
Sustainable Development of PLA-Based Biocomposites Reinforced with Pineapple Core Powder: Extrusion and 3D Printing for Thermal and Mechanical Performance


 and
and
Abstract
1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components and Properties | PALF |
|---|---|
| Ash content (%) | 1.1% |
| Lignin content (%) | 5–12% |
| Cellulose content (%) | 70–82% |
| Density (g/cm3) | 1.53 |
| Tensile modulus (GPa) | 5.83 |
2. Materials and Methods
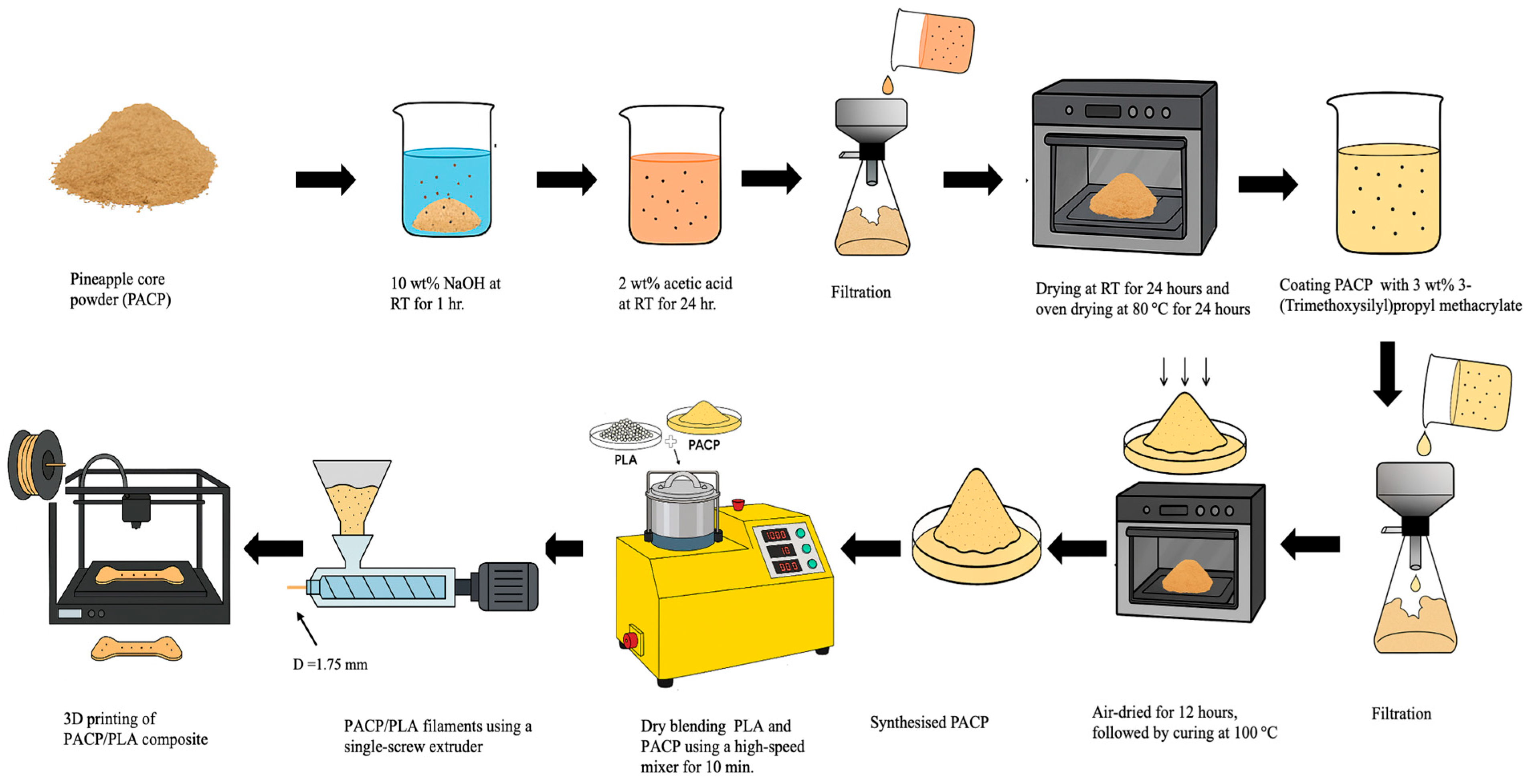
2.1. Materials and Sample Preparation
2.2. Three-Dimensional Printing of PACP/PLA Composites
2.3. Characterisation
2.3.1. Morphological Analysis
2.3.2. Melt Flow Index (MFI)
2.3.3. Thermal Characterisation
2.3.4. Mechanical Testing
3. Results
3.1. PACP Property
Morphology of PACP
3.2. PLA/ PACP Composites
3.2.1. Melt Flow Index (MFI)
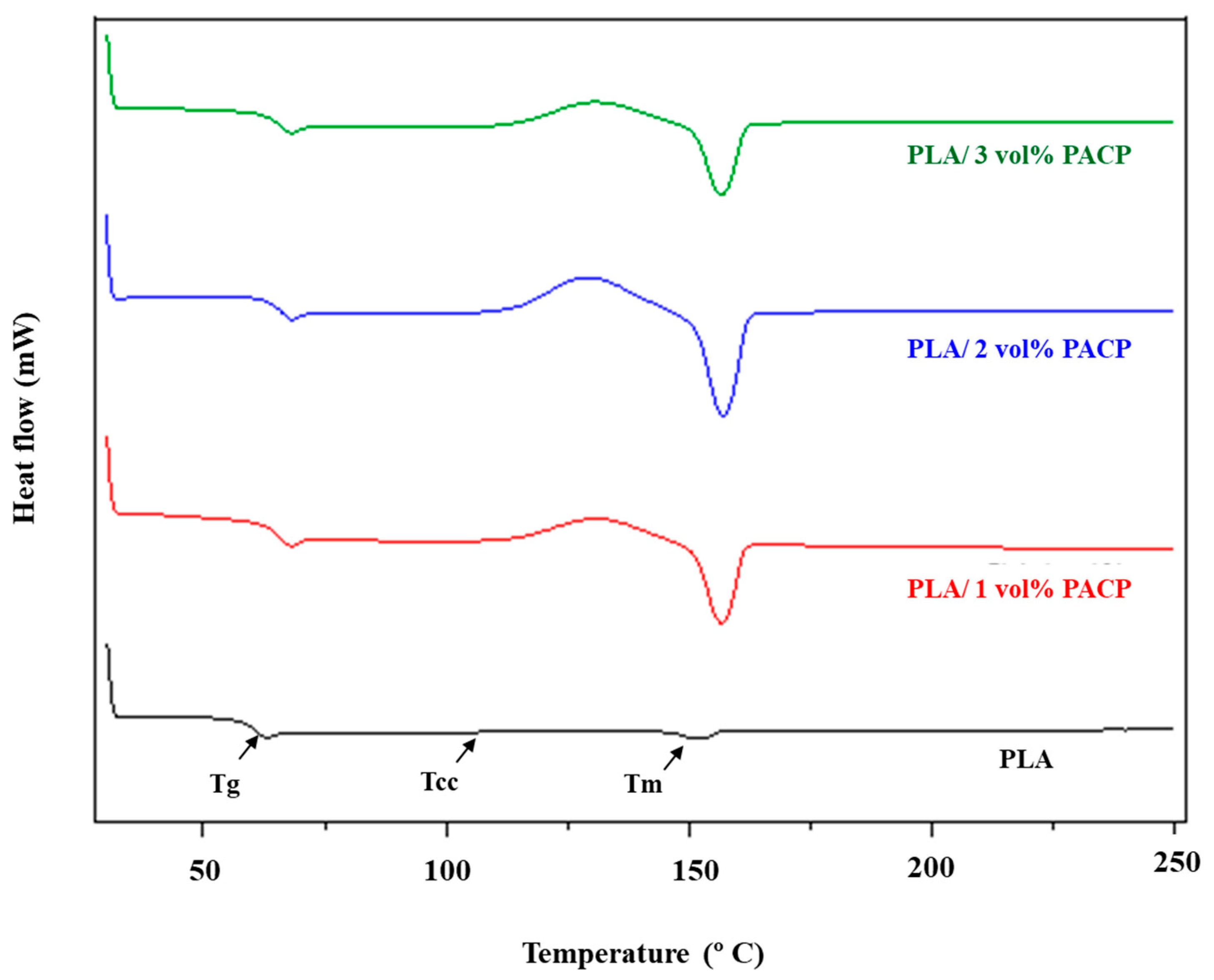
3.2.2. Thermal Properties
Differential Scanning Calorimetry (DSC)
3.2.3. Mechanical Properties of Extruded PLA and PLA/PACP Filaments
3.2.4. Mechanical Properties of 3D-Printed PLA and PLA/PACP Filaments
3.2.5. Fracture Morphology of 3D-Print Specimens
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Trivedi, A.K.; Gupta, M.K.; Singh, H. PLA based biocomposites for sustainable products: A review. Adv. Ind. Eng. Polym. Res. 2023, 6, 382–395. [Google Scholar] [CrossRef]
- Wu, Y.; Gao, X.; Wu, J.; Zhou, T.; Nguyen, T.T.; Wang, Y. Biodegradable Polylactic Acid and Its Composites: Characteristics, Processing, and Sustainable Applications in Sports. Polymers 2023, 15, 3096. [Google Scholar] [CrossRef]
- Mosomi, E.K.; Olanrewaju, O.A.; Adeosun, S.O. Pivotal role of polylactide in carbon emission reduction: A comprehensive review. Eng. Rep. 2024, 6, e12909. [Google Scholar] [CrossRef]
- Swetha, T.A.; Bora, A.; Mohanrasu, K.; Balaji, P.; Raja, R.; Ponnuchamy, K.; Muthusamy, G.; Arun, A. A comprehensive review on polylactic acid (PLA)—Synthesis, processing and application in food packaging. Int. J. Biol. Macromol. 2023, 234, 123715. [Google Scholar] [CrossRef]
- Bhagia, S.; Bornani, K.; Agrawal, R.; Satlewal, A.; Ďurkovič, J.; Lagaňa, R.; Bhagia, M.; Yoo, C.G.; Zhao, X.; Kunc, V.; et al. Critical review of FDM 3D printing of PLA biocomposites filled with biomass resources, characterization, biodegradability, upcycling and opportunities for biorefineries. Appl. Mater. Today 2021, 24, 101078. [Google Scholar] [CrossRef]
