
Advanced Bioresin Formulation for 3D-Printed Bone Scaffolds: PCLDMA and p-PLA Integration


Abstract
1. Introduction
2. Experimental Section
2.1. Synthesis of Methacrylated PCL
2.2. Synthesis of Acrylated Epoxidized Soybean Oil (AESO)
2.3. Fabrication Process of Scaffolds Using SLA
2.3.1. Formulation of Bioresins
2.3.2. CAD Model of Scaffolds
2.3.3. 3D Printing of Scaffolds
2.4. Characterization of Macromers, Bioresins and Scaffolds
2.4.1. Nuclear Magnetic Resonance (NMR) Spectroscopy
2.4.2. Fourier-Transform Infrared (FTIR) Analysis PCLDMA and Photocurable PLA
2.4.3. Compressive Test of Scaffolds
2.4.4. In Vitro Degradation Test of Scaffolds
2.4.5. Surface Topography
2.5. Cell Culture
2.5.1. Cell Viability Assay
2.5.2. Fluorescent Microscopy
2.6. Statistical Analysis
3. Results and Discussions
3.1. Synthesis and Properties of PCL Macromers
3.1.1. PCL Macromer Characterization
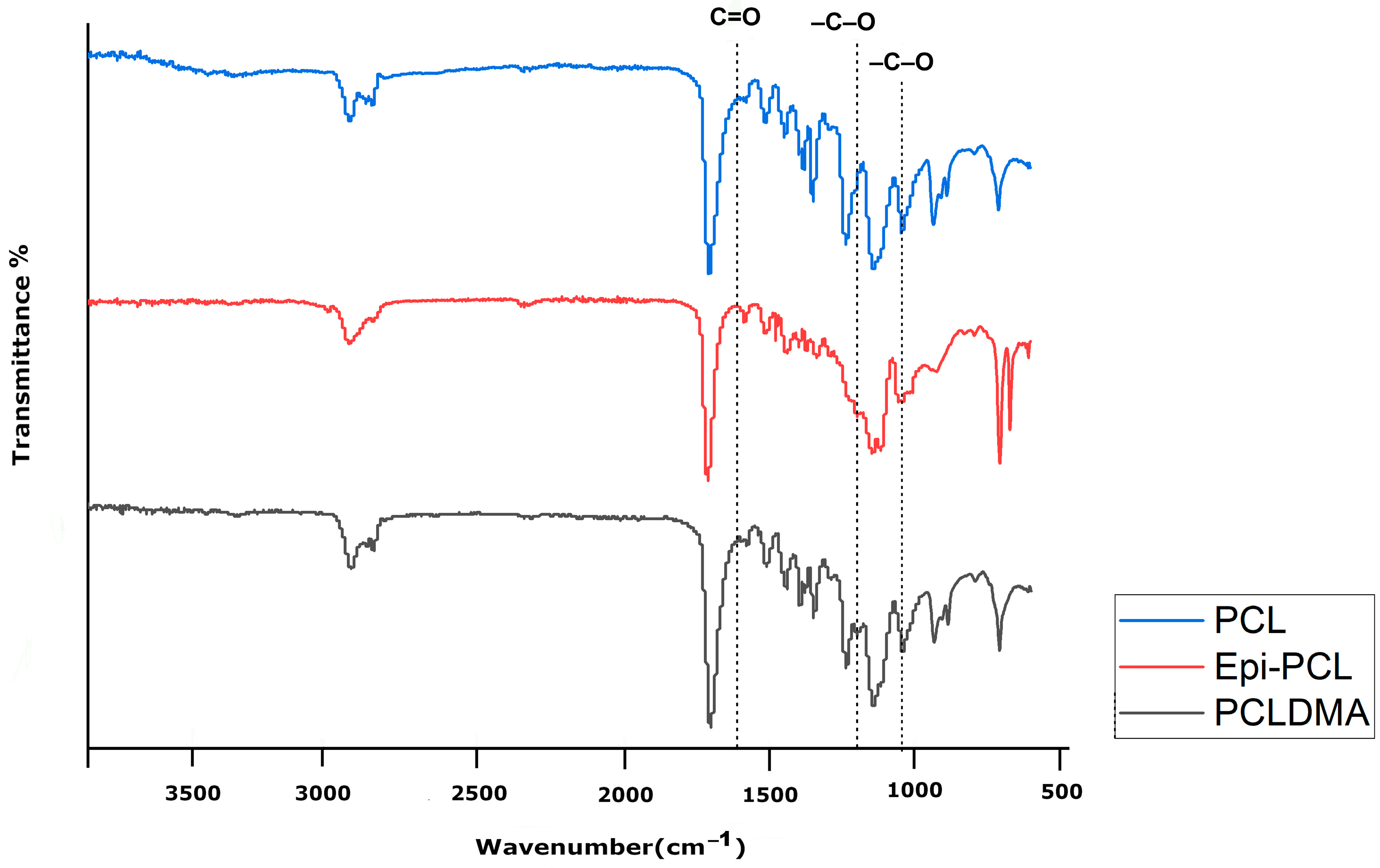
3.1.2. FTIR
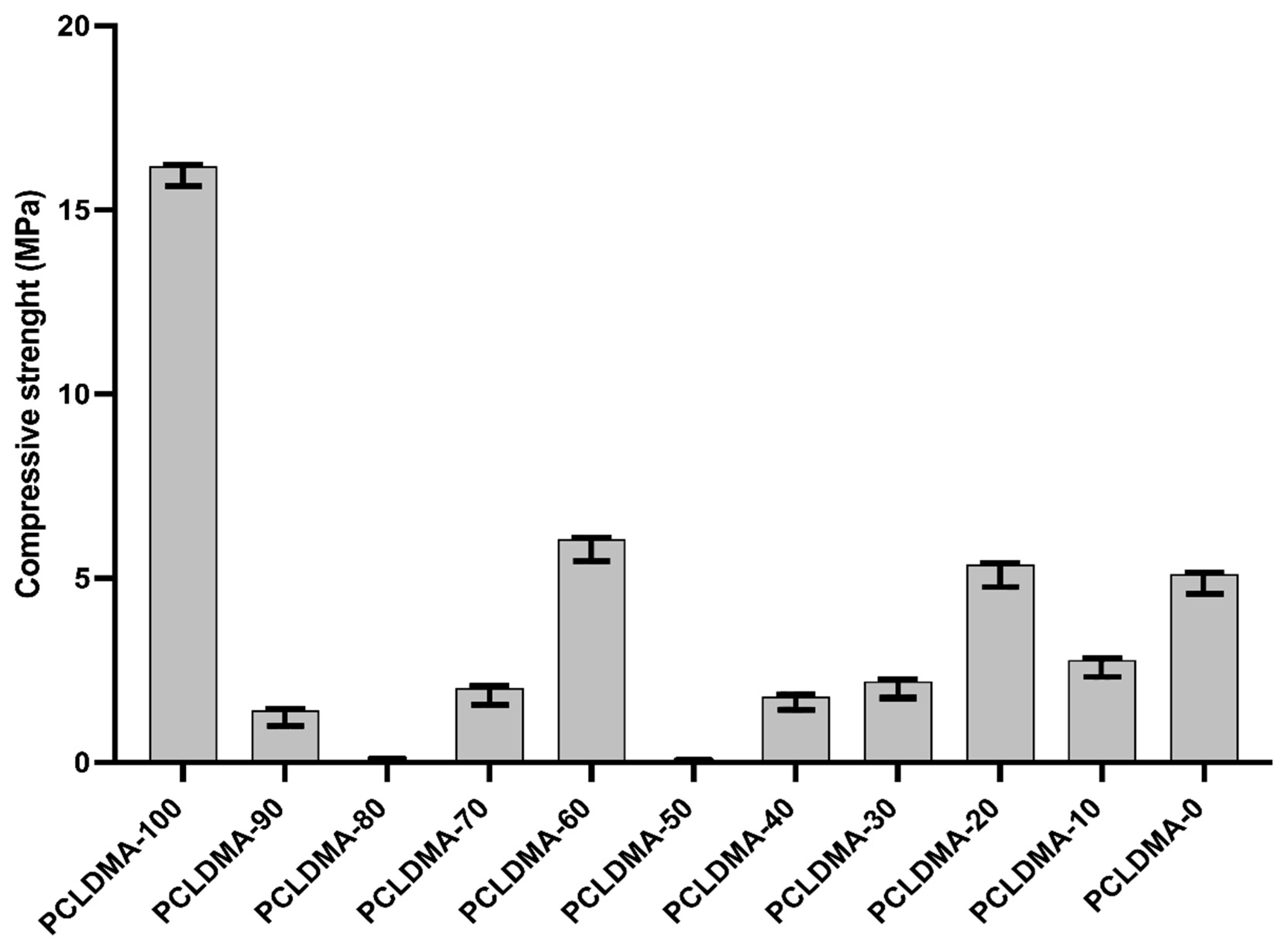
3.2. Mechanical Properties of PCLDMA/p-PLA Composite Scaffolds
3.3. In Vitro Degradation of PCLDMA/p-PLA Composite Scaffolds
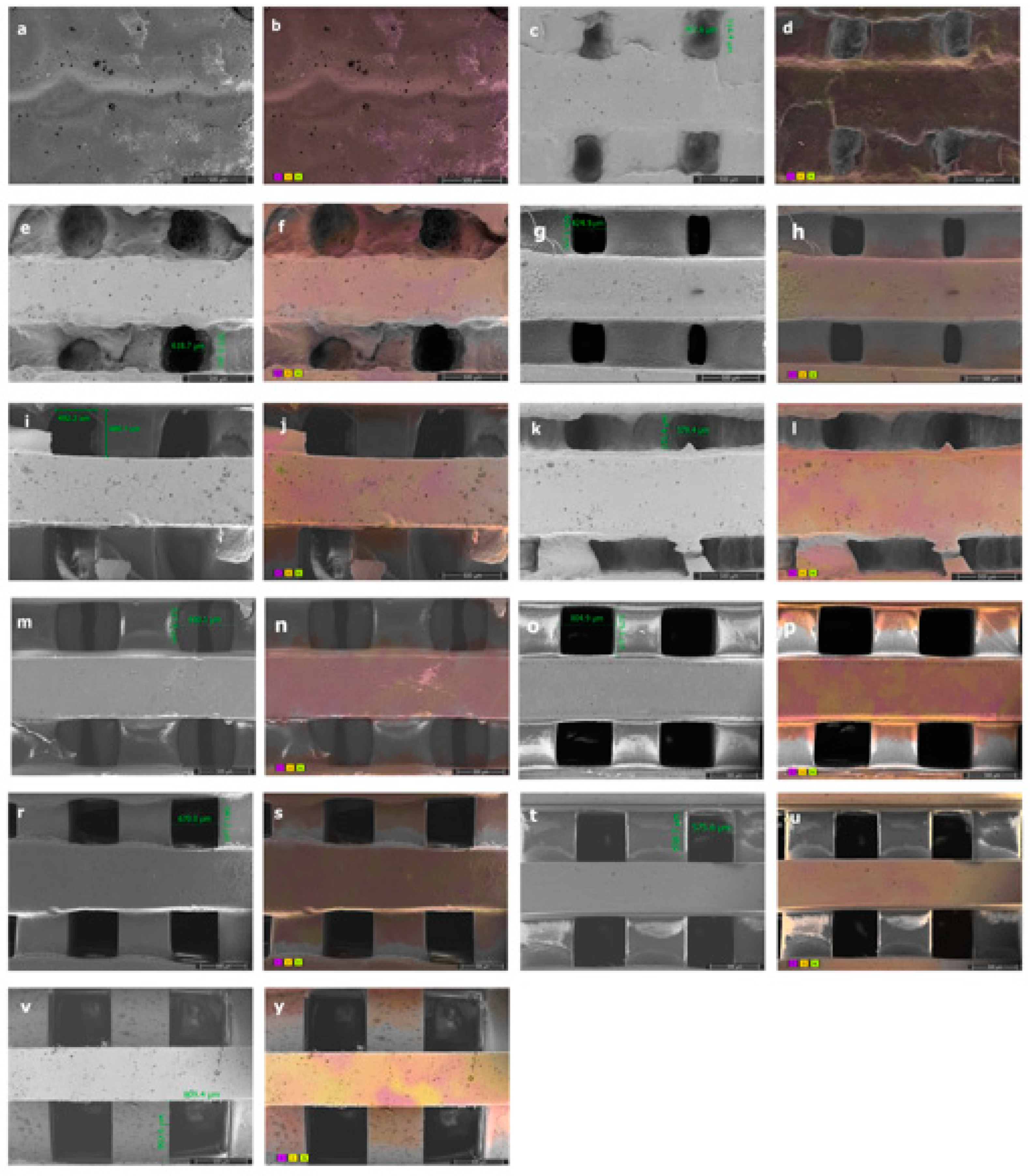
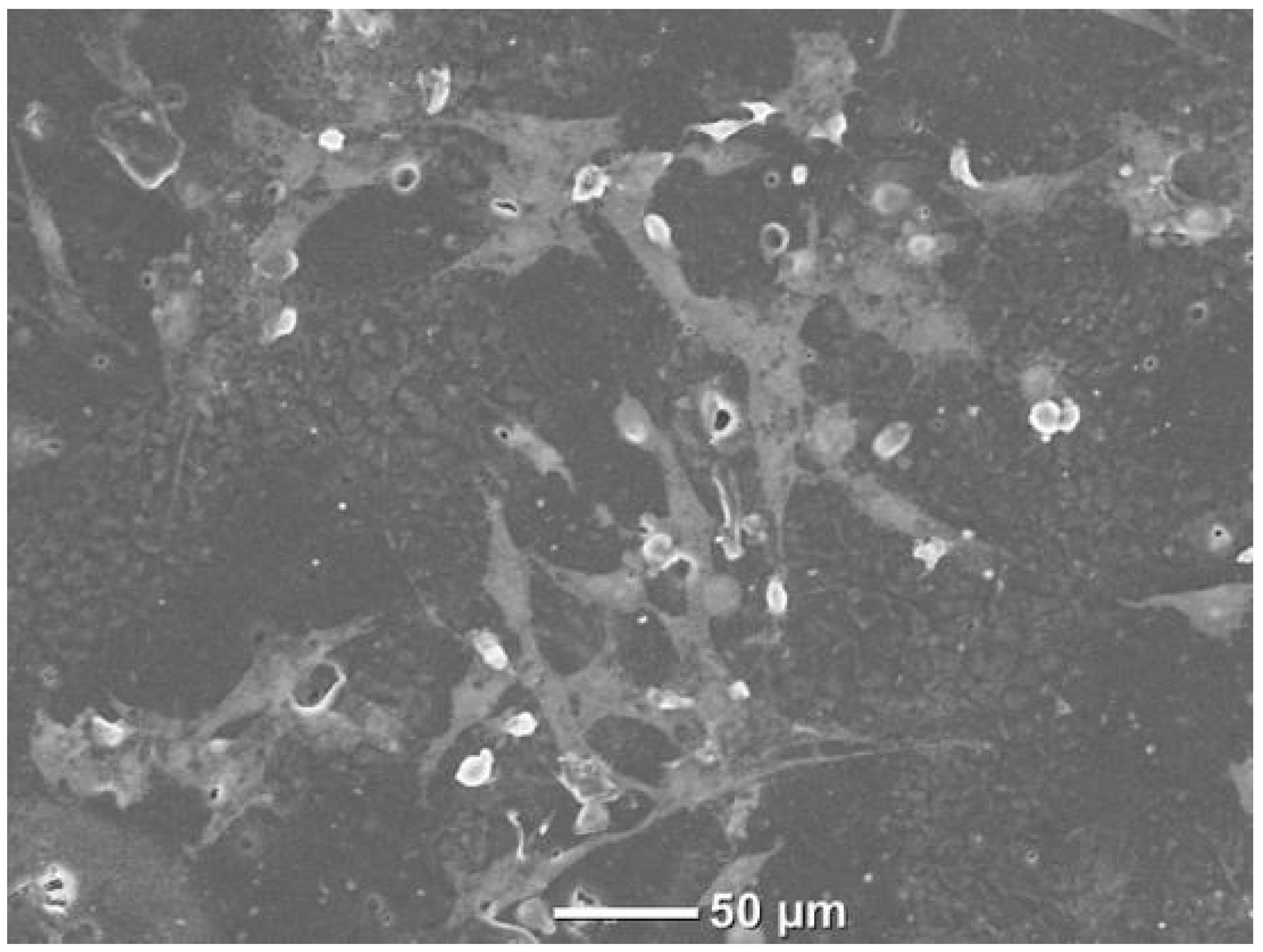
3.4. Surface Roughness and Porosity of Scaffolds
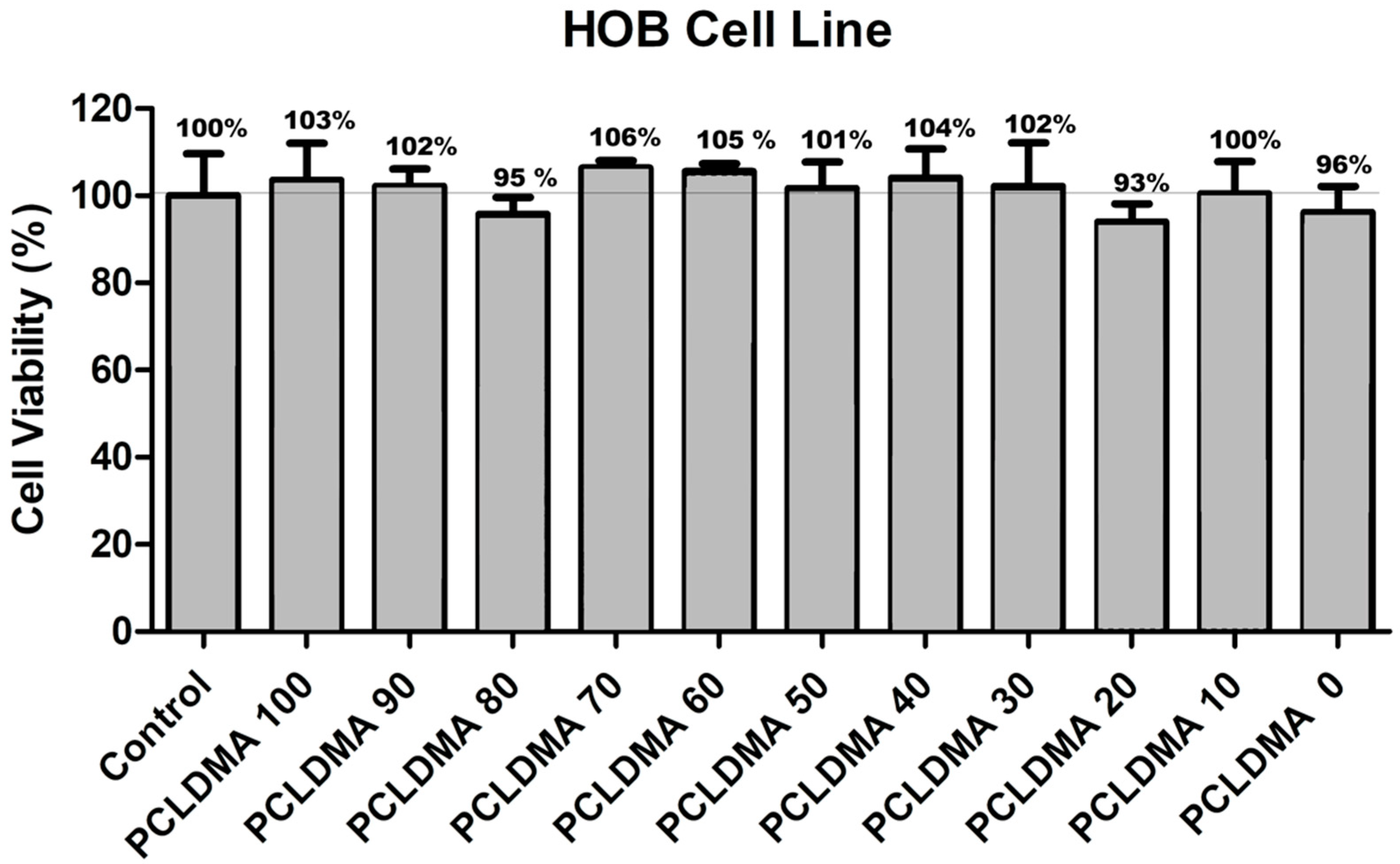
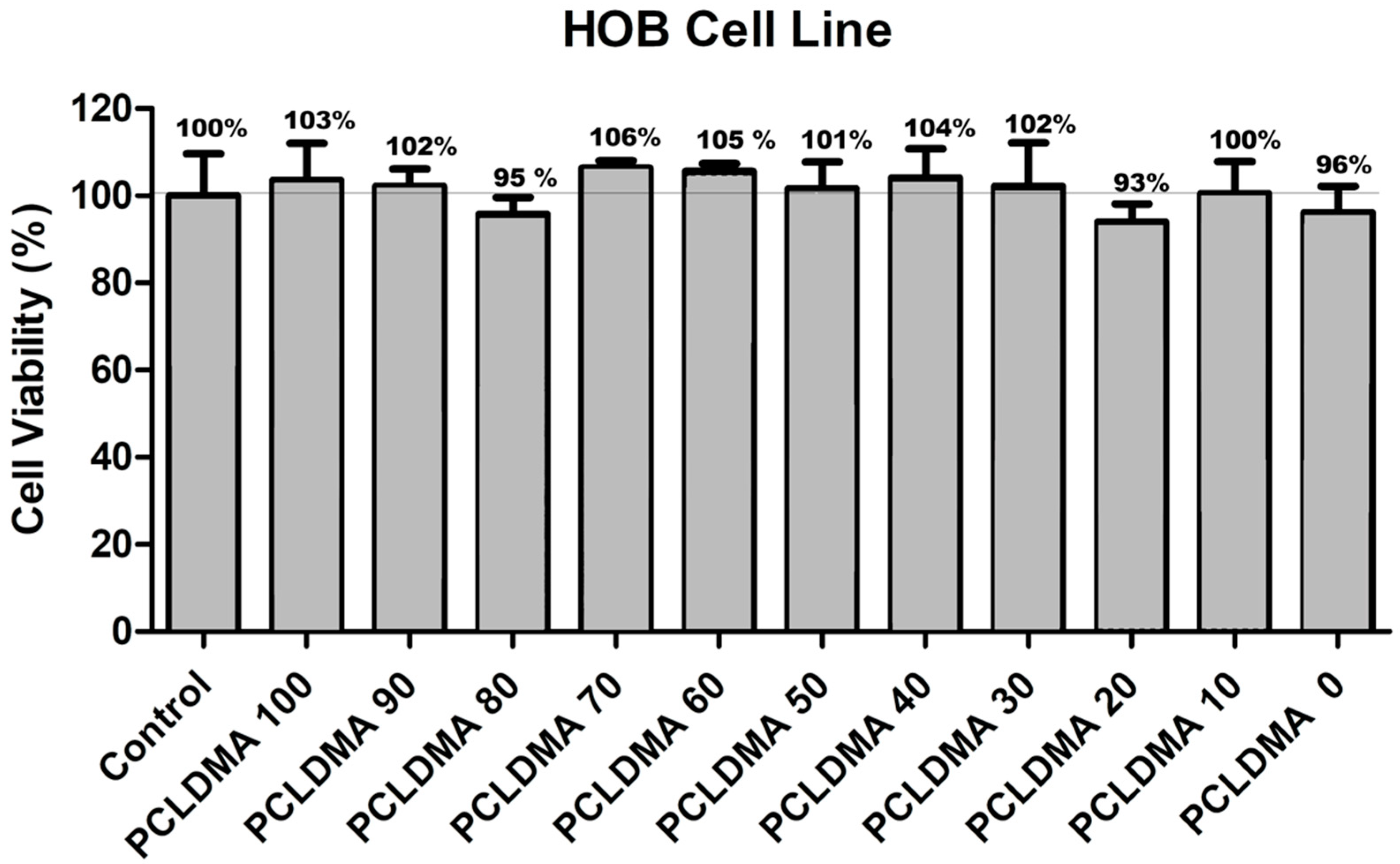
3.5. Cell Viability
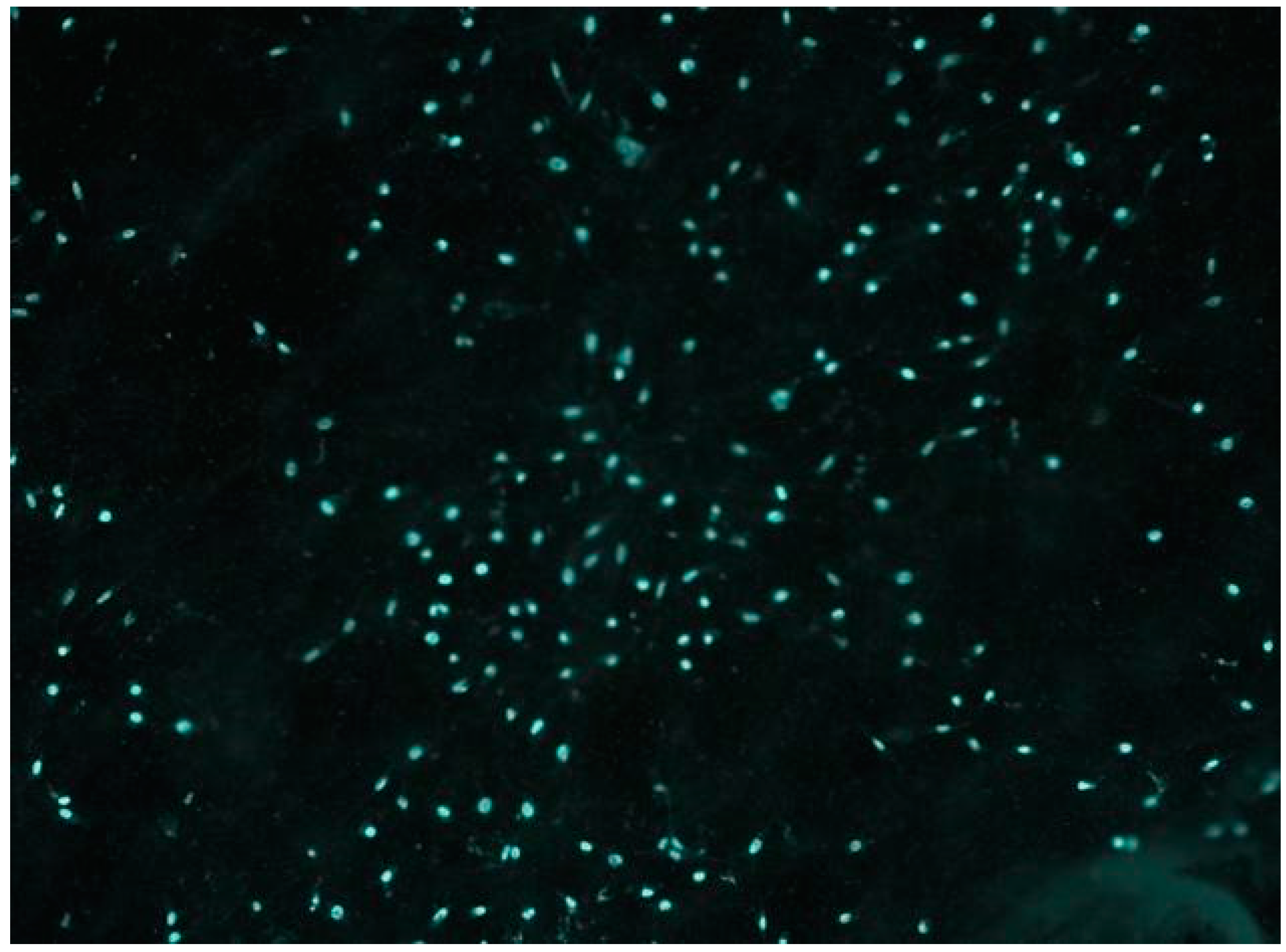
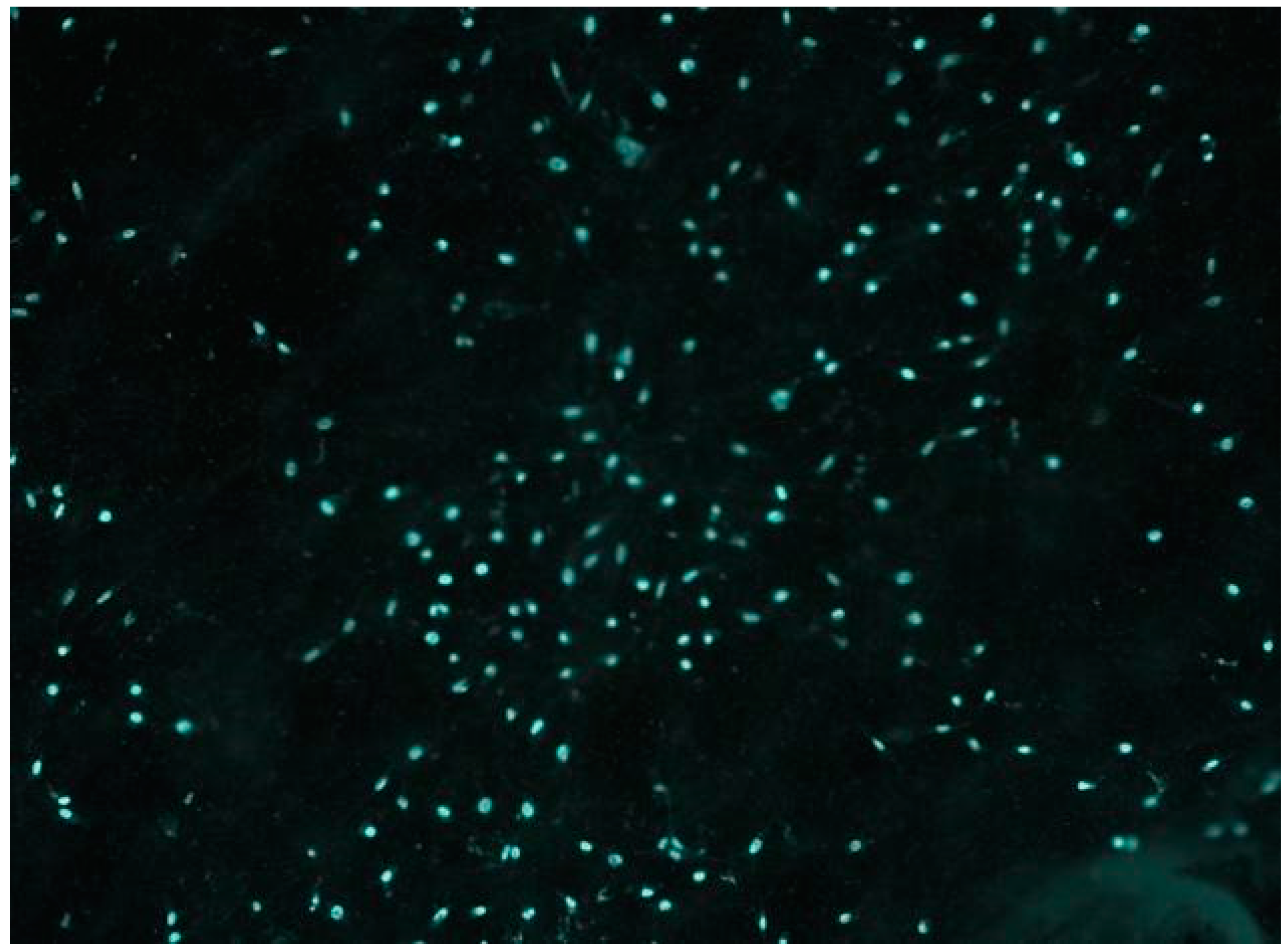
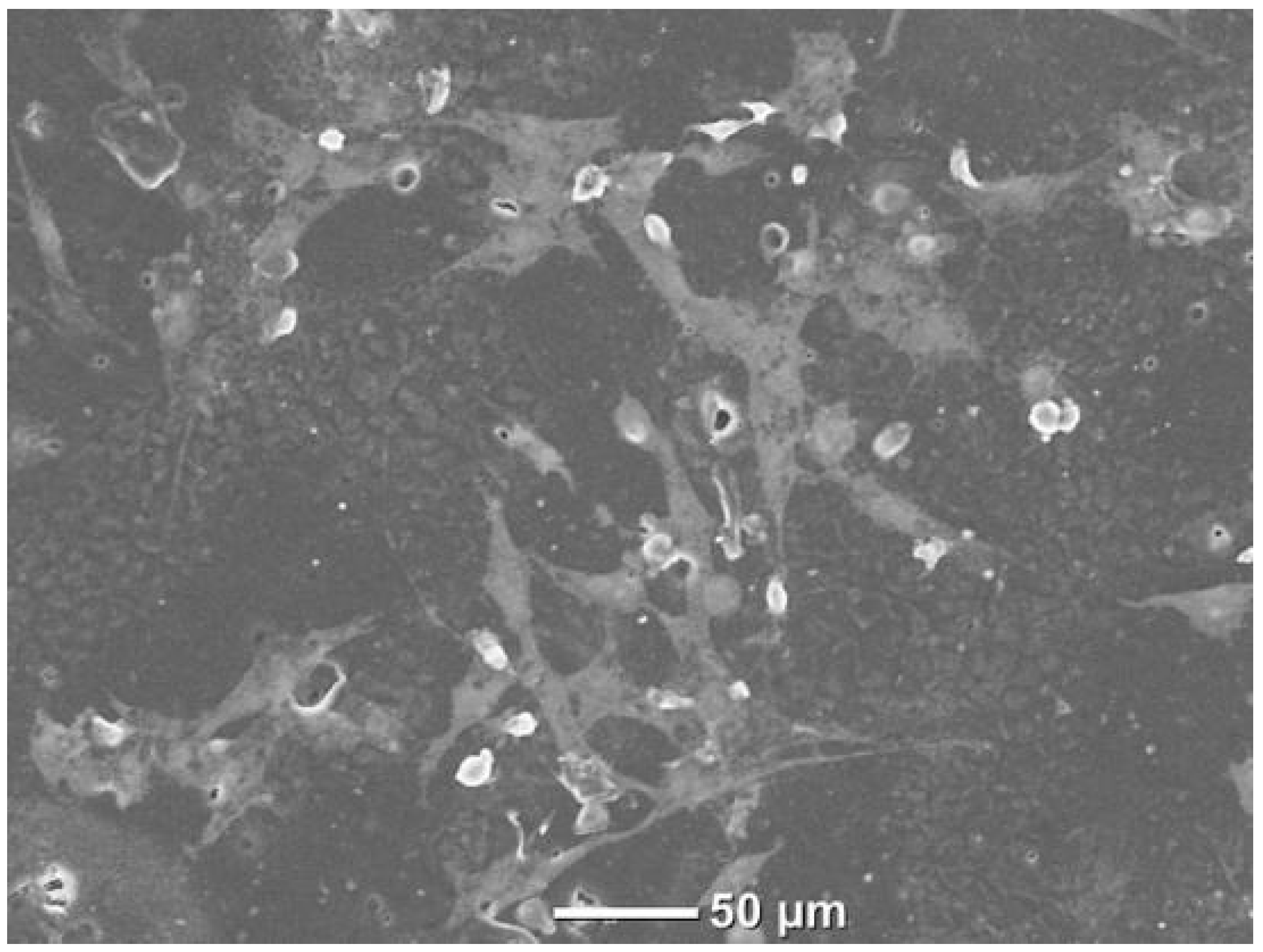
3.6. Fluorescent Microscopy
