
Impact of Eco-Friendly Plaster Using Epoxy Resin and Epoxy Hardener on Mechanical Properties under Compression and Tension



Abstract
1. Introduction
Background
- -
- Enhanced Strength
- -
- Chemical Resistance
- -
- Adhesion
- -
- Enhanced Durability and Longevity
- -
- Reduced Maintenance Needs
- -
- Resistance to Chemicals and Corrosion
- -
- Lower Carbon Footprint
- -
- Reduced Water Usage
- -
- Recycling Potential
- -
- Versatility in Design
- -
- Reduced Energy Consumption
2. Materials and Methods
2.1. The Mixture Materials
- Epoxy resin: It is made up of reactive chemical intermediate with at least two epoxy or hydroxyl groups. They are encouraged to cross-link, which causes polymerization into hard three-dimensional chemical lattices of varying sorts and regularities [32].
- Epoxy hardener: Polyamides and amidoamine epoxy hardeners are made up of aliphatic chains linked together by amide bonds. This distinct backbone gives toughness to the final thermoset, which translates into observed performance improvements in areas such as impact resistance, crack resistance, and substrate adherence [33].
- BSCO plaster is obtained from Bilateral Specialized Company (BSCO) for Industry Saudi Limited Liability Company. It is a cement-based blended powder that can be applied using a trowel placed in typical thicknesses.
2.2. Mold Type and Dimensions
2.3. Sample Preparation
2.4. Mixing Method
- In the same way, we put the hardener (777.4 g).
- Mix for five to eight minutes until the mixture changes in consistency (mix slowly to obtain the best result of a bubble-free mixture).
- Add the plaster to the mixture slowly while mixing (1000 g).
- After adding the plaster, we continue mixing until the mixture is homogeneous.
- Pour the mixture into the molds, (Cube/cylinder).
- After at least three days, the samples are collected and prepared for testing.
