
Preparation of Microcellular High-Density Polyethylene with Thermal Expandable Microspheres

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Expansion Behavior Characterization of TEMs
2.3. Thermal Analysis
2.4. Microstructure Characterization of TEMs and Foamed HDPE
2.5. Density Characterization
2.6. Mechanical Properties
3. Results and Discussion
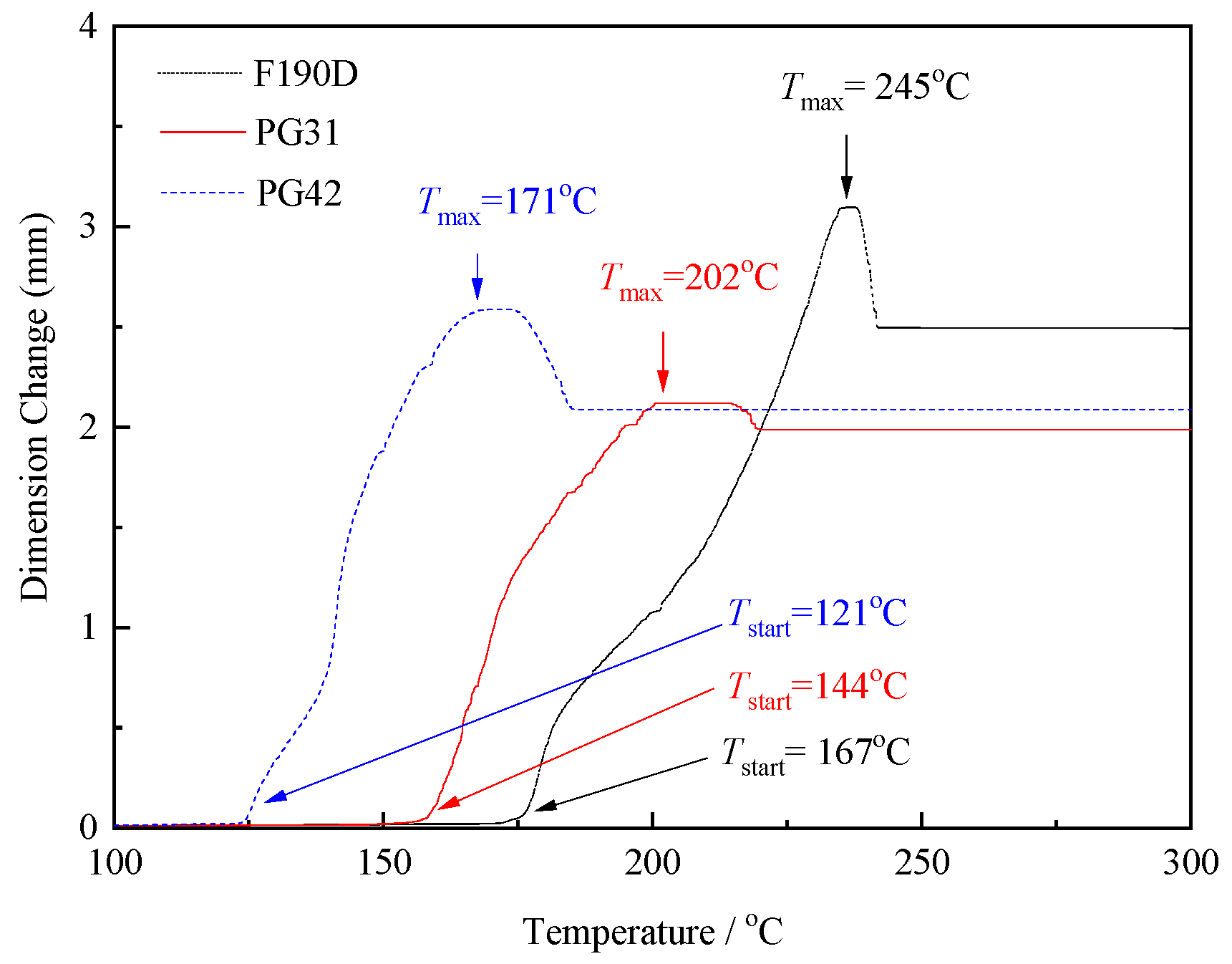
3.1. The Thermal Expansion Behavior of the TEMs
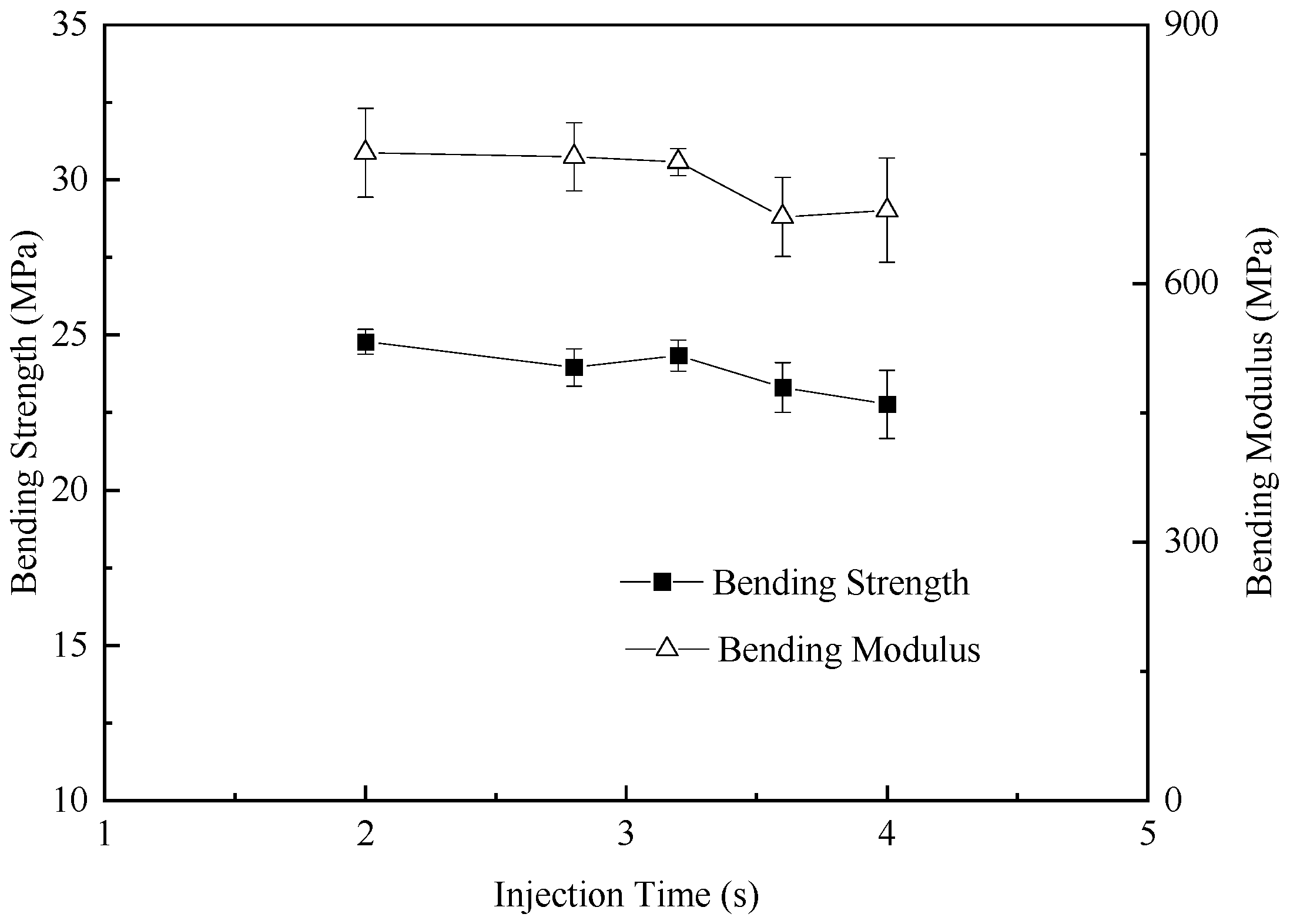
3.2. Effect of Injection Time on Mechanical Properties of Foamed HDPE
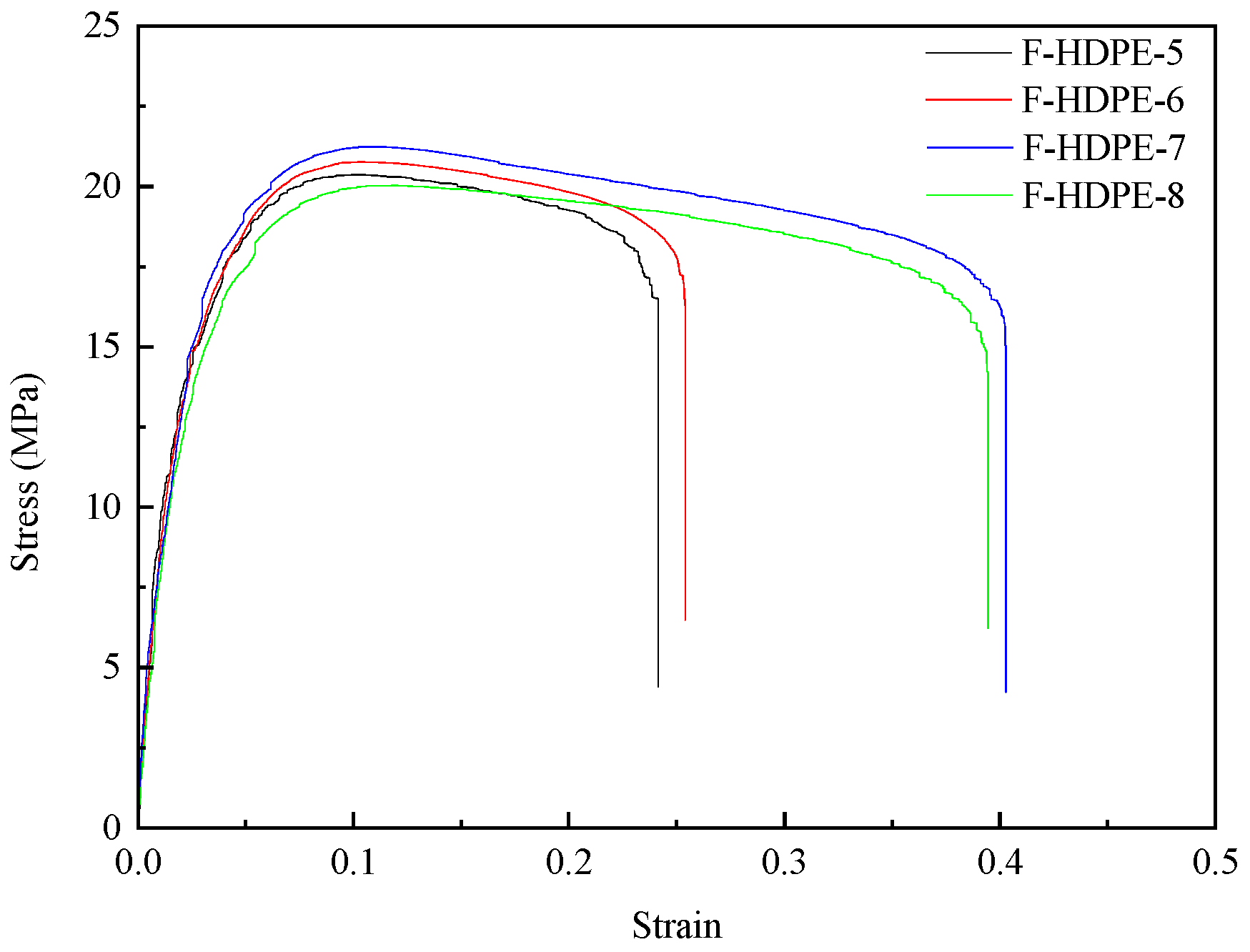
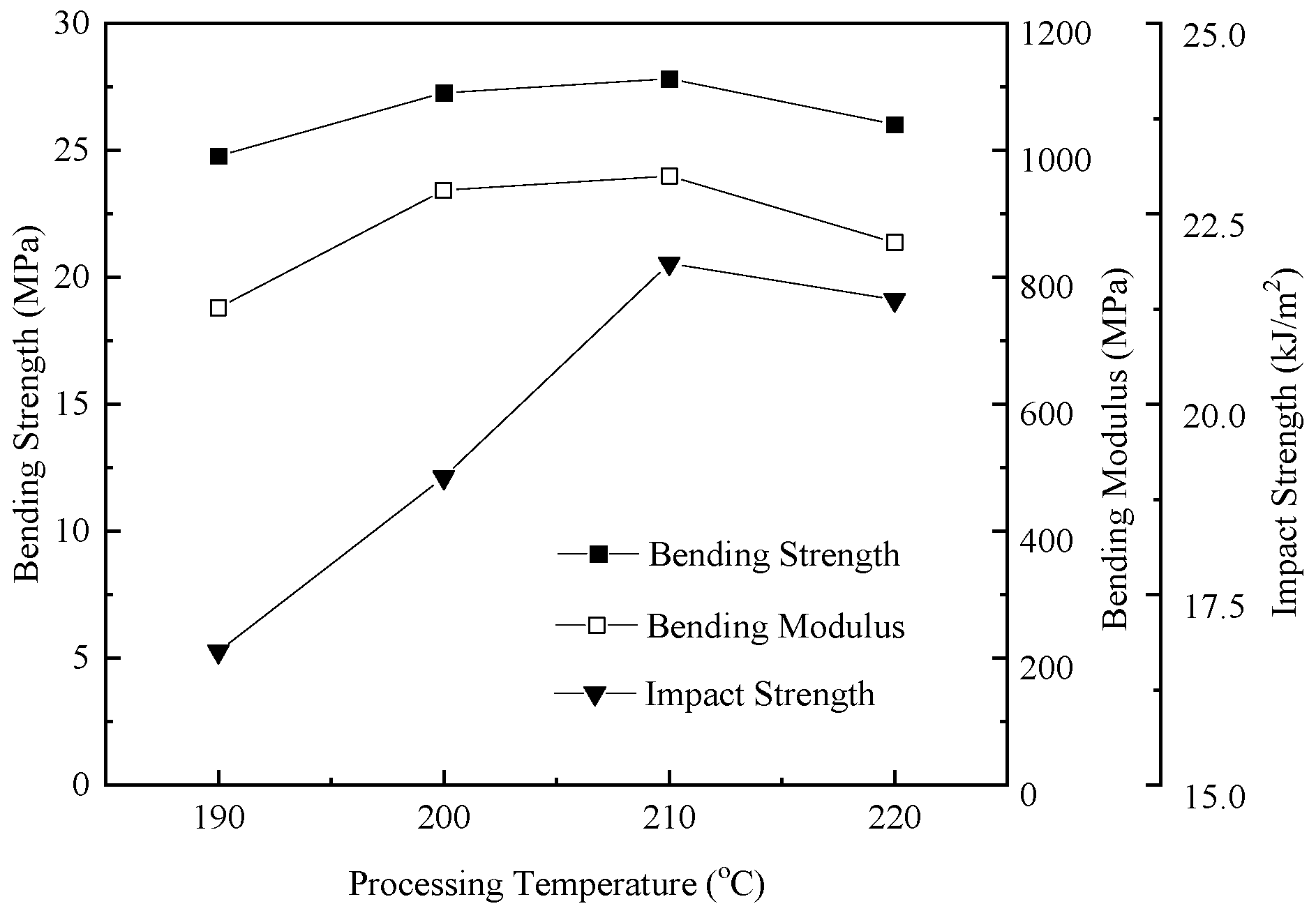
3.3. Effect of Nozzle Temperature on Cell Structure and Mechanical Properties of Foamed HDPE
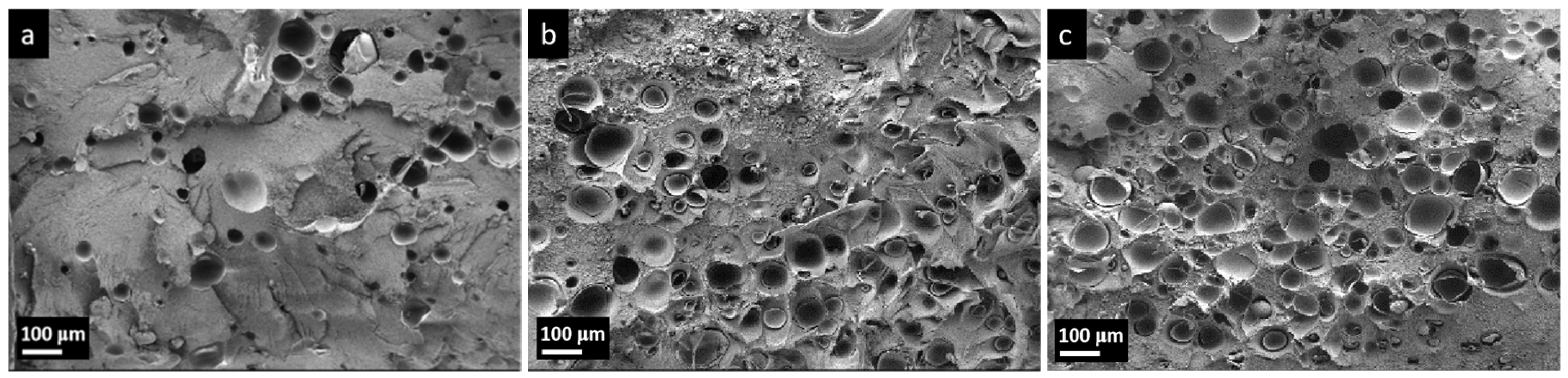
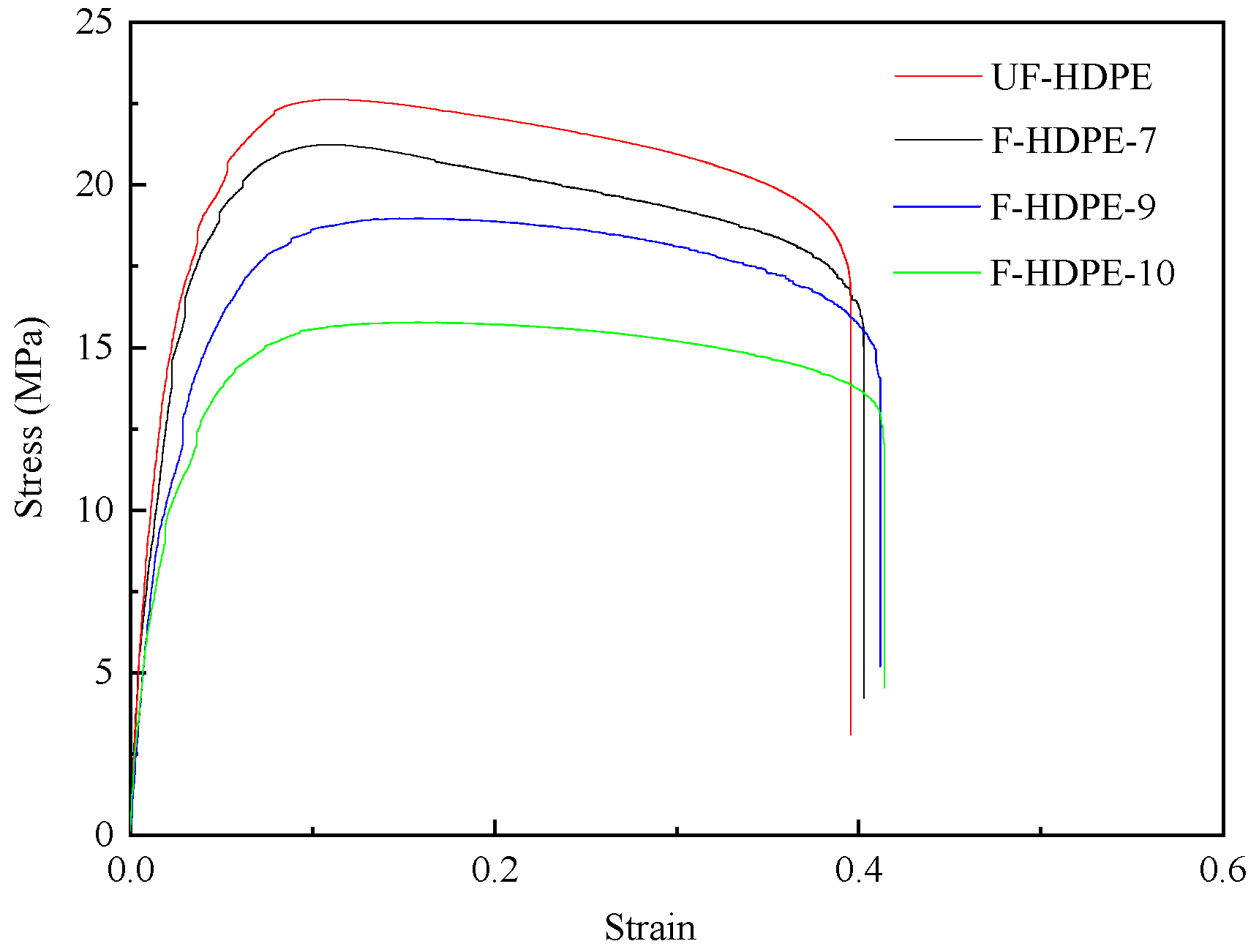
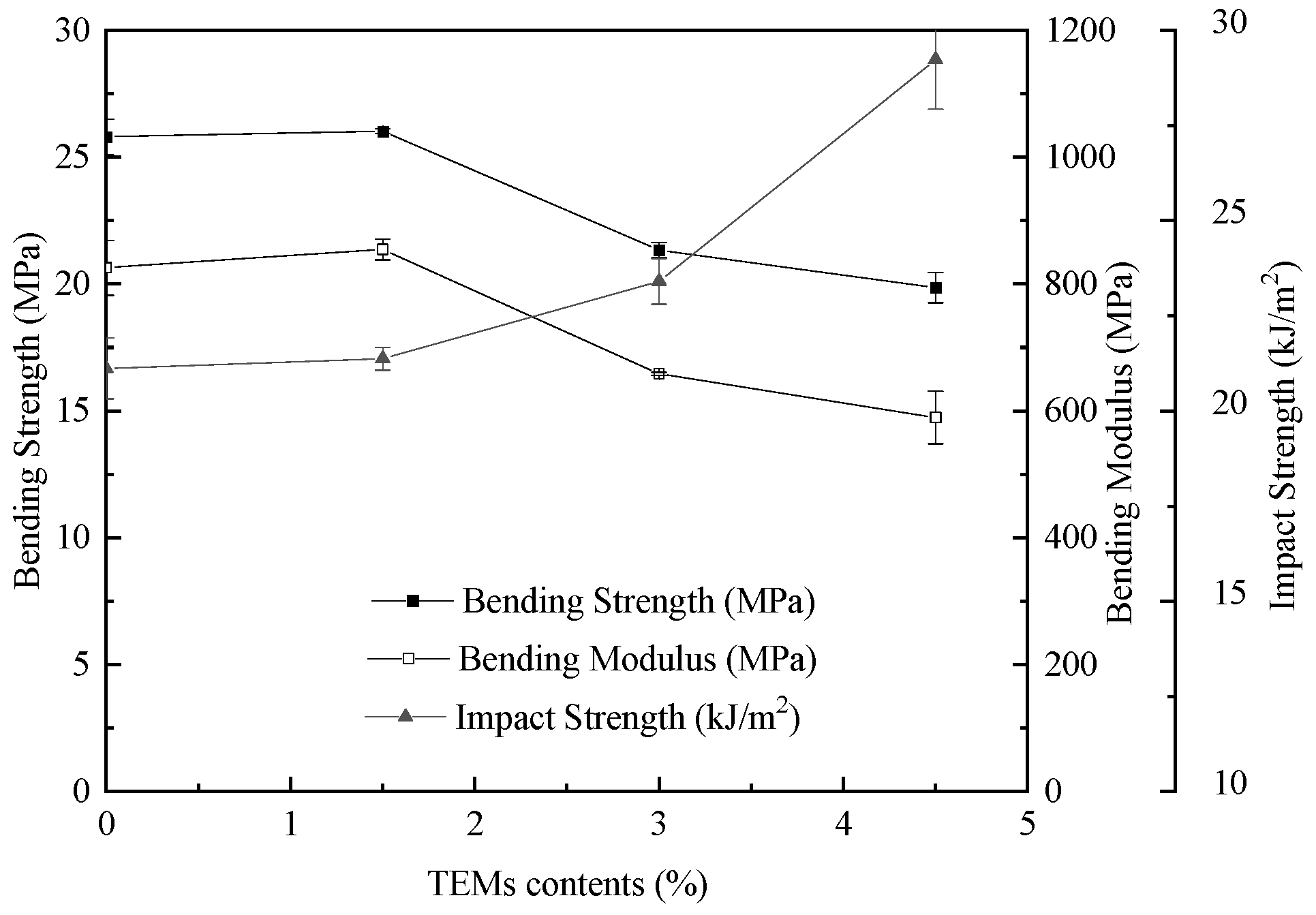
3.4. Effect of TEM Contents on Cell Structure and Mechanical Properties of Foamed HDPE
3.5. Effect of TEM Contents on Crystalline of Foamed HDPE