- Plamadiala, I.; Croitoru, C.; Pop, M.A.; Roata, I.C. Enhancing Polylactic Acid (PLA) Performance: A Review of Additives in Fused Deposition Modelling (FDM) Filaments. Polymers 2025, 17, 191. [Google Scholar] [CrossRef] [PubMed]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef]
- Akhrib, S.; Djellali, S.; Haddaoui, N.; Karimian, D.; Carraro, M. Biocomposites and Poly(lactic acid) in Active Packaging: A Review of Current Research and Future Directions. Polymers 2024, 17, 3. [Google Scholar] [CrossRef]
- Asrofi, M.; Pradiza, R.R.; Yusuf, M.; Midhun Dominic, C.D.; Ilyas, R.A. Mechanical properties of biocomposite from polylactic acid and natural fiber and its application: A Review study. Mech. Eng. Soc. Ind. 2025, 5, 52–61. [Google Scholar] [CrossRef]
- Ilyas, R.; Zuhri, M.; Aisyah, H.; Asyraf, M.; Hassan, S.; Zainudin, E.; Sapuan, S.; Sharma, S.; Bangar, S.; Jumaidin, R.; et al. Natural Fiber-Reinforced Polylactic Acid, Polylactic Acid Blends and Their Composites for Advanced Applications. Polymers 2022, 14, 202. [Google Scholar] [CrossRef]
- Dimzoski, B.; Bogoeva-Gaceval, G.; Gentile, G.; Avella, M.; Errico, M.E.; Srebrenkoska, V. Preparation and Characterization of PoIy(lactic acid)/Rice Hulls based Biodegradable Composites. J. Polym. Eng. 2008, 28, 369–384. [Google Scholar] [CrossRef]
- Boughanmi, O.; Allegue, L.; Marouani, H.; Koubaa, A. Experimental Investigations of the Influence of Spent Coffee Grounds Content on PLA Based Composite for 3D Printing. J. Res. Updates Polym. Sci. 2024, 13, 226–233. [Google Scholar] [CrossRef]
- Komal, U.K.; Lila, M.K.; Singh, I. PLA/banana fiber based sustainable biocomposites: A manufacturing perspective. Compos. Part B Eng. 2020, 180, 107535. [Google Scholar] [CrossRef]
- Haafiz, M.K.M.; Hassan, A.; Zakaria, Z.; Inuwa, I.M.; Islam, M.S.; Jawaid, M. Properties of polylactic acid composites reinforced with oil palm biomass microcrystalline cellulose. Carbohydr. Polym. 2013, 98, 139–145. [Google Scholar] [CrossRef]
- Akter, M.; Uddin, M.H.; Tania, I.S. Biocomposites based on natural fibers and polymers: A review on properties and potential applications. J. Reinf. Plast. Compos. 2022, 41, 705–742. [Google Scholar] [CrossRef]
- Ullah, S.; Akhter, Z.; Palevicius, A.; Janusas, G. Review: Natural fiber-based biocomposites for potential advanced automotive applications. J. Eng. Fibers Fabr. 2025, 20, 15589250241311468. [Google Scholar] [CrossRef]
