
Influence of Cooling Lubricants and Structural Parameters on the Tensile Properties of FFF 3D-Printed PLA and PLA/Carbon Fiber Composites



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
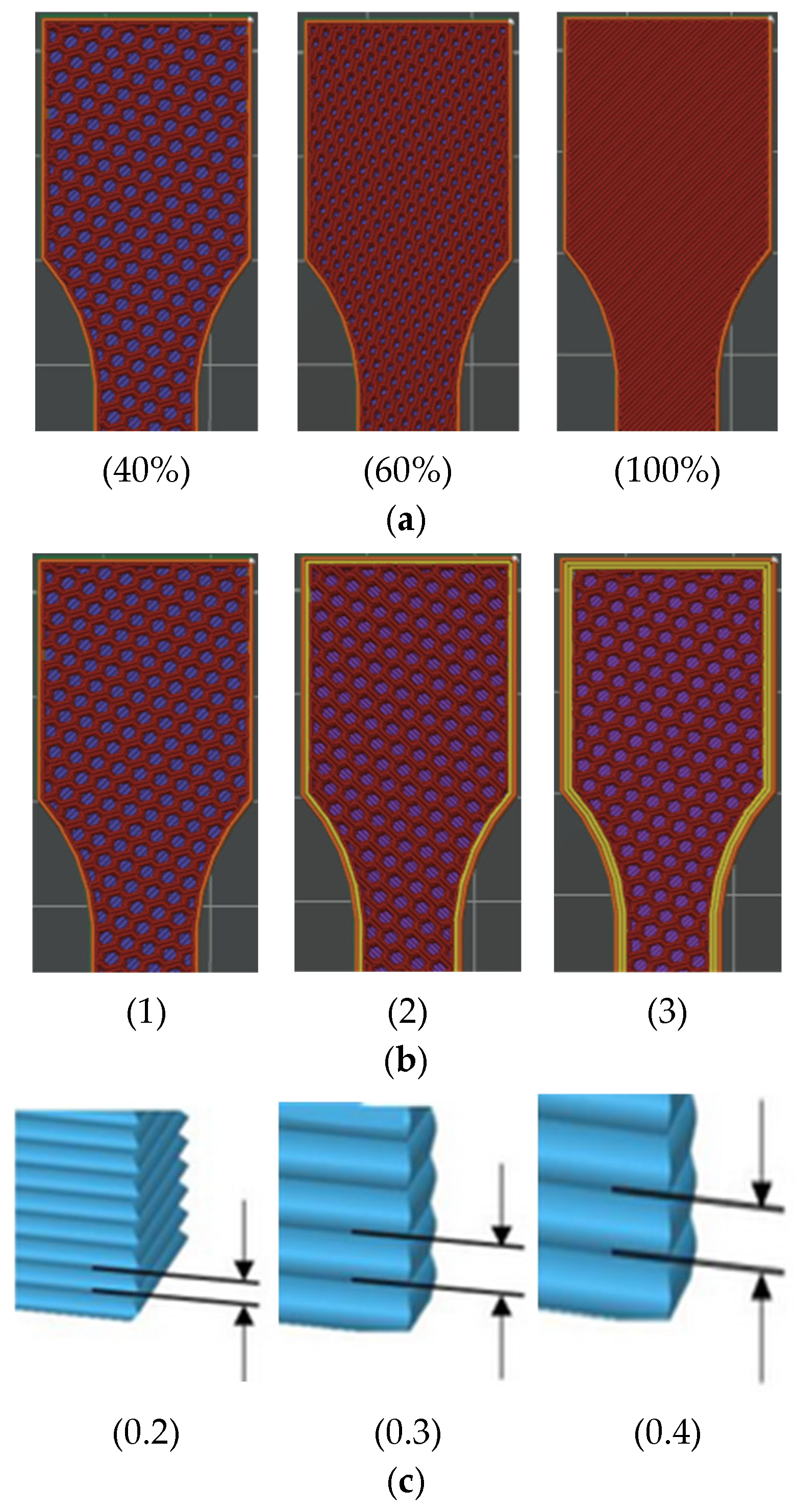
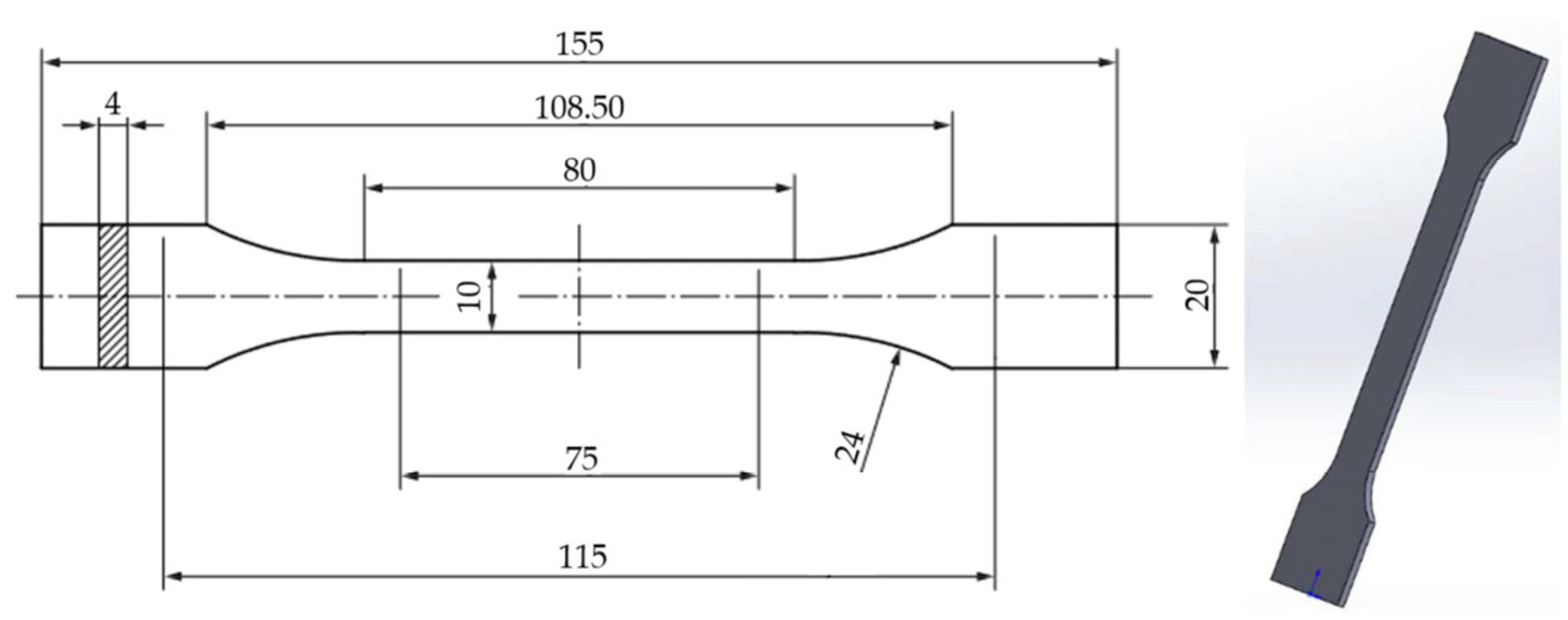
2.2. Specimen Design and Printing Parameters
- Infill density: 40%, 60%, 100%;
- Number of perimeters: 1, 2, 3;
- Layer height: 0.2 mm, 0.3 mm, 0.4 mm.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 3D Printing Parameter | PLA | PLA+CF |
|---|---|---|
| Filament diameter [mm] | 1.75 | 1.75 |
| Infill pattern | Honeycomb/Line | Honeycomb/Line |
| Infill density [%] | 40, 60, 100 | 40, 60, 100 |
| Nozzle diameter [mm] | 0.4 | 0.4 |
| Base print speed [mm/s] | 60 | 60 |
| Travel speed [mm/s] | 100 | 100 |
| First layer maximum [mm/s] | 10 | 10 |
| Top solid layers | 1/2/3 | 1/2/3 |
| Bottom solid layers | 1/2/3 | 1/2/3 |
| Layer height [mm] | 0.2/0.3/0.4 | 0.2/0.3/0.4 |
| First layer height [mm] | 0.2/0.3/0.4 | 0.2/0.3/0.4 |
| Number of perimeters | 1/2/3 | 1/2/3 |
| Extrusion temperature [°C] | 210 | 225 |
| Bed temperature [°C] | 50 | 50 |
2.3. Lubricant Exposure Procedure
2.4. Tensile Testing Procedure
2.5. Definition of Specimen Code
- The first part denotes the material (e.g., PLA or PLA+CF);
- The first digit indicates infill density (e.g., 4 for 40%, 6 for 60%, 1 for 100%);
- The second digit represents the number of perimeters;
- The third and fourth digits together specify the layer height (e.g., 02 for 0.20 mm, 03 for 0.30 mm, 04 for 0.40 mm);
- The fifth character refers to the infill structure (H for honeycomb, L for line);
- The final digit is the specimen’s serial number within its group (Case).
