
Improvement of Bonding Strength Between Polyphenylene Sulfide/Glass Fiber Composites and Epoxy via Atmospheric-Pressure Plasma Surface Treatment



Abstract
1. Introduction
2. Materials and Methods
2.1. Preparation of PPS/GF Composites
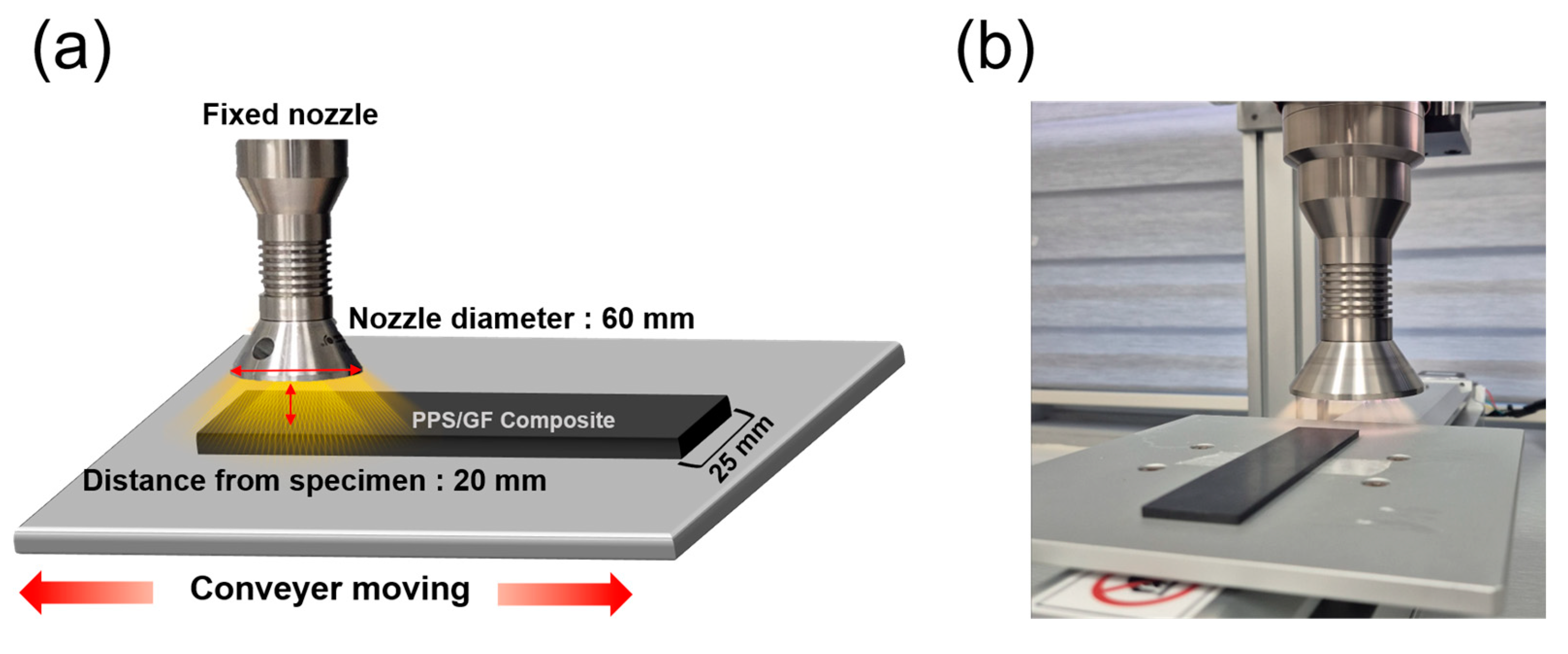
2.2. Atmospheric-Pressure Plasma Surface Treatment
2.3. Characterization
2.3.1. Structural Analysis
2.3.2. Morphological Analysis
2.3.3. Wettability Analysis
2.3.4. Single-Lap Shear Testing
3. Results
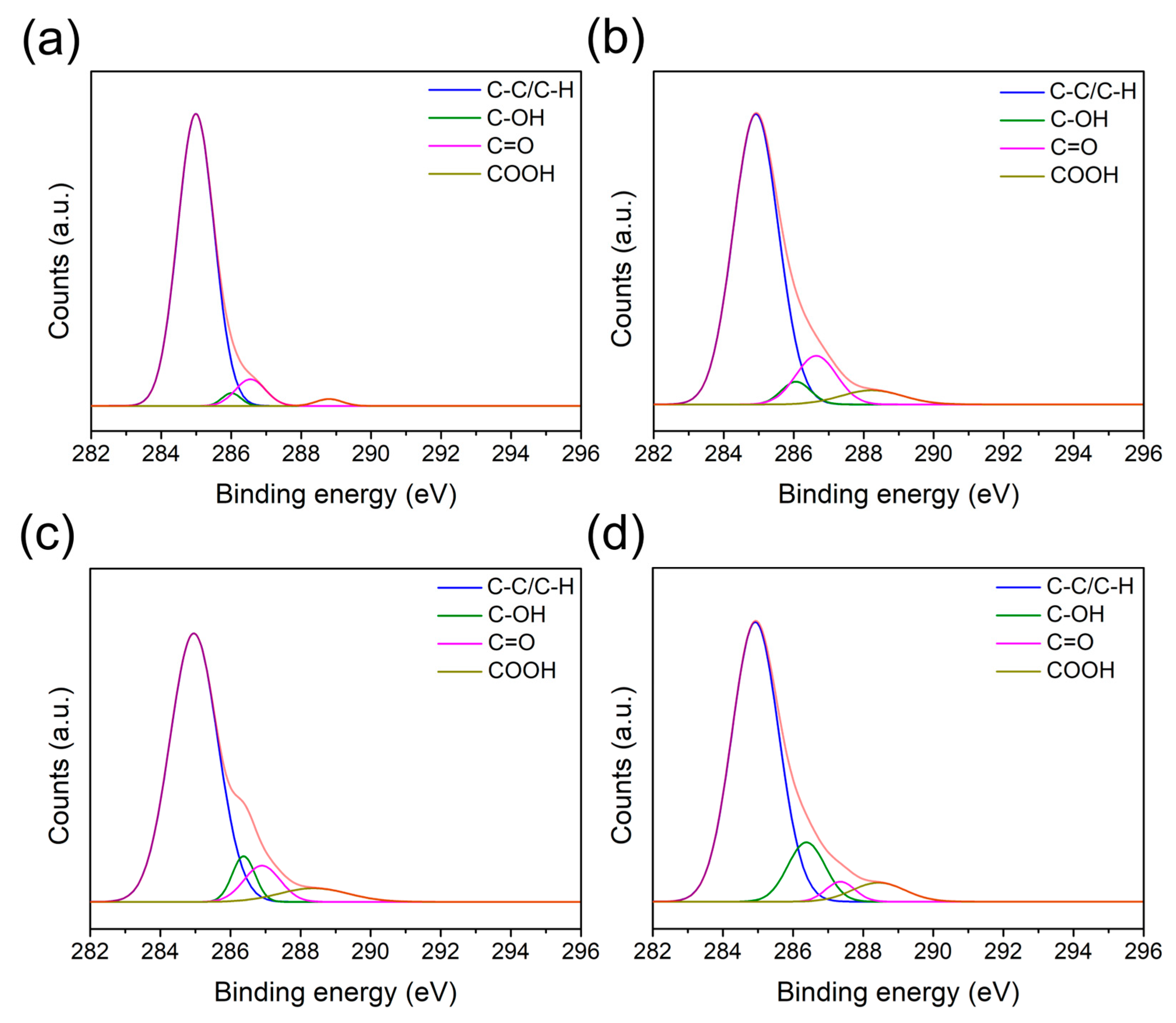
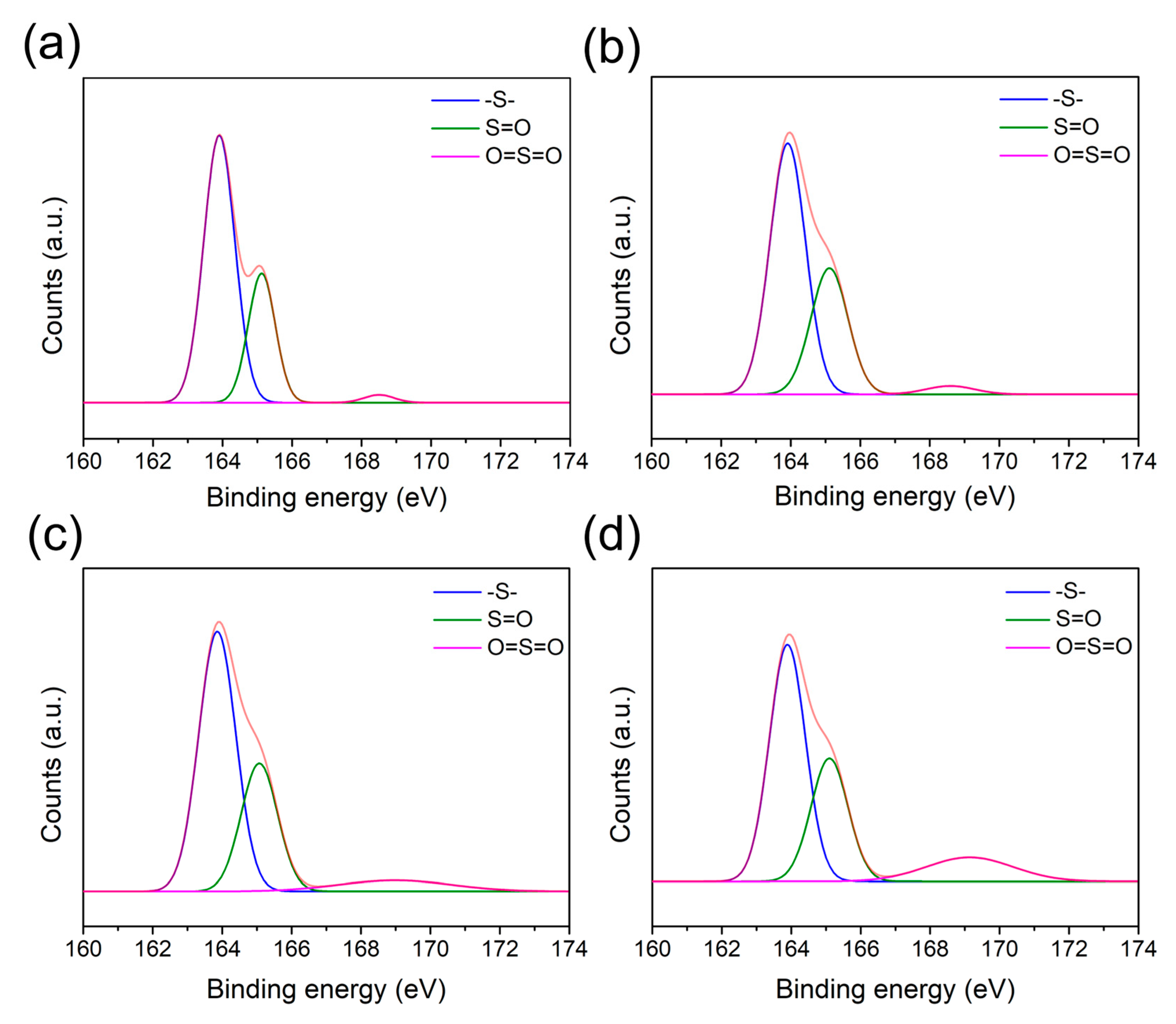
3.1. Structural Analysis of PPS/GF Composites
3.2. Morphology of PPS/GF Composites
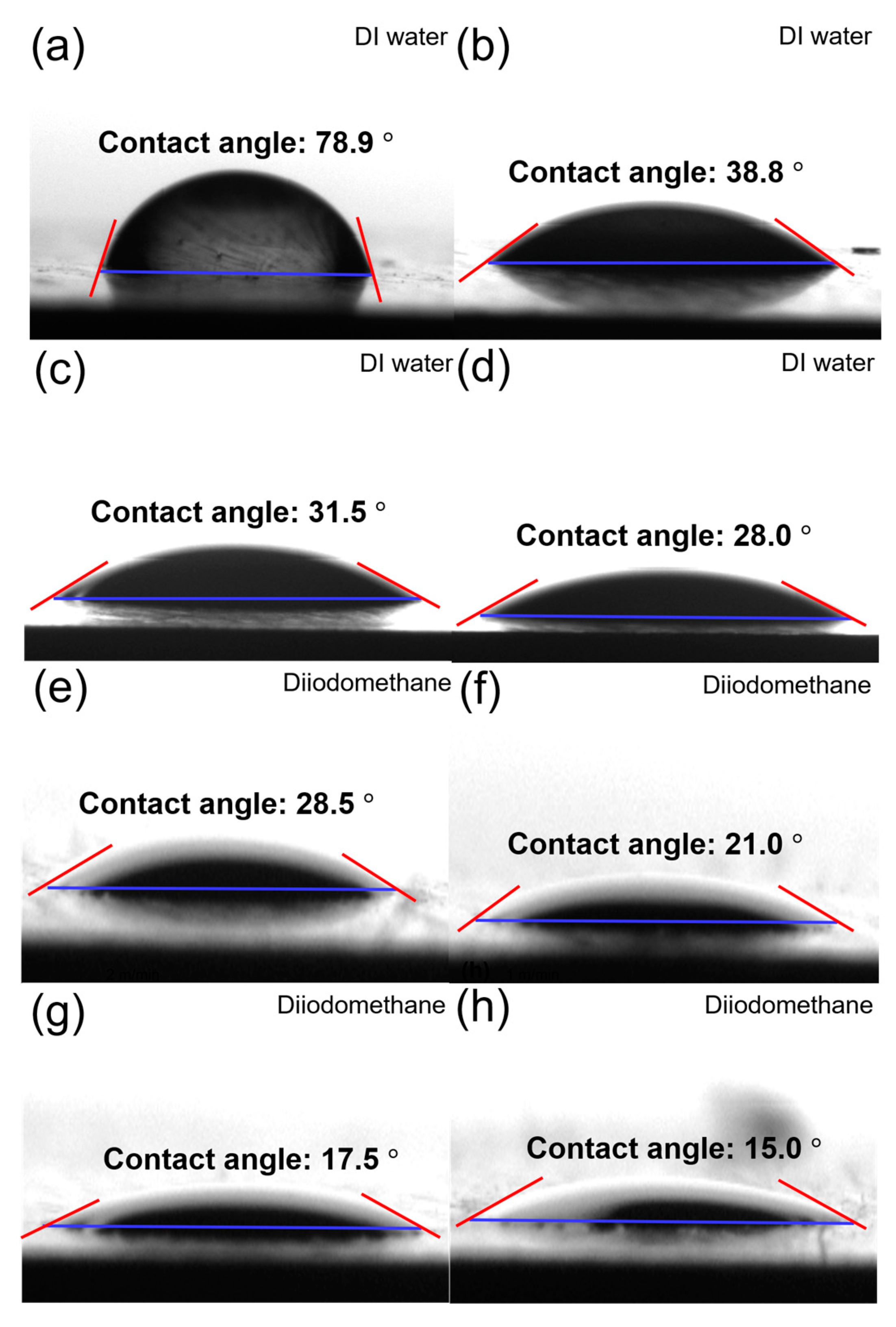
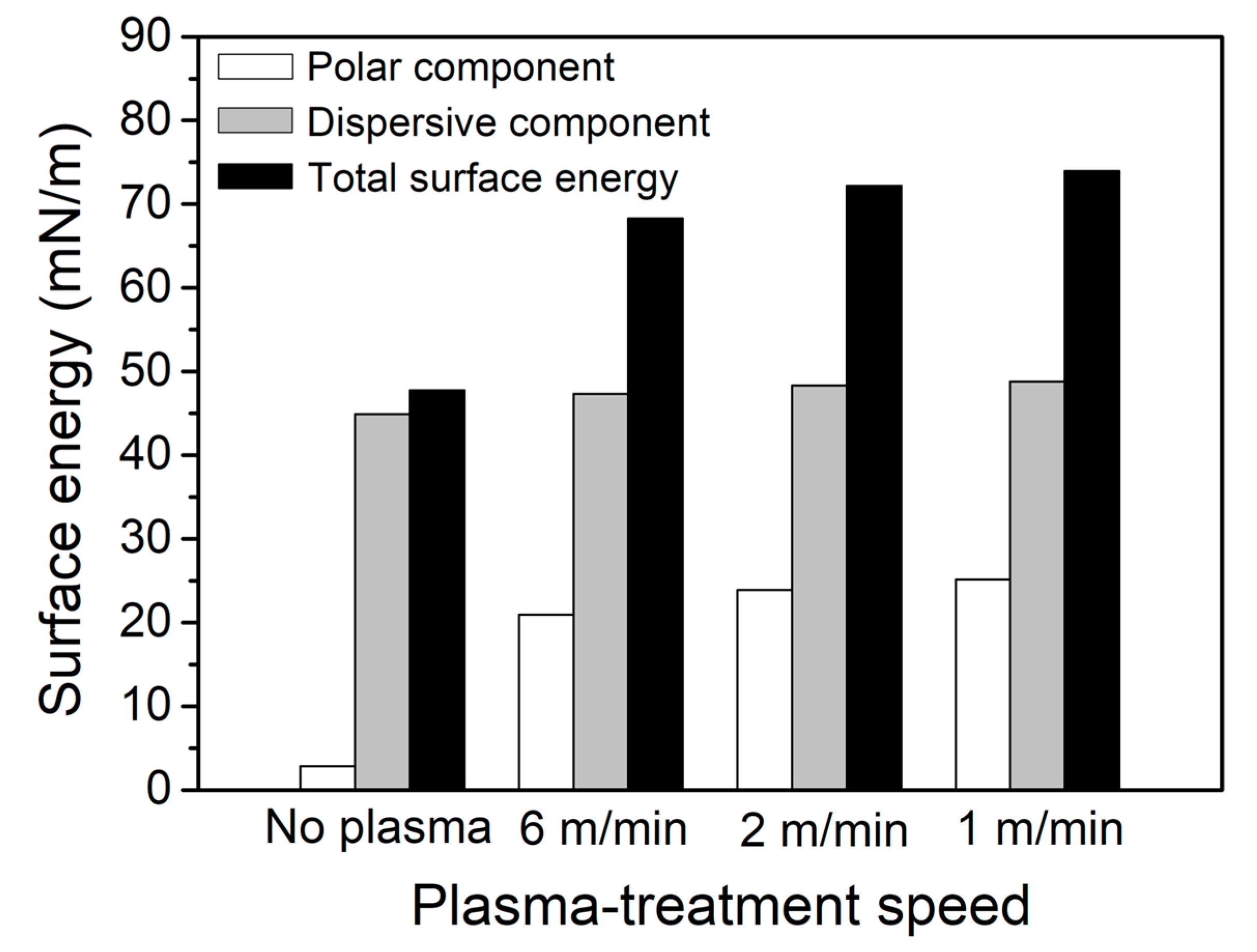
3.3. Wettability Analysis of PPS/GF Composites
3.4. Adhesive Behavior of PPS/GF Composites
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, G.; Mohanty, A.K.; Misra, M. Progress in research and applications of Polyphenylene Sulfide blends and composites with carbons. Compos. B Eng. 2021, 209, 108553. [Google Scholar] [CrossRef]
- Zhao, L.; Yu, Y.; Huang, H.; Yin, X.; Peng, J.; Sun, J.; Huang, L.; Tang, Y.; Wang, L. High-performance polyphenylene sulfide composites with ultra-high content of glass fiber fabrics. Compos. B Eng. 2019, 174, 106790. [Google Scholar] [CrossRef]
- Gao, Y.; Zhou, X.; Zhang, M.; Lyu, L.; Li, Z. Polyphenylene sulfide-based membranes: Recent progress and future perspectives. Membranes 2022, 12, 924. [Google Scholar] [CrossRef] [PubMed]