- Motru, S.; Adithyakrishna, V.H.; Bharath, J.; Guruprasad, R. Development and Evaluation of Mechanical Properties of Biodegradable PLA/Flax Fiber Green Composite Laminates. Mater. Today Proc. 2020, 24, 641–649. [Google Scholar] [CrossRef]
- Maiti, S.; Islam, M.R.; Uddin, M.A.; Afroj, S.; Eichhorn, S.J.; Karim, N. Sustainable Fiber-Reinforced Composites: A Review. Adv. Sustain. Syst. 2022, 6, 2200258. [Google Scholar] [CrossRef]
- Sethupathi, M.; Khumalo, M.V.; Skosana, S.J.; Muniyasamy, S. Recent Developments of Pineapple Leaf Fiber (PALF) Utilization in the Polymer Composites—A Review. Separations 2024, 11, 245. [Google Scholar] [CrossRef]
- Thyavihalli Girijappa, Y.G.; Mavinkere Rangappa, S.; Parameswaranpillai, J.; Siengchin, S. Natural Fibers as Sustainable and Renewable Resource for Development of Eco-Friendly Composites: A Comprehensive Review. Front. Mater. 2019, 6, 226. [Google Scholar] [CrossRef]
- Le Duigou, A.; Correa, D.; Ueda, M.; Matsuzaki, R.; Castro, M. A review of 3D and 4D printing of natural fibre biocomposites. Mater. Des. 2020, 194, 108911. [Google Scholar] [CrossRef]
- Bi, X.; Huang, R. 3D printing of natural fiber and composites: A state-of-the-art review. Mater. Des. 2022, 222, 111065. [Google Scholar] [CrossRef]
- Baley, C.; Gomina, M.; Breard, J.; Bourmaud, A.; Drapier, S.; Ferreira, M.; Le Duigou, A.; Liotier, P.J.; Ouagne, P.; Soulat, D.; et al. Specific features of flax fibres used to manufacture composite materials. Int. J. Mater. Form. 2019, 12, 1023–1052. [Google Scholar] [CrossRef]
- Anupunt, P.; Chairidchai, P.; Kongswat, A.; Isawilanon, S.; Subhadrabhandu, S.; Vasunun, S.; Siripat, S. The Pineapple Industry in Thailand. Acta Hortic. 2000, 529, 99–110. [Google Scholar] [CrossRef]
- Elfaleh, I.; Abbassi, F.; Habibi, M.; Ahmad, F.; Guedri, M.; Nasri, M.; Garnier, C. A comprehensive review of natural fibers and their composites: An eco-friendly alternative to conventional materials. Results Eng. 2023, 19, 101271. [Google Scholar] [CrossRef]
- Rao, G.S.; Debnath, K.; Mahapatra, R.N. Degradation characteristics of the pineapple leaf fibre reinforced green composite developed by injection moulding under different environmental conditions. Ind. Crops Prod. 2024, 214, 118429. [Google Scholar] [CrossRef]
