This section presents all the results obtained through the previously detailed experimental, numerical, and analytical methods. To ensure clarity and systematic interpretation, the results for each method are presented and discussed individually. This approach enables a comprehensive comparison and highlights the contributions of each method to the overall analysis.
3.1. Experimental Results
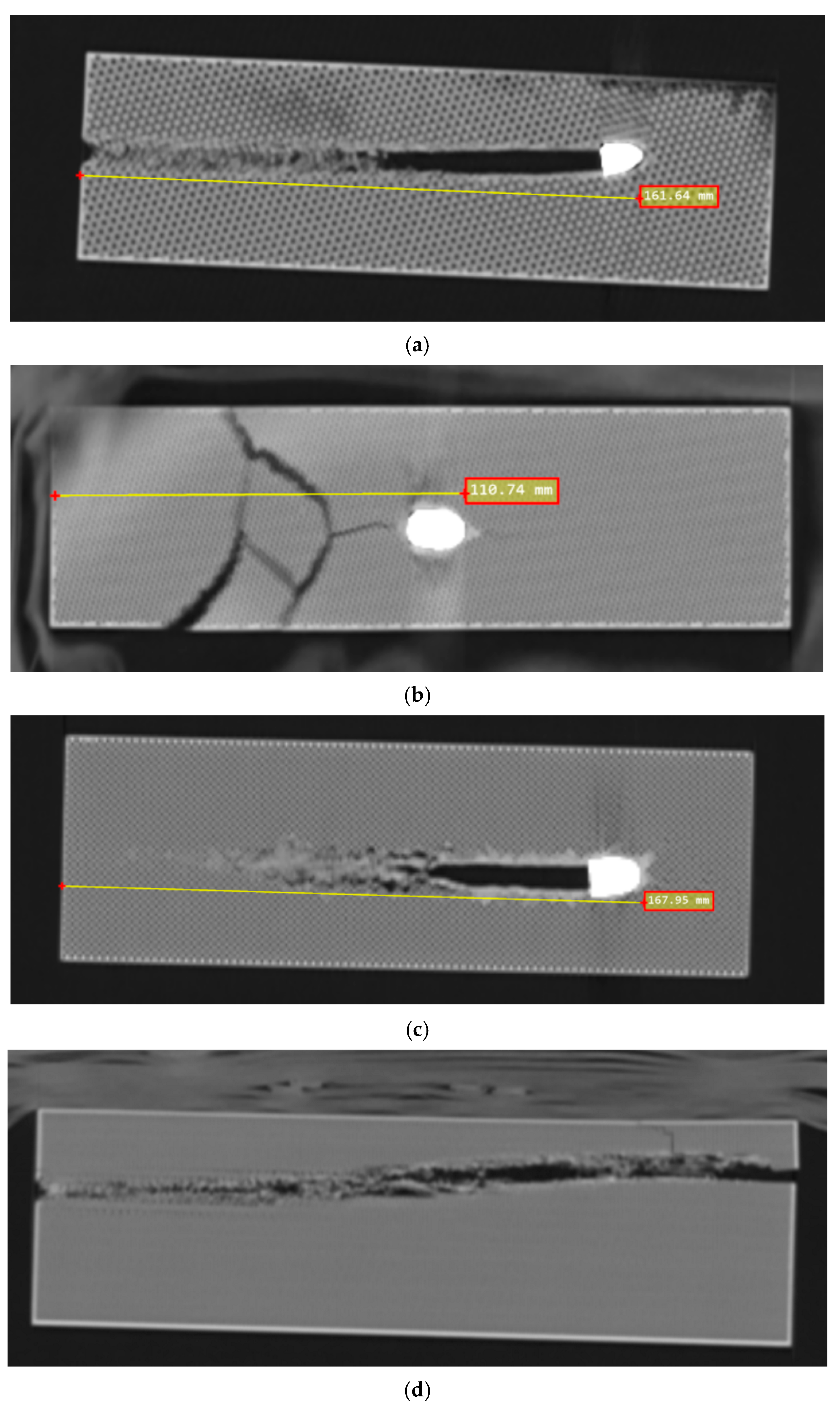
Given that a significant number of projectiles remained embedded in the target and their trajectories were not linear, a destructive method of measuring penetration depth would require dismantling the target and extracting the projectile. Such an approach could lead to inaccurate results due to the potential displacement of the projectile during extraction and other unintended effects. Therefore, as previously mentioned and explained, a non-destructive method using CT scanning was employed. The penetration depth of each projectile is presented in
Table 6, while
Figure 12 shows a representative CT scan for each type of varied infill sample.