- Xian, G.; Zhou, P.; Li, C.; Dong, S.; Du, H.; Tian, J.; Guo, R.; Peng, Z.; Zhang, Z.; He, T. Mechanical properties evaluation of glass fiber reinforced thermoplastic composite plate under combined bending loading and water immersion. Constr. Build. Mater. 2024, 440, 137470. [Google Scholar] [CrossRef]
- Li, W.; Yang, J.; Liu, X. Long carbon fibers reinforced rigid polyurethane composites: An investigation in strength and toughness. Fibers Polymers 2020, 21, 1605–1610. [Google Scholar] [CrossRef]
- Shao, L.; Huang, J.; Feng, X.; Sun, Z.; Qiu, Y.; Tian, W.; Zhu, C. Study on preparation and properties of glass fibre fabric reinforced polyphenylene sulphide composites. Materials 2022, 15, 9036. [Google Scholar] [CrossRef]
- Sun, Z.; Sun, L.; Zhu, C.; Tian, W.; Shao, L.; Feng, X.; Huang, K. Effect of polyphenylene sulphide particles and films on the properties of polyphenylene sulphide composites. Materials 2022, 15, 7616. [Google Scholar] [CrossRef]
- Batista, N.L.; Anagnostopoulos, K.; Botelho, E.C.; Kim, H. Influence of crystallinity on interlaminar fracture toughness and impact properties of polyphenylene sulfide/carbon fiber laminates. Eng. Fail. Anal. 2021, 119, 104976. [Google Scholar] [CrossRef]
- Hong, S.; Cho, B. Effect of Cooling Temperature on Crystalline Behavior of Polyphenylene Sulfide/Glass Fiber Composites. Polymers 2023, 15, 3179. [Google Scholar] [CrossRef]