- Motaleb, K.Z.M.A.; Shariful Islam, M.; Hoque, M.B. Improvement of Physicomechanical Properties of Pineapple Leaf Fiber Reinforced Composite. Int. J. Biomater. 2018, 2018, 7384360. [Google Scholar] [CrossRef] [PubMed]
- Gaba, E.W.; Asimeng, B.O.; Kaufmann, E.E.; Katu, S.K.; Foster, E.J.; Tiburu, E.K. Mechanical and Structural Characterization of Pineapple Leaf Fiber. Fibers 2021, 9, 51. [Google Scholar] [CrossRef]
- Pratumshat, S.; Soison, P.; Ross, S. Mechanical and Thermal Properties of Silane Treated Pineapple Leaf Fiber Reinforced Polylactic Acid Composites. Key Eng. Mater. 2015, 659, 446–452. [Google Scholar] [CrossRef]
- Vairagade, V.S.; Dhale, S.A. Hybrid fibre reinforced concrete—A state of the art review. Hybrid Adv. 2023, 3, 100035. [Google Scholar] [CrossRef]
- Uma Devi, L.; Bhagawan, S.S.; Thomas, S. Polyester composites of short pineapple fiber and glass fiber: Tensile and impact properties. Polym. Compos. 2012, 33, 1064–1070. [Google Scholar] [CrossRef]
- Pant, M.; Palsule, S. Synergistic effects of Areca and pineapple fiber reinforcements for sustainability of functionalized polypropylene hybrid composites. Ind. Crops Prod. 2025, 223, 120253. [Google Scholar] [CrossRef]
- Hanyue, X.; Sultan, M.T.H.; Najeeb, M.I.; Shahar, F.S. A short review on the recent progress and properties of pineapple leaf fiber reinforced composite. E3S Web Conf. 2024, 477, 00096. [Google Scholar] [CrossRef]
- Feng, N.L.; Malingam, S.D.; Ping, C.W.; Selamat, M.Z. Mechanical characterization of metal-composite laminates based on cellulosic kenaf and pineapple leaf fiber. J. Nat. Fibers 2022, 19, 2163–2175. [Google Scholar] [CrossRef]
- Prakongpan, T.; Nitithamyong, A.; Luangpituksa, P. Extraction and Application of Dietary Fiber and Cellulose from Pineapple Cores. J. Food Sci. 2002, 67, 1308–1313. [Google Scholar] [CrossRef]
- Sun, Q.; Fang, F.; Wang, W.; Yin, J.; Liu, Q.; Hao, L.; Peng, Y. Stereolithography 3D printing of transparent resin lens for high-power phosphor-coated WLEDs packaging. J. Manuf. Process. 2023, 85, 756–763. [Google Scholar] [CrossRef]
- Mallikarjuna, B.; Bhargav, P.; Hiremath, S.; Jayachristiyan, K.G.; Jayanth, N. A review on the melt extrusion-based fused deposition modeling (FDM): Background, materials, process parameters and military applications. Int. J. Interact. Des. Manuf. 2025, 19, 651–665. [Google Scholar] [CrossRef]