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Van Heest, A.; Swiontkowski, M. Bone-graft substitutes. Lancet 1999, 353, 28–29. [Google Scholar] [CrossRef] [PubMed]
- Giannoudis, P.V.; Dinopoulos, H.; Tsiridis, E. Bone substitutes: An update. Injury 2005, 36, S20–S27. [Google Scholar] [CrossRef] [PubMed]
- Malikmammadov, E.; Tanir, T.E.; Kiziltay, A.; Hasirci, V.; Hasirci, N. PCL and PCL-based materials in biomedical applications. J. Biomater. Sci. Polym. Ed. 2018, 29, 863–893. [Google Scholar] [CrossRef]
- Woodruff, M.A.; Hutmacher, D.W. The return of a forgotten polymer—Polycaprolactone in the 21st century. Prog. Polym. Sci. 2010, 35, 1217–1256. [Google Scholar] [CrossRef]
- Abedalwafa, M.; Wang, F.; Wang, L.; Li, C. Biodegradable poly-epsilon-caprolactone (PCL) for tissue engineering applications: A review. Rev. Adv. Mater. Sci. 2013, 34, 123–140. [Google Scholar]
- Murariu, M.; Dubois, P. PLA composites: From production to properties. Adv. Drug Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef]
- Ramot, Y.; Haim-Zada, M.; Domb, A.J.; Nyska, A. Biocompatibility and safety of PLA and its copolymers. Adv. Drug Deliv. Rev. 2016, 107, 153–162. [Google Scholar] [CrossRef]
- Domenek, S.; Ducruet, V. Characteristics and applications of PLA. Biodegrad. Biobased Polym. Environ. Biomed. Appl. 2016, 10, 9781119117360. [Google Scholar]
- Taib, N.A.; Rahman, M.R.; Huda, D.; Kuok, K.K.; Hamdan, S.; Bakri, M.K.; Khan, A. A review on poly lactic acid (PLA) as a biodegradable polymer. Polym. Bulleti 2023, 80, 1179–1213. [Google Scholar] [CrossRef]
- Singhvi, M.; Gokhale, D. Biomass to biodegradable polymer (PLA). Rsc Adv. 2013, 3, 13558–13568. [Google Scholar] [CrossRef]