Based on the analysis of the experimental data, the first notable and commendable observation is the consistency of the results. The fact that each infill sample produced three closely matched values, while significant differences are observed between different infill types, clearly indicates that analyzing the effect of the infill pattern is both meaningful and justified. It logically represents one of the most important steps for the further investigation of this topic.
The importance of such analysis is further supported by the fact that the gyroid infill pattern—despite showing excellent performance in mathematical modeling, impact resistance tests, and frequent use in sandwich structures—was not able to stop a bullet in a 200 mm thick target. In contrast, the cubic and grid patterns demonstrated solid stopping power. Their similar average performance is reasonable given their geometric resemblance.
As perhaps expected, the honeycomb infill exhibited outstanding capabilities, positioning itself as a promising candidate for further investigation, particularly regarding infill density variations, material selection, and other influential parameters.
3.2. FEM Results
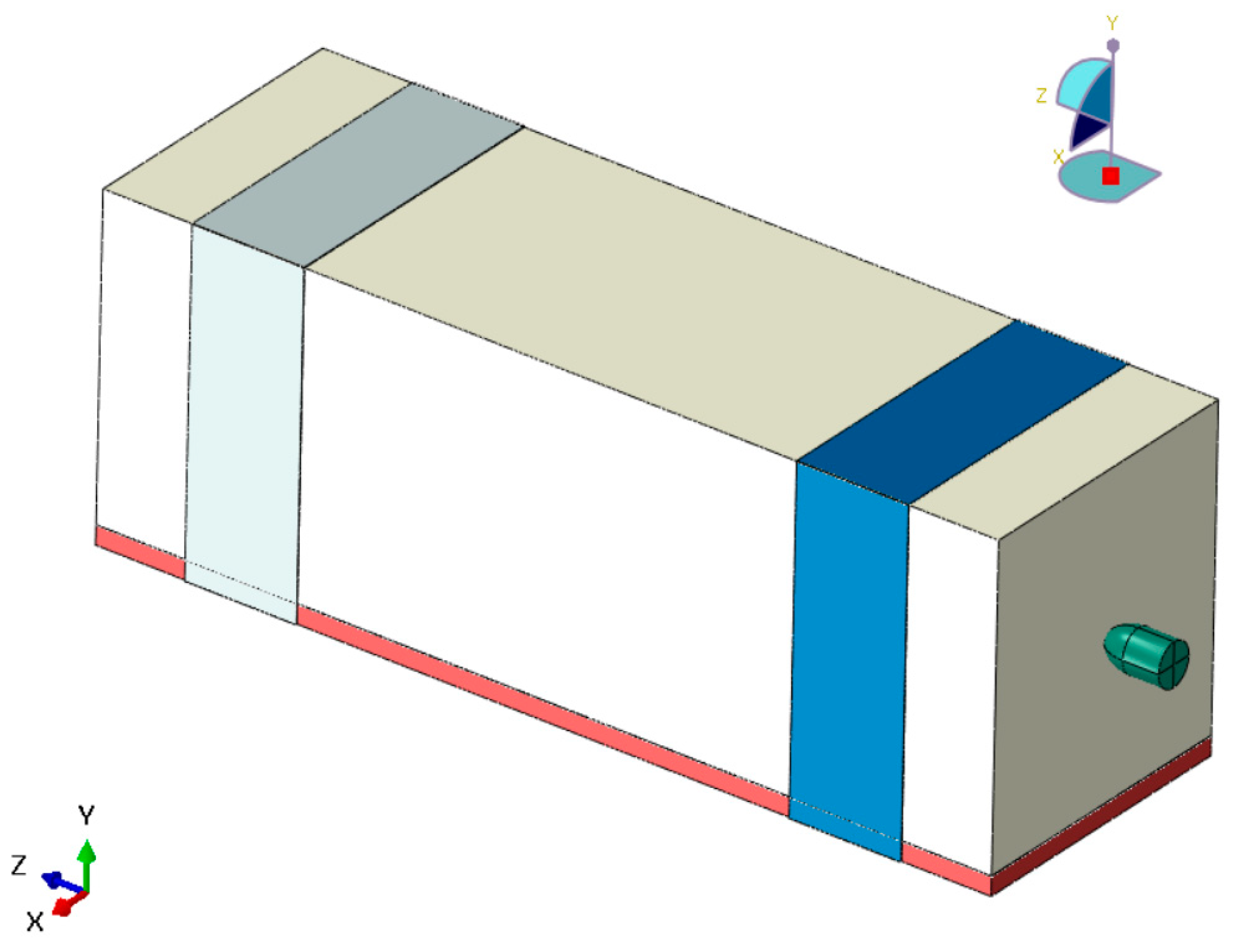
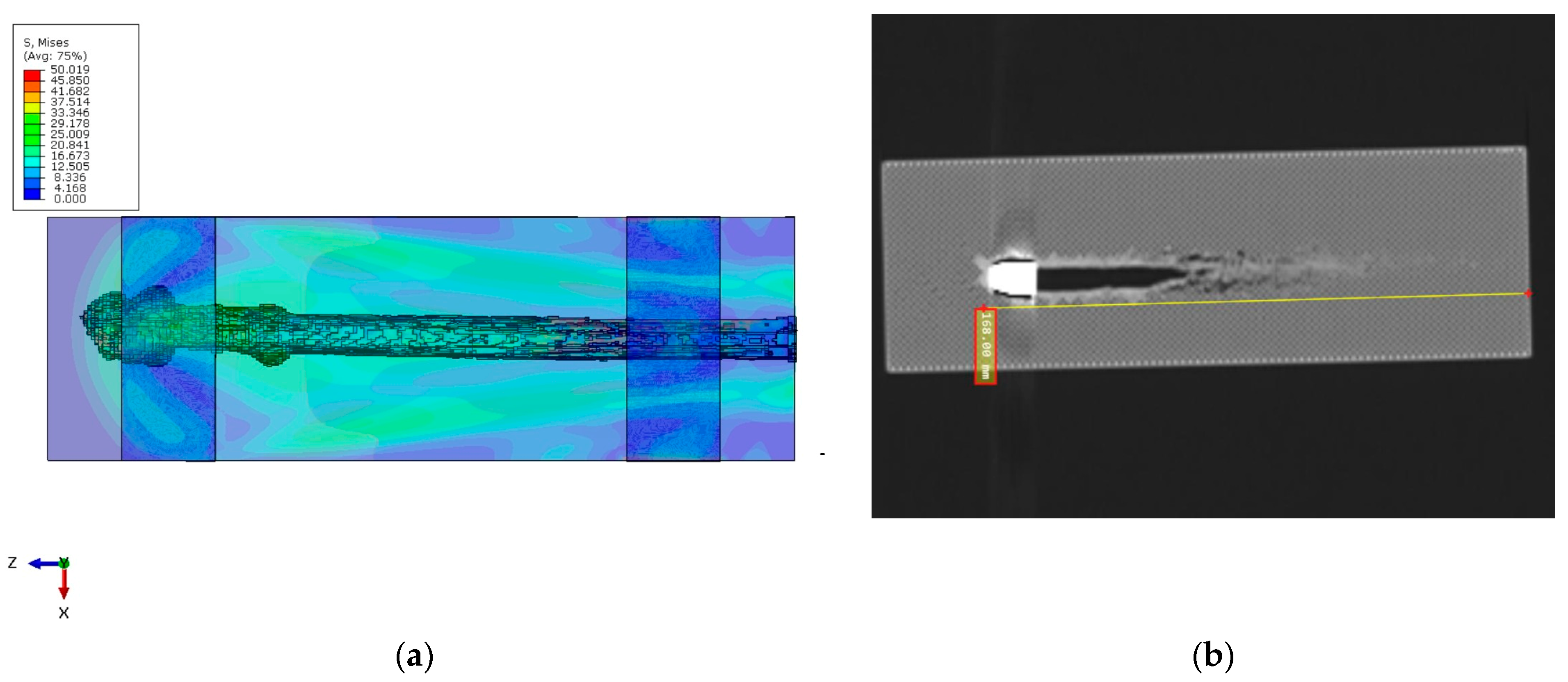
The simulation successfully captured the bullet’s penetration into the PLA block, producing a failure pattern consistent with a typical ballistic cavity. The masking tape proved crucial in maintaining the structural integrity of the block. The bullet did not perforate the block in the simulation—it came to rest inside the PLA after penetrating approximately 184 mm. This depth is in good agreement with the experimental penetration depth of ~168 mm for the grid infill pattern, differing by only about 9%.