- Sapkota, A.; Ghimire, S.K.; Adanur, S. A review on fused deposition modeling (FDM)-based additive manufacturing (AM) methods, materials and applications for flexible fabric structures. J. Ind. Text. 2024, 54, 15280837241282110. [Google Scholar] [CrossRef]
- Mencarelli, M.; Sisella, M.; Puggelli, L.; Innocenti, B.; Volpe, Y. Sensitivity Analysis of 3D Printing Parameters on Mechanical Properties of Fused Deposition Modeling-Printed Polylactic Acid Parts. Appl. Mech. 2025, 6, 17. [Google Scholar] [CrossRef]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D Printing of Polymers Containing Natural Fillers: A Review of their Mechanical Properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef]
- Lee, C.H.; Padzil, F.N.B.M.; Lee, S.H.; Ainun, Z.M.A.; Abdullah, L.C. Potential for Natural Fiber Reinforcement in PLA Polymer Filaments for Fused Deposition Modeling (FDM) Additive Manufacturing: A Review. Polymers 2021, 13, 1407. [Google Scholar] [CrossRef] [PubMed]
- ASTM D1238; Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer. American Society for Testing and Materials (ASTM International): West Conshohocken, PA, USA, 2013. [CrossRef]
- ASTM E2550; Test Method for Thermal Stability by Thermogravimetry. American Society for Testing and Materials (ASTM International): West Conshohocken, PA, USA, 2017. [CrossRef]
- ASTM D3418; Test Method for Transition Temperatures and Enthalpies of Fusion and Crystallization of Polymers by Differential Scanning Calorimetry. American Society for Testing and Materials (ASTM International): West Conshohocken, PA, USA, 2015. [CrossRef]
- ASTM D2256; Test Method for Tensile Properties of Yarns by the Single-Strand Method. American Society for Testing and Materials (ASTM International): West Conshohocken, PA, USA, 2021. [CrossRef]
- Qureshi, S.S.; Nizamuddin, S.; Xu, J.; Vancov, T.; Chen, C. Cellulose nanocrystals from agriculture and forestry biomass: Synthesis methods, characterization and industrial applications. Environ. Sci. Pollut. Res. 2024, 31, 58745–58778. [Google Scholar] [CrossRef] [PubMed]
- Agarwal, J.; Mohanty, S.; Nayak, S.K. Valorization of pineapple peel waste and sisal fiber: Study of cellulose nanocrystals on polypropylene nanocomposites. J. Appl. Polym. Sci. 2020, 137, 49291. [Google Scholar] [CrossRef]