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | UF-HDPE | F-HDPE-7 | F-HDPE-9 | F-HDPE-10 |
|---|---|---|---|---|
| Melting onset temperature/°C | 121.19 | 119.82 | 119.81 | 119.60 |
| Melting peak temperature/°C | 116.89 | 114.95 | 114.29 | 113.91 |
| Melting end temperature/°C | 90.39 | 85.40 | 85.21 | 85.52 |
| Melting regime broadness/°C | 30.80 | 34.42 | 34.60 | 34.08 |
| Heat of fusion, ΔHm,HDPE (J/g) | 183.95 | 174.04 | 167.57 | 157.67 |
| χHDPE(%) | 62.78 | 59.40 | 57.19 | 53.81 |
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, H. Lightweight and performance of anti-collision strength of automobiles based on carbon fiber composites. Korean J. Mater. Res. 2019, 29, 525–531. [Google Scholar] [CrossRef]
- Wang, D.; Li, S.; Xie, C. Crashworthiness optimisation and lightweight for front-end safety parts of automobile body using a hybrid optimisation method. Int. J. Crashworthiness 2021, 27, 1193–1204. [Google Scholar] [CrossRef]
- Society of Automotive Engineers of China, Honda Motor Company. China Automotive Technology Development Report 2017; Beijing Institute of Technology Press: Beijing, China, 2017. [Google Scholar]
- Wang, G.; Gong, Z.F.; Li, H.; Wei, Y.S. The Application of Aluminum Foam Composite Parts in Automotive Lightweighting. Hot Work. Technol. 2015, 44, 24–27. [Google Scholar]
- Shimoda, M.; Kameyama, K.; Shi, J.X. Tailoring static deformation of frame structures based on a non-parametric shape–size optimization method. Int. J. Solids Struct. 2017, 112, 143–154. [Google Scholar] [CrossRef]
- Zhao, L.Q.; Zhuang, H.C.; Cao, G.X.; Chang, Y.T. Overview of the Application of Hot Forming Technology in Body Parts. Automot. Technol. Mater. 2021, 12, 24–28. [Google Scholar]
- Wang, G.; Dong, M.; Yuan, M.; Ren, J.; Gu, J.; Zhang, X.; Tan, D.; Zhang, Y.; Yao, C.; El-Bahy, Z.M.; et al. Effects of process conditions and nano-fillers on the cell structure and mechanical properties of co-injection molded polypropylene-polyethylene composites. Polymer 2024, 299, 126935. [Google Scholar] [CrossRef]