- Yu, L.; Wang, K.; Guan, Y.; Liu, Z.; Sun, M.; Zhao, Y. Effect of carbon fiber surface properties on carbon fiber/polyphenylene sulfide composite interfacial property. Polym. Compos. 2023, 44, 2005–2015. [Google Scholar] [CrossRef]
- Astrouski, I.; Kudelova, T.; Kalivoda, J.; Raudensky, M. Shear strength of adhesive bonding of plastics intended for high temperature plastic radiators. Processes 2022, 10, 806. [Google Scholar] [CrossRef]
- Aydemir, C.; Altay, B.N.; Akyol, M. Surface analysis of polymer films for wettability and ink adhesion. Color Res. Appl. 2021, 46, 489–499. [Google Scholar] [CrossRef]
- Gupta, U.S.; Dhamarikar, M.; Dharkar, A.; Chaturvedi, S.; Kumrawat, A.; Giri, N.; Tiwari, S.; Namdeo, R. Plasma modification of natural fiber: A review. Mater. Today Proc. 2021, 43, 451–457. [Google Scholar] [CrossRef]
- Mrsic, I.; Baeuerle, T.; Ulitzsch, S.; Lorenz, G.; Rebner, K.; Kandelbauer, A.; Chasse, T. Oxygen plasma surface treatment of polymer films—Pellethane 55DE and EPR-g-VTMS. Appl. Surf. Sci. 2021, 536, 147782. [Google Scholar] [CrossRef]
- Tutunchi, A.; Ghodrati, T.; Tabrizi, A.T.; Osouli-Bostanabad, K. Enhancing the mechanical properties of CF-reinforced epoxy composites through chemically surface modification of carbon fibers via novel two-step approach by addition of epichlorohydrin. Funct. Compos. Struct. 2024, 6, 035005. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Shazleen, S.S.; Aisyah, H.A.; Asyraf, M.R.M.; Sabaruddin, F.A.; Mohidem, N.A.; Norrrahim, M.N.F.; Kamarudin, S.H.; Ilyas, R.A.; Ishak, M.R. Effect of silane treatments on mechanical performance of kenaf fibre reinforced polymer composites: A review. Fuct. Compos. Struct. 2021, 3, 045003. [Google Scholar] [CrossRef]