- Chollakup, R.; Tantatherdtam, R.; Ujjin, S.; Sriroth, K. Pineapple leaf fiber reinforced thermoplastic composites: Effects of fiber length and fiber content on their characteristics. J. Appl. Polym. Sci. 2011, 119, 1952–1960. [Google Scholar] [CrossRef]
- Alao, P.F.; Marrot, L.; Burnard, M.D.; Lavrič, G.; Saarna, M.; Kers, J. Impact of Alkali and Silane Treatment on Hemp/PLA Composites’ Performance: From Micro to Macro Scale. Polymers 2021, 13, 851. [Google Scholar] [CrossRef]
- Shokoohi, S.; Arefazar, A.; Khosrokhavar, R. Silane Coupling Agents in Polymer-based Reinforced Composites: A Review. J. Reinf. Plast. Compos. 2008, 27, 473–485. [Google Scholar] [CrossRef]
- Choo, L.N.L.K.; Ahmed, O.H.; Majid, N.M.N.; Aziz, Z.F.A. Pineapple Residue Ash Reduces Carbon Dioxide and Nitrous Oxide Emissions in Pineapple Cultivation on Tropical Peat Soils at Saratok, Malaysia. Sustainability 2021, 13, 1014. [Google Scholar] [CrossRef]
- Aili Hamzah, A.F.; Hamzah, M.H.; Che Man, H.; Jamali, N.S.; Siajam, S.I.; Ismail, M.H. Recent Updates on the Conversion of Pineapple Waste (Ananas comosus) to Value-Added Products, Future Perspectives and Challenges. Agronomy 2021, 11, 2221. [Google Scholar] [CrossRef]
- Liu, X.; Khor, S.; Petinakis, E.; Yu, L.; Simon, G.; Dean, K.; Bateman, S. Effects of hydrophilic fillers on the thermal degradation of poly(lactic acid). Thermochim. Acta 2010, 509, 147–151. [Google Scholar] [CrossRef]
- Díez-Rodríguez, T.M.; Blázquez-Blázquez, E.; Martínez, J.C.; Pérez, E.; Cerrada, M.L. Composites of a PLA with SBA-15 mesoporous silica: Polymorphism and properties after isothermal cold crystallization. Polymer 2022, 241, 124515. [Google Scholar] [CrossRef]
- Mohammadi, M.; Nofar, M.; Carreau, P.J. Properties of blends of amorphous and semicrystalline PLAs containing multiwalled carbon nanotubes. Can. J. Chem. Eng. 2025, 103, 1711–1722. [Google Scholar] [CrossRef]
- Lathira, G.; Klonos, P.A.; Xanthopoulou, E.; Tsachouridis, K.; Kyritsis, A.; Valera Gómez, M.Á.; Mangas, A.; Albaladejo, P.; Sánchez, R.; Bikiaris, D.N.; et al. Improving the performance of poly(lactic acid)/poly(butylene succinate) blends by compatibilization and reinforcement with nanofibrillated cellulose. Polym. Eng. Sci. 2025, 65, 3114–3133. [Google Scholar] [CrossRef]
- Shi, K.; Liu, G.; Sun, H.; Yang, B.; Weng, Y. Effect of Biomass as Nucleating Agents on Crystallization Behavior of Polylactic Acid. Polymers 2022, 14, 4305. [Google Scholar] [CrossRef] [PubMed]