3. Results
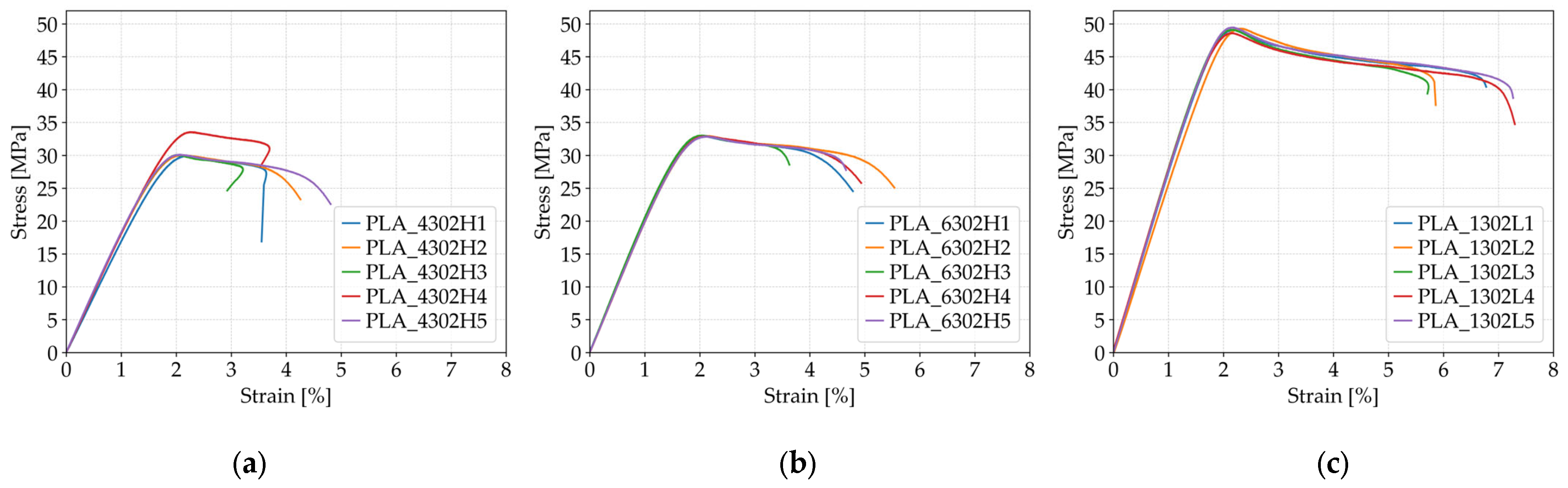
3.1. Tensile Behavior of the FFF 3D-Printed PLA Specimens
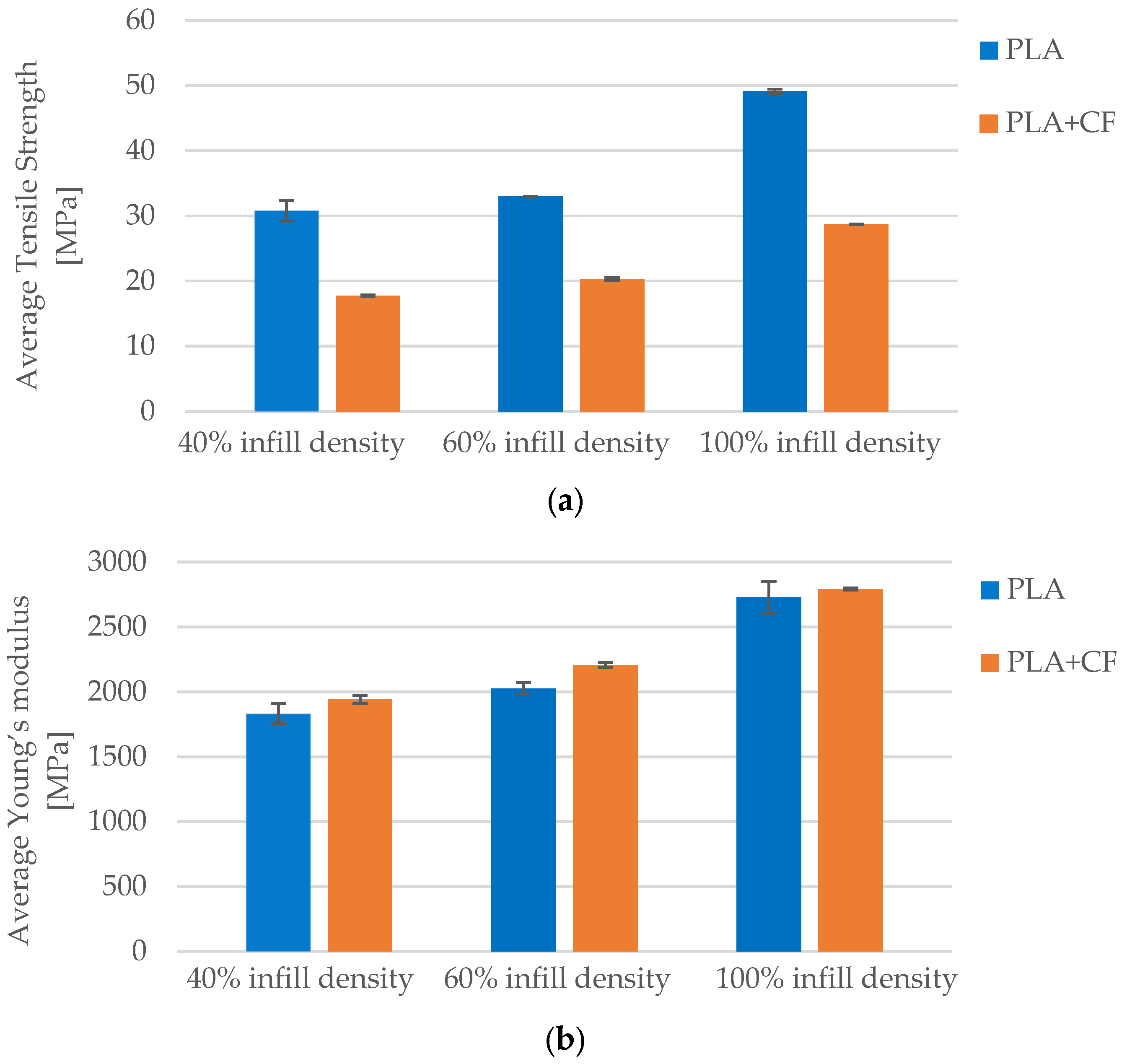
3.1.1. The Effect of Infill Density on the Tensile Properties of the FFF 3D-Printed PLA Specimens
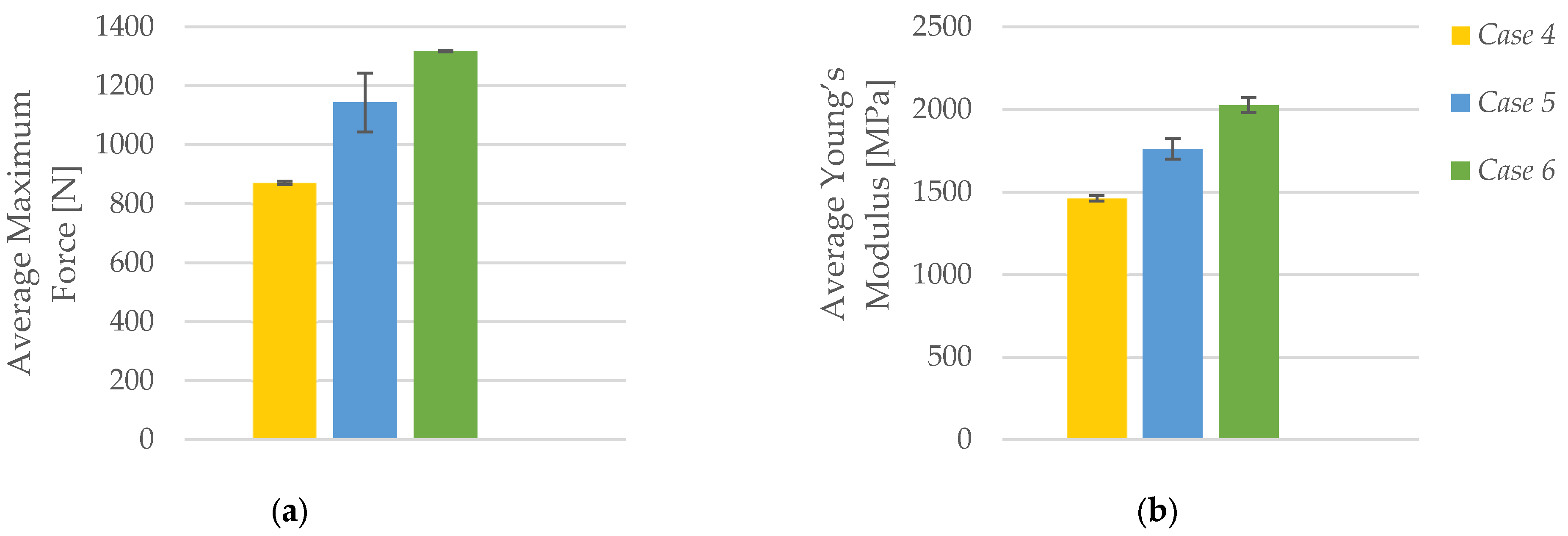
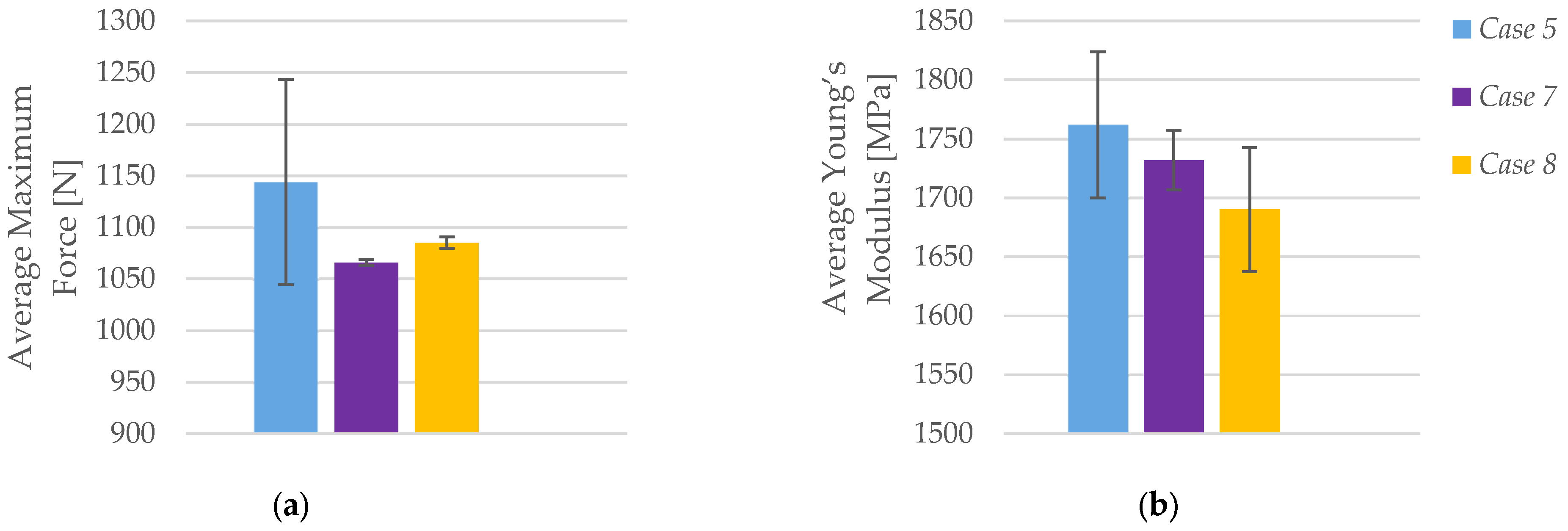
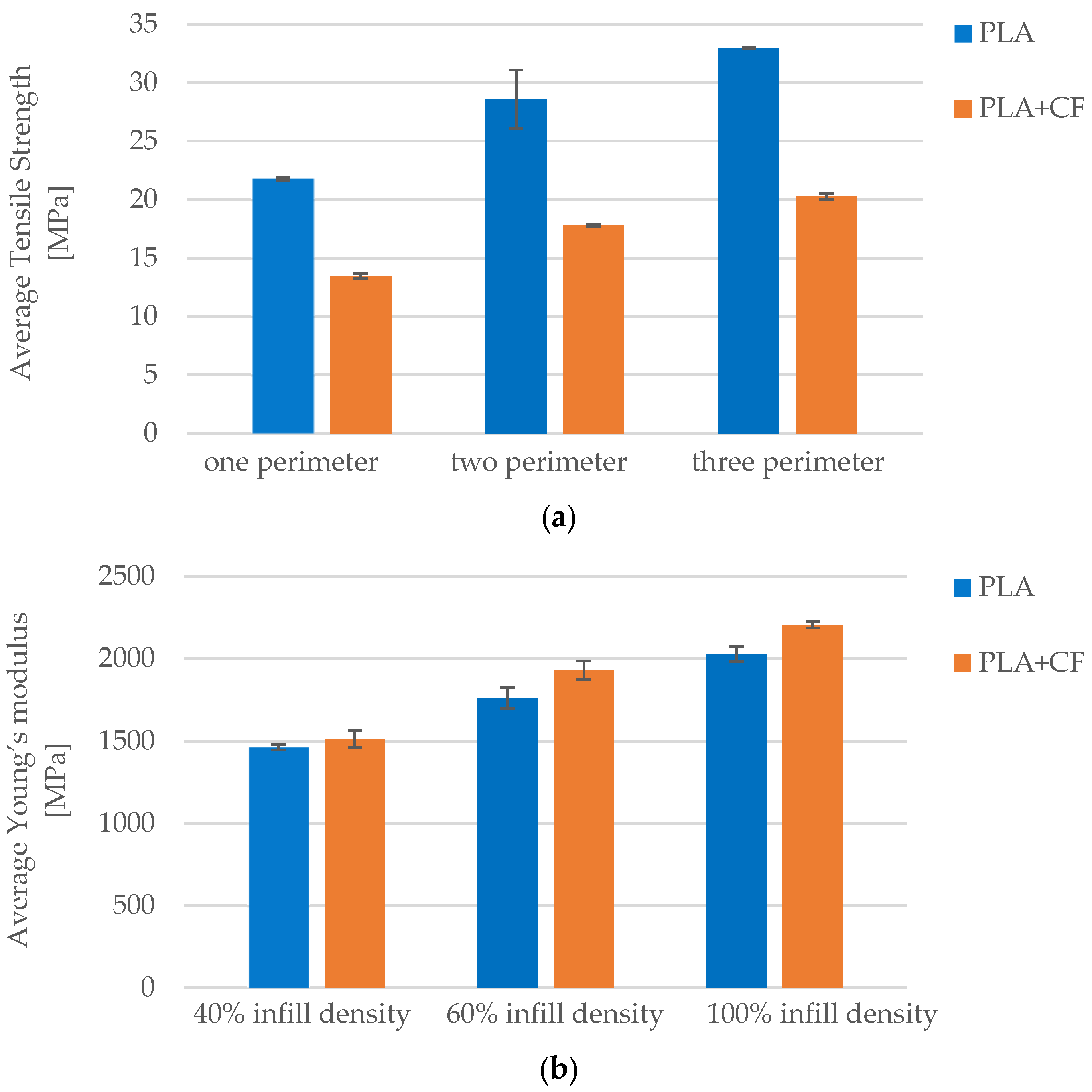
3.1.2. Effect of the Number of Perimeters on the Tensile Properties of the FFF 3D-Printed PLA Specimens
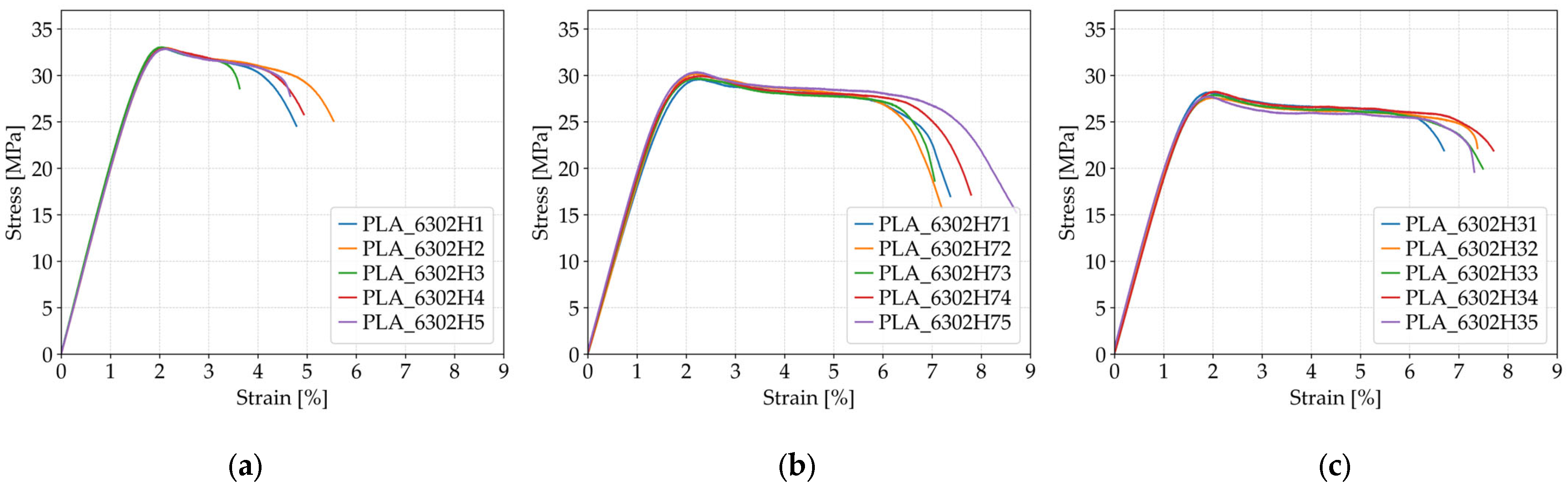
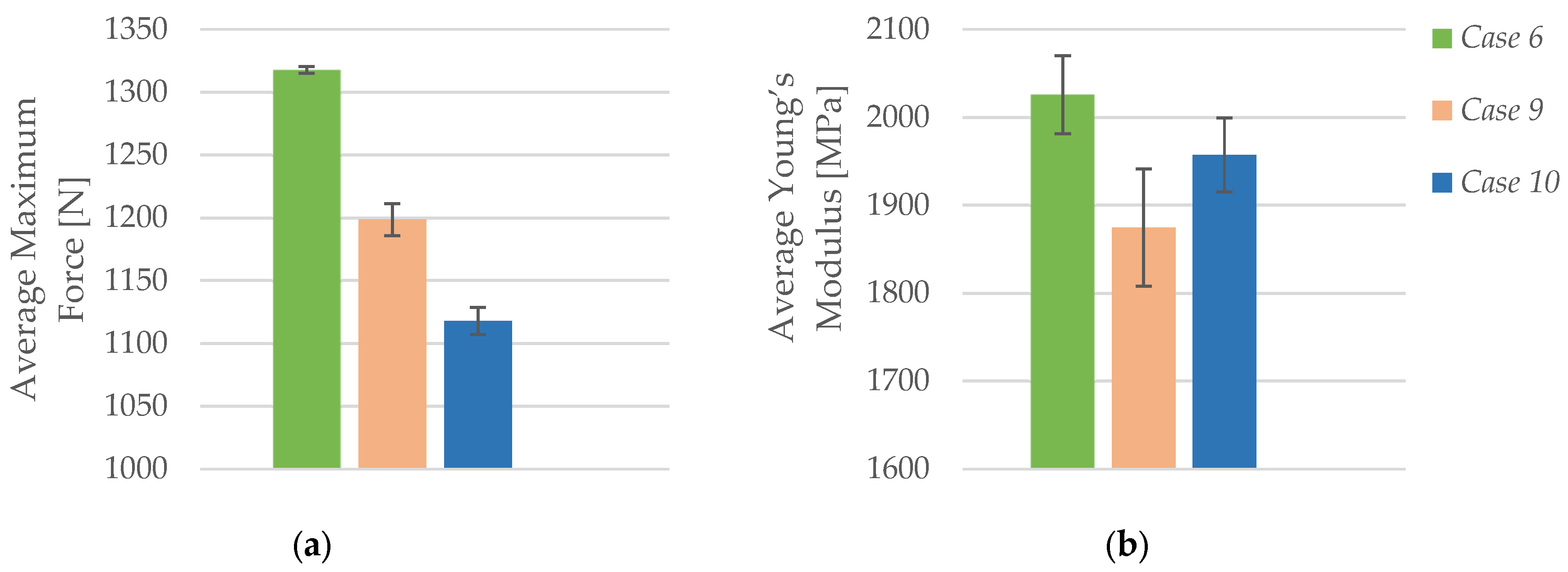