Figure 13a (simulation) and the experimental post-mortem (
Figure 13b) both show that the bullet nearly traversed the block but was halted just short of an exit.
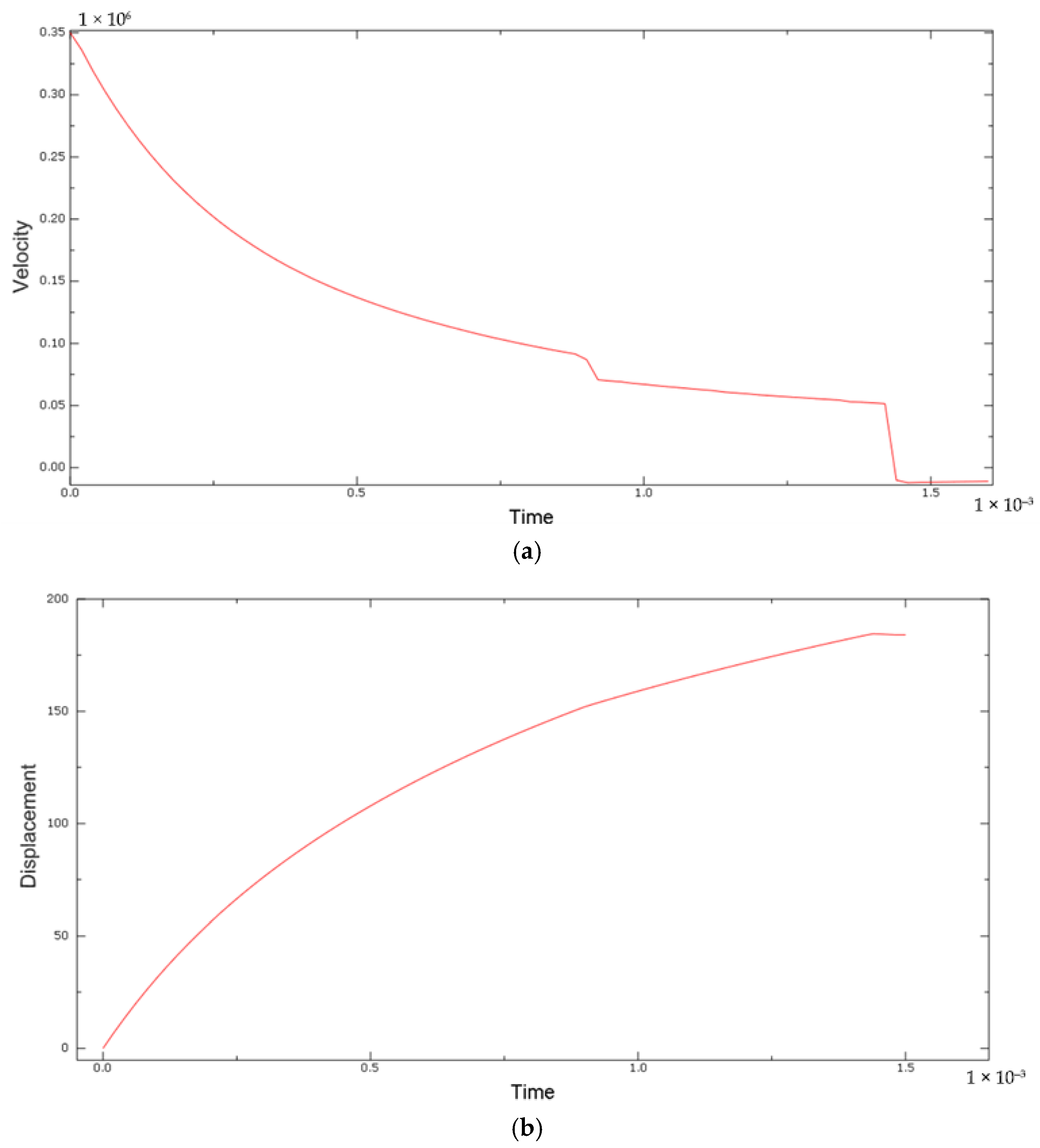
The slight overestimation of penetration in the model (by ~16 mm) is attributed mainly to the idealizations in the simulation. Notably, the bullet was modeled as perfectly rigid, so it did not deform or mushroom upon impact. In reality, a 9 mm FMJ bullet may deform or yaw slightly, and energy can be absorbed in that process. Because our rigid bullet could not absorb any energy through its own deformation, more energy was available to damage the PLA, leading to a somewhat deeper penetration. Additionally, no fracture of the bullet or jacket was possible in the model, whereas experimentally, bullet fragmentation (even minimal) would also absorb energy. Velocity (a) and displacement (b) plots are presented in
Figure 14.
The displacement–time response of the bullet, presented in
Figure 14b, provides insights into the energy absorption behavior of the PLA block and the overall target setup. The displacement curve exhibits a smooth increase during the first 1.4 ms of the simulation, reaching a plateau at approximately 184 mm. This gradual deceleration of the bullet correlates with the absorption and dissipation of kinetic energy by the PLA material and the masking tape interface.
The curvature of the displacement profile indicates progressive resistance to penetration, characteristic of plastic deformation and local material failure. The absence of oscillations or sharp drops in the curve suggests that energy absorption occurred in a stable and distributed manner, without significant rebound or contact instabilities.
The final flattening of the curve implies that the bullet’s kinetic energy was largely dissipated by the target, consistent with the full or near-full stop observed in the numerical simulation. While kinetic energy and plastic dissipation were not explicitly extracted, the monotonic displacement trend serves as a reliable proxy for evaluating energy transfer and confirming the target’s effectiveness in halting the projectile.