- Huda, M.S.; Drzal, L.T.; Mohanty, A.K.; Misra, M. Effect of chemical modifications of the pineapple leaf fiber surfaces on the interfacial and mechanical properties of laminated biocomposites. Compos. Interfaces 2008, 15, 169–191. [Google Scholar] [CrossRef]
- Akbar, A.; Gnanamoorthy, R. Characterization of Treated and Untreated Pineapple Leaf Fiber for Engineering Applications. Mater. Circ. Econ. 2024, 6, 18. [Google Scholar] [CrossRef]
- Chailad, W.; Nanthananon, P.; Jakarbutr, W.; Phansroy, N.; Mathurosemontri, S. Impact of graphene nanoplatelet size and hybridisation on the properties of natural rubber nanocomposites. J. Polym. Res. 2024, 31, 223. [Google Scholar] [CrossRef]
- Boey, J.Y.; Lee, C.K.; Tay, G.S. Factors Affecting Mechanical Properties of Reinforced Bioplastics: A Review. Polymers 2022, 14, 3737. [Google Scholar] [CrossRef]
- Yu, W.; Yuan, T.; Yao, Y.; Deng, Y.; Wang, X. PLA/Coffee Grounds Composite for 3D Printing and Its Properties. Forests 2023, 14, 367. [Google Scholar] [CrossRef]
- Naveed, N. Investigating the Material Properties and Microstructural Changes of Fused Filament Fabricated PLA and Tough-PLA Parts. Polymers 2021, 13, 1487. [Google Scholar] [CrossRef]
- Gajjar, T.; Yang, R.; Ye, L.; Zhang, Y.X. Effects of key process parameters on tensile properties and interlayer bonding behavior of 3D printed PLA using fused filament fabrication. Prog. Addit. Manuf. 2025, 10, 1261–1280. [Google Scholar] [CrossRef]
- Li, Z.; Chang, L. Development of Wear-Resistant Polymeric Materials Using Fused Deposition Modelling (FDM) Technologies: A Review. Lubricants 2025, 13, 98. [Google Scholar] [CrossRef]






| Extruder Zone | Temperature (°C) |
|---|---|
| Feed zone | 160 |
| Compression zone | 170 |
| Metering zone | 180 |
| Die zone | 180 |
| Screw speed | 10 rpm |
| Parameter | Setting |
|---|---|
| Nozzle temperature | 205 °C |
| Nozzle diameter | 0.6 mm |
| Build plate temperature | 60 °C |
| Infill density | 100% |
| Infill pattern | Line +45°/−45° |
| Samples | MFI (g/10 min) |
|---|---|
| PLA | 31.6 |
| PLA/1 vol% PACP | 32.1 |
| PLA/2 vol% PACP | 35.6 |
| PLA/3 vol% PACP | 35.0 |
| Samples | T5 (°C) | Tmax (°C) | Max. dev. (%/°C) | T75 (°C) | Residue (%) |
|---|---|---|---|---|---|
| PLA | 327.6 | 362.5 | −3.346 | 366.5 | 0.14 |
| PLA/1 vol% PACP | 322.5 | 360.0 | −3.025 | 363.4 | 0.25 |