- Liu, S.; Zheng, Y.; Hu, J.; Wu, Z.; Chen, H. Fabrication and characterization of polylactic acid/polycaprolactone composite macroporous micro-nanofiber scaffolds by phase separation. New J. Chem. 2020, 44, 17382–17390. [Google Scholar] [CrossRef]
- Patricio, T.; Domingos, M.; Gloria, A.; Bártolo, P. Characterisation of PCL and PCL/PLA scaffolds for tissue engineering. Procedia Cirp. 2013, 5, 110–114. [Google Scholar] [CrossRef]
- Fortelny, I.; Ujcic, A.; Fambri, L.; Slouf, M. Phase structure, compatibility, and toughness of PLA/PCL blends: A review. Front. Mater. 2019, 6, 206. [Google Scholar] [CrossRef]
- Patricio, T.; Bartolo, P. Thermal stability of PCL/PLA blends produced by physical blending process. Procedia Eng. 2013, 59, 292–297. [Google Scholar] [CrossRef]
- Sola, A.; Bertacchini, J.; D’Avella, D.; Anselmi, L.; Maraldi, T.; Marmiroli, S.; Messori, M. Development of solvent-casting particulate leaching (SCPL) polymer scaffolds as improved three-dimensional supports to mimic the bone marrow niche. Mater. Sci. Eng. C 2019, 96, 153–165. [Google Scholar] [CrossRef] [PubMed]
- Manavitehrani, I.; Le, T.Y.; Daly, S.; Wang, Y.; Maitz, P.K.; Schindeler, A.; Dehghani, F. Formation of porous biodegradable scaffolds based on poly (propylene carbonate) using gas foaming technology. Mater. Sci. Eng. C 2019, 96, 824–830. [Google Scholar] [CrossRef] [PubMed]
- Ghorbani, F.; Li, D.; Ni, S.; Zhou, Y.; Yu, B. 3D printing of acellular scaffolds for bone defect regeneration: A review. Mater. Today Commun. 2020, 22, 100979. [Google Scholar] [CrossRef]
