

Sustainable Materials from Organosolv Fibers and Lignin, Kraft Fibers, and Their Blends




Abstract
1. Introduction
2. Experimental Section
2.1. Materials
2.2. Sample Preparation
2.3. Handsheet Preparation
2.4. Analytical Procedures
2.4.1. Chemical Composition
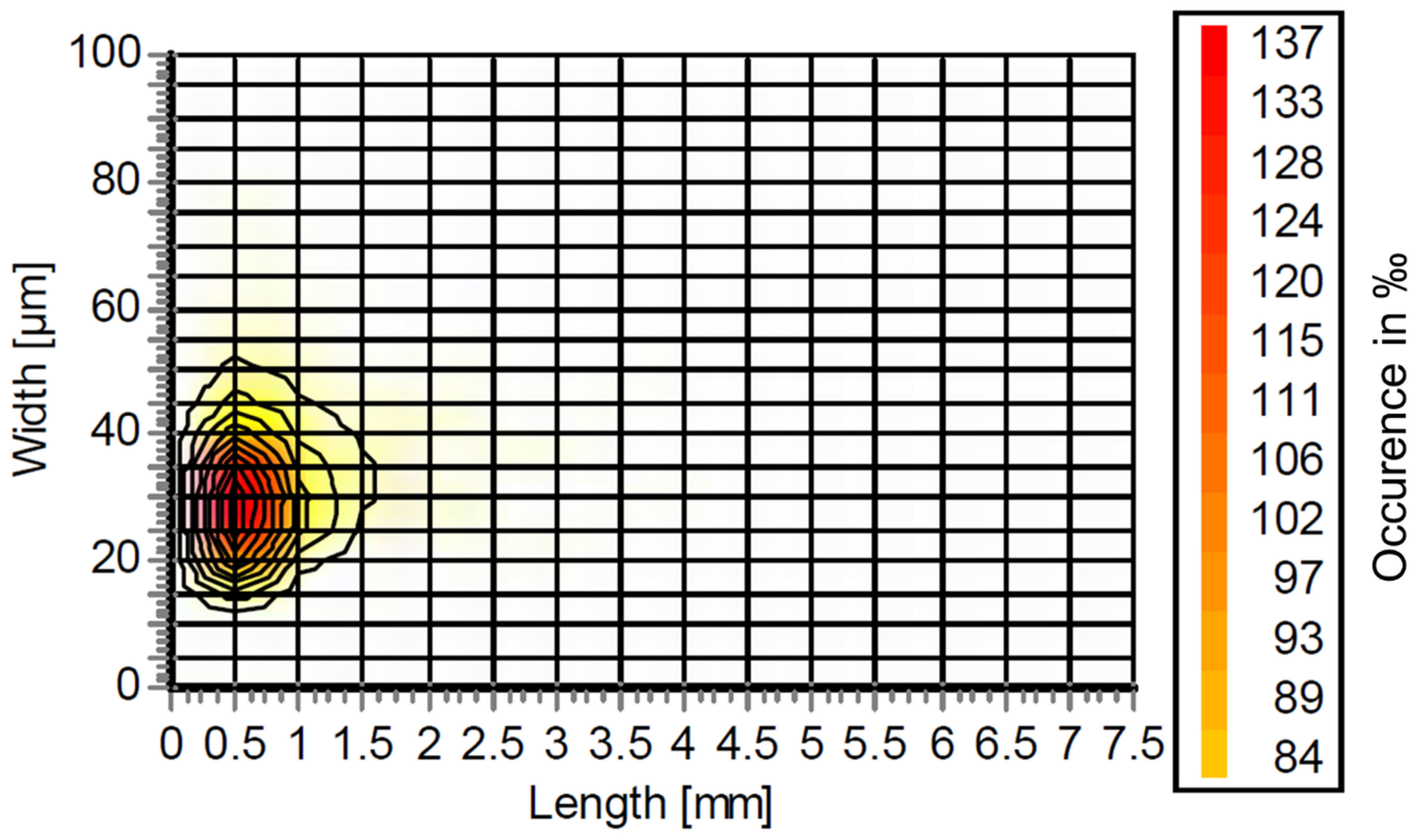
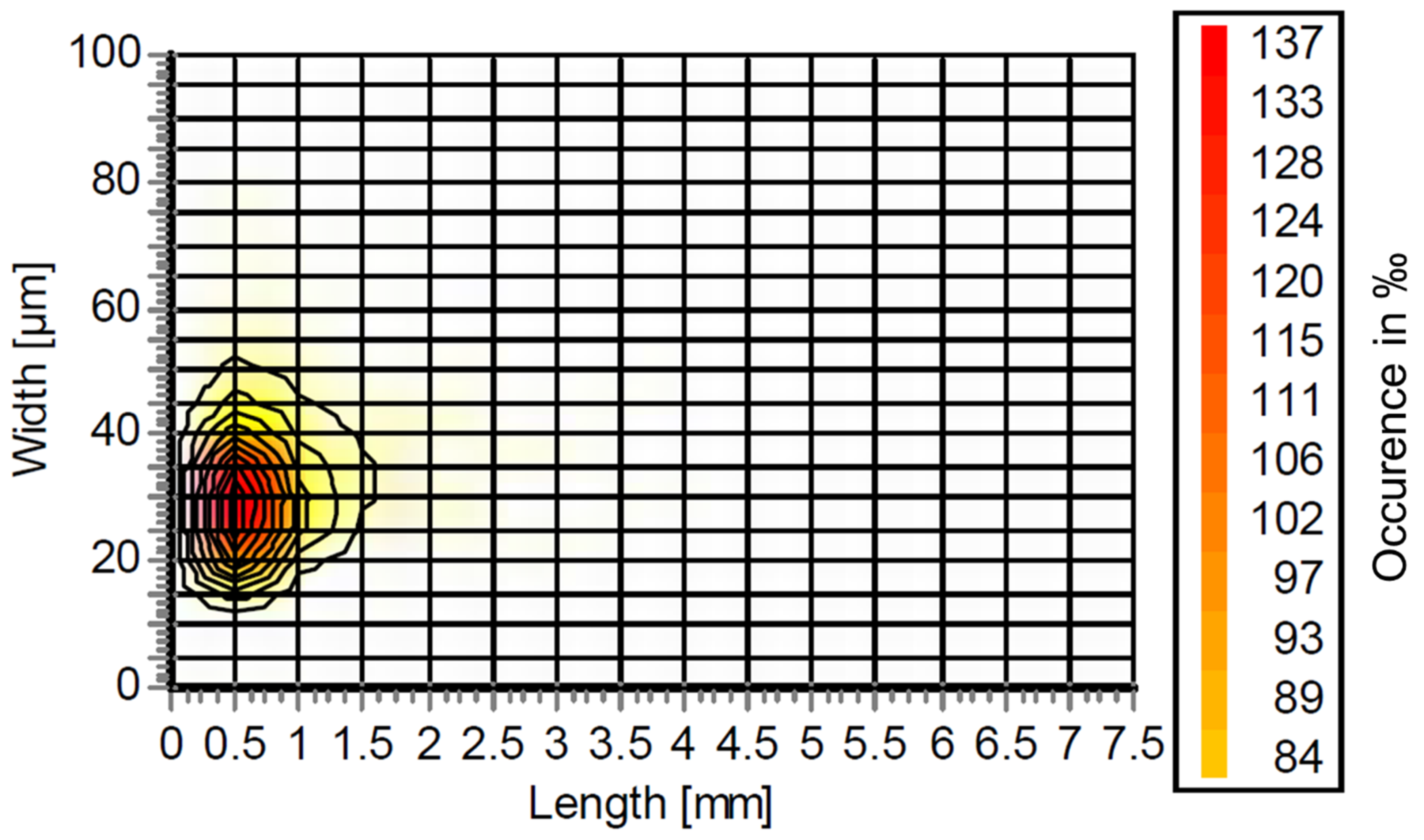
2.4.2. Fiber Size Distribution
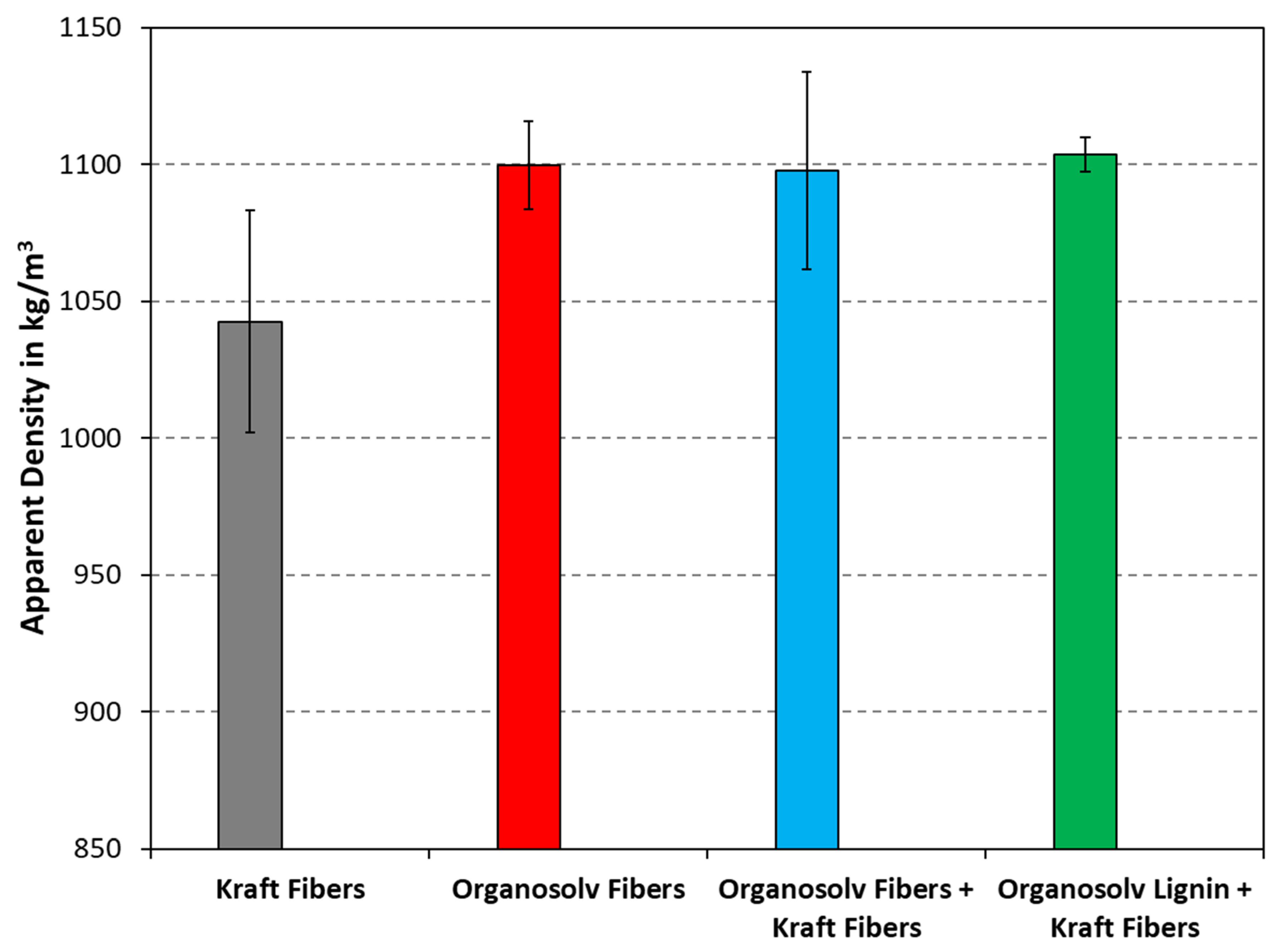
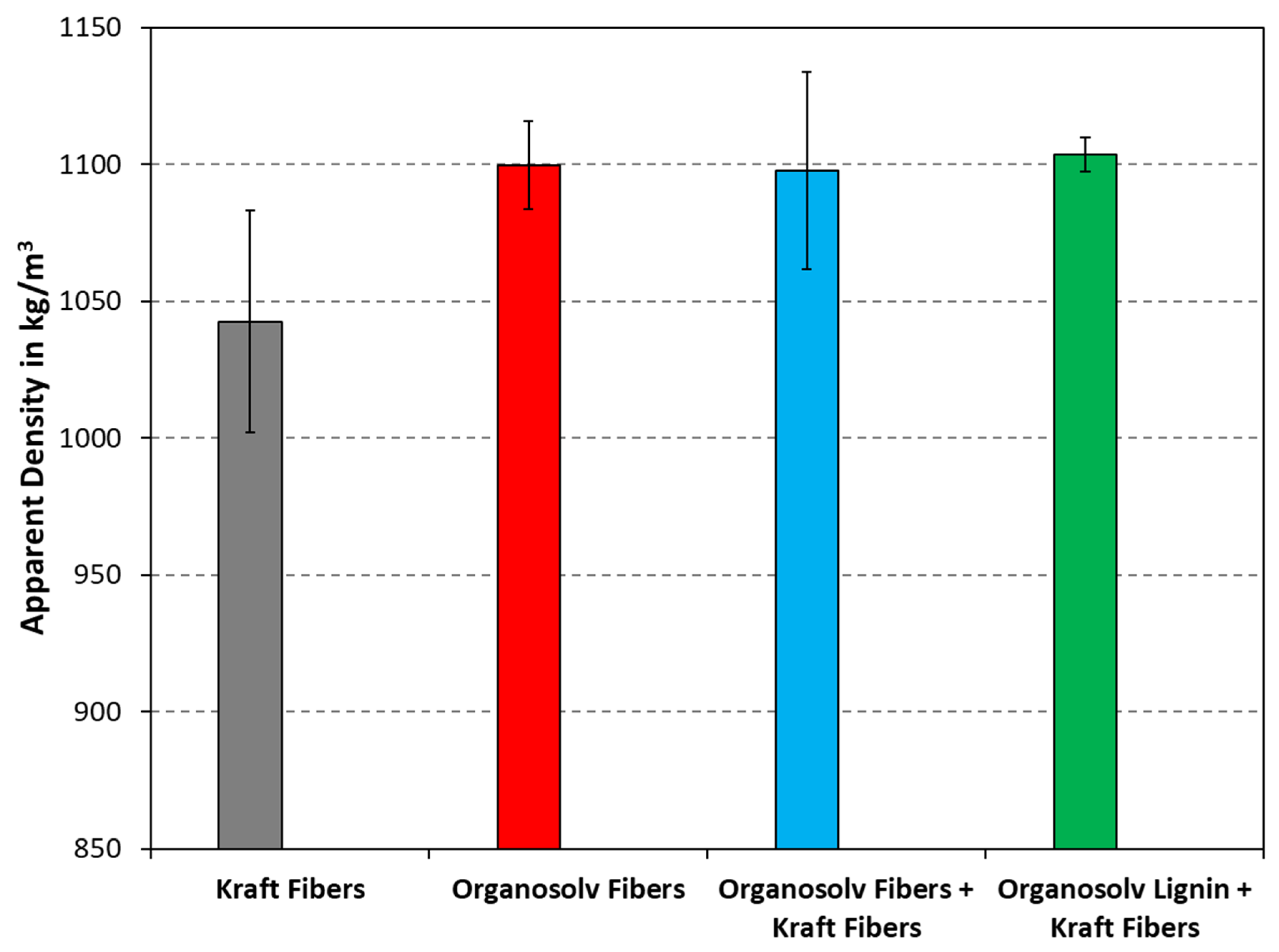
2.4.3. Apparent Density