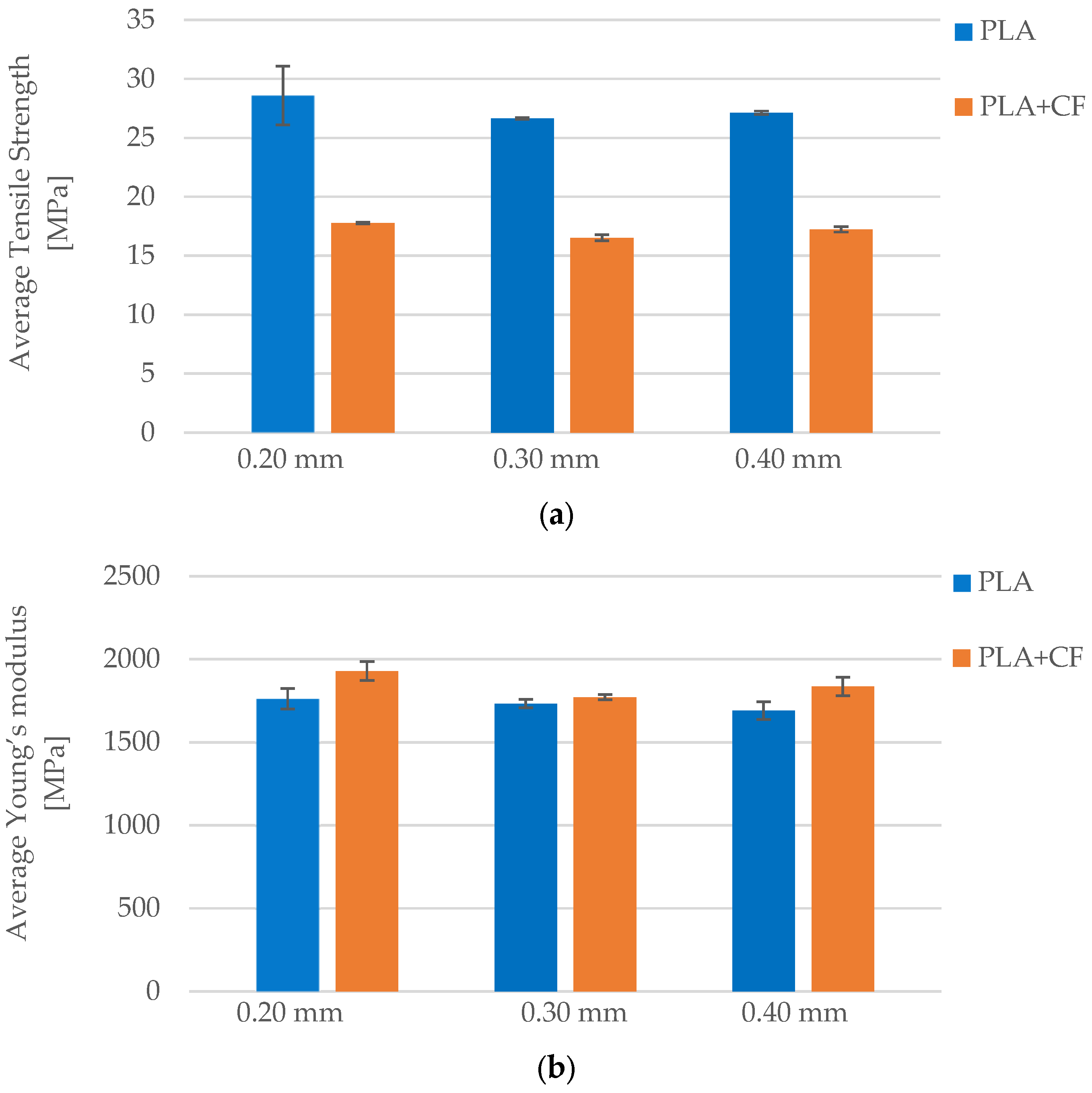
3.1.3. Effect of Layer Height on the Tensile Properties of the FFF 3D-Printed PLA Specimens
3.1.4. Effect of Lubricant Exposure on the Tensile Properties of the FFF 3D-Printed PLA Specimens
3.1.5. Summary of PLA Performance Trends
3.2. Tensile Behavior of PLA+CF
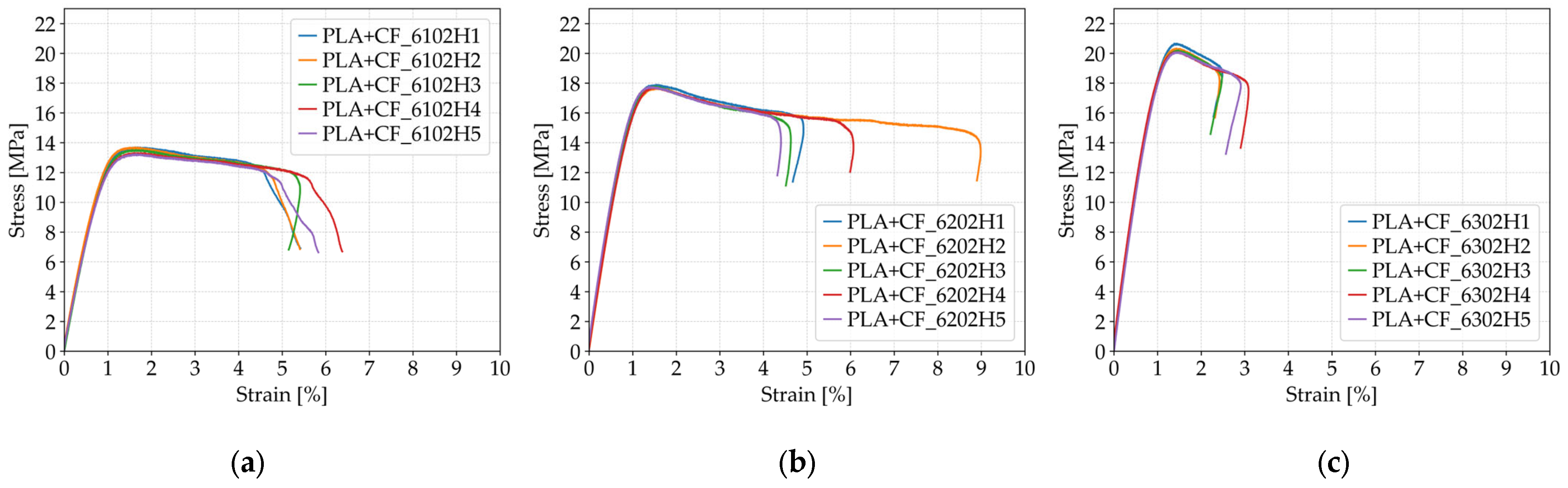
3.2.1. Effect of Infill Density on the FFF 3D-Printed PLA+CF Specimens
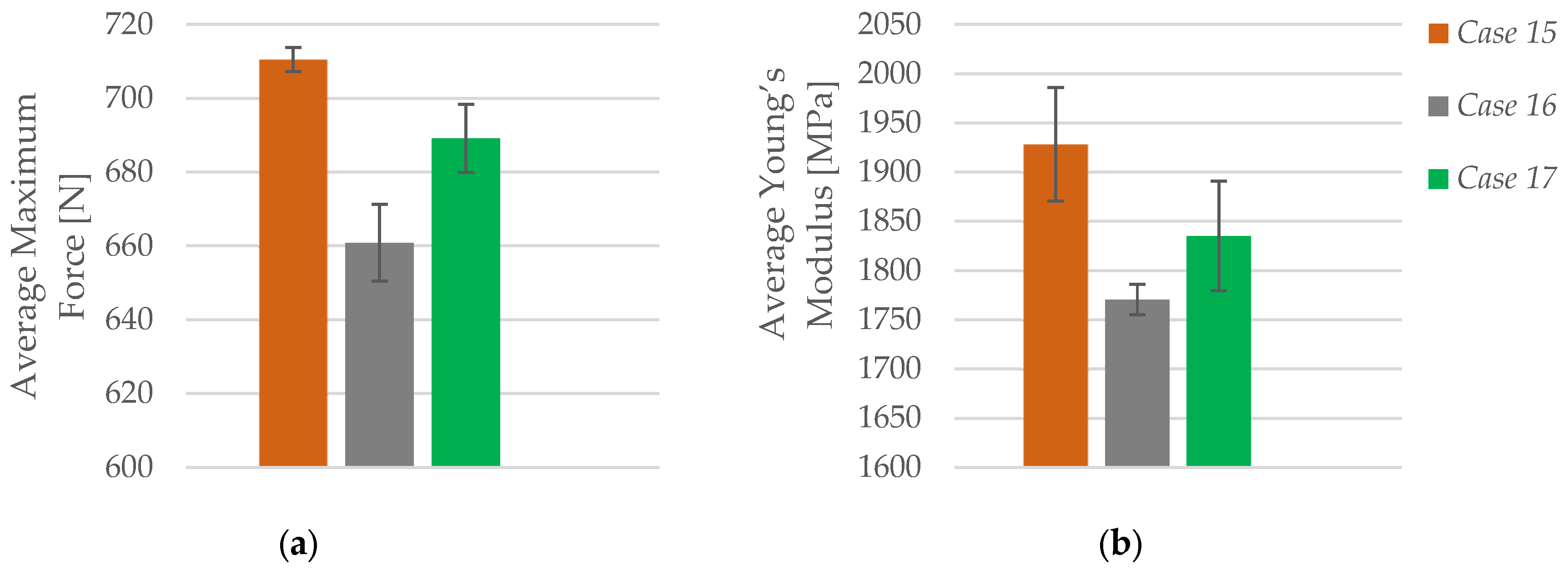
3.2.2. Effect of Number of Perimeters on the FFF 3D-Printed PLA+CF Specimens
3.2.3. Effect of Layer Height on the FFF 3D-Printed PLA+CF Specimens
3.2.4. Effect of Lubricant Exposure on the FFF 3D-Printed PLA+CF Specimens
3.2.5. Summary of PLA+CF Mechanical Response
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Introduction and basic principles. In Additive Manufacturing Technologies; Springer: Cham, Switzerland, 2021; pp. 1–21. [Google Scholar]
- ISO/ASTM 52900; Additive Manufacturing—General Principles—Terminology. International Organization for Standardization: Geneva, Switzerland, 2015.