2.5. Compression Test and Tensile Test
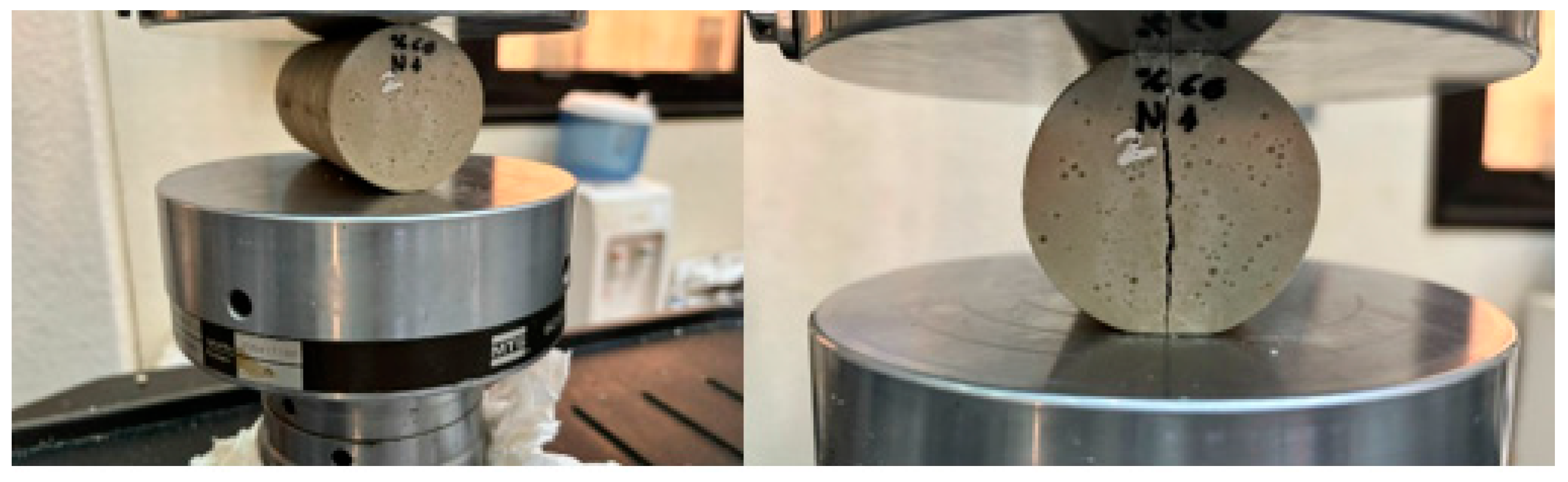
2.5.1. Tensile Test
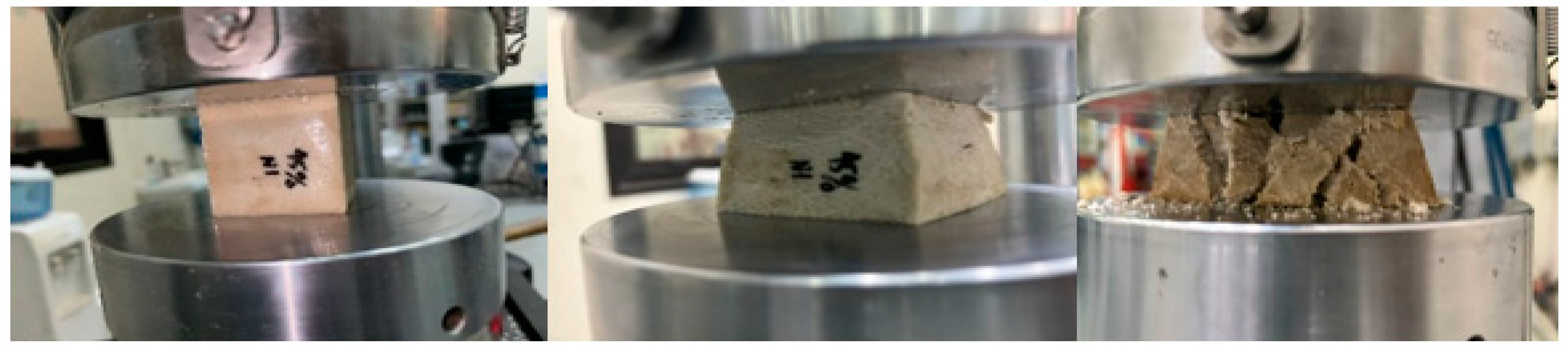
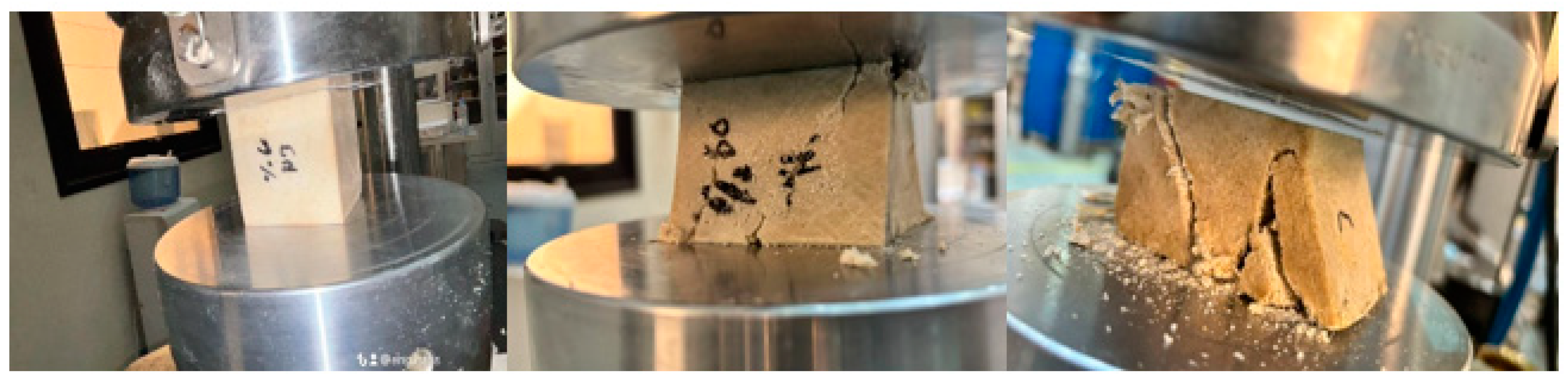
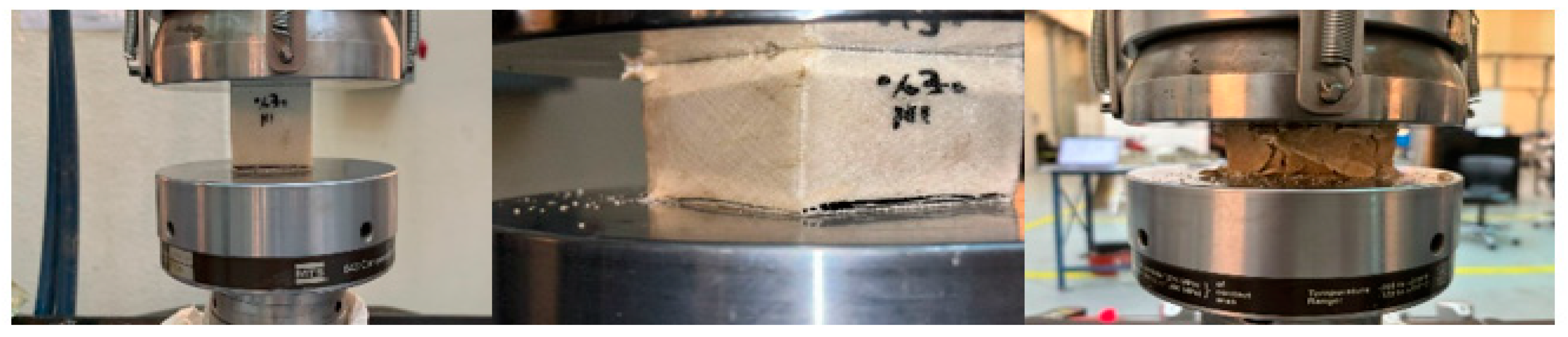
2.5.2. Compression Test
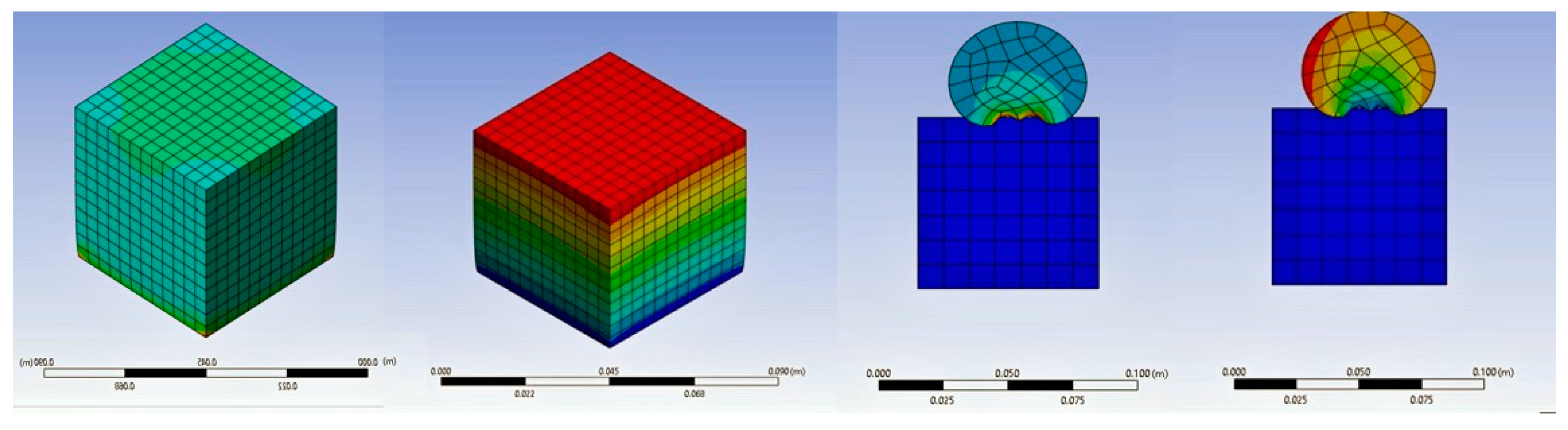
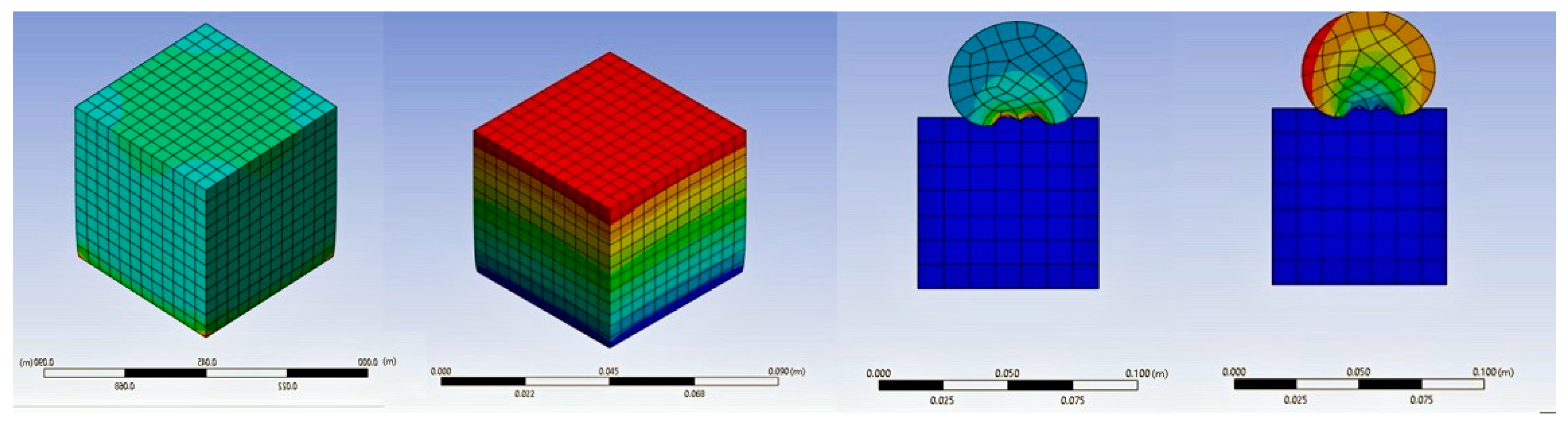
2.6. ANSYS Program
2.7. Emission Test
3. Results and Discussion
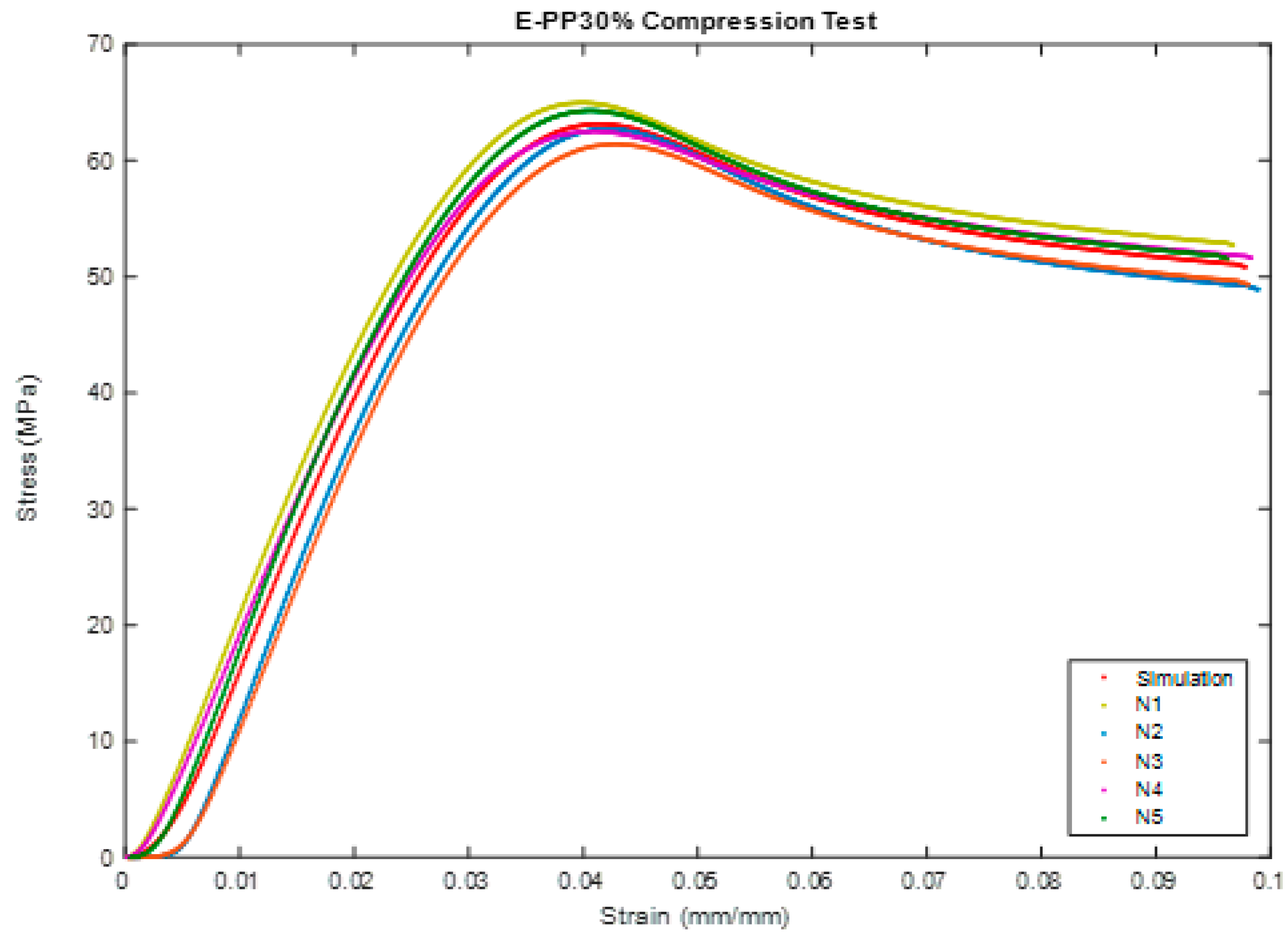
3.1. Compression Stress Results
3.1.1. Simulation Comparison (Ideal)
- (a)
- Modulus of Elasticity (MOE)
- (b)
- Ultimate Tensile Strength (UTS)
- (c)
- Yield Strength
- (d)
- Yield Strain
- (e)
- Modulus of Resilience
- (f)
- Ductility
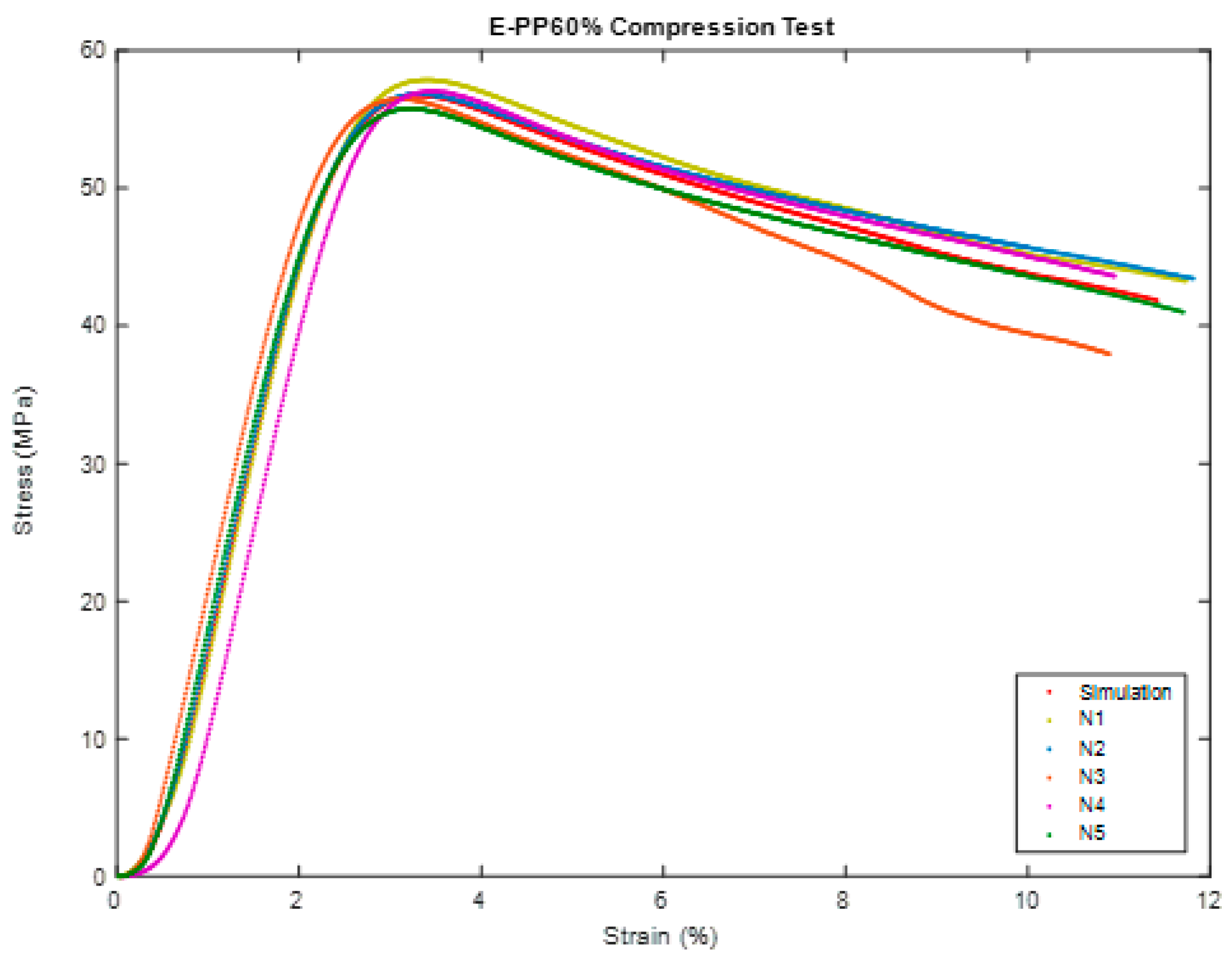
3.1.2. Experimental Comparison
- Modulus of Elasticity: The highest modulus of elasticity (Moe) value of 2987.5 MPa is attributed to N5, which is followed closely by N2 at 2585.5 MPa and N4 at 2521.13 MPa.
