polym. Degrad. Stab. 2017, 137, 58–66. [Google Scholar] [CrossRef]
- Okolie, O.; Kumar, A.; Edwards, C.; Lawton, L.A.; Oke, A.; McDonald, S.; Thakur, V.K.; Njuguna, J. Bio-Based Sustainable Polymers and Materials: From Processing to Biodegradation. J. Compos. Sci. 2023, 7, 213. [Google Scholar] [CrossRef]
- Porfyris, A.; Vasilakos, S.; Zotiadis, C.; Papaspyrides, C.; Moser, K.; Van der Schueren, L.; Buyle, G.; Pavlidou, S.; Vouyiouka, S. Accelerated Ageing and Hydrolytic Stabilization of Poly(Lactic Acid) (PLA) under Humidity and Temperature Conditioning. Polym. Test. 2018, 68, 315–332. [Google Scholar] [CrossRef]
- Watanabe, T.; He, Y.; Fukuchi, T.; Inoue, Y. Comonomer Compositional Distribution and Thermal Characteristics of Bacterially Synthesized Poly (3-hydroxybutyrate-co-3-hydroxyhexanoate) s. Macromol. Biosci. 2001, 1, 75–83. [Google Scholar] [CrossRef]
- Akdoğan, M.; Çelik, E. Purification and Characterization of Polyhydroxyalkanoate (PHA) from a Bacillus Megaterium Strain Using Various Dehydration Techniques. J. Chem. Technol. Biotechnol. 2018, 93, 2292–2298. [Google Scholar] [CrossRef]
- Kučera, F.; Petruš, J.; Jančář, J. The Structure-Hydrolysis Relationship of Poly(3-Hydroxybutyrate). Polym. Test. 2019, 80, 106095. [Google Scholar] [CrossRef]
- Del Oso, M.S.; Mauricio-Iglesias, M.; Hospido, A. Evaluation and Optimization of the Environmental Performance of PHA Downstream Processing. Chem. Eng. J. 2021, 412, 127687. [Google Scholar] [CrossRef]
- Hu, S.; McDonald, A.G.; Coats, E.R. Characterization of Polyhydroxybutyrate Biosynthesized from Crude Glycerol Waste Using Mixed Microbial Consortia. J. Appl. Polym. Sci. 2013, 129, 1314–1321. [Google Scholar] [CrossRef]
- Stratta, L.; Capozzi, L.C.; Franzino, S.; Pisano, R. Economic Analysis of a Freeze-Drying Cycle. Processes 2020, 8, 1399. [Google Scholar] [CrossRef]
- Nowak, D.; Jakubczyk, E. The Freeze-Drying of Foods—The Characteristic of the Process Course and the Effect of Its Parameters on the Physical Properties of Food Materials. Foods 2020, 9, 1488. [Google Scholar] [CrossRef]
- Mina, Z.P.; Kaseke, T.; Fadiji, T.; Silue, Y.; Fawole, O.A. Combined Oven/Freeze Drying as a Cost and Energy-Efficient Drying Method for Preserving Quality Attributes and Volatile Compounds of Carrot Slices. Front. Hortic. 2025, 3, 1447957. [Google Scholar] [CrossRef]
- Kešelj, K.; Pavkov, I.; Radojčin, M.; Stamenković, Z. Comparison of energy consumption in the convective and freeze drying of raspberries poređenje utroška energije za sušenje maline konvktivnim postupkom I sušenjem zamrzavanjem. J. Process. Energy Agric. 2017, 21, 193. [Google Scholar] [CrossRef]
- Iranshahi, K.; Rubinetti, D.; Onwude, D.I.; Psarianos, M.; Schlüter, O.K.; Defraeye, T. Electrohydrodynamic Drying versus Conventional Drying Methods: A Comparison of Key Performance Indicators. Energy Convers. Manag. 2023, 279, 116661. [Google Scholar] [CrossRef]