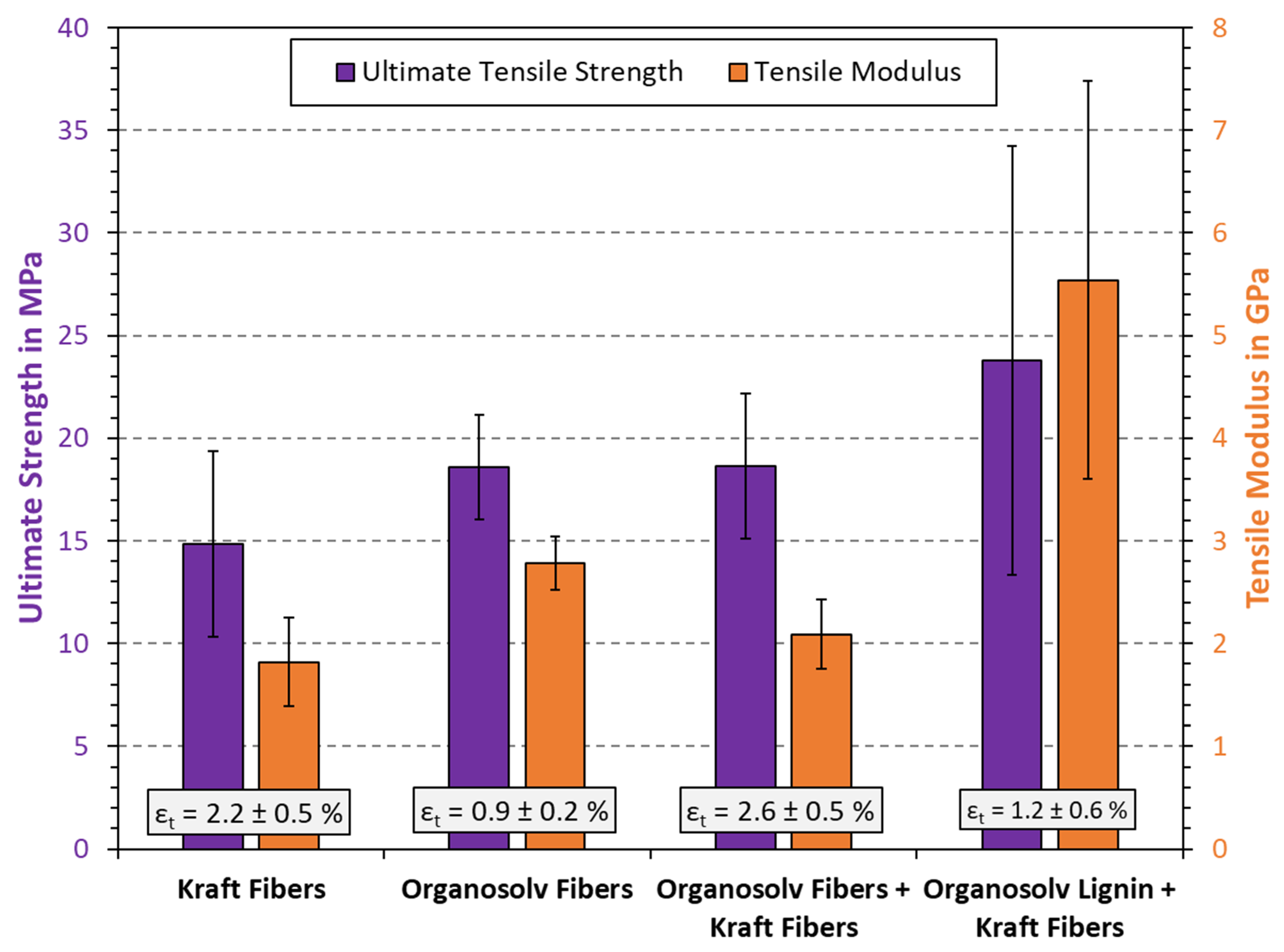
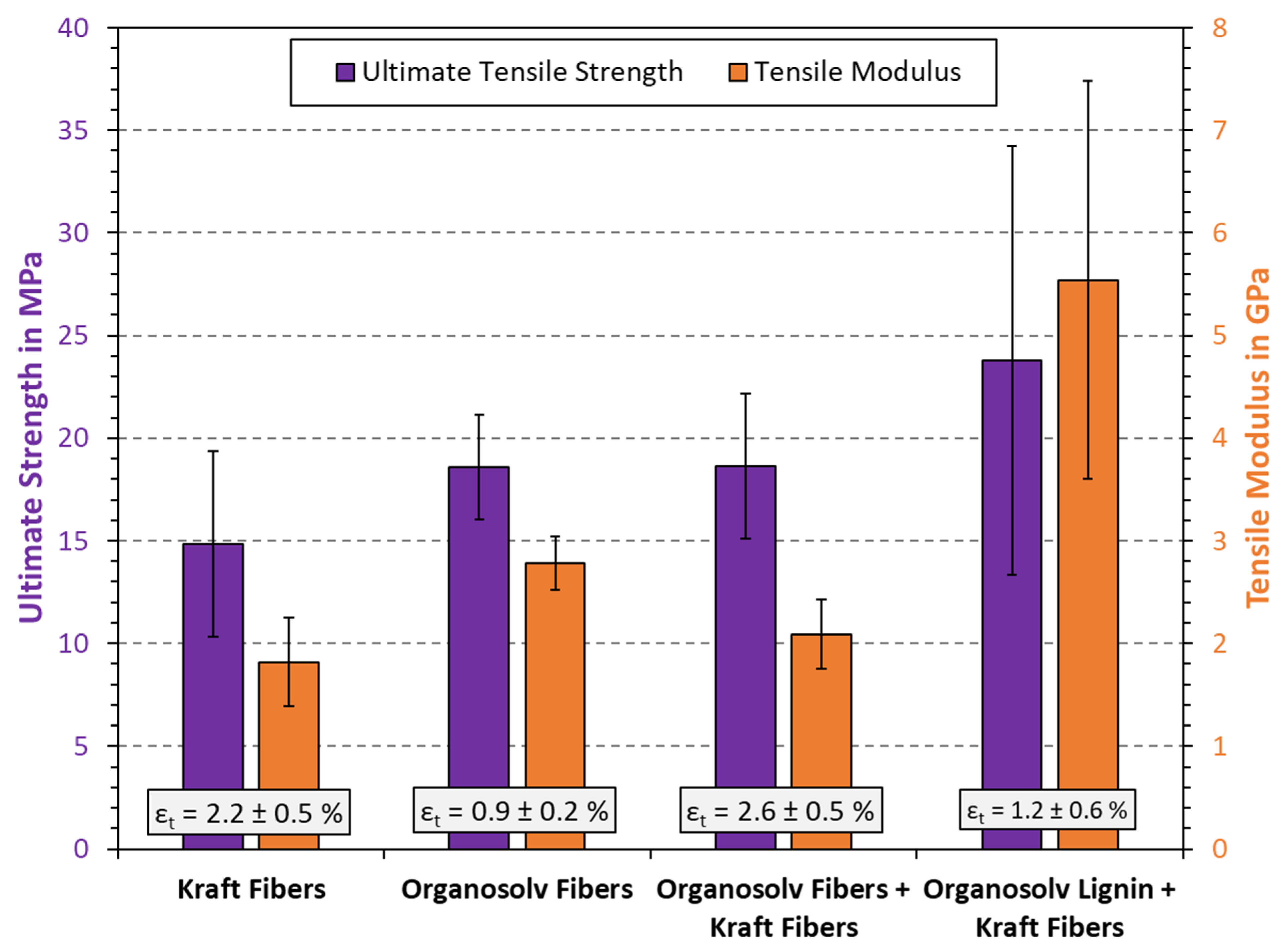
2.4.4. Tensile Properties
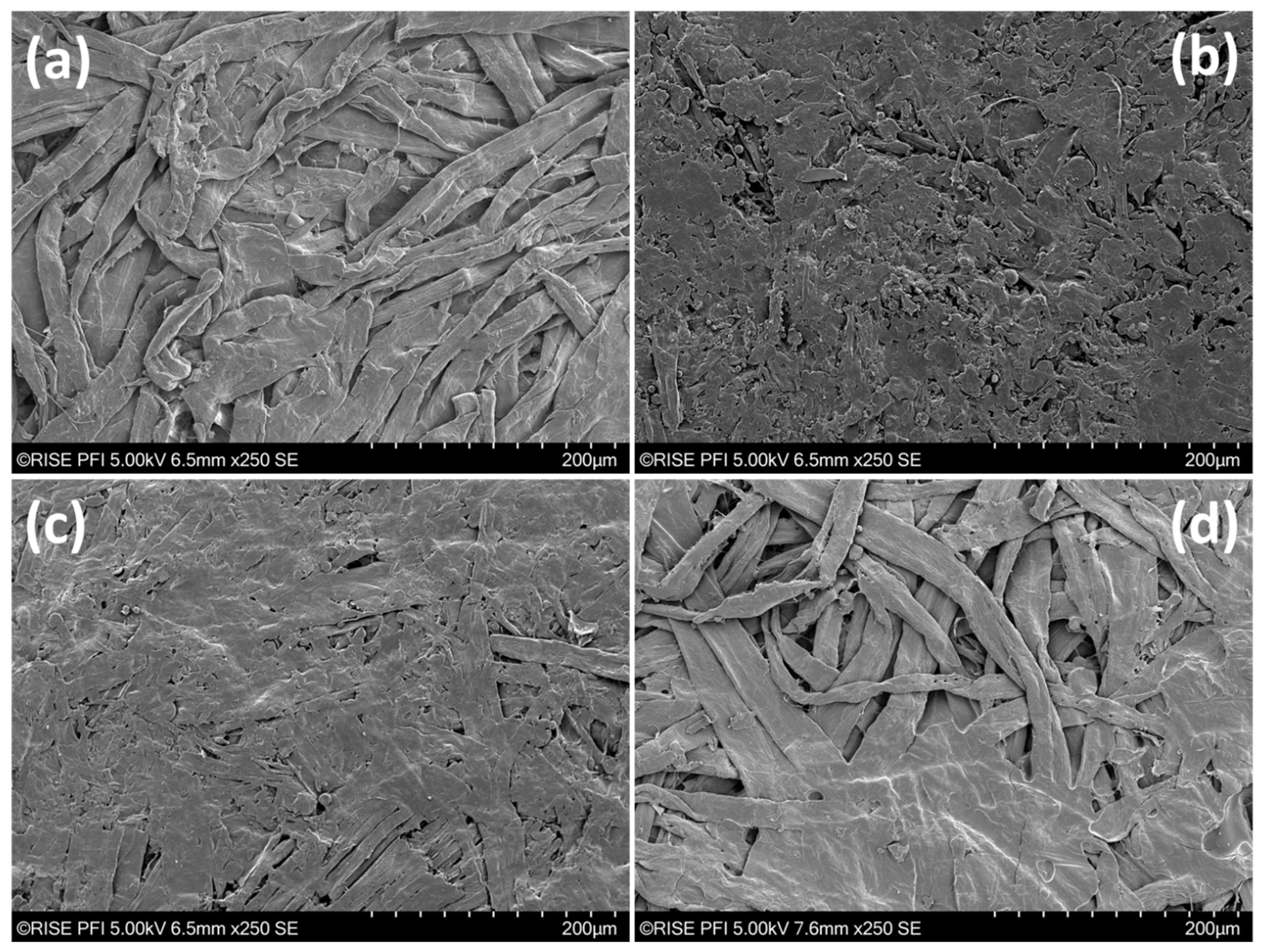
2.4.5. Scanning Electron Microscopy (SEM)
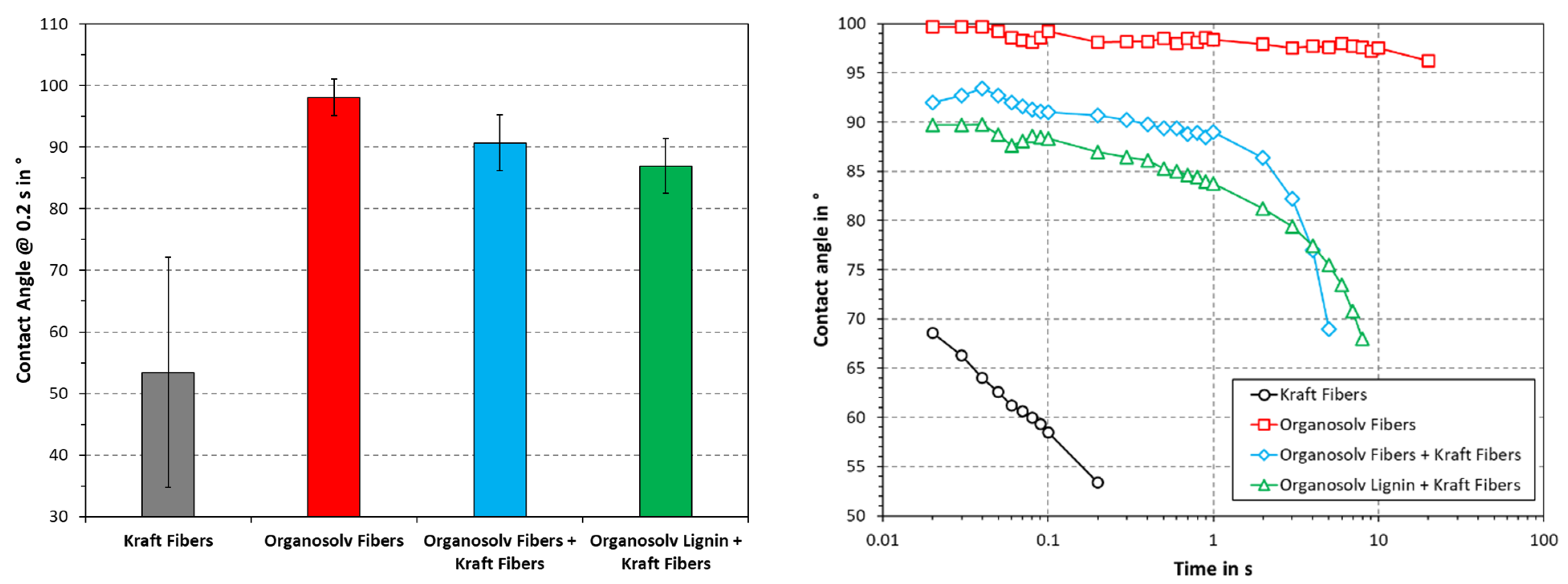