- Ultimate Tensile Strength (UTS): The UTS of N2 is the highest (62.71 MPa), followed by N4 (57.87 MPa), and then N5 (55.78 MPa).
- Yield Strength: In order of yield strength, N2 has the highest (54.95 MPa), followed by N5 (55.18 MPa), and then N4 (55.23 MPa).
- Yield Strain: In terms of yield strains, N2 has the highest yield (0.0305 mm), followed by N5 (0.0287 mm), and then N4 (0.0268 mm).
- Modulus of Resilience: As a result, N2 has the highest modulus of resilience (0.837 kJ/m3), followed by N5 (0.793 kJ/m3), and then N4 (0.739 kJ/m3).
- Ductility: The highest level of ductility (11.91) is exhibited by N5, followed by N2 (10.94), and subsequently N4 (10.90).
- Stiffness: N5 exhibits the greatest rigidity (the highest Modulus of Elasticity), while N2 is in close proximity.
- Strength: N2 possesses the highest Ultimate Tensile Strength (UTS) and yield strength.
- Deformability: N2 showcases the highest yield strain, signifying superior deformability.
- Energy Absorption: N2 demonstrates the highest resilience modulus.
- Ductility: N5 emerges as the most ductile, with N2 following closely.
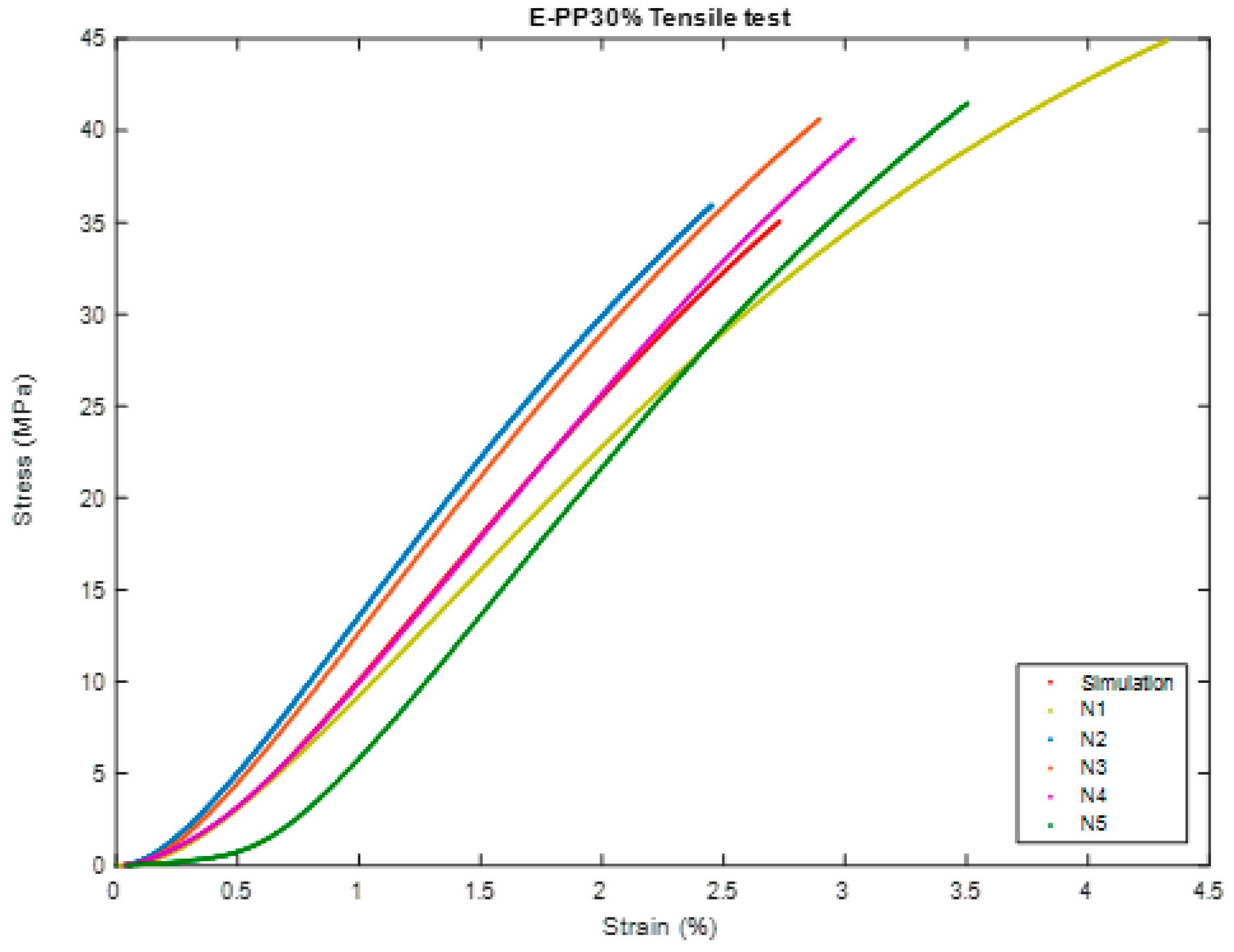
3.2. Tensile Stress Results
3.2.1. Simulation Comparison (Ideal)
- Modulus of Elasticity: 30% has a modulus of elasticity of 1570.27 MPa, indicating high stiffness suitable for applications requiring structural integrity; 45%, with a slightly lower value of 1317.75 MPa, provides a more flexible material, advantageous when elasticity is desired; and 60%, at 1408.46 MPa, strikes a balance between stiffness and flexibility, making it suitable for applications requiring a compromise between the two.
- Ultimate Tensile Strength (UTS): 30% leads with the highest ultimate tensile strength (UTS) at 41.87 MPa, rendering it durable and impervious to fracturing when subjected to tension. The UTS of 45% measures at 34.90 MPa, affording considerable sturdiness. In contrast, 60% possess a UTS of 33.78 MPa, a strength that is comparable to that of 45%. This composition is well suited for applications where an exceptionally elevated tensile strength is not the principal requirement.
- Yield Strength: 30% demonstrates exceptional performance in terms of yield strength, measuring at 39.12 MPa. This attribute is particularly vital in situations that necessitate precise control over deformation. On the other hand, 45% exhibits a yield strength of 29.81 MPa, showcasing commendable resistance to plastic deformation. This characteristic renders it appropriate for applications that require a delicate balance between strength and deformation. Lastly, 60% boasts a yield strength of 28.25 MPa, providing ample robustness for applications that deem moderate yield strength acceptable.
- Yield Strain: 30% exhibit a yield strain of 0.0293 mm, which provides a moderate capacity for deformation prior to plastic deformation; 45%, possessing a yield strain slightly lower at 0.0268 mm, presents an advantage in scenarios where minimal deformation is preferred; and 60%, showcasing a yield strain of 0.0263 mm, achieves a compromise between the deformation capabilities of 30% and 45%.