- Carré, P.; Citeau, M.; Dauguet, S. Hot Ethanol Extraction: Economic Feasibility of a New and Green Process. OCL 2018, 25, D206. [Google Scholar] [CrossRef]
- Khalati, E.; Bangalore Ashok, R.P.; Oinas, P. Energy-efficient and Cost-effective Separation Model for Solvent Recovery from Colloidal Lignin Particles Dispersion. Can. J. Chem. Eng. 2023, 101, 3287–3303. [Google Scholar] [CrossRef]
- Potrich, E.; Miyoshi, S.C.; Machado, P.F.S.; Furlan, F.F.; Ribeiro, M.P.A.; Tardioli, P.W.; Giordano, R.L.C.; Cruz, A.J.G.; Giordano, R.C. Replacing Hexane by Ethanol for Soybean Oil Extraction: Modeling, Simulation, and Techno-Economic-Environmental Analysis. J. Clean. Prod. 2020, 244, 118660. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Wash | Residual Lipids (g/L) | Wash Rate (%) |
|---|---|---|
| No wash | 5.89 ± 0.04 | 0 ± 0 |
| DW wash | 3.96 ± 0.01 | 32.77 ± 0.20 |
| EtOH wash | 1.74 ± 0.01 | 70.46 ± 0.02 |
| Hexane wash | 2.83 ± 0.00 | 51.95 ± 0.23 |
| p-value | <0.001 | <0.001 |
| Recovery Rate (%) | 3HH Mole Fraction (mol%) | Purity (%) | |
|---|---|---|---|
| No wash | 85.85 ± 0.00 | 14.98 ± 0.41 | 74.84 ± 0.00 |
| DW wash | 87.40 ± 4.25 | 14.90 ± 0.17 | 76.19 ± 3.70 |
| EtOH wash | 95.70 ± 3.46 | 15.03 ± 1.19 | 83.43 ± 3.01 |
| Hexane wash | 91.13 ± 5.89 | 14.07 ± 0.41 | 79.44 ± 5.13 |
| p-value | 0.042 | <0.001 | 0.006 |
| Sample | Tensile Strength (MPa) | Elongation at Break (%) | Young’s Modulus (MPa) |
|---|---|---|---|
| DW wash + lyophilization | 6.8 ± 0.5 | 98.5 ± 7.4 | 227.2 ± 8.2 |
| EtOH wash + lyophilization | 7.1 ± 0.6 | 241.1 ± 20.9 | 200.9 ± 8.4 |
| Hexane wash + lyophilization | 6.5 ± 0.4 | 44.2 ± 5.0 | 221.4 ± 16.5 |
| p-value | 0.339 | <0.001 | 0.051 |
| Sample | Recovery Rate (%) | 3HH Mole Fraction (mol%) | Purity (%) |
|---|---|---|---|
| DW + DW + hexane + lyophilization | 61.6 | 16.2 | 78.4 |
| DW + EtOH + hexane + lyophilization | 95.1 | 18.1 | 94.0 |
| DW + hexane + hexane + lyophilization | 77.6 | 16.5 | 89.2 |
| Sample | Tensile Strength (MPa) | Elongation at Break (%) | Young’s Modulus (MPa) |
|---|---|---|---|
| DW + DW + hexane + lyophilization | 4.8 ± 0.6 | 177.7 ± 10.3 | 159.9 ± 15.8 |
| DW + EtOH + hexane + lyophilization | 6.9 ± 0.3 | 241.9 ± 27.0 | 180.5 ± 10.7 |
| DW + hexane+ hexane + lyophilization | 4.5 ± 0.6 | 140.7 ± 16.5 | 147.5 ± 11.2 |
| p-value | 0.003 | 0.002 | 0.061 |
| Sample | Mn (kDa) | Mw (kDa) | PDI |
|---|---|---|---|
| DW + DW + hexane + lyophilization | 78.2 | 204.9 | 2.62 |
| DW + EtOH + hexane + lyophilization | 85.8 | 196.6 | 2.29 |
| DW + hexane + hexane + lyophilization | 69.0 | 174.5 | 2.53 |
| Sample | Tm (°C) | Tc (°C) | Tg (°C) |
|---|---|---|---|