- Abzan, N.; Kharaziha, M.; Labbaf, S. Development of three-dimensional piezoelectric polyvinylidene fluoride-graphene oxide scaffold by non-solvent induced phase separation method for nerve tissue engineering. Mater. Des. 2019, 167, 107636. [Google Scholar] [CrossRef]
- Liu, J.; Li, L.; Suo, H.; Yan, M.; Yin, J.; Fu, J. 3D printing of biomimetic multi-layered GelMA/nHA scaffold for osteochondral defect repair. Mater. Des. 2019, 171, 107708. [Google Scholar] [CrossRef]
- Farzadi, A.; Waran, V.; Solati-Hashjin, M.; Rahman, Z.A.; Asadi, M.; Osman, N.A. Effect of layer printing delay on mechanical properties and dimensional accuracy of 3D printed porous prototypes in bone tissue engineering. Ceram. Int. 2015, 41, 8320–8330. [Google Scholar] [CrossRef]
- Jones, N. Science in three dimensions: The print revolution. Nature 2012, 487, 22–23. [Google Scholar] [CrossRef] [PubMed]
- Ng, W.L.; Chua, C.K.; Shen, Y.-F. Print me an organ! Why we are not there yet. Prog. Polym. Sci. 2019, 97, 101145. [Google Scholar] [CrossRef]
- Kang, H.-W.; Lee, S.J.; Ko, I.K.; Kengla, C.; Yoo, J.J.; Atala, A. A 3D bioprinting system to produce human-scale tissue constructs with structural integrity. Nat. Biotechnol. 2016, 34, 312–319. [Google Scholar] [CrossRef] [PubMed]
- Kabirian, F.; Ditkowski, B.; Zamanian, A.; Hoylaerts, M.F.; Mozafari, M.; Heying, R. Controlled NO-release from 3D-printed small-diameter vascular grafts prevents platelet activation and bacterial infectivity. ACS Biomater. Sci. Eng. 2019, 5, 2284–2296. [Google Scholar] [CrossRef] [PubMed]