- Bao, J.-B.; Junior, A.N.; Weng, G.-S.; Wang, J.; Fang, Y.-W.; Hu, G.-H. Tensile and impact properties of microcellular isotactic polypropylene (PP) foams obtained by supercritical carbon dioxide. J. Supercrit. Fluids 2016, 111, 63–73. [Google Scholar] [CrossRef]
- Castiglioni, A.; Castellani, L.; Cuder, G.; Comba, S. Relevant materials parameters in cushioning for EPS foams. Colloids Surf. A Physicochem. Eng. Asp. 2017, 534, 71–77. [Google Scholar] [CrossRef]
- Zhang, R.Z.; Zhang, L.M.; Zhang, J. Compressive Response of PMMA Microcellular Foams at Low and High Strain Rates. J. Appl. Polym. Sci. 2017, 135, 46044. [Google Scholar] [CrossRef]
- Sun, X.; Kharbas, H.; Peng, J.; Turng, L.-S. A novel method of producing lightweight microcellular injection molded parts with improved ductility and toughness. Polymer 2015, 56, 102–110. [Google Scholar] [CrossRef]
- Yuan, M.; Song, Q.; Turng, L.S. Spatial orientation of nanoclay and crystallite in microcellular injection molded polyamide-6 nanocomposites. Polym. Eng. Sci. 2007, 47, 765–779. [Google Scholar] [CrossRef]
- Kwag, C.; Manke, C.W.; Gulari, E. Effects of dissolved gas on viscoelastic scaling and glass transition temperature of polystyrene melts. Ind. Eng. Chem. Res. 2001, 40, 3048–3052. [Google Scholar] [CrossRef]
- Chen, S.C.; Jong, W.R.; Chang, Y.J.; Chang, J.A.; Cin, J.C. Rapid mold temperature variation for assisting the micro injection of high aspect ratio micro-feature parts using induction heating technology. J. Micromech. Microeng. 2006, 16, 1783–1791. [Google Scholar] [CrossRef]
- Lee, J.; Turng, L.S. Improving surface quality of microcellular injection molded parts through mold surface temperature manipulation with thin film insulation. Polym. Eng. Sci. 2010, 50, 1281–1289. [Google Scholar] [CrossRef]
