
Synthesis of a Bimetallic-Doped Phytate-Melamine Composite as an Efficient Additive for Epoxy Resins with High Fire Safety
 , , , ,
, , , ,
Abstract
1. Introduction
2. Experimental Section
2.1. Materials
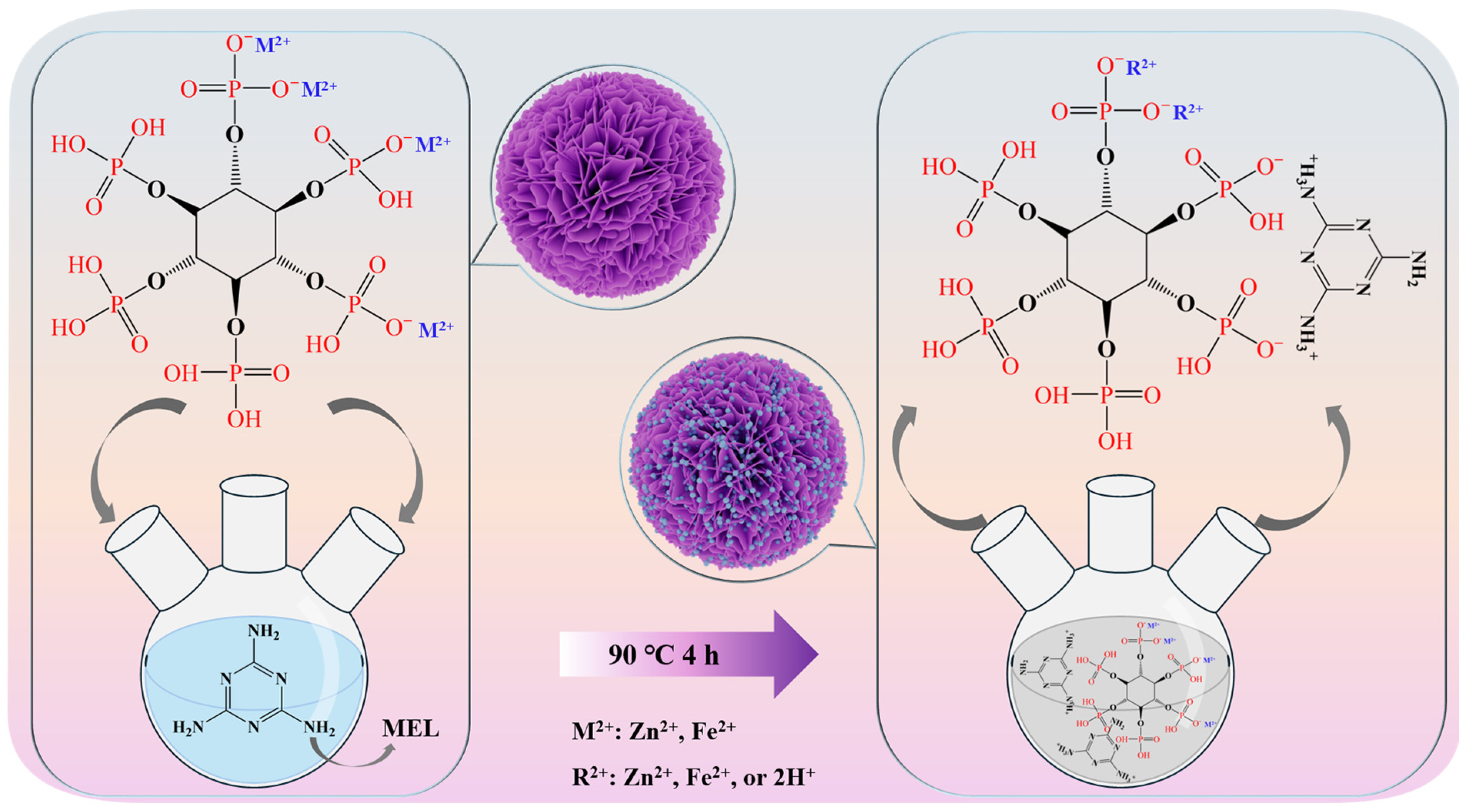