- Hwang, M.-Y.; Kang, L.-H.; Huh, M. Application of laser surface treatment technique for adhesive bonding of carbon fiber reinforced composites. Compos. Res. 2020, 33, 371–376. [Google Scholar] [CrossRef]
- Du, H.; Xian, G.; Tian, J.; Ma, Z. Effect of fiber surface treatment with silane coupling agents and carbon nanotubes on mechanical properties of carbon fiber reinforced polyamide 6 composites. Polym. Compos. 2024, 46, 1267–1283. [Google Scholar] [CrossRef]
- Domonkos, M.; Tichá, P.; Trejbal, J.; Demo, P. Applications of cold atmospheric pressure plasma technology in medicine, agriculture and food industry. Appl. Sci. 2021, 11, 4809. [Google Scholar] [CrossRef]
- Ghobeira, R.; Tabaei, P.S.E.; Morent, R.; De Geyter, N. Chemical characterization of plasma-activated polymeric surfaces via XPS analyses: A review. Surf. Interfaces 2022, 31, 102087. [Google Scholar] [CrossRef]
- Turkoglu Sasmazel, H.; Alazzawi, M.; Kadim Abid Alsahib, N. Atmospheric pressure plasma surface treatment of polymers and influence on cell cultivation. Molecules 2021, 26, 1665. [Google Scholar] [CrossRef]
- Cho, B.; Hwang, S.; Park, M.; Park, J.K.; Park, Y.; Chae, H.G. The effects of plasma surface treatment on the mechanical properties of polycarbonate/carbon nanotube/carbon fiber composites. Compos. B Eng. 2019, 160, 436–445. [Google Scholar] [CrossRef]