- Modulus of Resilience: 30% demonstrates superior performance in terms of modulus of resilience at 0.5788 kJ/m3, which is of utmost importance in applications that necessitate the ability to absorb and recover elastic energy. At 45%, possessing a value of 0.4002 kJ/m3, it showcases commendable energy absorption capabilities, rendering it suitable for applications that require a balance between elasticity and energy absorption. With a value of 0.3727 kJ/m3, 60% offers reasonable energy absorption while still maintaining flexibility, thus making it appropriate for applications that demand controlled energy dissipation.
- Ductility: 30%, possessing a ductility value of 3.85, presents a moderate level of ductility that is well suited for the purpose of controlled deformation. With a slightly elevated value of 3.98, 45% is deemed appropriate for applications wherein a certain degree of deformation is considered acceptable. The leading position in terms of ductility is held by 60%, which boasts a value of 4.26, rendering it an exceptional choice for applications necessitating a significant capacity for deformation without experiencing failure.
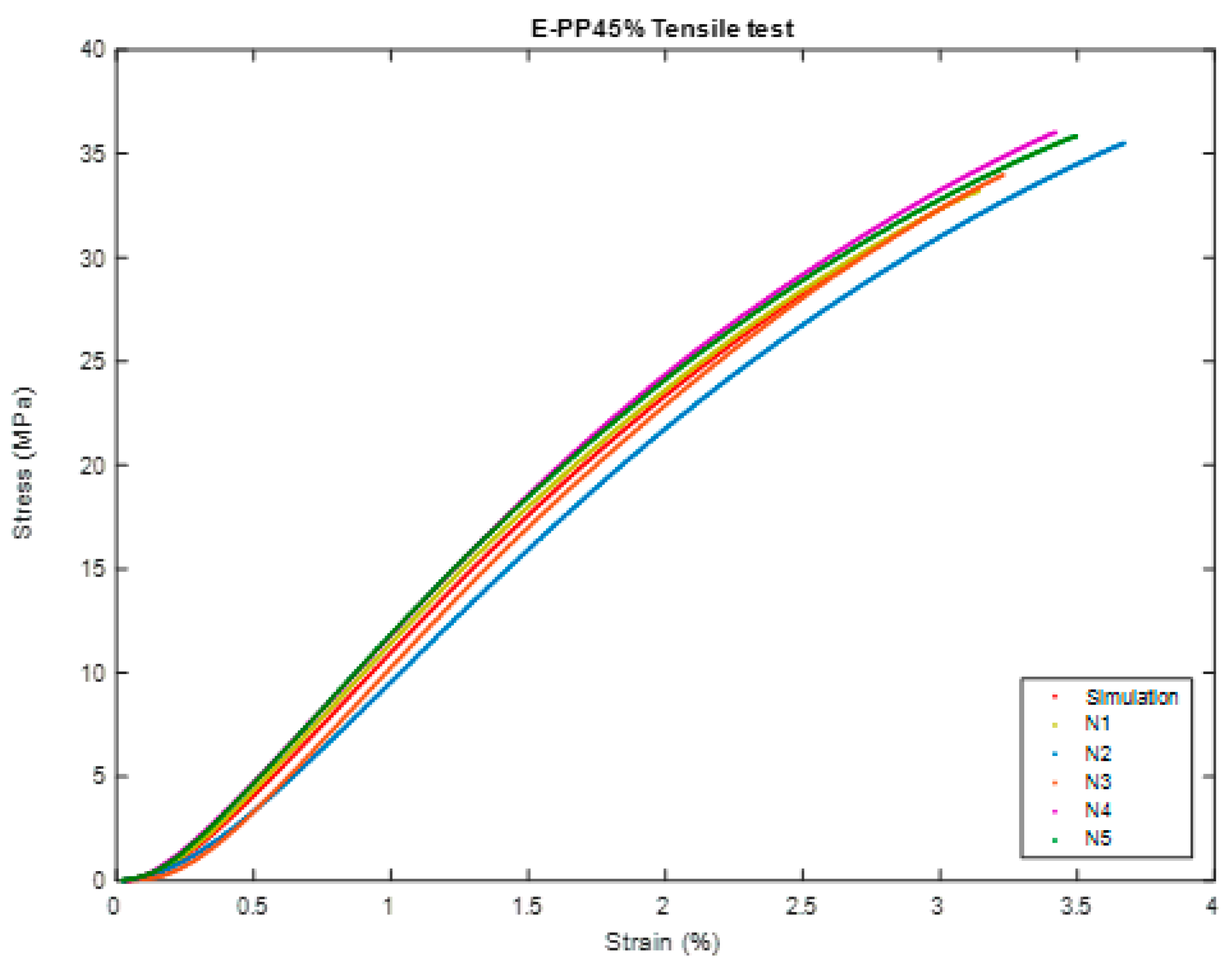
3.2.2. Experimental Comparison
- Modulus of elasticity is an indicator of a material’s stiffness and its resistance to deformation when subjected to an applied load. Among the compared materials, N4 demonstrates the highest modulus at 1671.74 MPa, which signifies its exceptional stiffness. N5 closely follows with a modulus of 1357.72 MPa, while N1 lags behind with a modulus of 1317.12 MPa. When designing structures, engineers frequently take into account the modulus of elasticity to ensure specific stiffness requirements.
- Ultimate Tensile Strength (UTS): Ultimate Tensile Strength (UTS) represents the maximum stress a material can withstand before experiencing failure. N4 boasts the highest UTS at 38.03 MPa, indicating its superior strength. N1 and N5 exhibit UTS values of 35.84 MPa and 34.11 MPa, respectively. The choice among these samples may be influenced by the desired strength characteristics, depending on the application.
- Yield strength: Yield strength marks the point at which a material undergoes plastic deformation. N4 demonstrates the highest yield strength at 36.08 MPa, followed by N1 with a value of 28.22 MPa, and N5 with a value of 26.80 MPa. The determination of yield strength is crucial in applications where controlled deformation plays a vital role, such as in the manufacturing of components subjected to repeated loading.
- Yield Strain: Yield Strain: The measurement of yield strain entails the evaluation of the extent of deformation that a material can withstand prior to experiencing plastic deformation. Among the samples tested, N4 exhibits the lowest yield strain at a value of 0.0174 mm, while N1 and N5 demonstrate slightly higher values at 0.02422 mm and 0.0243 mm, respectively. The selection of these samples is contingent upon the acceptable degree of plastic deformation in a given application.
- Modulus of Resilience: The assessment of the modulus of resilience serves to gauge a material’s capacity to absorb energy before irreversible deformation occurs. N4, with a resilience value of 0.3145 kJ/m3, manifests the lowest resilience, implying a greater likelihood of experiencing plastic deformation. Comparatively, N1 (0.3417 kJ/m3) and N5 (0.3258 kJ/m3) exhibit slightly higher values for resilience. This particular property assumes paramount significance in applications where energy absorption constitutes a pivotal consideration.
- Ductility: Ductility signifies a material’s ability to undergo substantial plastic deformation prior to rupture. Among the specimens tested, N1 showcases the highest level of ductility at 4.23, followed by N5 (4.14) and N4 (2.95). Depending on the intended application, a material characterized by superior ductility may be favored in situations where deformation preceding failure assumes critical importance.