- Yoon, J.D.; Hong, S.K.; Kim, J.H.; Cha, S.W. A mold surface treatment for improving surface finish of injection molded microcellular parts. Cell. Polym. 2004, 23, 39–47. [Google Scholar] [CrossRef]
- Turng, L.S.; Kharbas, H. Development of a Hybrid Solid-Microcellular Co-injection Molding Process. Int. Polym. Process. J. Polym. Process. Soc. 2013, 19, 77–86. [Google Scholar] [CrossRef]
- Morehouse, D.S.; Tetreault, R.J. Expansible Thermoplastic Polymer Particles Containing Volatile Fluid Foaming Agent and Method of Foaming the Same. U.S. Patent 3,615,972, 26 October 1971. [Google Scholar]
- Peng, J.; Srithep, Y.; Wang, J.; Yu, E.; Turng, L.S.; Peng, X.F. Comparisons of microcellular polylactic acid parts injection molded with supercritical nitrogen and expandable thermoplastic microspheres: Surface roughness, tensile properties, and morphology. J. Cell. Plast. 2013, 49, 33–45. [Google Scholar] [CrossRef]
- ASTM D638-08; Standard Test Method for Tensile Properties of Plastics. American Society for Testing and Materials: West Conshohocken, PA, USA, 2008.