| DW + DW + hexane + lyophilization | 171.7 | 64.20 | −6.93 |
| DW + EtOH + hexane + lyophilization | 172.1 | 58.91 | −6.21 |
| DW + hexane + hexane + lyophilization | 172.7 | 60.8 | −6.45 |
| Sample | Tensile Strength (MPa) | Elongation at Break (%) | Young’s Modulus (MPa) |
|---|---|---|---|
| DW wash + Oven | 1.6 ± 0.2 | 27.0 ± 5.0 | 62.9 ± 9.5 |
| EtOH wash + Oven | 6.4 ± 0.6 | 98.1 ± 27.6 | 201.1 ± 14.2 |
| Hexane wash + Oven | 2.8 ± 0.1 | 30.0 ± 4.2 | 114.7 ± 3.3 |
| p-value | <0.001 | <0.001 | <0.001 |
| Sample | Tensile Strength (MPa) | Elongation at Break (%) | Young’s Modulus (MPa) |
|---|---|---|---|
| DW + DW + hexane + oven | 1.7 ± 0.1 | 71.9 ± 11.1 | 62.7 ± 3.0 |
| DW + EtOH + hexane + oven | 3.8 ± 0.3 | 78.7 ± 7.5 | 100.5 ± 6.9 |
| DW + hexane + hexane + oven | 2.4 ± 0.3 | 59.1 ± 28.1 | 101.5 ± 10.8 |
| p-value | <0.001 | 0.466 | <0.001 |
| Sample | Tm (°C) | Tc (°C) | Tg (°C) |
|---|---|---|---|
| DW + DW + hexane + oven | 171.3 | 60.7 | −7.41 |
| DW + EtOH + hexane + oven | 172.0 | 94.5 | −6.80 |
| DW + hexane + hexane + oven | 171.4 | 54.02 | −7.25 |
| Sample | Mn (kDa) | Mw (kDa) | PDI |
|---|---|---|---|
| DW + DW + hexane + oven | 57.2 | 99.7 | 1.74 |
| DW + EtOH + hexane + oven | 65.6 | 125.4 | 1.91 |
| DW + hexane + hexane + oven | 41.0 | 118.3 | 2.88 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choi, T.-R.; Lim, G.; Han, Y.; Jeon, J.-M.; Bhatia, S.K.; Park, H.J.; Joo, J.C.; Kim, H.T.; Yoon, J.-J.; Yang, Y.-H. Retainment of Poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) Properties from Oil-Fermented Cupriavidus necator Using Additional Ethanol-Based Defatting Process. Polymers 2025, 17, 2058. https://doi.org/10.3390/polym17152058
Choi T-R, Lim G, Han Y, Jeon J-M, Bhatia SK, Park HJ, Joo JC, Kim HT, Yoon J-J, Yang Y-H. Retainment of Poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) Properties from Oil-Fermented Cupriavidus necator Using Additional Ethanol-Based Defatting Process. Polymers. 2025; 17(15):2058. https://doi.org/10.3390/polym17152058
Chicago/Turabian StyleChoi, Tae-Rim, Gaeun Lim, Yebin Han, Jong-Min Jeon, Shashi Kant Bhatia, Hyun June Park, Jeong Chan Joo, Hee Taek Kim, Jeong-Jun Yoon, and Yung-Hun Yang. 2025. "Retainment of Poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) Properties from Oil-Fermented Cupriavidus necator Using Additional Ethanol-Based Defatting Process" Polymers 17, no. 15: 2058. https://doi.org/10.3390/polym17152058
APA StyleChoi, T.-R., Lim, G., Han, Y., Jeon, J.-M., Bhatia, S. K., Park, H. J., Joo, J. C., Kim, H. T., Yoon, J.-J., & Yang, Y.-H. (2025). Retainment of Poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) Properties from Oil-Fermented Cupriavidus necator Using Additional Ethanol-Based Defatting Process. Polymers, 17(15), 2058. https://doi.org/10.3390/polym17152058