Apart from the penetration depth, the qualitative damage pattern was comparable to observations. The entrance of the bullet in the simulation showed a neat 9 mm diameter puncture with the petaling of material around it, similar to the clean hole seen in the test. Internally, the simulation produced a narrow cavity of a roughly bullet-diameter for the first ~100 mm, after which it slightly expanded as the bullet slowed (the bullet’s nose pressure reduced, so less piercing and more radial cracking occurred). The terminal point of the bullet had a conical collection of heavily damaged elements around it, indicating where the bullet finally stopped. The PLA directly ahead of the bullet’s final position completely failed in the model, suggesting that the bullet was on the verge of exiting (corresponding to the slight bulge or hairline crack possibly observed on the distal side of the block in the experiment). Throughout the event, the block as a whole did not move—the tape successfully anchored it. This matches the experiment where the block remained in place on the rack. The tape in the simulation experienced some plastic strain (max ~6%) but did not fail, and it helped distribute some of the impact load into the steel support. Interestingly, the tape’s confinement caused the PLA block to behave almost like a fully clamped panel. The adhesive interface between the PLA block and the underlying steel plate was not a subject of investigation in this study, nor was it observed to influence the outcome of the penetration response. In both the physical experiment and the numerical model, sufficient masking tape coverage was applied across the top and lateral regions of the PLA block to ensure firm attachment and effective constraint. Throughout the test, no signs of debonding, tearing, or adhesive failure were observed in the tape. Visual inspection post-impact confirmed intact adhesion without cracks or delamination. This justified the modeling decision to represent the tape using tie constraints in the simulation, thereby enforcing perfect bonding between the PLA block, the tape, and the steel support.