- Mohammed, M.; Rahman, R.; Mohammed, A.M.; Adam, T.; Betar, B.O.; Osman, A.F.; Dahham, O.S. Surface treatment to improve water repellence and compatibility of natural fiber with polymer matrix: Recent advancement. Polym. Test. 2022, 115, 107707. [Google Scholar] [CrossRef]
- Kodaira, F.V.P.; Almeida, A.C.P.L.; Tavares, T.F.; Quade, A.; Hein, L.R.O.; Kostov, K.G. Study of a conical plasma jet with a cloth-covered nozzle for polymer treatment. Polymers 2023, 15, 3344. [Google Scholar] [CrossRef]
- Zhou, H.; Wang, F.; Wang, Y.; Li, C.; Shi, C.; Liu, Y.; Ling, Z. Study on contact angles and surface energy of MXene films. RSC Adv. 2021, 11, 5512–5520. [Google Scholar] [CrossRef] [PubMed]
- ISO 4587:2003; Adhesives—Determination of Tensile Lap-Shear Strength of Rigid-to-Rigid Bonded Assemblies. ISO: Geneva, Switzerland, 2003.
- Zhang, S.; Huang, G.; Wang, X.; Huang, Y.; Yang, J.; Li, G. Effect of air plasma treatment on the mechanical properties of polyphenylene sulfide/glass fiber cloth composites. J. Reinf. Plast. Compos. 2013, 32, 786–793. [Google Scholar] [CrossRef]
- Cvelbar, U.; Mozetič, M.; Junkar, I.; Vesel, A.; Kovač, J.; Drenik, A.; Vrlinič, T.; Hauptman, N.; Klanjšek-Gunde, M.; Markoli, B. Oxygen plasma functionalization of poly (p-phenilene sulphide). Appl. Surf. Sci. 2007, 253, 8669–8673. [Google Scholar] [CrossRef]