3.3. Emission Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dénes, T.O.; Tămaş-Gavrea, D.R. Mechanical properties of lime based composites. Procedia Manuf. 2020, 46, 19–26. [Google Scholar] [CrossRef]
- Valentini, F.; Morandini, F.; Bergamo, M.; Dorigato, A. Development of eco-sustainable plasters with thermal energy storage capability. J. Appl. Phys. 2020, 128, 075103. [Google Scholar] [CrossRef]
- Pearlmutter, D.; Theochari, D.; Nehls, T.; Pinho, P.; Piro, P.; Korolova, A.; Papaefthimiou, S.; Mateo, M.C.G.; Calheiros, C.; Pucher, B.; et al. Enhancing the circular economy with nature-based solutions in the built urban environment: Green building materials, systems and sites. Blue-Green Syst. 2020, 2, 46–72. [Google Scholar] [CrossRef]
- Fernandez, F.; Germinario, S.; Basile, R.; Montagno, R.; Kapetanaki, K.; Gobakis, K.; Kolokotsa, D.; Lagou, A.M.; Dania, P.; Enna, M.T.; et al. Development of Eco-Friendly and Self-Cleaning Lime-Pozzolan Plasters for Bio-Construction and Cultural Heritage. Buildings 2020, 10, 172. [Google Scholar] [CrossRef]
- Sakthieswaran, N.; Sophia, M. Prosopis juliflora fibre reinforced green building plaster materials—An eco-friendly weed control technique by effective utilization. Environ. Technol. Innov. 2020, 20, 101158. [Google Scholar]
- Kausar, A. Fullerene nanofiller reinforced epoxy nanocomposites—Developments, progress and challenges. Mater. Res. Innov. 2021, 25, 175–185. [Google Scholar] [CrossRef]
- Jing, F.U.; Zhao, R.; Li, C.; Xi, Z.; Wang, Q.; Xie, H. Influence of the Epoxy/Acid Stoichiometry on the Cure Behavior and Mechanical Properties of Epoxy Vitrimers. Molecules 2022, 27, 6335. [Google Scholar] [CrossRef] [PubMed]
- Paz-Mackay, M.S.; Rodriguez, O. (Eds.) Politics of Children in Latin American Cinema; Rowman & Littlefield: Lanham, MD, USA, 2020; p. 45. [Google Scholar]
- Ratti, R. Industrial applications of green chemistry: Status, Challenges and Prospects. SN Appl. Sci. 2020, 2, 263. [Google Scholar] [CrossRef]
- Gonçalves, F.A.; Santos, M.; Cernadas, T.; Ferreira, P.; Alves, P. Advances in the development of biobased epoxy resins: Insight into more sustainable materials and future applications. Int. Mater. Rev. 2022, 67, 119–149. [Google Scholar] [CrossRef]
- An Overview of Epoxy Resins as Coating to Protect Metals from Corrosion. Koмплекснoе Испoльзoвание Минеральнoгo Сырья. 2023. Available online: http://kims-imio.com/index.php/main/article/view/303 (accessed on 5 November 2023).
- Raja, M.A.; Sujatha, S.J.; Yadav, A.; Sophia, M. Design of an eco-friendly composite gypsum binder using different mineral admixtures. Mater. Today Proc. 2022, 62, 5519–5525. [Google Scholar] [CrossRef]
- Gallala, W.; Mohamed Khater, H.M.; Souilah, M.; Nouri, K.; Regaya, M.B.; Essghaier Gaied, M. Production of low-cost biocomposite made of palm fibers waste and gypsum plaster. Rev. Int. Contam. Ambient. 2020, 36, 475–483. [Google Scholar] [CrossRef]
- Meddah, A.; Laoubi, H.; Bederina, M. Effectiveness of using rubber waste as aggregates for improving thermal performance of plaster-based composites. Innov. Infrastruct. Solut. 2020, 5, 61. [Google Scholar] [CrossRef]
- Albadrani, M.A.; Almutairi, A.D. Studying the Compressed Mechanical Characteristics of a Novel Carbon-Free Plaster Using ANSYS Software. Buildings 2023, 13, 2871. [Google Scholar] [CrossRef]
- Rachedi, M.; Kriker, A. Investigation of the mechanical and thermal characteristics of an eco-insulating material made of plaster and date palm fibers. Sel. Sci. Pap.-J. Civ. Eng. 2021, 16, 55–66. [Google Scholar] [CrossRef]
- Baig MM, A.; Samad, M.A. Epoxy\Epoxy Composite\Epoxy Hybrid Composite Coatings for Tribological Applications—A Review. Polymers 2021, 13, 179. [Google Scholar] [CrossRef]
- Karak, N. Overview of epoxies and their thermosets. In Sustainable Epoxy Thermosets and Nanocomposites; American Chemical Society: Washington, DC, USA, 2021; pp. 1–36. [Google Scholar]
- Antosik, A.K.; Mozelewska, K. Influence of Nanoclay on the Thermo-Mechanical Properties of Silicone Pressure-Sensitive Adhesives. Materials 2022, 15, 7460. [Google Scholar] [CrossRef]
- Jiang, Y. Epoxy Resin Plaster for Building Jointing and Preparation Method Thereof. CN103880331A, 25 June 2014. [Google Scholar]
- Formia, A.; Tulliani, J.-M.; Antonaci, P.; Sangermano, M. Epoxy monomers consolidant for lime plaster cured via a redox activated cationic polymerization. J. Cult. Herit. 2014, 15, 595–601. [Google Scholar] [CrossRef]
- Liang, J. Non-Toxic Epoxy Plaster Special for Corrosion Prevention, Water Resistance and Reinforcement. 2017. Available online: https://xueshu.baidu.com/usercenter/paper/show?paperid=b2955aef375e45af93ca5b639ba2b71c&site=xueshu_se (accessed on 5 November 2023).
- Huang, Q.; Chen, S.; Lu, X.; Liu, J.; Liu, X.; Lu, E. Special Silicon Rubber/Epoxy Bi-Component Plaster for Double-Layer Cold Contraction Tube; Eureka: Etterbeek, Belgium, 2019. [Google Scholar]
- Peerzada, M.; Abbasi, S.; Lau, K.T.; Hameed, N. Additive manufacturing of epoxy resins: Materials, methods, and latest trends. Ind. Eng. Chem. Res. 2020, 59, 6375–6390. [Google Scholar] [CrossRef]
- Capricho, J.C.; Fox, B.; Hameed, N. Multifunctionality in epoxy resins. Polym. Rev. 2020, 60, 1–41. [Google Scholar] [CrossRef]
- Luo, J.; Yang, X.; Xue, Y.; Yang, C.; Yang, Z.; Tusiime, R.; Liu, Y.; Zhang, H.; Yu, J. Simultaneous optimization of the thermal conductivity and mechanical properties of epoxy resin composites through PES and AgNP functionalized BNs. Compos. Part B Eng. 2023, 248, 110373. [Google Scholar] [CrossRef]
- Rong, H.; Guo, Y.; Chen, Z.; Chen, T.; Yu, Y.; He, C.; Zhou, J.; Liu, X.; Zhang, Q.; Jiang, J.; et al. Synergistic effect of phenyl phosphoric acid derivatives and DOPO on multifunctional epoxy resin: Fire safety, mechanical properties, transparency and hydrophobicity. Polym. Degrad. Stab. 2023, 216, 110471. [Google Scholar] [CrossRef]
- Rao, W.; Tao, J.; Yang, F.; Wu, T.; Yu, C.; Zhao, H.B. Growth of copper organophosphate nanosheets on graphene oxide to improve fire safety and mechanical strength of epoxy resins. Chemosphere 2023, 311, 137047. [Google Scholar] [CrossRef]
- Chen, Q.; Wang, S.; Li, S.; Zhang, A. Highly efficient phosphorous-containing flame retardant for transparent epoxy resin with good mechanical properties. J. Polym. Res. 2023, 30, 32. [Google Scholar] [CrossRef]
- Ren, J.; Wang, Y.; Piao, J.; Ou, M.; Lian, R.; Cui, J.; Guan, H.; Liu, L.; Jiao, C.; Chen, X. Facile construction of organic–inorganic hybrid flame-retardant system based on fully biomass: Improving the fire safety and mechanical property of epoxy resin. Chem. Eng. J. 2023, 460, 141775. [Google Scholar] [CrossRef]
- Prasad, L.; Kapri, P.; Patel, R.V.; Yadav, A.; Winczek, J. Physical and mechanical behavior of ramie and glass fiber reinforced epoxy resin-based hybrid composites. J. Nat. Fibers 2023, 20, 2234080. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, D.; Li, Z.; Li, Z.; Peng, X.; Liu, C.; Zhang, Y.; Zheng, P. Recent developments in the flame-retardant system of epoxy resin. Materials 2020, 13, 2145. [Google Scholar] [CrossRef] [PubMed]
- Mi, X.; Liang, N.; Xu, H.; Wu, J.; Jiang, Y.; Nie, B.; Zhang, D. Toughness and its mechanisms in epoxy resins. Prog. Mater. Sci. 2022, 130, 100977. [Google Scholar] [CrossRef]
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM C496; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2017.