The tape’s primary role was to prevent interlaminar or cohesive failure between the printed PLA layers and to fix the block in place, not to act as a variable in the energy dissipation mechanism. Since no experimental failure or interface sliding was detected, the further modeling of adhesive failure was considered unnecessary. For all tested samples, the same amount of adhesive tape and an identical mounting procedure were used to fix each 3D-printed cube to the metal fixture. Therefore, the adhesive tape can be considered a controlled variable common to all specimens and does not represent a source of variation influencing the test results. While the adhesive tape was not the primary focus of the analysis, it can be acknowledged that it contributes marginally to the overall energy dissipation during the bullet impact. The tape layer, modeled as a ductile material with plastic and damage properties, was intended primarily to constrain the PLA block and prevent interlaminar separation. However, its mechanical response inevitably results in some absorption of the projectile’s kinetic energy. Nonetheless, the presence of the tape improves the boundary constraint, reduces localized vibration at the top surface, and may slightly delay block lift-off or detachment. This enhances numerical stability and better reflects the experimental condition in which the block remained stationary. In conclusion, while the tape layer may dissipate a small portion of the impact energy, it plays a supporting role compared to the core mechanisms of contact enforcement, material plasticity, and element deletion in PLA. A more detailed breakdown of energy partitioning could be explored in future studies using dedicated sub-modeling or interface sensors.
Overall, the numerical model showed very good agreement with the experimental observations in terms of penetration depth and failure mode. The ~9.5% overshoot in penetration depth has been explained by the rigid projectile assumption. Another factor possibly contributing to the discrepancy is the exact material model parameters—the true PLA used might have slight strain-rate sensitivity (which was not included here), potentially making it a bit tougher under the high-impact strain rates. The model in this paper assumed quasi-static plastic properties; if rate hardening were included, the PLA might dissipate slightly more energy, reducing penetration. The adhesive tape’s role was clearly captured: in both the simulation and experiment, the tape prevented the block from shattering or flying off the support. Interestingly, the simulation suggests that had the tape not been present (or not been modeled), the block could have moved and perhaps resulted in less penetration (because some energy would go into motion rather than pure deformation). In the experiment, the tape essentially made the setup a fixed target, which presented replicated boundary conditions. This justifies our approach of using tie constraints for the tape.
If one were to adjust the model to perfectly match the 168 mm penetration, one could, for example, introduce a modest amount of effective bullet deformability or increase the PLA fracture energy by a small amount. However, given the complexities, a 9% difference is within an acceptable range for such high-velocity impact simulations.
The contact algorithm’s performance was good—no errant penetration or excessive distortion at the interface was seen. In summary, the numerical model is robust, and its outcomes align well with the experimental evidence of bullet penetration into a PLA block. The slight discrepancies are understood in terms of modeling assumptions (rigid bullet, ideal material properties, no projectile deformation), and the energy spike is acknowledged as a numerical artifact. These results build confidence that the model can be used to examine detailed stress-wave propagation, evaluate design changes (e.g., different tape constraints or PLA material tweaks), and provide insights into the failure processes in polymer targets under ballistic impact.
3.3. Analytical Calculation Results
The estimated penetration depth, based on the analytical procedure explained in detail, is calculated to be approximately 155 mm.
The analytical prediction compares reasonably well with experimental penetration depths of 162 mm and 168 mm for cubic and grid infill patterns, respectively, corresponding to deviations of 4.3% and 7.7%. These differences are primarily attributed to simplifications in the model, particularly the assumption of constant resistance force. The model does not account for the progressive crushing, thermal softening, or strain hardening of the target material.
Notably, the discrepancy between analytical predictions and experimental results is significantly larger for honeycomb and gyroid patterns—with relative errors of approximately 40% and no less than 23%, respectively—emphasizing the critical role of infill geometry.
Using the measured penetration depths, the effective ki values inferred from the model are approximately 1.40, 0.96, 0.92, and <0.78, for the honeycomb, cubic, grid, and gyroid patterns, respectively.
While the analytical model provides acceptable results for preliminary engineering estimation, it underscores the importance of infill pattern selection and highlights areas for further refinement in predictive analytical modeling.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}