- Gu, X.; Zhou, M.; Wang, Y.; Zhang, J. Influence of annealing on the morphology and mechanical properties of iPP/HDPE blend with tailored oriented crystalline structures. J. Polym. Res. 2019, 26, 194. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, M.; Ibrahim, M.M.; Wu, H.; Wu, Y.; Li, Y.; Mersal, G.A.M.; El Azab, I.H.; El-Bahy, S.M.; Huang, M.; et al. Flexible polystyrene/graphene composites with epsilon-near-zero properties. Adv. Compos. Hybrid Mater. 2022, 5, 1054–1066. [Google Scholar] [CrossRef]
- ASTM D256; Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics. American Society for Testing and Materials: West Conshohocken, PA, USA, 2018.
- Kawaguchi, Y.; Itamura, Y.; Onimura, K.; Oishi, T. Effects of the chemical structure on the heat resistance of thermoplastic expandable microspheres. J. Appl. Polym. Sci. 2005, 96, 1306–1312. [Google Scholar] [CrossRef]
- Jonsson, M.; Nordin, O.; Kron, A.L.; Malmström, E. Influence of crosslinking on the characteristics of thermally expandable microspheres expanding at high temperature. J. Appl. Polym. Sci. 2010, 118, 1219–1229. [Google Scholar] [CrossRef]
- Gómez-Gómez, F.J.; Arencon, D.; Sánchez-Soto, M.Á.; Martinez, A.B. Influence of the injection moulding parameters on the microstructure and thermal properties of microcellular polyethylene terephthalate glycol foams. J. Cell. Plast. 2013, 49, 47–63. [Google Scholar] [CrossRef]
- Saiz-Arroyo, C.; Rodríguez-Pérez Miguel, A.; Tirado, J.; López-Gil, A.; de Saja, J.A. Structure–property relationships of medium-density polypropylene foams. Polym. Int. 2013, 62, 1324–1333. [Google Scholar] [CrossRef]
- Fujino, M.; Taniguchi, T.; Kawaguchi, Y.; Ohshima, M. Mathematical models and numerical simulations of a thermally expandable microballoon for plastic foaming. Chem. Eng. Sci. 2013, 104, 220–227. [Google Scholar] [CrossRef]
- Rachtanapun, P.; Selke, S.E.M.; Matuana, L.M. Relationship between cell morphology and impact strength of microcellular foamed high-density polyethylene/polypropylene blends. Polym. Eng. Sci. 2004, 44, 1551–1560. [Google Scholar] [CrossRef]
- Peng, J.; Yu, E.; Sun, X.; Turng, L.-S.; Peng, X.-F. Study of microcellular injection molding with expandable thermoplastic microsphere. Int. Polym. Process. 2011, 26, 249–255. [Google Scholar] [CrossRef]






| Sample | Nozzle Temperature/°C | Zone 3/°C | Zone 2/°C | Zone 1/°C | Injection Time/s | Content of TMEs/% | Mold Temperature/°C | Injection Pressure/bar | Holding Pressure/bar | Injection Speed/cm3·s−1 | Cooling Time/s |
|---|---|---|---|---|---|---|---|---|---|---|---|
| UF-HDPE | 210 | 180 | 170 | 160 | 4.0 | 0 | 60 | 60 | 20 | 10 | 45 |
| F-HDPE-1 | 190 | 4.0 | 1.5 | 0 | 60 | ||||||
| F-HDPE-2 | 190 | 3.6 | 1.5 | ||||||||
| F-HDPE-3 | 190 | 3.2 | 1.5 | ||||||||
| F-HDPE-4 | 190 | 2.8 | 1.5 | ||||||||
| F-HDPE-5 | 190 | 2.0 | 1.5 | ||||||||
| F-HDPE-6 | 200 | 2.0 | 1.5 | ||||||||
| F-HDPE-7 | 210 | 2.0 | 1.5 | ||||||||