- Elomaa, L.; Teixeria, S.; Hakala, R.; Korhonen, H.; Grijpma, D.W.; Seppälä, J.V. Preparation of poly(ε-caprolactone)-based tissue engineering scaffolds by stereolithography. Acta Biomater. 2011, 7, 3850–3856. [Google Scholar] [CrossRef] [PubMed]
- Afewerki, S.; Bassous, N.; Harb, S.V.; Corat, M.A.F.; Maharjan, S.; Ruiz-Esparza, G.U.; de Paula, M.M.M.; Webster, T.J.; Tim, C.R.; Viana, B.C.; et al. Engineering multifunctional bactericidal nanofibers for abdominal hernia repair. Commun. Biol. 2021, 4, 233. [Google Scholar] [CrossRef] [PubMed]
- Wang, F.; Xia, D.; Wang, S.; Gu, R.; Yang, F.; Zhao, X.; Liu, X.; Zhu, Y.; Liu, H.; Xu, Y.; et al. Photocrosslinkable Col/PCL/Mg composite membrane providing spatiotemporal maintenance and positive osteogenetic effects during guided bone regeneration. Bioact. Mater. 2022, 13, 53–63. [Google Scholar] [CrossRef]
- Liu, C.; Dai, Y.; Hu, Y.; Shang, Q.; Feng, G.; Zhou, J.; Zhou, Y. Highly functional unsaturated ester macromonomer derived from soybean oil: Synthesis and copolymerization with styrene. ACS Sustain. Chem. Eng. 2016, 4, 4208–4216. [Google Scholar] [CrossRef]
- Lam, C.X.F.; Hutmacher, D.W.; Schantz, J.-T.; Woodruff, M.A.; Teoh, S.H. Evaluation of polycaprolactone scaffold degradation for 6 months in vitro and in vivo. J. Biomed. Mater. Res. Part A 2009, 90, 906–919. [Google Scholar] [CrossRef]
- Moradi, A.; Pramanik, S.; Ataollahi, F.; Kamarul, T.; Pingguan-Murphy, B. Archimedes revisited: Computer assisted micro-volumetric modification of the liquid displacementmethod for porosity measurement of highly porouslight materials. Anal. Methods 2014, 6, 4396–4401. [Google Scholar] [CrossRef]