| PLA/2 vol% PACP | 313.8 | 359.0 | −2.674 | 361.1 | 0.39 |
| PLA/3 vol% PACP | 310.2 | 358.1 | −2.584 | 360.0 | 0.59 |
| Samples | Tg (°C) | Tcc (°C) | Tm (°C) | Xc (%) |
|---|---|---|---|---|
| PLA | 59.66 | - | 151.74 | 35.71 |
| PLA/1 vol% PACP | 57.13 | 121.11 | 151.41 | 40.27 |
| PLA/2 vol% PACP | 59.37 | 121.13 | 151.88 | 47.29 |
| PLA/3 vol% PACP | 58.44 | 121.96 | 151.46 | 38.19 |
| Samples | Ultimate Strength (MPa) | Modulus (MPa) | Elongation at Break (%) |
|---|---|---|---|
| PLA | 52.43 ± 2.48 | 1463.33 ± 5.77 | 5.58 ± 0.81 |
| PLA/1 vol% PACP | 46.78 ± 4.87 | 1412.50 ± 38.62 | 4.38 ± 0.66 |
| PLA/2 vol% PACP | 46.91 ± 3.13 | 1518.82 ± 67.63 | 4.98 ± 0.39 |
| PLA/3 vol% PACP | 45.57 ± 3.84 | 1427.50 ± 56.57 | 5.05 ± 0.75 |
| Samples | Ultimate Strength (MPa) | Modulus (MPa) | Elongation at Break (%) |
|---|---|---|---|
| PLA | 4.52 ± 0.26 | 267.50 ± 0.71 | 2.44 ± 0.14 |
| PLA/1 vol% PACP | 4.50 ± 0.42 | 253.50 ± 16.26 | 2.70 ± 0.08 |
| PLA/2 vol% PACP | 4.65 ± 0.56 | 272.67 ± 17.56 | 3.00 ± 0.24 |
| PLA/3 vol% PACP | 3.82 ± 0.92 | 223.00 ± 22.63 | 2.55 ± 0.33 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chattrakul, K.; Pholsuwan, A.; Simpraditpan, A.; Martwong, E.; Chailad, W. Sustainable Development of PLA-Based Biocomposites Reinforced with Pineapple Core Powder: Extrusion and 3D Printing for Thermal and Mechanical Performance. Polymers 2025, 17, 1792. https://doi.org/10.3390/polym17131792
Chattrakul K, Pholsuwan A, Simpraditpan A, Martwong E, Chailad W. Sustainable Development of PLA-Based Biocomposites Reinforced with Pineapple Core Powder: Extrusion and 3D Printing for Thermal and Mechanical Performance. Polymers. 2025; 17(13):1792. https://doi.org/10.3390/polym17131792
Chicago/Turabian StyleChattrakul, Kawita, Anothai Pholsuwan, Athapon Simpraditpan, Ekkachai Martwong, and Wichain Chailad. 2025. "Sustainable Development of PLA-Based Biocomposites Reinforced with Pineapple Core Powder: Extrusion and 3D Printing for Thermal and Mechanical Performance" Polymers 17, no. 13: 1792. https://doi.org/10.3390/polym17131792
APA StyleChattrakul, K., Pholsuwan, A., Simpraditpan, A., Martwong, E., & Chailad, W. (2025). Sustainable Development of PLA-Based Biocomposites Reinforced with Pineapple Core Powder: Extrusion and 3D Printing for Thermal and Mechanical Performance. Polymers, 17(13), 1792. https://doi.org/10.3390/polym17131792