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Goodridge, R.D.; Tuck, C.J.; Hague, R.J.M. Laser sintering of polyamides and other polymers. Prog. Mater. Sci. 2012, 57, 229–267. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Snyder, T.J.; Andrews, M.; Weislogel, M.; Moeck, P.; Stone-Sundberg, J.; Birkes, D.; Hoffert, M.P.; Lindeman, A.; Morrill, J.; Fercak, O.; et al. 3D Systems’ Technology Overview and New Applications in Manufacturing, Engineering, Science, and Education. 3D Print Addit. Manuf. 2014, 1, 169–176. [Google Scholar] [CrossRef]
- Saleh Alghamdi, S.; John, S.; Roy Choudhury, N.; Dutta, N.K. Additive Manufacturing of Polymer Materials: Progress, Promise and Challenges. Polymers 2021, 13, 753. [Google Scholar] [CrossRef]
- Daminabo, S.C.; Goel, S.; Grammatikos, S.A.; Nezhad, H.Y.; Thakur, V.K. Fused deposition modeling-based additive manufacturing (3D printing): Techniques for polymer material systems. Mater. Today Chem. 2020, 16, 100248. [Google Scholar] [CrossRef]
- Cano-Vicent, A.; Tambuwala, M.M.; Hassan, S.S.; Barh, D.; Aljabali, A.A.A.; Birkett, M.; Arjunan, A.; Serrano-Aroca, Á. Fused deposition modelling: Current status, methodology, applications and future prospects. Addit. Manuf. 2021, 47, 102378. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Ishak, M.R.; Taha, M.M.; Mustapha, F.; Leman, Z. A Review of Natural Fiber-Based Filaments for 3D Printing: Filament Fabrication and Characterization. Materials 2023, 16, 4052. [Google Scholar] [CrossRef]
- Bakhtiari, H.; Aamir, M.; Tolouei-Rad, M. Effect of 3D Printing Parameters on the Fatigue Properties of Parts Manufactured by Fused Filament Fabrication: A Review. Appl. Sci. 2023, 13, 904. [Google Scholar] [CrossRef]
- Ahmed, M.N.; Ishak, M.R.; Hannah, M.Z.Z. The Effect of Fused Deposition Modeling Parameters (FDM) on the Mechanical Properties of Polylactic Acid (PLA) Printed Parts. J. Adv. Res. Appl. Mech. 2024, 123, 238–246. [Google Scholar] [CrossRef]
- Algarni, M.; Ghazali, S. Comparative Study of the Sensitivity of PLA, ABS, PEEK, and PETG’s Mechanical Properties to FDM Printing Process Parameters. Crystals 2021, 11, 995. [Google Scholar] [CrossRef]
- Vochozka, V.; Černy, P.; Šramhauser, K.; Špalek, F.; Križ, P.; Čech, J.; Zoubek, T.; Bartoš, P.; Kresan, J.; Stehlik, R. Fused Filament Fabrication 3D Printing Parametrs Affecting the Translucency of Polylactic Acid Parts. Polymers 2024, 16, 2862. [Google Scholar] [CrossRef] [PubMed]
- Vyavahare, S.; Teraiya, S.; Panghal, D.; Kumar, S. Fused deposition modelling: A review. Rapid Prototyp. J. 2020, 26, 176–201. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Naveed, N. Investigating the Material Properties and Microstructural Changes of Fused Filament Fabricated PLA and Tough-PLA Parts. Polymers 2021, 13, 1487. [Google Scholar] [CrossRef]
- Hozdić, E.; Hozdić, E. Comparative Analysis of the Influence of Mineral Engine Oil on the Mechanical Parameters of FDM 3D-Printed PLA, PLA+CF, PETG, and PETG+CF Materials. Materials 2023, 16, 6342. [Google Scholar] [CrossRef]
- Magri, A.E.; El Mabrouk, K.; Vaudreuil, S.; Touhami, M.E. Mechanical properties of CF-reinforced PLA parts manufactured by fused deposition modeling. J. Thermoplast. Compos. Mater. 2021, 34, 581–595. [Google Scholar] [CrossRef]
- Papageorgiou, G.; Papageorgiou, D.; Tsamasphyros, C. Mechanical and thermal properties of PLA reinforced with carbon fibers. Mater. Lett. 2016, 65. [Google Scholar]
- Syrlybayev, D.; Zharylkassyn, B.; Seisekulova, A.; Akhmetov, M.; Perveen, A.; Talamona, D. Optimisation of Strength Properties of FDM Printed Parts—A Critical Review. Polymers 2021, 13, 1587. [Google Scholar] [CrossRef]
- Kiendl, J.; Gao, C. Controlling toughness and strength of FDM 3D-printed PLA components through the raster layup. Compos. Part B Eng. 2020, 180, 107562. [Google Scholar] [CrossRef]
- Alafaghani, A.; Qattawi, A.; Alrawi, B.; Guzman, A. Experimental Optimization of Fused Deposition Modelling Processing Parameters: A Design-for-Manufacturing Approach. Procedia Manuf. 2017, 10, 791–803. [Google Scholar] [CrossRef]
- Lanzotti, A.; Grasso, M.; Staiano, G.; Martorelli, M. The impact of process parameters on mechanical properties of parts fabricated in PLA with an open-source 3-D printer. Rapid Prototyp. J. 2015, 21, 604–617. [Google Scholar] [CrossRef]
- Torres, J.; Cole, M.; Owji, A.; DeMastry, Z.; Gordon, A.P. An approach for mechanical property optimization of fused deposition modeling with polylactic acid via design of experiments. Rapid Prototyp. J. 2016, 22, 387–404. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Gache, C.C.L.; Cascolan, H.M.S.; Cancino, L.T.; Advincula, R.C. Post-Processing of 3D-Printed Polymers. Technologies 2021, 9, 61. [Google Scholar] [CrossRef]
- Wang, S.; Ma, Y.; Deng, Z.; Zhang, S.; Cai, J. Effects of fused deposition modeling process parameters on tensile, dynamic mechanical properties of 3D printed polylactic acid materials. Polym. Test. 2020, 86, 106483. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Wang, Q.; Dilmurat, A.; Ma, Y.; Li, D. 3D Printing of Continuous Fiber Reinforced Polymer Composites: Development, Application, and Prospective. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100016. [Google Scholar] [CrossRef]
- Liu, G.; Xiong, Y.; Zhou, L. Additive manufacturing of continuous fiber reinforced polymer composites: Design opportunities and novel applications. Compos. Commun. 2021, 27, 100907. [Google Scholar] [CrossRef]
- Zhi, Q.; Li, D.; Zhang, Z.; Fu, L.; Zhu, W. High-content continuous carbon fiber reinforced multifunctional prepreg filaments suitable for direct 3D-printing. Compos. Commun. 2023, 44, 101726. [Google Scholar] [CrossRef]
- Hozdić, E.; Hasanagić, R. Analysis of the Impact of Cooling Lubricants on the Tensile Properties of FDM 3D Printed PLA and PLA+CF Materials. Polymers 2024, 16, 2228. [Google Scholar] [CrossRef]
- Costa, E.; Ferreira da Silva, A.A.; Sousa Carneiro, O. A study on extruded filament bonding in fused filament fabrication. Rapid Prototyp. J. 2019, 25, 555–565. [Google Scholar] [CrossRef]
- Fang, L.; Yan, Y.; Agarwal, O.; Yao, S.; Seppala, J.E.; Kang, S.H. Effects of Environmental Temperature and Humidity on the Geometry and Strength of Polycarbonate Specimens Prepared by Fused Filament Fabrication. Materials 2020, 13, 4414. [Google Scholar] [CrossRef] [PubMed]
- Kim, E.; Shin, Y.J.; Ahn, S.H. The effects of moisture and temperature on the mechanical properties of additive manufacturing components: Fused deposition modeling. Rapid Prototyp. J. 2016, 22, 887–894. [Google Scholar] [CrossRef]