2.4.6. Contact Angle
2.4.7. Water Uptake
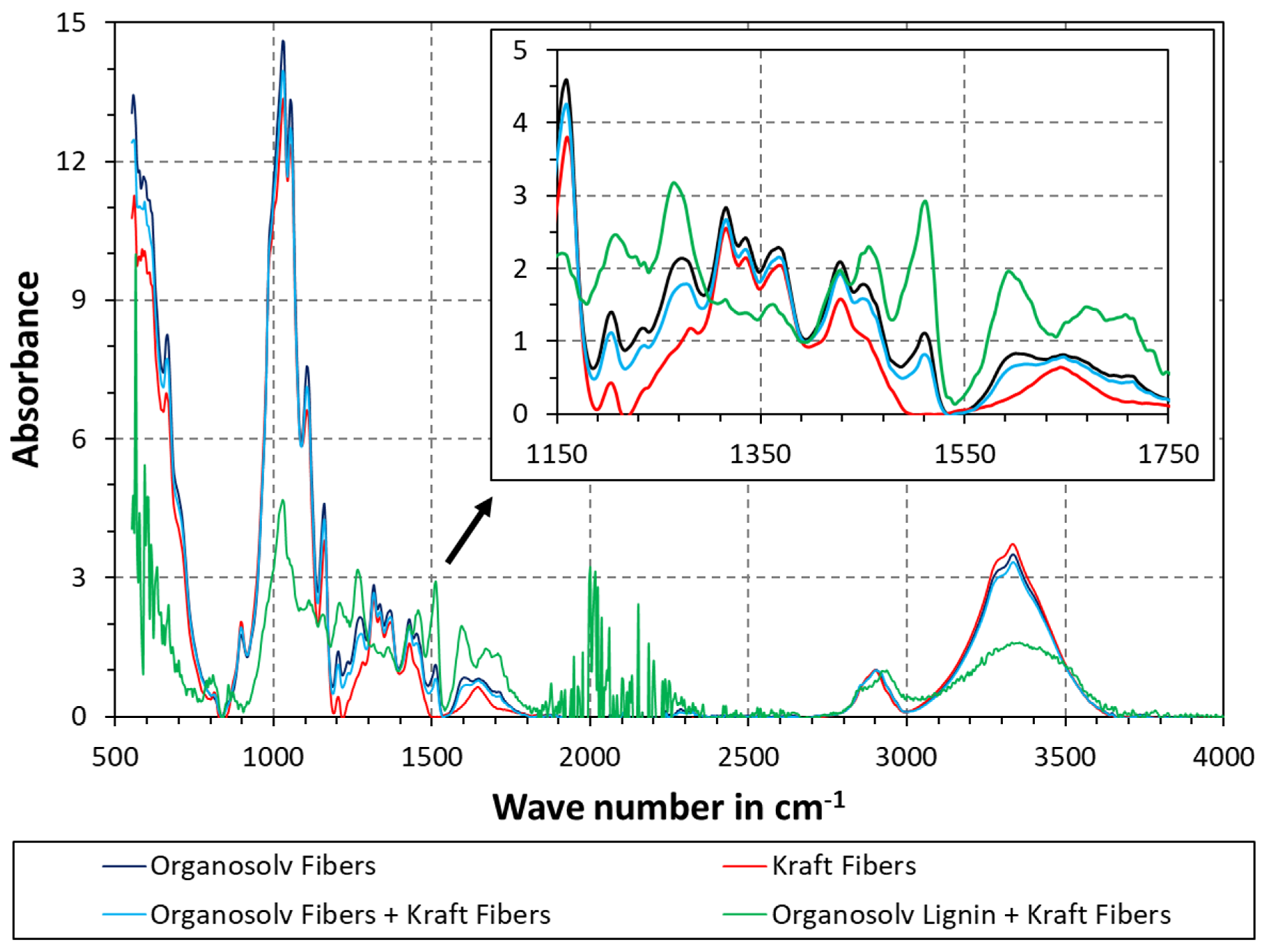
2.4.8. Fourier-Transform Infrared Spectroscopy (FT-IR)
2.4.9. Statistical Analysis
3. Results and Discussion
3.1. Raw Materials