- Roy, A.; Babuska, T.; Krick, B.; Balasubramanian, G. Machine learned feature identification for predicting phase and Young’s modulus of low-, medium-and high-entropy alloys. Scr. Mater. 2020, 185, 152–158. [Google Scholar] [CrossRef]
- Xu, N.; Liu, H.T.; An, M.R.; Wang, L. Novel 2D star-shaped honeycombs with enhanced effective Young’s modulus and negative Poisson’s ratio. Extrem. Mech. Lett. 2021, 43, 101164. [Google Scholar] [CrossRef]
- ASTM D695; Standard Test Method for Compressive Properties of Rigid Plastics. ASTM International: West Conshohocken, PA, USA, 2023.
- Alshoaibi, A.M.; Fageehi, Y.A. 3D modelling of fatigue crack growth and life predictions using ANSYS. Ain Shams Eng. J. 2022, 13, 101636. [Google Scholar] [CrossRef]
- Muhammad, A.; Ali, M.A.; Shanono, I.H. ANSYS–A bibliometric study. Mater. Today: Proc. 2020, 26, 1005–1009. [Google Scholar] [CrossRef]
- Siddiqui, S.A.; Ahmad, A.; Siddiqui, A.A.; Chaturvedi, P. Stability Analysis of a Cantilever Structure using ANSYS and MATLAB. In Proceedings of the 2021 2nd International Conference on Intelligent Engineering and Management (ICIEM), London, UK, 28–30 April 2021; pp. 7–12. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Percent% | 30% | 45% | 60% |
|---|---|---|---|
| Epoxy resin | 1554.8 g | 1356 g | 986 g |
| Epoxy hardener | 777.4 g | 680 g | 493 g |
| BSCO Plaster | 1000 g | 1664 g | 2220 g |
| Cube/cylinder | 6/6 | 6/6 | 6/6 |
| 30% | Modulus of Elasticity (MPa) | UTS (MPa) | Yield Strength (MPa) | Yield Strain (mm) | Modulus of Resilience (kJ/m3) | Ductility |
|---|---|---|---|---|---|---|
| Simulation | 2474.3 | 63.18144 | 56.82131 | 0.030515343 | 0.868099727 | 10.845816 |
| N1 (sample 1) | 2404.9 | 64.98655 | 61.46703 | 0.03200549 | 0.983641207 | 10.77472 |
| N2 (sample 2) | 2585.5 | 62.71313 | 54.94956 | 0.030479743 | 0.837424229 | 10.9425 |
| N3 (sample 3) | 2484.6 | 61.4094 | 56.56342 | 0.033143333 | 0.937350142 | 10.9013 |
| N4 (sample 4) | 2340.8 | 62.50931 | 55.16697 | 0.028548981 | 0.787480388 | 10.73028 |
| N5 (sample 5) | 2555.8 | 64.2888 | 55.95957 | 0.02839917 | 0.794602671 | 10.88028 |
| 45% | Modulus of Elasticity (MPa) | UTS (MPa) | Yield Strength (MPa) | Yield Strain (mm) | Modulus of Resilience (kJ/m3) | Ductility |
|---|---|---|---|---|---|---|
| Simulation | 2592.374532 | 57.619254 | 55.79183 | 0.02896498 | 0.80932419 | 16.694224 |
| N1 | 2547.173436 | 54.23194 | 53.05866 | 0.0275384 | 0.73057524 | 27.37466 |
| N2 | 2535.588231 | 59.33504 | 55.15913 | 0.02635071 | 0.72674109 | 15.02792 |
| N3 | 3017.690321 | 59.41383 | 59.23162 | 0.0301048 | 0.89157804 | 15.11488 |
| N4 | 2521.130235 | 57.86549 | 55.22867 | 0.02677722 | 0.7394352 | 10.9013 |
| N5 | 2340.290439 | 57.24997 | 56.28107 | 0.03405377 | 0.9582914 | 15.05236 |
| 60% | Modulus of Elasticity (MPa) | UTS (MPa) | Yield Strength (MPa) | Yield Strain (mm) | Modulus of Resilience (kJ/m3) | Ductility |
|---|---|---|---|---|---|---|
| Simulation | 2969.14798 | 56.799008 | 55.527024 | 0.02864182 | 0.79590719 | 11.601648 |
| N1 | 2983.29552 | 57.87134 | 55.48568 | 0.0272424 | 0.75578154 | 11.92556 |
| N2 | 2978.13767 | 56.84723 | 56.83703 | 0.0324285 | 0.92156981 | 12.0089 |
| N3 | 2988.59644 | 56.47208 | 54.78936 | 0.0256506 | 0.70268998 | 11.07346 |
| N4 | 2908.17811 | 57.0289 | 55.34203 | 0.0291439 | 0.80644129 | 11.08688 |
| N5 | 2987.53215 | 55.77549 | 55.18102 | 0.0287437 | 0.79305334 | 11.91344 |
| Sample 30% | |
|---|---|
| Simulation | Closest Sample: N2 |
| Modulus of Elasticity: 2474.3 MPa | Modulus of Elasticity: 2585.5 MPa (Closest) |
| UTS: 63.18144 MPa | UTS: 62.71313 MPa |
| Yield Strength: 56.82131 MPa | Yield Strength: 54.94956 MPa |
| Yield Strain: 0.030515343 mm | Yield Strain: 0.030479743 mm |
| Modulus of Resilience: 0.868099727 kJ/m3 | Modulus of Resilience: 0.837424229 kJ/m3 |
| Ductility: 10.845816 | Ductility: 10.9425 |
| Sample 45% | |
|---|---|
| Simulation | Closest Sample: N4 |
| Modulus of Elasticity: 2592.374532 MPa | Modulus of Elasticity: 2521.130235 MPa (Closest) |
| UTS: 57.619254 MPa | UTS: 57.86549 MPa (Closest) |
| Yield Strength: 55.79183 MPa | Yield Strength: 55.22867 MPa (Closest) |
| Yield Strain: 0.02896498 mm | Yield Strain: 0.02677722 mm |
| Modulus of Resilience: 0.80932419 kJ/m3 | Modulus of Resilience: 0.7394352 kJ/m3 |
| Ductility: 16.694224 | Ductility: 10.9013 |
| Sample 60% | |
|---|---|
| Simulation | Closest Sample: N5 |
| Modulus of Elasticity: 2969.14798 MPa | Modulus of Elasticity: 2987.53215 MPa (Closest) |
| UTS: 56.799008 MPa | UTS: 55.77549 MPa (Closest) |
| Yield Strength: 55.527024 MPa | Yield Strength: 55.18102 MPa (Closest) |
| Yield Strain: 0.02864182 mm | Yield Strain: 0.0287437 mm (Closest) |