- Hellgren, N.; Haasch, R.T.; Schmidt, S.; Hultman, L.; Petrov, I. Interpretation of X-ray photoelectron spectra of carbon-nitride thin films: New insights from in situ XPS. Carbon 2016, 108, 242–252. [Google Scholar] [CrossRef]
- de Castro, E.M.; Bozorgmehrian, F.; Carrola, M.; Koerner, H.; Samouei, H.; Asadi, A. Sulfur-Driven Reactive Processing of Multiscale Graphene/Carbon Fiber-Polyether Ether Ketone (PEEK) Composites with Tailored Crystallinity and Enhanced Mechanical Performance. Compos. B Eng. 2025, 295, 112180. [Google Scholar] [CrossRef]
- Batista, N.L.; de Faria, M.C.M.; Iha, K.; de Oliveira, P.C.; Botelho, E.C. Influence of water immersion and ultraviolet weathering on mechanical and viscoelastic properties of polyphenylene sulfide–carbon fiber composites. J. Thermoplast. Compos. Mater. 2015, 28, 340–356. [Google Scholar] [CrossRef]
- Li, Q.; Qin, Y.; Ren, S. Structural characterization analysis and macromolecular model construction of coal from Qinggangping coal mine. Sci. Rep. 2023, 13, 14365. [Google Scholar] [CrossRef] [PubMed]
- Liber-Kneć, A.; Łagan, S. Surface testing of dental biomaterials—Determination of contact angle and surface free energy. Materials 2021, 14, 2716. [Google Scholar] [CrossRef] [PubMed]
- Primc, G.; Mozetič, M. Surface modification of polymers by plasma treatment for appropriate adhesion of coatings. Materials 2024, 17, 1494. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Liquid | (mN/m) | (mN/m) | (mN/m) |
|---|---|---|---|
| DI water | 72.8 | 51.0 | 21.8 |
| Diiodomethane | 50.8 | 50.8 | 0 |