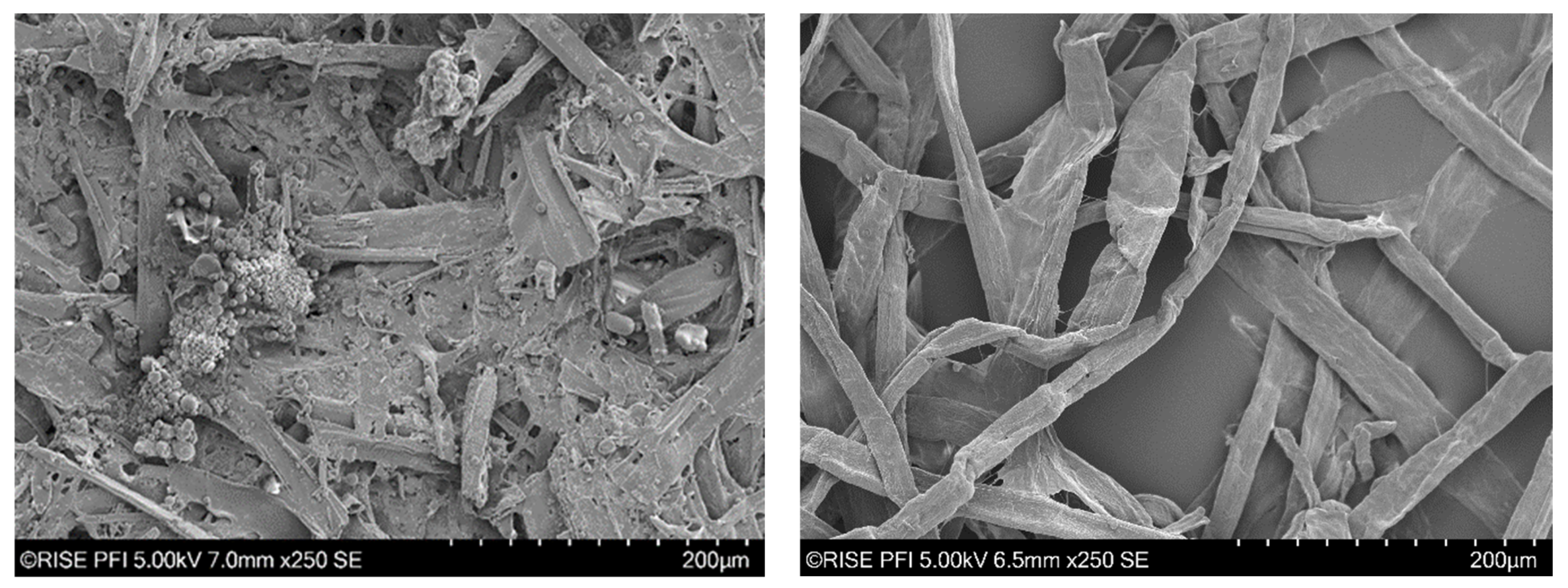
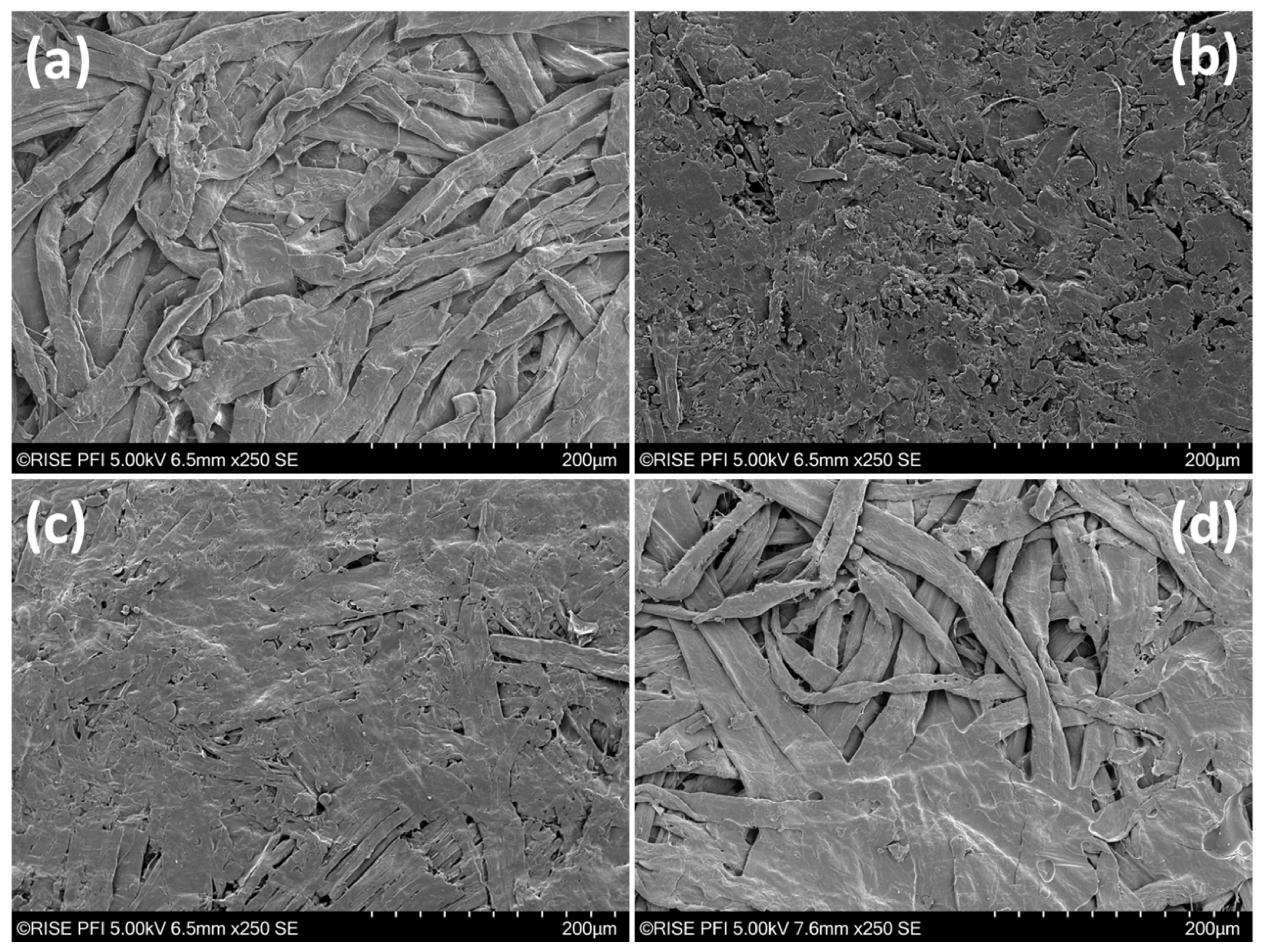
3.2. Surface Properties of the Thermopressed Handsheets
3.3. Density and Tensile Properties
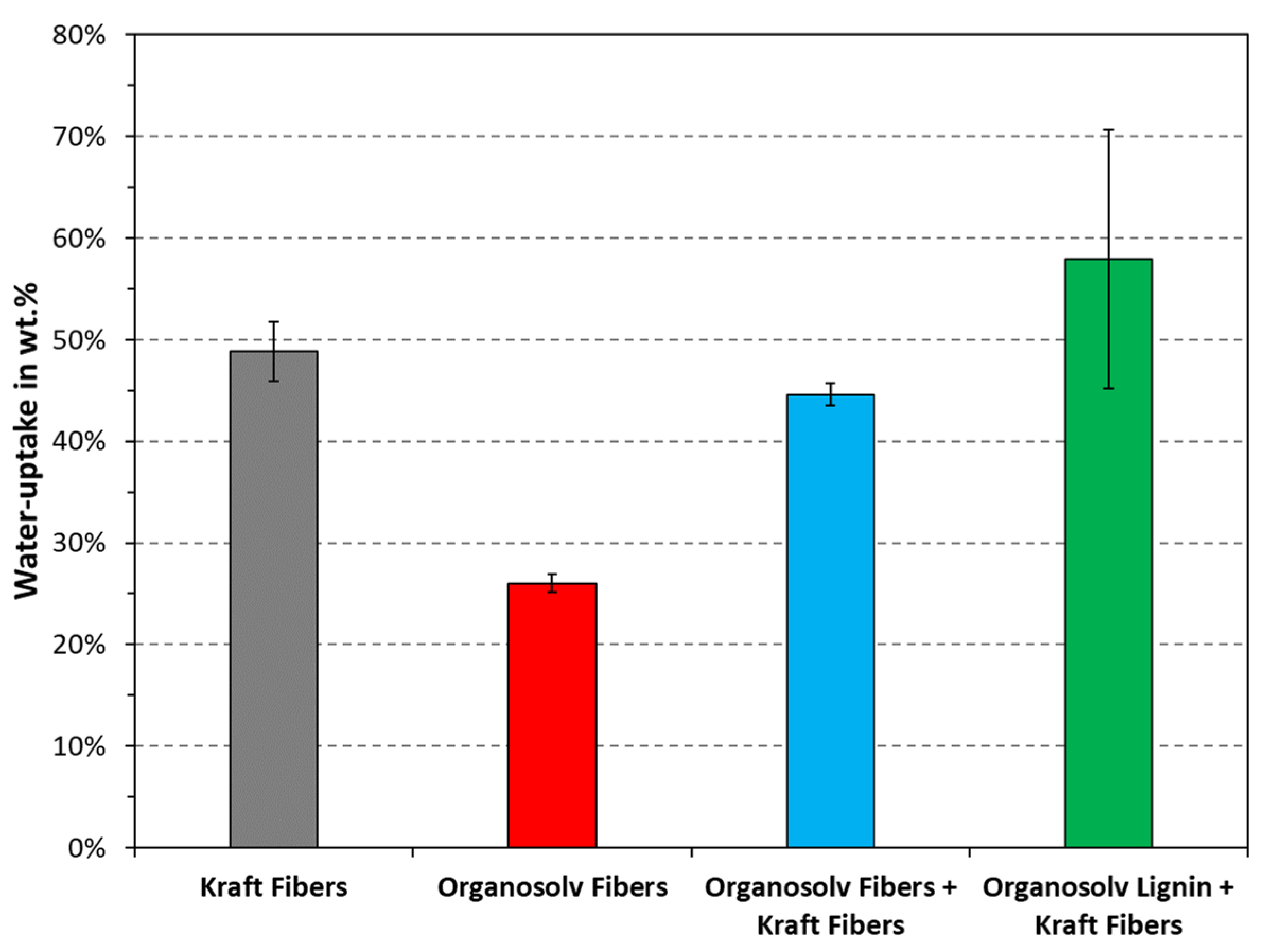
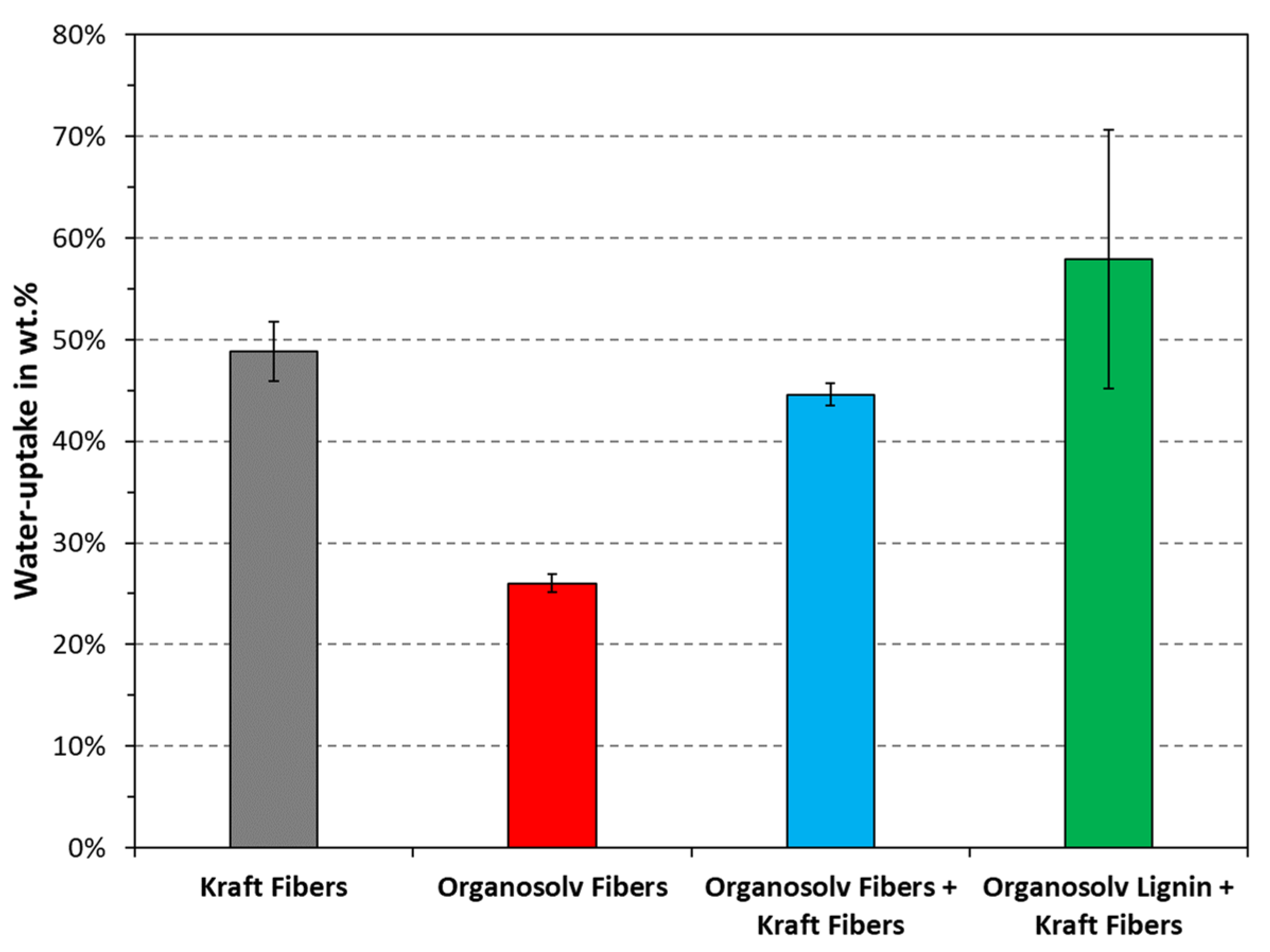
3.4. Water Interactions
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Comission, E. Single-Use Plastics. Available online: https://environment.ec.europa.eu/topics/plastics/single-use-plastics_en (accessed on 7 December 2023).