- Barlas, F.B. Enhancing the efficacy of radiotherapy with Kalanchoe daigremontiana: A nanotechnological approach. J. Radiat. Res. Appl. Sci. 2023, 16, 100612. [Google Scholar] [CrossRef]
- Şanal, T.; Koçak, İ.; Hazer, B. Synthesis of comb-type amphiphilic graft copolymers derived from chlorinated poly(ε-caprolactone) via click reaction. Polym. Bull. 2017, 74, 977–995. [Google Scholar] [CrossRef]
- Field, J.; Haycock, J.W.; Boissonade, F.M.; Claeyssens, F. A Tuneable, Photocurable, Poly(Caprolactone)-Based Resin for Tissue Engineering—Synthesis, Characterisation and Use in Stereolithography. Molecules 2021, 26, 1199. [Google Scholar] [CrossRef]
- Abderrahim, B.; Abderrahman, E.; Mohamed, A.; Fatima, T.; Abdesselam, T.; Krim, O. Kinetic thermal degradation of cellulose, polybutylene succinate and a green composite: Comparative study. World J. Environ. Eng 2015, 3, 95–110. [Google Scholar]
- Mullen, C.A.; Vaughan, T.J.; Billiar, K.L.; McNamara, L.M. The effect of substrate stiffness, thickness, and cross-linking density on osteogenic cell behavior. Biophys. J. 2015, 108, 1604–1612. [Google Scholar] [CrossRef]
- Thavornyutikarn, B.; Tesavibul, P.; Sitthiseripratip, K.; Chatarapanich, N.; Feltis, B.; Wright, P.F.; Turney, T.W. Porous 45S5 Bioglass®-based scaffolds using stereolithography: Effect of partial pre-sintering on structural and mechanical properties of scaffolds. Mater. Sci. Eng. C 2017, 75, 1281–1288. [Google Scholar] [CrossRef]