| Plasma-Treatment Speed | Surface Elements (at.%) | |||
|---|---|---|---|---|
| C | O | S | O/C | |
| No plasma | 86.51 | 11.73 | 1.04 | 13.55 |
| 6 m/min | 73.32 | 18.93 | 5.61 | 25.82 |
| 2 m/min | 72.13 | 20.25 | 5.48 | 28.08 |
| 1 m/min | 75.38 | 20.49 | 2.11 | 27.18 |
| Plasma-Treatment Speed | Carbon Bonds (at.%) | |||
|---|---|---|---|---|
| C–C/C–H | C–OH | C=O | COOH | |
| No plasma | 89.67 | 2.05 | 6.74 | 1.53 |
| 6 m/min | 78.85 | 4.02 | 11.91 | 5.22 |
| 2 m/min | 79.57 | 6.48 | 8.11 | 5.83 |
| 1 m/min | 77.45 | 13.14 | 3.46 | 5.93 |
| Plasma-Treatment Speed | Sulfur Bonds (at.%) | ||
|---|---|---|---|
| S=O | O=S=O | ||
| No plasma | 68.99 | 29.09 | 1.91 |
| 6 m/min | 63.83 | 33.29 | 2.86 |
| 2 m/min | 62.11 | 30.01 | 7.86 |
| 1 m/min | 56.28 | 30.07 | 13.64 |
| Wavenumber (cm–1) | Assignment |
|---|---|
| 3433–4000 | O–H stretching of alcohol |
| 3190–3417 | O–H, N–H stretching |
| 2750–3086 | O–H stretching of hydroxyl group |
| 1751 | C=O stretching of carboxylic acid |
| 1682 | C=O stretching of conjugated aldehyde |
| 1631 | N–H bending of amine |
| 1516 | C=C stretching of aromatic ring |
| 1470 | C–H (in-plane) bending of aromatic ring |
| 1240, 1087 | S=O stretching of sulfone |
| 1006 | S=O stretching of sulfoxide |
| 875, 817 | C–H (out-of-plane) bending of aromatic ring |
| 702 | C–S–C stretching of PPS |
| Plasma-Treatment Speed | (mN/m) | (mN/m) | |
|---|---|---|---|
| No plasma | 44.9 | 2.8 | 47.7 |
| 6 m/min | 47.3 | 20.9 | 68.2 |