- Böğrekci, İ.; Demircioğlu, P.; Sucuoğlu, H.S.; Özdemir, T. The Effect of the Infill Type and Density on Hardness of 3D Printed Parts. Int. J. 3D Print. Technol. Digit. Ind. 2019, 3, 212–219. [Google Scholar]
- Camargo, J.C.; Machado, Á.R.; Almeida, E.C.; Silva, E.F.M.S. Mechanical properties of PLA-graphene filament for FDM 3D printing. Int. J. Adv. Manuf. Technol. 2019, 103, 2423–2443. [Google Scholar] [CrossRef]
- Gomez-Gras, G.; Jerez-Mesa, R.; Travieso-Rodriguez, J.A.; Lluma-Fuentes, J. Fatigue performance of fused filament fabrication PLA specimens. Mater. Des. 2018, 140, 278–285. [Google Scholar] [CrossRef]
- Zivic, F.; Mitrovic, S.; Grujovic, N.; Jovanovic, Z.; Dzunic, D.; Milenkovic, S. The Influence of the 3D Printing Infill and Printing Direction on Friction and Wear of Polylactic Acid (PLA) under Rotational Sliding. J. Frict. Wear 2021, 42, 106–111. [Google Scholar] [CrossRef]
- Waseem, M.; Rani, A.M.A.; Ishak, M.R.; Umer, R.; Sultan, M.T.H. Multi-Response Optimization of Tensile Creep Behavior of PLA 3D Printed Parts Using Categorical Response Surface Methodology. Polymers 2020, 12, 2962. [Google Scholar] [CrossRef]
- Dezaki, M.L.; Ariffin, M.K.A.M.A.; Serjouei, A.; Zolfagharian, S.; Hatami, M.; Bodaghi, M. Influence of Infill Patterns Generated by CAD and FDM 3D Printer on Surface Roughness and Tensile Strength Properties. Appl. Sci. 2021, 11, 7272. [Google Scholar] [CrossRef]
- Gaweł, A.; Kuciel, S. The Study of Physico-Mechanical Properties of Polylactide Composites with Different Level of Infill Produced by the FDM Method. Polymers 2020, 12, 3056. [Google Scholar] [CrossRef]
- Goulas, A.; Bikas, H.; Foteinopoulos, P.; Varelidis, P. The Impact of 3D Printing Process Parameters on the Dielectric Properties of High Permittivity Composites. Designs 2019, 3, 50. [Google Scholar] [CrossRef]
- Enemuoh, E.U.; Menta, V.G.; Abutunis, A.; O’Brien, S.; Kaya, L.I.; Rapinac, J. Energy and Eco-Impact Evaluation of Fused Deposition Modeling and Injection Molding of Polylactic Acid. Sustainability 2021, 13, 1875. [Google Scholar] [CrossRef]
- Hassan, M.R.; Jeon, H.W.; Kim, G.; Park, K. The effects of infill patterns and infill percentages on energy consumption in fused filament fabrication using CFR-PEEK. Rapid Prototyp. J. 2021, 27, 1886–1899. [Google Scholar] [CrossRef]
- Alafaghani, A.; Qattawi, A. Investigating the effect of fused deposition modeling processing parameters using Taguchi design of experiment method. J. Manuf. Process. 2018, 36, 164–174. [Google Scholar] [CrossRef]
- Huynh, H.N.; Nguyen, A.T.; Ha, N.L.; Ha Thai, T.T. Application of fuzzy Taguchi method to improve the dimensional accuracy of Fused Deposition Modeling processed product. In Proceedings of the 2017 International Conference on System Science and Engineering (ICSSE), Ho Chi Minh City, Vietnam, 21–23 July 2017; pp. 107–112. [Google Scholar]
- Anghel, D.C.; Iordache, D.M.; Rizea, A.D.; Stanescu, N.D. A New Approach to Optimize the Relative Clearance for Cylindrical Joints Manufactured by FDM 3D Printing Using a Hybrid Genetic Algorithm Artificial Neural Network and Rational Function. Processes 2021, 9, 925. [Google Scholar] [CrossRef]
- Mazlan, M.A.; Anas, M.A.; Izmin, N.A.; Abdullah, A.H. Effects of Infill Density, Wall Perimeter and Layer Height in Fabricating 3D Printing Products. Materials 2023, 16, 695. [Google Scholar] [CrossRef]
- Nikiema, D.; Sène, N.A.; Balland, P.; Sergent, A. Study of walls’ influence on the mechanical properties of 3d printed onyx parts: Experimental, analytical and numerical investigations. Heliyon 2023, 9, e19187. [Google Scholar] [CrossRef]
- Pepelnjak, T.; Stojšić, J.; Sevšek, L.; Movrin, D.; Milutinović, M. Influence of Process Parameters on the Characteristics of Additively Manufactured PartsMade from Advanced Biopolymers. Polymers 2023, 15, 716. [Google Scholar] [CrossRef]
- Moradi, M.; Rezayat, M.; Rozhbiany, F.A.R.; Meiabadi, S.; Casalino, G.; Shamsborhan, M.; Bijoy, A.; Chakkingal, S.; Lawrence, M.; Mohammed, N.; et al. Correlation between Infill Percentages, Layer Width, and Mechanical Properties in Fused Deposition Modelling of Poly-Lactic Acid 3D Printing. Machines 2023, 11, 950. [Google Scholar] [CrossRef]
- Gajdoš, I.; Kaščák, Ľ.; Spišák, E.; Slota, J. Flexural Properties of FDM Prototypes Made with Honeycomb and Sparse Structure. Key Eng. Mater. 2014, 635, 169–173. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Aminzadeh, A.; Aberoumand, M.; Moradi, M. Mechanical Characterization of Fused Deposition Modeling (FDM) 3D Printed Parts. In Fused Deposition Modeling Based 3D Printing; Springer International Publishing: Cham, Switzerland, 2021; pp. 131–150. [Google Scholar]
- Ramesh, M.; Panneerselvam, K. Mechanical investigation and optimization of parameter selection for Nylon material processed by FDM. Mater. Today Proc. 2021, 46, 9303–9307. [Google Scholar] [CrossRef]
- Kiński, W.; Pietkiewicz, P. Influence of the Print Layer Height in FDM Technology on the Rolling Force Value and the Print Time. Agric. Eng. 2019, 23, 1–9. [Google Scholar] [CrossRef]
- Samykano, M.; Selvamani, S.K.; Kadirgama, K.; Ngui, W.K.; Kanagaraj, G.; Sudhakar, K. Mechanical property of FDM printed ABS: Influence of printing parameters. Int. J. Adv. Manuf. Technol. 2019, 102, 2779–2796. [Google Scholar] [CrossRef]
- Billè, E.; Franulović, M.; Gambitta, A.; Liović, D.; Rondinella, A.; Scalzo, F.; Sortino, M.; Totis, G.; Vaglio, E. Experimental investigation on the effect of the Fused Deposition Modeling parameters on the processing of Polyether Ether Ketone. J. Mater. Res. Technol. 2025, 36, 8007–8021. [Google Scholar] [CrossRef]
- Zhejiang Flashforge 3D Technology Co., Ltd., Zhejiang, China. 2024. Available online: https://www.flashforge.com (accessed on 28 July 2024).
- ISO 1183-1:2019; Plastics—Methods for Determining the Density of Non-Cellular Plastics—Part 1: Immersion Method, Liquid Pyknometer Method and Titration Method. International Organization for Standardization: Geneva, Switzerland, 2019.
- ISO 527-2:2012; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics. International Organization for Standardization: Geneva, Switzerland, 2012.
- ISO 75-1:2020; Plastics—Determination of Temperature of Deflection Under Load—Part 1: General Test Method. International Organization for Standardization: Geneva, Switzerland, 2020.
- ISO 62:2008; Plastics—Determination of Water Absorption. ISO: Geneva, Switzerland, 2008.
- Available online: https://github.com/bambulab/BambuStudio/releases/download/v01.09.03.50/Bambu_Studio_win_public-v01.09.03.50-20240621095059.exe (accessed on 28 July 2024).