- Slonimskiĭ, G.L. Mutual solubility of polymers and properties of their mixtures. J. Polym. Sci. 1958, 30, 625–637. [Google Scholar] [CrossRef]
- Maglio, G.; Malinconico, M.; Migliozzi, A.; Groeninckx, G. Immiscible Poly(l-lactide)/Poly(ε-caprolactone) Blends: Influence of the Addition of a Poly(l-lactide)-Poly (oxyethylene) Block Copolymer on Thermal Behavior and Morphology. Macromol. Chem. Phys. 2004, 205, 946–950. [Google Scholar] [CrossRef]
- Dell’Erba, R.; Groeninckx, G.; Maglio, G.; Malinconico, M.; Migliozzi, A. Immiscible polymer blends of semicrystalline biocompatible components: Thermal properties and phase morphology analysis of PLLA/PCL blends. Polymer 2001, 42, 7831–7840. [Google Scholar] [CrossRef]
- Diez-Ahedo, R.; Mendibil, X.; Márquez-Posadas, M.C.; Quintana, I.; González, F.; Rodríguez, F.J.; Zilic, L.; Sherborne, C.; Glen, A.; Taylor, C.S.; et al. UV-Casting on Methacrylated PCL for the Production of a Peripheral Nerve Implant Containing an Array of Porous Aligned Microchannels. Polymers 2020, 12, 971. [Google Scholar] [CrossRef] [PubMed]
- Yao, Q.; Cosme, J.G.; Xu, T.; Miszuk, J.M.; Picciani, P.H.; Fong, H.; Sun, H. Three dimensional electrospun PCL/PLA blend nanofibrous scaffolds with significantly improved stem cells osteogenic differentiation and cranial bone formation. Biomaterials 2017, 115, 115–127. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | PCLDMA | p-PLA |
|---|---|---|
| PCLDMA-100 | 100% | 0% |
| PCLDMA-90 | 90% | 10% |
| PCLDMA-80 | 80% | 20% |
| PCLDMA-70 | 70% | 30% |
| PCLDMA-60 | 60% | 40% |
| PCLDMA-50 | 50% | 50% |
| PCLDMA-40 | 40% | 60% |