- Cherubini, F. The Biorefinery Concept: Using Biomass Instead of Oil for Producing Energy and Chemicals. Energy Convers. Manag. 2010, 51, 1412–1421. [Google Scholar] [CrossRef]
- Pasquier, E.; Skunde, R.; Ruwoldt, J. Influence of Temperature and Pressure during Thermoforming of Softwood Pulp. J. Bioresour. Bioprod. 2023, 8, 408–420. [Google Scholar] [CrossRef]
- Ruwoldt, J.; Tanase Opedal, M. Green Materials from Added-Lignin Thermoformed Pulps. Ind. Crops Prod. 2022, 185, 115102. [Google Scholar] [CrossRef]
- Jacobsen, E.U.; Følkner, S.P.; Blindheim, J.; Molteberg, D.; Steinert, M.; Chinga-Carrasco, G. The Effect of Cellulose Nanofibres on Dewatering during Wet-Forming and the Mechanical Properties of Thermoformed Specimens Made of Thermomechanical and Kraft Pulps. Nanomaterials 2023, 13, 2511. [Google Scholar] [CrossRef] [PubMed]
- Semple, K.E.; Zhou, C.; Rojas, O.J.; Nkeuwa, W.N.; Dai, C. Moulded Pulp Fibers for Disposable Food Packaging: A State-of-the-Art Review. Food Packag. Shelf Life 2022, 33, 100908. [Google Scholar] [CrossRef]
- Talja, R.A.; Clegg, F.; Breen, C.; Poppius-Levlin, K. Nano Clay Reinforced Xylan Barriers. In Proceedings of the 3rd Nordic Wood Biorefinery Conference (NWBC 2011), Stockholm, Sweden, 22–24 March 2011; pp. 132–137. [Google Scholar]
- Ferrari, F.; Striani, R.; Fico, D.; Alam, M.M.; Greco, A.; Esposito Corcione, C. An Overview on Wood Waste Valorization as Biopolymers and Biocomposites: Definition, Classification, Production, Properties and Applications. Polymers 2022, 14, 5519. [Google Scholar] [CrossRef]
- Joelsson, T.; Pettersson, G.; Norgren, S.; Svedberg, A.; Höglund, H.; Engstrand, P. High Strength Paper from High Yield Pulps by Means of Hot-Pressing. Nord. Pulp Pap. Res. J. 2020, 35, 195–204. [Google Scholar] [CrossRef]
- Vasile, C.; Baican, M. Lignins as Promising Renewable Biopolymers and Bioactive Compounds for High-Performance Materials. Polymers 2023, 15, 3177. [Google Scholar] [CrossRef]
- Yang, W.; Kenny, J.M.; Puglia, D. Structure and Properties of Biodegradable Wheat Gluten Bionanocomposites Containing Lignin Nanoparticles. Ind. Crops Prod. 2015, 74, 348–356. [Google Scholar] [CrossRef]
- Tanase-Opedal, M.; Ruwoldt, J. Organosolv Lignin as a Green Sizing Agent for Thermoformed Pulp Products. ACS Omega 2022, 7, 46583–46593. [Google Scholar] [CrossRef]
- Ferreira, J.A.; Taherzadeh, M.J. Improving the Economy of Lignocellulose-Based Biorefineries with Organosolv Pretreatment. Bioresour. Technol. 2020, 299, 122695. [Google Scholar] [CrossRef] [PubMed]
- Joseph, P.; Tanase-Opedal, M.; Moe, S.T. Polymer Properties of Softwood Organosolv Lignins Produced in Two Different Reactor Systems. Biopolymers 2023, 114, e23566. [Google Scholar] [CrossRef] [PubMed]
- Gao, W.; Fatehi, P. Lignin for Polymer and Nanoparticle Production: Current Status and Challenges. Can. J. Chem. Eng. 2019, 97, 2827–2842. [Google Scholar] [CrossRef]
- Hult, E.L.; Ropponen, J.; Poppius-Levlin, K.; Ohra-Aho, T.; Tamminen, T. Enhancing the Barrier Properties of Paper Board by a Novel Lignin Coating. Ind. Crops Prod. 2013, 50, 694–700. [Google Scholar] [CrossRef]
- Yu, Q.; Zhuang, X.; Yuan, Z.; Kong, X.; Qi, W.; Wang, W.; Wang, Q.; Tan, X. Influence of Lignin Level on Release of Hemicellulose-Derived Sugars in Liquid Hot Water. Int. J. Biol. Macromol. 2016, 82, 967–972. [Google Scholar] [CrossRef] [PubMed]
- Dutta, P.K.; Mehrotra, G.K. Lignin Incorporated Antimicrobial Chitosan Film for Food Packaging Application. J. Polym. Mater. 2017, 34, 171. [Google Scholar]
- Debnath, M.; Sarder, R.; Pal, L.; Hubbe, M.A. Molded Pulp Products for Sustainable Packaging: Production Rate Challenges and Product Opportunities. BioResources 2022, 17, 3810–3870. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Y.; Zhou, J.; Li, M.; Yue, J. Preparation of Molded Fiber Products from Hydroxylated Lignin Compounded with Lewis Acid-Modified Fibers Its Analysis. Polymers 2021, 13, 1349. [Google Scholar] [CrossRef]
- Oliaei, E.; Lindström, T.; Berglund, L.A. Sustainable Development of Hot-Pressed All-Lignocellulose Composites—Comparing Wood Fibers and Nanofibers. Polymers 2021, 13, 2747. [Google Scholar] [CrossRef]
- Baumberger, S. Starch-Lignin Films. In Chemical Modification, Properties, and Usage of Lignin; Springer: Berlin/Heidelberg, Germany, 2002; pp. 1–19. [Google Scholar]
- Nägele, H.; Pfitzer, J.; Nägele, E.; Inone, E.R.; Eisenreich, N.; Eckl, W.; Eyerer, P. ARBOFORM®—A Thermoplastic, Processable Material from Lignin and Natural Fibers. In Chemical Modification, Properties, and Usage of Lignin; Springer: Berlin/Heidelberg, Germany, 2002; pp. 101–119. [Google Scholar]
- Velásquez, J.A.; Ferrando, F.; Salvadó, J. Effects of Kraft Lignin Addition in the Production of Binderless Fiberboard from Steam Exploded Miscanthus Sinensis. Ind. Crops Prod. 2003, 18, 17–23. [Google Scholar] [CrossRef]
- Westin, M.; Simonson, R.; Östman, B. Kraft Lignin Wood Fiberboards—The Effect of Kraft Lignin Addition to Wood Chips or Board Pulp Prior to Fiberboard Production. Holz als Roh-und Werkst. 2001, 58, 393–400. [Google Scholar] [CrossRef]
- Theng, D.; El Mansouri, N.E.; Arbat, G.; Ngo, B.; Delgado-Aguilar, M.; Pèlach, M.; Fullana-i-Palmer, P.; Mutjé, P. Fiberboards Made from Corn Stalk Thermomechanical Pulp and Kraft Lignin as a Green Adhesive. BioResources 2017, 12, 2379–2393. [Google Scholar] [CrossRef]