| F-HDPE-8 | 220 | 2.0 | 1.5 | ||||||||
| F-HDPE-9 | 210 | 1.0 | 3.0 | ||||||||
| F-HDPE-10 | 210 | 1.0 | 4.5 |
| Sample | Young’s Modulus/MPa | Ultimate Tensile Strength/MPa | Strain at Break/% | Sample Density/g·cm−3 | Density Reduction/% |
|---|---|---|---|---|---|
| F-HDPE-1 | 1202.9 ± 65.2 | 22.5 ± 1.9 | 28.54 ± 1.99 | 0.9451 ± 0.0091 | 0.16 |
| F-HDPE-2 | 1142.0 ± 43.1 | 22.4 ± 1.8 | 27.85 ± 1.97 | 0.9422 ± 0.0047 | 0.46 |
| F-HDPE-3 | 1106.0 ± 50.5 | 22.3 ± 0.5 | 26.48 ± 1.08 | 0.9363 ± 0.0092 | 1.09 |
| F-HDPE-4 | 1038.3 ± 64.8 | 21.9 ± 1.2 | 24.13 ± 1.64 | 0.9209 ± 0.0028 | 2.71 |
| F-HDPE-5 | 935.3 ± 76.2 | 21.2 ± 0.8 | 23.03 ± 1.72 | 0.9066 ± 0.0012 | 4.23 |
| Sample | Cell Diameter (μm) | Cell Density (Cells·cm−3) |
|---|---|---|
| F-HDPE-5 | 59.53 | 1.80 × 109 |
| F-HDPE-6 | 70.42 | 5.32 × 108 |
| F-HDPE-7 | 89.72 | 4.39 × 108 |
| F-HDPE-8 | 127.44 | 3.85 × 108 |
| F-HDPE-9 | 87.43 | 6.01 × 108 |
| F-HDPE-10 | 76.70 | 6.78 × 108 |
| Young’s Modulus/MPa | Ultimate Tensile Strength/MPa | Strain at Break/% | Sample Density/g·cm−3 | Density Reduction/% | |
|---|---|---|---|---|---|
| F-HDPE-5 | 935.3 ± 76.2 | 21.2 ± 0.8 | 23.03 ± 1.72 | 0.9066 ± 0.0012 | 4.23 |
| F-HDPE-6 | 1089.5 ± 83.6 | 21.7 ± 0.7 | 25.40 ± 1.92 | 0.8984 ± 0.0008 | 5.09 |
| F-HDPE-7 | 1172.3 ± 67.0 | 22.6 ± 0.2 | 39.45 ± 1.77 | 0.8922 ± 0.0018 | 5.75 |
| F-HDPE-8 | 944.7 ± 53.7 | 19.4 ± 0.3 | 37.06 ± 1.76 | 0.8813 ± 0.0012 | 6.90 |
| Young’s Modulus/MPa | Ultimate Tensile Strength/MPa | Strain at Break/% | Density/g·cm−3 | |||||
|---|---|---|---|---|---|---|---|---|
| Reduction | Reduction | Reduction | Reduction | |||||
| UF-HDPE | 1330.1 ± 69.2 | 22.8 ± 1.3 | 37.06 ± 1.12 | 0.9466 ± 0.0023 | ||||
| F-HDPE-7 | 1172.3 ± 67.0 | −11.87% | 22.6 ± 0.2 | −0.91% | 39.45 ± 1.27 | 6.45% | 0.8922 ± 0.0018 | −5.75% |
| F-HDPE-9 | 910.7 ± 58.8 | −31.54% | 19.0 ± 1.3 | −16.95% | 40.87 ± 1.43 | 10.28% | 0.7952 ± 0.0020 | −15.99% |
| F-HDPE-10 | 839.1 ± 15.6 | −36.92% | 15.8 ± 0.2 | −30.97% | 41.39 ± 1.25 | 11.69% | 0.7768 ± 0.0070 | −17.94% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, G.-S.; Li, X.-K.; Yang, W.-C. Preparation of Microcellular High-Density Polyethylene with Thermal Expandable Microspheres. Polymers 2025, 17, 1773. https://doi.org/10.3390/polym17131773
Chen G-S, Li X-K, Yang W-C. Preparation of Microcellular High-Density Polyethylene with Thermal Expandable Microspheres. Polymers. 2025; 17(13):1773. https://doi.org/10.3390/polym17131773
Chicago/Turabian StyleChen, Guo-Shun, Xue-Kun Li, and Wei-Cheng Yang. 2025. "Preparation of Microcellular High-Density Polyethylene with Thermal Expandable Microspheres" Polymers 17, no. 13: 1773. https://doi.org/10.3390/polym17131773
APA StyleChen, G.-S., Li, X.-K., & Yang, W.-C. (2025). Preparation of Microcellular High-Density Polyethylene with Thermal Expandable Microspheres. Polymers, 17(13), 1773. https://doi.org/10.3390/polym17131773