| PCLDMA-30 | 30% | 70% |
| PCLDMA-20 | 20% | 80% |
| PCLDMA-10 | 10% | 90% |
| PCLDMA-0 | 0% | 100% |
| Name | PCLMA (%) | P-PLA (%) | Porosity (%) |
|---|---|---|---|
| PCLDMA-100 | 100 | 0 | 2 (±0.050 SD) |
| PCLDMA-90 | 90 | 10 | 8 (±0.040 SD) |
| PCLDMA-80 | 80 | 20 | 12 (±0.025 SD) |
| PCLDMA-70 | 70 | 30 | 20 (±0.030 SD) |
| PCLDMA-60 | 60 | 40 | 40 (±0.030 SD) |
| PCLDMA-50 | 50 | 50 | Invalid |
| PCLDMA-40 | 40 | 60 | 45 (±0.027 SD) |
| PCLDMA-30 | 30 | 70 | 50 (±0.022 SD) |
| PCLDMA-20 | 20 | 80 | 50 (±0.045 SD) |
| PCLDMA-10 | 10 | 90 | 50 (±0.038 SD) |
| PCLDMA-0 | 0 | 100 | 50 (±0.029 SD) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sakarya, D.; Zorlu, T.; Yücel, S.; Sahin, Y.M.; Özarslan, A.C. Advanced Bioresin Formulation for 3D-Printed Bone Scaffolds: PCLDMA and p-PLA Integration. Polymers 2024, 16, 534. https://doi.org/10.3390/polym16040534
Sakarya D, Zorlu T, Yücel S, Sahin YM, Özarslan AC. Advanced Bioresin Formulation for 3D-Printed Bone Scaffolds: PCLDMA and p-PLA Integration. Polymers. 2024; 16(4):534. https://doi.org/10.3390/polym16040534
Chicago/Turabian StyleSakarya, Deniz, Tolga Zorlu, Sevil Yücel, Yesim Muge Sahin, and Ali Can Özarslan. 2024. "Advanced Bioresin Formulation for 3D-Printed Bone Scaffolds: PCLDMA and p-PLA Integration" Polymers 16, no. 4: 534. https://doi.org/10.3390/polym16040534
APA StyleSakarya, D., Zorlu, T., Yücel, S., Sahin, Y. M., & Özarslan, A. C. (2024). Advanced Bioresin Formulation for 3D-Printed Bone Scaffolds: PCLDMA and p-PLA Integration. Polymers, 16(4), 534. https://doi.org/10.3390/polym16040534