- Domínguez-Robles, J.; Tarrés, Q.; Delgado-Aguilar, M.; Rodríguez, A.; Espinach, F.X.; Mutjé, P. Approaching a New Generation of Fiberboards Taking Advantage of Self Lignin as Green Adhesive. Int. J. Biol. Macromol. 2018, 108, 927–935. [Google Scholar] [CrossRef] [PubMed]
- Kopacic, S.; Ortner, A.; Guebitz, G.; Kraschitzer, T.; Leitner, J.; Bauer, W. Technical Lignins and Their Utilization in the Surface Sizing of Paperboard. Ind. Eng. Chem. Res. 2018, 57, 6284–6291. [Google Scholar] [CrossRef]
- Dong, L.; Hu, H.; Cheng, F.; Yang, S. The Water Resistance of Corrugated Paper Improved by Lipophilic Extractives and Lignin in APMP Effluent. J. Wood Sci. 2015, 61, 412–419. [Google Scholar] [CrossRef]
- Javed, A.; Ullsten, H.; Rättö, P.; Järnström, L. Lignin-Containing Coatings for Packaging Materials. Nord. Pulp Pap. Res. J. 2018, 33, 548–556. [Google Scholar] [CrossRef]
- Joseph, P.; Tanase, M.; Størker, O. The O-Factor: Using the H-Factor Concept to Predict the Outcome of Organosolv Pretreatment. Biomass Convers. Biorefinery 2021, 13, 6727–6736. [Google Scholar] [CrossRef]
- Pulps: Laboratory wet disintegration—Part 1: Disintegration of chemical pulps. ISO: Geneva, Switzerland, 2004.
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; National Renewable Energy Laboratory (NREL): Golden, CO, USA, 2008.
- TAPPI UM 250; Acid-Soluble Lignin in Wood and Pulp. Technical Association of the Pulp and Paper Industry (TAPPI): Peachtree Corners, GA, USA, 1991.
- Fengel, D.; Wegener, G. Wood: Chemistry, Ultrastructure, Reactions; Walter de Gruyter: Berlin, Germany; New York, NY, USA, 1984. [Google Scholar]
- ISO 534:2011; Paper and Board: Determination of Thickness, Density and Specific Volume. ISO: Geneva, Switzerland, 2011.
- Kalpić, D.; Hlupić, N.; Lovrić, M. Student’s t-Tests. In International Encyclopedia of Statistical Science; Springer: Berlin/Heidelberg, Germany, 2014; pp. 1559–1563. [Google Scholar] [CrossRef]
- Georgii, H.-O. Stochastik Einführung in Die Wahrscheinlichkeitstheorie Und Statistik; 3. Auflage.; De Gruyter: Berlin, Germany; New York, NY, USA, 2007. [Google Scholar] [CrossRef]
- Hon, D.N.; Shiraishi, N. Wood and Cellulosic Chemistry, Revised, and Expanded; Taylor & Francis Ltd.: London, UK, 2000. [Google Scholar]
- Joseph, P.; Ottesen, V.; Opedal, M.T.; Moe, S.T. Morphology of Lignin Structures on Fiber Surfaces after Organosolv Pretreatment. Biopolymers 2022, 113, e23520. [Google Scholar] [CrossRef]
- Ibrahem, A.A.; Yousef, M.A.; El-meadawi, S.A. Effect of Beating on Fibre Crystallinity and Physical Properties of Paper Sheets. J. Islam. Acad. Sci. 1989, 2, 295–298. [Google Scholar]
- Jacobsen, E.U. Sustainable Fibre Materials for Replacing Plastics in 3D-Forming Applications. Master’s Thesis, NTNU, Trondheim, Norway, 2017. [Google Scholar]
- Mandlez, D.; Koller, S.; Eckhart, R.; Kulachenko, A.; Bauer, W.; Hirn, U. Quantifying the Contribution of Fines Production during Refining to the Resulting Paper Strength. Cellulose 2022, 29, 8811–8826. [Google Scholar] [CrossRef]
- Tanase-Opedal, M.; Espinosa, E.; Rodríguez, A.; Chinga-Carrasco, G. Lignin: A Biopolymer from Forestry Biomass for Biocomposites and 3D Printing. Materials 2019, 12, 3006. [Google Scholar] [CrossRef] [PubMed]
- Dehne, L.; Vila, C.; Saake, B.; Schwarz, K.U. Esterification of Kraft Lignin as a Method to Improve Structural and Mechanical Properties of Lignin-Polyethylene Blends. J. Appl. Polym. Sci. 2017, 134, 44582. [Google Scholar] [CrossRef]
- Liu, Y.; Ma, S.; Wang, F.; Wang, L. Advances in Research of Molded Pulp for Food Packaging. J. Renew. Mater. 2023, 11, 3831–3846. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spruce Wood Chips | Organosolv Fibers | |
|---|---|---|
| Glucose (wt.%) | 43.79 | 67.89 |
| Xylose (wt.%) | 4.59 | 2.09 |
| Arabinose (wt.%) | 1.28 | 0 |
| Galactose (wt.%) | 1.40 | 0 |
| Mannose (wt.%) | 12.48 | 1.18 |
| Cellulose (wt.%) | 39.6 | 67.5 |
| Hemicellulose (galactoglucomannan) (wt.%) | 18.0 | 1.6 |
| Lignin (acid insoluble + acid soluble) (wt.%) | 31.5 | 27.0 |
| Kraft Fibers | Organosolv Fibers | ||
|---|---|---|---|
| Mean fiber length | mm | 2.018 ± 0.042 | 0.565 ± 0.017 |
| Mean fiber width | µm | 27.6 ± 0.2 | 29.5 ± 0.2 |
| Mean fines content | % | 15.4 ± 0.8 | 82.3 ± 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ruwoldt, J.; Chinga-Carrasco, G.; Tanase-Opedal, M. Sustainable Materials from Organosolv Fibers and Lignin, Kraft Fibers, and Their Blends. Polymers 2024, 16, 377. https://doi.org/10.3390/polym16030377
Ruwoldt J, Chinga-Carrasco G, Tanase-Opedal M. Sustainable Materials from Organosolv Fibers and Lignin, Kraft Fibers, and Their Blends. Polymers. 2024; 16(3):377. https://doi.org/10.3390/polym16030377
Chicago/Turabian StyleRuwoldt, Jost, Gary Chinga-Carrasco, and Mihaela Tanase-Opedal. 2024. "Sustainable Materials from Organosolv Fibers and Lignin, Kraft Fibers, and Their Blends" Polymers 16, no. 3: 377. https://doi.org/10.3390/polym16030377
APA StyleRuwoldt, J., Chinga-Carrasco, G., & Tanase-Opedal, M. (2024). Sustainable Materials from Organosolv Fibers and Lignin, Kraft Fibers, and Their Blends. Polymers, 16(3), 377. https://doi.org/10.3390/polym16030377