| Modulus of Resilience: 0.79590719 kJ/m3 | Modulus of Resilience: 0.79305334 kJ/m3 (Closest) |
| Ductility: 11.601648 | Ductility: 11.91344 (Closest) |
| 30% | Modulus of Elasticity (MPa) | UTS (MPa) | Yield Strength (MPa) | Yield Strain (mm) | Modulus of Resilience (kJ/m3) | Ductility |
|---|---|---|---|---|---|---|
| Simulation | 1570.26818 | 41.870024 | 39.121478 | 0.02929044 | 0.57881219 | 3.846848 |
| N1 | 1555.8123 | 42.96246 | 40.86177 | 0.0344317 | 0.7034701 | 4.1392 |
| N2 | 1569.5625 | 41.41372 | 38.79734 | 0.0296515 | 0.57519966 | 3.73872 |
| N3 | 1689.96557 | 42.05036 | 39.04433 | 0.0275864 | 0.53854625 | 3.52018 |
| N4 | 1671.73736 | 38.03367 | 36.0832 | 0.0174303 | 0.3144705 | 2.94584 |
| N5 | 1364.26319 | 44.88991 | 40.82075 | 0.0373523 | 0.76237445 | 4.8903 |
| 45% | Modulus of Elasticity (MPa) | UTS (MPa) | Yield Strength (MPa) | Yield Strain (mm) | Modulus of Resilience (kJ/m3) | Ductility |
|---|---|---|---|---|---|---|
| Simulation | 1317.752461 | 34.90459 | 29.811234 | 0.02678684 | 0.40018788 | 3.979388 |
| N1 | 1317.126433 | 35.84041 | 28.22042 | 0.0242206 | 0.34175775 | 4.23418 |
| N2 | 1344.063488 | 36.01811 | 30.54695 | 0.0265856 | 0.4060545 | 3.99746 |
| N3 | 1341.289719 | 33.97304 | 30.38082 | 0.0275872 | 0.41906088 | 3.77892 |
| N4 | 1273.634222 | 35.50376 | 30.97855 | 0.0299489 | 0.46388675 | 4.30616 |
| N5 | 1312.648443 | 33.18763 | 28.92943 | 0.0255919 | 0.37017954 | 3.58022 |
| 60% | Modulus of Elasticity (MPa) | UTS (MPa) | Yield Strength (MPa) | Yield Strain (mm) | Modulus of Resilience (kJ/m3) | Ductility |
|---|---|---|---|---|---|---|
| Simulation | 1408.458481 | 33.775874 | 28.251228 | 0.0262996 | 0.3727238 | 4.255328 |
| N1 | 1484.136569 | 32.84509 | 29.24351 | 0.02616376 | 0.38256013 | 3.86566 |
| N2 | 1332.307562 | 33.56225 | 27.11476 | 0.025733 | 0.34887206 | 4.37154 |
| N3 | 1559.093593 | 35.1347 | 28.21384 | 0.02361644 | 0.33315527 | 4.09556 |
| N4 | 1309.036865 | 33.22539 | 29.88413 | 0.03166956 | 0.47320857 | 4.79906 |
| N5 | 1357.717816 | 34.11194 | 26.7999 | 0.02431524 | 0.32582297 | 4.14482 |
| Sample 30% | |
|---|---|
| Simulation | Closest Sample: N4 |
| Modulus of Elasticity: 1570.27 MPa | Modulus of Elasticity: 1671.74 MPa |
| UTS: 41.87 MPa | UTS: 38.03 MPa |
| Yield Strength: 39.12 MPa | Yield Strength: 36.08 MPa |
| Yield Strain: 0.0293 mm | Yield Strain: 0.0174 mm |
| Modulus of Resilience: 0.5788 kJ/m3 | Modulus of Resilience: 0.3145 kJ/m3 |
| Ductility: 3.85 | Ductility: 2.95 |
| Sample 45% | |
|---|---|
| Simulation | Closest Sample: N1 |
| Modulus of Elasticity: 1317.75 MPa | Modulus of Elasticity:1317.12 MPa |
| UTS: 34.90 MPa | UTS: 35.84 MPa |
| Yield Strength: 29.81 MPa | Yield Strength: 28.22 MPa |
| Yield Strain: 0.0268 mm | Yield Strain: 0.02422 mm |
| Modulus of Resilience: 0.4002 kJ/m3 | Modulus of Resilience: 0.3417 kJ/m3 |
| Ductility: 3.98 | Ductility: 4.23 |
| Sample 60% | |
|---|---|
| Simulation | Closest Sample: N5 |
| Modulus of Elasticity: 1408.46 MPa | Modulus of Elasticity: 1357.72 MPa |
| UTS: 33.78 MPa | UTS: 34.11 MPa |
| Yield Strength: 28.25 MPa | Yield Strength: 26.80 MPa |
| Yield Strain: 0.0263 mm | Yield Strain: 0.0243 mm |
| Modulus of Resilience: 0.3727 kJ/m3 | Modulus of Resilience: 0.3258 kJ/m3 |
| Ductility: 4.26 | Ductility: 4.14 |
| Time (min) | 30% | 45% | 60% | ||||||
|---|---|---|---|---|---|---|---|---|---|
| CO2 (ppm) | SO2 (ppm) | NO2 (ppm) | CO2 (ppm) | SO2 (ppm) | NO2 (ppm) | CO2 (ppm) | SO2 (ppm) | NO2 (ppm) | |
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 5 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 |
| 10 | 0 | 1 | 0 | 0 | 1 | 0 | 0 | 0 | 0 |
| 15 | 0 | 2 | 1 | 0 | 1 | 0 | 0 | 1 | 0 |
| 20 | 0 | 2 | 1 | 0 | 0 | 0 | 0 | 1 | 0 |
| 25 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 |
| 30 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Albadrani, M.A.; Almutairi, A.D. Impact of Eco-Friendly Plaster Using Epoxy Resin and Epoxy Hardener on Mechanical Properties under Compression and Tension. Polymers 2024, 16, 548. https://doi.org/10.3390/polym16040548
Albadrani MA, Almutairi AD. Impact of Eco-Friendly Plaster Using Epoxy Resin and Epoxy Hardener on Mechanical Properties under Compression and Tension. Polymers. 2024; 16(4):548. https://doi.org/10.3390/polym16040548
Chicago/Turabian StyleAlbadrani, Mohammed A., and Ahmed D. Almutairi. 2024. "Impact of Eco-Friendly Plaster Using Epoxy Resin and Epoxy Hardener on Mechanical Properties under Compression and Tension" Polymers 16, no. 4: 548. https://doi.org/10.3390/polym16040548
APA StyleAlbadrani, M. A., & Almutairi, A. D. (2024). Impact of Eco-Friendly Plaster Using Epoxy Resin and Epoxy Hardener on Mechanical Properties under Compression and Tension. Polymers, 16(4), 548. https://doi.org/10.3390/polym16040548