- Hozdić, E. Characterization and Comparative Analysis of Mechanical Parameters of FDM- and SLA-Printed ABS Materials. Appl. Sci. 2024, 14, 649. [Google Scholar] [CrossRef]









| Material Type | PLA | PLA+CF |
|---|---|---|
| Filament diameter [mm] | 1.75 | 1.75 |
| Net filament weight [g] | 1000 | 1000 |
| Printing speed [mm/s] | 40–250 | 40–250 |
| Drying conditions before printing | 55 °C, 8 h | 60 °C, 5 h |
| Layer thickness [mm] | 0.12–0.4 | 0.12–0.4 |
| Nozzle temperature [°C] | 190–240 | 200–230 |
| Build plate temperature [°C] | 25–60 | 25–60 |
| Cooling fan [%] | 50–100 | 50–100 |
| Retraction length [mm] | 1–2 | 1–2 |
| Retraction speed [mm/s] | 30–50 | 30–50 |
| Printing and storage humidity | 40 °C, ≤20% RH | 40 °C, ≤20% RH |
| Parameters | Test Method | PLA | PLA+CF |
|---|---|---|---|
| Density [g/cm3] | ISO 1183 [59] | 1.25–1.26 | 1.26–1.27 |
| Young’s modulus [MPa] | ISO 527 [60] | 1000–1100 | 1100–1300 |
| Tensile strength [MPa] | ISO 527 [60] | 45–49 | 40–45 |
| Elongation at break [%] | ISO 527 [60] | 13.5–15.5 | 11.5–13.5 |
| Water absorption, 23 °C, 24 h [%] | ISO 62 [62] | <0.3 | 0.12–0.3 |
| Heat deflection temperature [°C] | ISO 75 [61] | 53 | 60 |
| Case | Specimen Code | Max. Force [N] | Tensile Strength [MPa] | Fracture Strain [%] | Young’s Modulus [MPa] |
|---|---|---|---|---|---|
| Case 1 | PLA_4302H1 | 1199.48 | 29.98 | 3.64 | 1701.84 |
| PLA_4302H2 | 1200.94 | 30.02 | 4.26 | 1858.06 | |
| PLA_4302H3 | 1203.31 | 30.08 | 3.12 | 1890.89 | |
| PLA_4302H4 | 1342.40 | 33.56 | 3.69 | 1825.94 | |
| PLA_4302H5 | 1204.77 | 30.12 | 4.81 | 1886.79 | |
| Average | 1230.18 | 30.75 | 3.92 | 1832.71 | |
| St. Dev. | 62.77 | 1.57 | 0.62 | 77.66 | |
| Case 2 | PLA_6302H1 | 1316.25 | 32.90 | 4.78 | 2037.56 |
| PLA_6302H2 | 1319.37 | 32.98 | 5.54 | 2000.98 | |
| PLA_6302H3 | 1321.47 | 33.03 | 3.63 | 2098.91 | |
| PLA_6302H4 | 1316.14 | 32.90 | 4.93 | 1992.79 | |
| PLA_6302H5 | 1315.30 | 32.88 | 4.66 | 1998.78 | |
| Average | 1317.71 | 32.94 | 4.71 | 2025.72 | |
| St. Dev. | 2.61 | 0.06 | 0.69 | 44.55 | |
| Case 3 | PLA_1302L1 | 1962.94 | 49.07 | 6.77 | 2732.53 |
| PLA_1302L2 | 1971.77 | 49.29 | 5.86 | 2521.40 | |
| PLA_1302L3 | 1964.88 | 49.12 | 5.73 | 2848.32 | |
| PLA_1302L4 | 1945.04 | 48.62 | 7.29 | 2762.45 | |
| PLA_1302L5 | 1978.46 | 49.46 | 7.27 | 2770.69 | |
| Average | 1964.62 | 49.11 | 6.58 | 2727.08 | |
| St. Dev. | 12.54 | 0.31 | 0.75 | 122.66 |
| Case | Specimen Code | Max. Force [N] | Tensile Strength [MPa] | Fracture Strain [%] | Young’s Modulus [MPa] |
|---|---|---|---|---|---|
| Case 4 | PLA_6102H1 | 863.57 | 21.59 | 3.39 | 1492.99 |
| PLA_6102H2 | 869.07 | 21.73 | 4.08 | 1452.13 | |
| PLA_6102H3 | 878.49 | 21.96 | 4.36 | 1451.19 | |
| PLA_6102H4 | 874.87 | 21.87 | 4.40 | 1455.76 | |
| PLA_6102H5 | 872.99 | 21.82 | 4.42 | 1457.87 | |
| Average | 871.79 | 21.79 | 4.13 | 1461.99 | |
| St. Dev. | 5.72 | 0.14 | 0.43 | 17.54 | |
| Case 5 | PLA_6202H1 | 1091.31 | 27.28 | 3.07 | 1571.23 |
| PLA_6202H2 | 1095.91 | 27.39 | 2.85 | 1765.80 | |
| PLA_6202H3 | 1321.79 | 33.03 | 3.52 | 1696.18 | |
| PLA_6202H4 | 1097.79 | 27.44 | 3.01 | 1733.32 | |
| PLA_6202H5 | 1112.93 | 27.82 | 3.20 | 1862.81 | |
| Average | 1143.89 | 28.59 | 3.13 | 1761.87 | |
| St. Dev. | 99.62 | 2.49 | 0.25 | 62.14 | |
| Case 6 | PLA_6302H1 | 1316.25 | 32.90 | 4.78 | 2037.56 |
| PLA_6302H2 | 1319.37 | 32.98 | 5.54 | 2000.98 | |
| PLA_6302H3 | 1321.47 | 33.03 | 3.63 | 2098.91 | |
| PLA_6302H4 | 1316.14 | 32.90 | 4.93 | 1992.79 | |
| PLA_6302H5 | 1315.30 | 32.88 | 4.66 | 1998.78 | |
| Average | 1317.71 | 32.94 | 4.71 | 2025.72 | |
| St. Dev. | 2.61 | 0.06 | 0.69 | 44.55 |
| Case | Specimen Code | Max. Force [N] | Tensile Strength [MPa] | Fracture Strain [%] | Young’s Modulus [MPa] |
|---|---|---|---|---|---|
| Case 5 | PLA_6202H1 | 1091.31 | 27.28 | 3.07 | 1571.23 |
| PLA_6202H2 | 1095.91 | 27.39 | 2.85 | 1765.80 | |
| PLA_6202H3 | 1321.79 | 33.03 | 3.52 | 1696.18 | |
| PLA_6202H4 | 1097.79 | 27.44 | 3.01 | 1733.32 | |
| PLA_6202H5 | 1112.93 | 27.82 | 3.20 | 1862.81 | |
| Average | 1143.89 | 28.59 | 3.13 | 1761.87 | |
| St. Dev. | 99.62 | 2.49 | 0.25 | 62.14 | |
| Case 7 | PLA_6203H1 | 1062.01 | 26.55 | 3.76 | 1748.98 |
| PLA_6203H2 | 1067.11 | 26.68 | 4.12 | 1749.28 | |
| PLA_6203H3 | 1070.18 | 26.75 | 3.67 | 1747.73 | |
| PLA_6203H4 | 1066.08 | 26.65 | 3.78 | 1722.49 | |
| PLA_6203H5 | 1064.02 | 26.60 | 3.92 | 1691.57 | |
| Average | 1065.88 | 26.65 | 3.85 | 1732.01 | |
| St. Dev. | 3.09 | 0.08 | 0.18 | 25.29 | |
| Case 8 | PLA_6204H1 | 1077.05 | 26.93 | 4.83 | 1712.37 |
| PLA_6204H2 | 1089.32 | 27.23 | 5.19 | 1679.23 | |
| PLA_6204H3 | 1089.98 | 27.25 | 4.07 | 1762.74 | |
| PLA_6204H4 | 1087.73 | 27.19 | 4.89 | 1676.65 | |
| PLA_6204H5 | 1081.28 | 27.03 | 5.19 | 1619.52 | |
| Average | 1085.07 | 27.13 | 4.83 | 1690.10 | |
| St. Dev. | 5.66 | 0.14 | 0.46 | 52.56 |
| Case | Specimen Code | Max. Force [N] | Tensile Strength [MPa] | Fracture Strain [%] | Young’s Modulus [MPa] |
|---|---|---|---|---|---|
| Case 6 | PLA_6302H1 | 1316.25 | 32.90 | 4.78 | 2037.56 |
| PLA_6302H2 | 1319.37 | 32.98 | 5.54 | 2000.98 | |
| PLA_6302H3 | 1321.47 | 33.03 | 3.63 | 2098.91 | |
| PLA_6302H4 | 1316.14 | 32.90 | 4.93 | 1992.79 | |
| PLA_6302H5 | 1315.30 | 32.88 | 4.66 | 1998.78 | |
| Average | 1317.71 | 32.94 | 4.71 | 2025.72 | |
| St. Dev. | 2.61 | 0.06 | 0.69 | 44.55 | |
| Case 9 | PLA_6302H71 | 1184.89 | 29.62 | 7.37 | 1882.49 |
| PLA_6302H72 | 1208.05 | 30.20 | 7.19 | 1798.84 | |
| PLA_6302H73 | 1187.75 | 29.69 | 7.05 | 1867.71 | |
| PLA_6302H74 | 1197.51 | 29.94 | 7.79 | 1931.67 | |
| PLA_6302H75 | 1214.66 | 30.37 | 8.71 | 1952.85 | |
| Average | 1198.57 | 29.96 | 7.63 | 1874.71 | |
| St. Dev. | 12.78 | 0.32 | 0.67 | 66.86 | |
| Case 10 | PLA_6302H31 | 1127.25 | 28.18 | 6.69 | 2005.43 |
| PLA_6302H32 | 1105.33 | 27.63 | 7.38 | 1942.88 | |
| PLA_6302H33 | 1116.08 | 27.90 | 7.49 | 1924.38 | |
| PLA_6302H34 | 1130.20 | 28.25 | 7.71 | 1914.70 | |
| PLA_6302H35 | 1110.02 | 27.75 | 7.32 | 1997.99 | |
| Average | 1117.78 | 27.94 | 7.32 | 1957.08 | |
| St. Dev. | 10.75 | 0.27 | 0.38 | 42.07 |