| 2 m/min | 48.3 | 23.9 | 72.2 |
| 1 m/min | 48.8 | 25.2 | 74.0 |
| Plasma-Treatment Speed | Bonding Strength (MPa) | Elastic Modulus (MPa) | Failure Mode |
|---|---|---|---|
| No plasma | 3.76 ± 0.09 | 113.76 ± 6.80 | Partially adhesive |
| 6 m/min | 3.93 ± 0.06 | 146.52 ± 5.62 | Partially adhesive |
| 2 m/min | 4.24 ± 0.11 | 156.51 ± 7.88 | Stock-break |
| 1 m/min | 4.69 ± 0.10 | 170.60 ± 4.21 | Stock-break |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Do, H.-G.; Lee, P.-C.; Cho, B.-G. Improvement of Bonding Strength Between Polyphenylene Sulfide/Glass Fiber Composites and Epoxy via Atmospheric-Pressure Plasma Surface Treatment. Polymers 2025, 17, 1344. https://doi.org/10.3390/polym17101344
Do H-G, Lee P-C, Cho B-G. Improvement of Bonding Strength Between Polyphenylene Sulfide/Glass Fiber Composites and Epoxy via Atmospheric-Pressure Plasma Surface Treatment. Polymers. 2025; 17(10):1344. https://doi.org/10.3390/polym17101344
Chicago/Turabian StyleDo, Hwan-Gi, Pyoung-Chan Lee, and Beom-Gon Cho. 2025. "Improvement of Bonding Strength Between Polyphenylene Sulfide/Glass Fiber Composites and Epoxy via Atmospheric-Pressure Plasma Surface Treatment" Polymers 17, no. 10: 1344. https://doi.org/10.3390/polym17101344
APA StyleDo, H.-G., Lee, P.-C., & Cho, B.-G. (2025). Improvement of Bonding Strength Between Polyphenylene Sulfide/Glass Fiber Composites and Epoxy via Atmospheric-Pressure Plasma Surface Treatment. Polymers, 17(10), 1344. https://doi.org/10.3390/polym17101344