| Case | Specimen Code | Max. Force [N] | Tensile Strength [MPa] | Fracture Strain [%] | Young’s Modulus [MPa] |
|---|---|---|---|---|---|
| Case 11 | PLA+CF_4302H1 | 704.17 | 17.60 | 3.59 | 1902.54 |
| PLA+CF_4302H2 | 704.67 | 17.62 | 2.98 | 1935.49 | |
| PLA+CF_4302H3 | 711.62 | 17.79 | 2.37 | 1980.81 | |
| PLA+CF_4302H4 | 711.43 | 17.78 | 3.74 | 1919.77 | |
| PLA+CF_4302H5 | 718.56 | 17.96 | 2.96 | 1961.00 | |
| Average | 710.09 | 17.75 | 3.13 | 1939.92 | |
| St. Dev. | 5.92 | 0.15 | 0.55 | 31.38 | |
| Case 12 | PLA+CF_6302H1 | 826.27 | 20.66 | 2.49 | 2240.74 |
| PLA+CF_6302H2 | 813.91 | 20.32 | 2.42 | 2199.22 | |
| PLA+CF_6302H3 | 807.90 | 20.20 | 2.48 | 2205.80 | |
| PLA+CF_6302H4 | 803.24 | 20.08 | 3.09 | 2198.08 | |
| PLA+CF_6302H5 | 802.91 | 20.07 | 2.91 | 2186.36 | |
| Average | 810.65 | 20.27 | 2.68 | 2206.04 | |
| St. Dev. | 9.64 | 0.24 | 0.30 | 20.62 | |
| Case 13 | PLA+CF_1302L1 | 1146.84 | 28.67 | 9.64 | 2792.27 |
| PLA+CF_1302L2 | 1147.27 | 28.68 | 11.66 | 2785.10 | |
| PLA+CF_1302L3 | 1149.48 | 28.74 | 16.58 | 2790.18 | |
| PLA+CF_1302L4 | 1148.92 | 28.72 | 6.04 | 2803.75 | |
| PLA+CF_1302L5 | 1152.39 | 28.81 | 10.56 | 2787.27 | |
| Average | 1148.98 | 28.72 | 10.89 | 2791.72 | |
| St. Dev. | 2.20 | 0.05 | 3.81 | 7.26 |
| Case | Specimen Code | Max. Force [N] | Tensile Strength [MPa] | Fracture Strain [%] | Young’s Modulus [MPa] |
|---|---|---|---|---|---|
| Case 14 | PLA+CF_6102H1 | 547.62 | 13.69 | 5.42 | 1554.47 |
| PLA+CF_6102H2 | 547.14 | 13.68 | 5.41 | 1569.47 | |
| PLA+CF_6102H3 | 540.65 | 13.52 | 5.41 | 1514.20 | |
| PLA+CF_6102H4 | 532.27 | 13.31 | 6.38 | 1459.82 | |
| PLA+CF_6102H5 | 529.84 | 13.25 | 5.83 | 1460.85 | |
| Average | 539.51 | 13.49 | 5.69 | 1511.76 | |
| St. Dev. | 8.23 | 0.21 | 0.43 | 51.11 | |
| Case 15 | PLA+CF_6202H1 | 715.66 | 17.89 | 4.92 | 1992.85 |
| PLA+CF_6202H2 | 707.12 | 17.68 | 8.98 | 1900.07 | |
| PLA+CF_6202H3 | 711.04 | 17.77 | 4.63 | 1882.19 | |
| PLA+CF_6202H4 | 708.37 | 17.71 | 6.07 | 1877.88 | |
| PLA+CF_6202H5 | 710.45 | 17.76 | 4.40 | 1988.40 | |
| Average | 710.53 | 17.76 | 5.80 | 1928.28 | |
| St. Dev. | 3.27 | 0.08 | 1.89 | 57.54 | |
| Case 12 | PLA+CF_6302H1 | 826.27 | 20.66 | 2.49 | 2240.74 |
| PLA+CF_6302H2 | 813.91 | 20.32 | 2.42 | 2199.22 | |
| PLA+CF_6302H3 | 807.90 | 20.20 | 2.48 | 2205.80 | |
| PLA+CF_6302H4 | 803.24 | 20.08 | 3.09 | 2198.08 | |
| PLA+CF_6302H5 | 802.91 | 20.07 | 2.91 | 2186.36 | |
| Average | 810.65 | 20.27 | 2.68 | 2206.04 | |
| St. Dev. | 9.64 | 0.24 | 0.30 | 20.62 |
| Case | Specimen Code | Max. Force [N] | Tensile Strength [MPa] | Fracture Strain [%] | Young’s Modulus [MPa] |
|---|---|---|---|---|---|
| Case 15 | PLA+CF_6202H1 | 715.66 | 17.89 | 4.92 | 1992.85 |
| PLA+CF_6202H2 | 707.12 | 17.68 | 8.98 | 1900.07 | |
| PLA+CF_6202H3 | 711.04 | 17.77 | 4.63 | 1882.19 | |
| PLA+CF_6202H4 | 708.37 | 17.71 | 6.07 | 1877.88 | |
| PLA+CF_6202H5 | 710.45 | 17.76 | 4.40 | 1988.40 | |
| Average | 710.53 | 17.76 | 5.80 | 1928.28 | |
| St. Dev. | 3.27 | 0.08 | 1.89 | 57.54 | |
| Case 16 | PLA+CF_6203H1 | 657.64 | 16.44 | 7.85 | 1787.41 |
| PLA+CF_6203H2 | 643.89 | 16.10 | 2.76 | 1767.12 | |
| PLA+CF_6203H3 | 667.89 | 16.70 | 5.88 | 1780.37 | |
| PLA+CF_6203H4 | 667.86 | 16.70 | 6.72 | 1747.08 | |
| PLA+CF_6203H5 | 666.96 | 16.67 | 4.58 | 1770.35 | |
| Average | 660.85 | 16.52 | 5.56 | 1770.47 | |
| St. Dev. | 10.41 | 0.26 | 1.96 | 15.35 | |
| Case 17 | PLA+CF_6304H1 | 693.39 | 17.34 | 4.50 | 1783.13 |
| PLA+CF_6304H2 | 673.25 | 16.83 | 6.89 | 1895.25 | |
| PLA+CF_6304H3 | 689.02 | 17.23 | 4.59 | 1872.83 | |
| PLA+CF_6304H4 | 694.11 | 17.35 | 4.65 | 1769.50 | |
| PLA+CF_6304H5 | 695.84 | 17.40 | 4.50 | 1854.54 | |
| Average | 689.12 | 17.23 | 5.03 | 1835.05 | |
| St. Dev. | 9.22 | 0.23 | 1.04 | 55.73 |
| Case | Specimen Code | Max. Force [N] | Tensile Strength [MPa] | Fracture Strain [%] | Young’s Modulus [MPa] |
|---|---|---|---|---|---|
| Case 12 | PLA+CF_6302H1 | 826.27 | 20.66 | 2.49 | 2240.74 |
| PLA+CF_6302H2 | 813.91 | 20.32 | 2.42 | 2199.22 | |
| PLA+CF_6302H3 | 807.90 | 20.20 | 2.48 | 2205.80 | |
| PLA+CF_6302H4 | 803.24 | 20.08 | 3.09 | 2198.08 | |
| PLA+CF_6302H5 | 802.91 | 20.07 | 2.91 | 2186.36 | |
| Average | 810.65 | 20.27 | 2.68 | 2206.04 | |
| St. Dev. | 9.64 | 0.24 | 0.30 | 20.62 | |
| Case 18 | PLA+CF_6302H71 | 741.26 | 18.53 | 2.23 | 1881.53 |
| PLA+CF_6302H72 | 757.41 | 18.94 | 4.21 | 1970.91 | |
| PLA+CF_6302H73 | 776.43 | 19.41 | 3.10 | 1908.17 | |
| PLA+CF_6302H74 | 803.04 | 20.07 | 6.05 | 1948.12 | |
| PLA+CF_6302H75 | 815.08 | 20.38 | 3.89 | 1741.81 | |
| Average | 778.64 | 19.47 | 3.90 | 1890.11 | |
| St. Dev. | 30.73 | 0.77 | 1.43 | 89.84 | |
| Case 19 | PLA+CF_6302H31 | 648.50 | 16.21 | 5.36 | 1762.53 |
| PLA+CF_6302H32 | 650.32 | 16.26 | 5.94 | 1821.66 | |
| PLA+CF_6302H33 | 674.35 | 16.86 | 2.54 | 1779.45 | |
| PLA+CF_6302H34 | 676.05 | 16.90 | 2.78 | 1726.89 | |
| PLA+CF_6302H35 | 652.82 | 16.32 | 3.05 | 1784.96 | |
| Average | 660.41 | 16.51 | 3.93 | 1775.10 | |
| St. Dev. | 13.60 | 0.34 | 1.59 | 34.52 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rogelj, A.; Liović, D.; Hozdić, E.; Franulović, M.; Mijović, B. Influence of Cooling Lubricants and Structural Parameters on the Tensile Properties of FFF 3D-Printed PLA and PLA/Carbon Fiber Composites. Polymers 2025, 17, 1797. https://doi.org/10.3390/polym17131797
Rogelj A, Liović D, Hozdić E, Franulović M, Mijović B. Influence of Cooling Lubricants and Structural Parameters on the Tensile Properties of FFF 3D-Printed PLA and PLA/Carbon Fiber Composites. Polymers. 2025; 17(13):1797. https://doi.org/10.3390/polym17131797
Chicago/Turabian StyleRogelj, Aljaž, David Liović, Elvis Hozdić, Marina Franulović, and Budimir Mijović. 2025. "Influence of Cooling Lubricants and Structural Parameters on the Tensile Properties of FFF 3D-Printed PLA and PLA/Carbon Fiber Composites" Polymers 17, no. 13: 1797. https://doi.org/10.3390/polym17131797
APA StyleRogelj, A., Liović, D., Hozdić, E., Franulović, M., & Mijović, B. (2025). Influence of Cooling Lubricants and Structural Parameters on the Tensile Properties of FFF 3D-Printed PLA and PLA/Carbon Fiber Composites. Polymers, 17(13), 1797. https://doi.org/10.3390/polym17131797