2.2. Synthesis of BPM
2.3. Fabrication of Bimetallic Phytic Acid-Melamine Flame Retardant Coatings (BPME)
2.4. Flame Retardant Coatings on Wood Surfaces (BPME-W)
2.5. Characterization and Properties
2.5.1. Structural Characterization
2.5.2. Thermal Analysis
2.5.3. Flame Retardance and Burning Behavior
2.5.4. Mechanical Properties
3. Results and Discussion
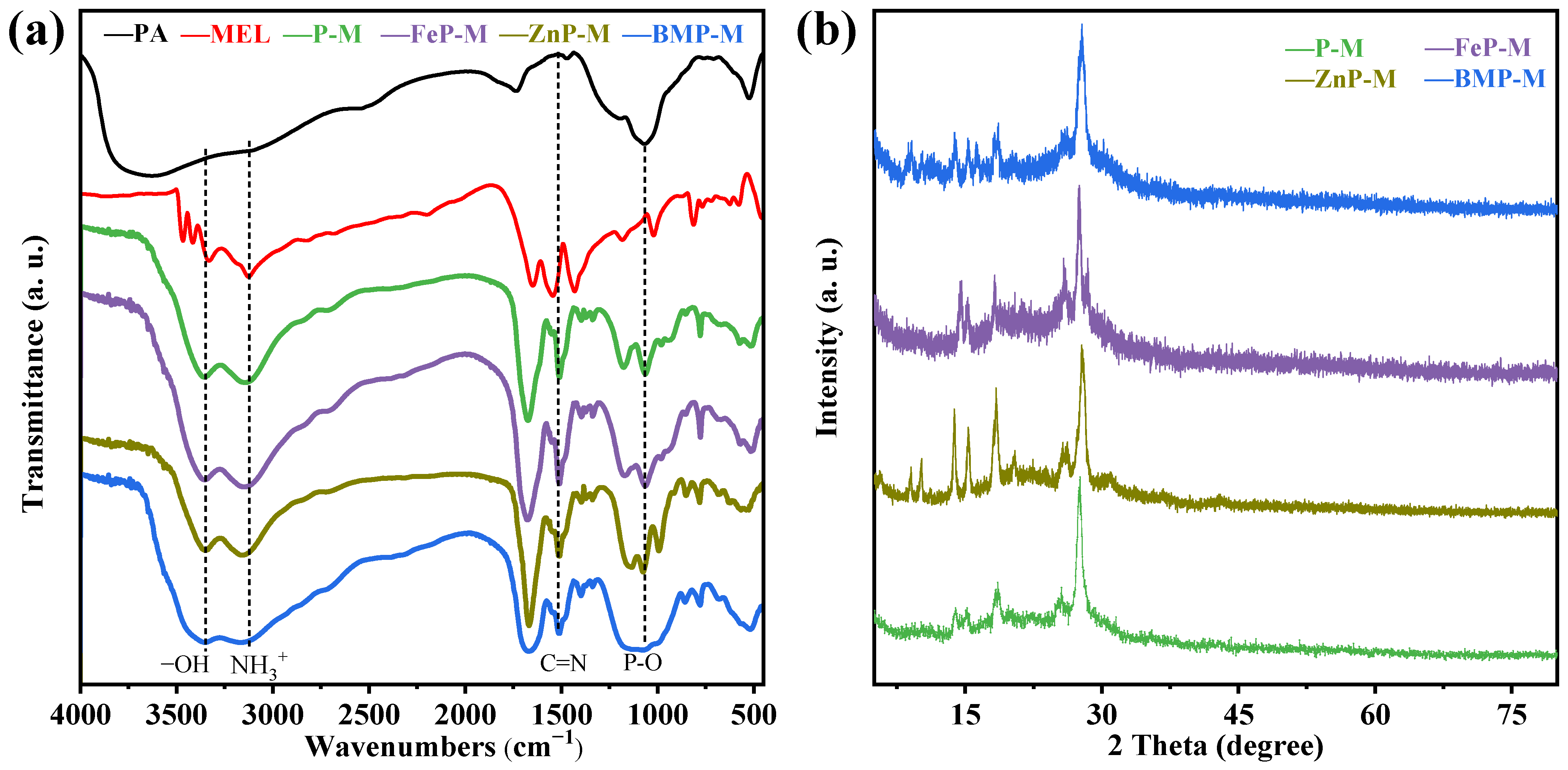
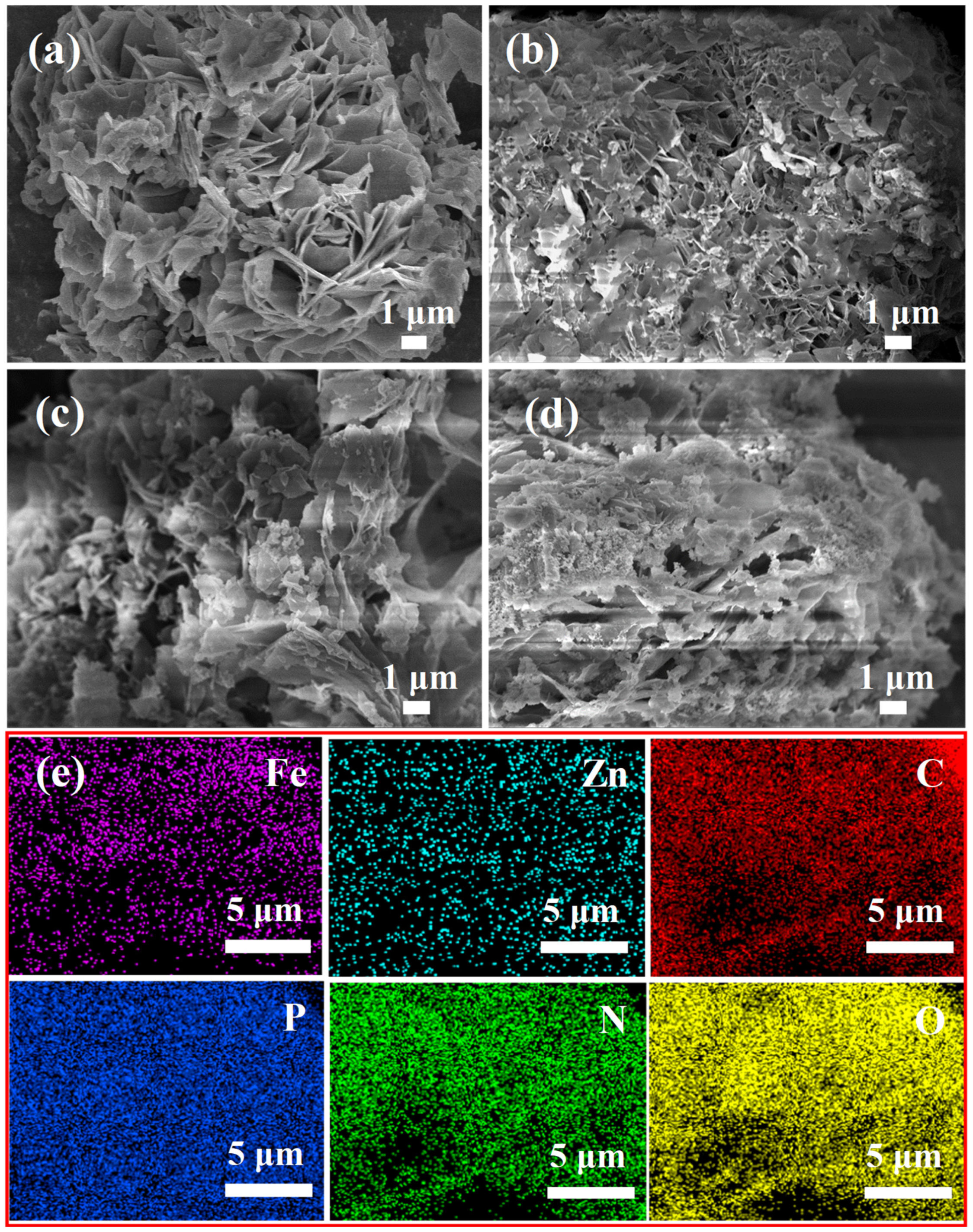
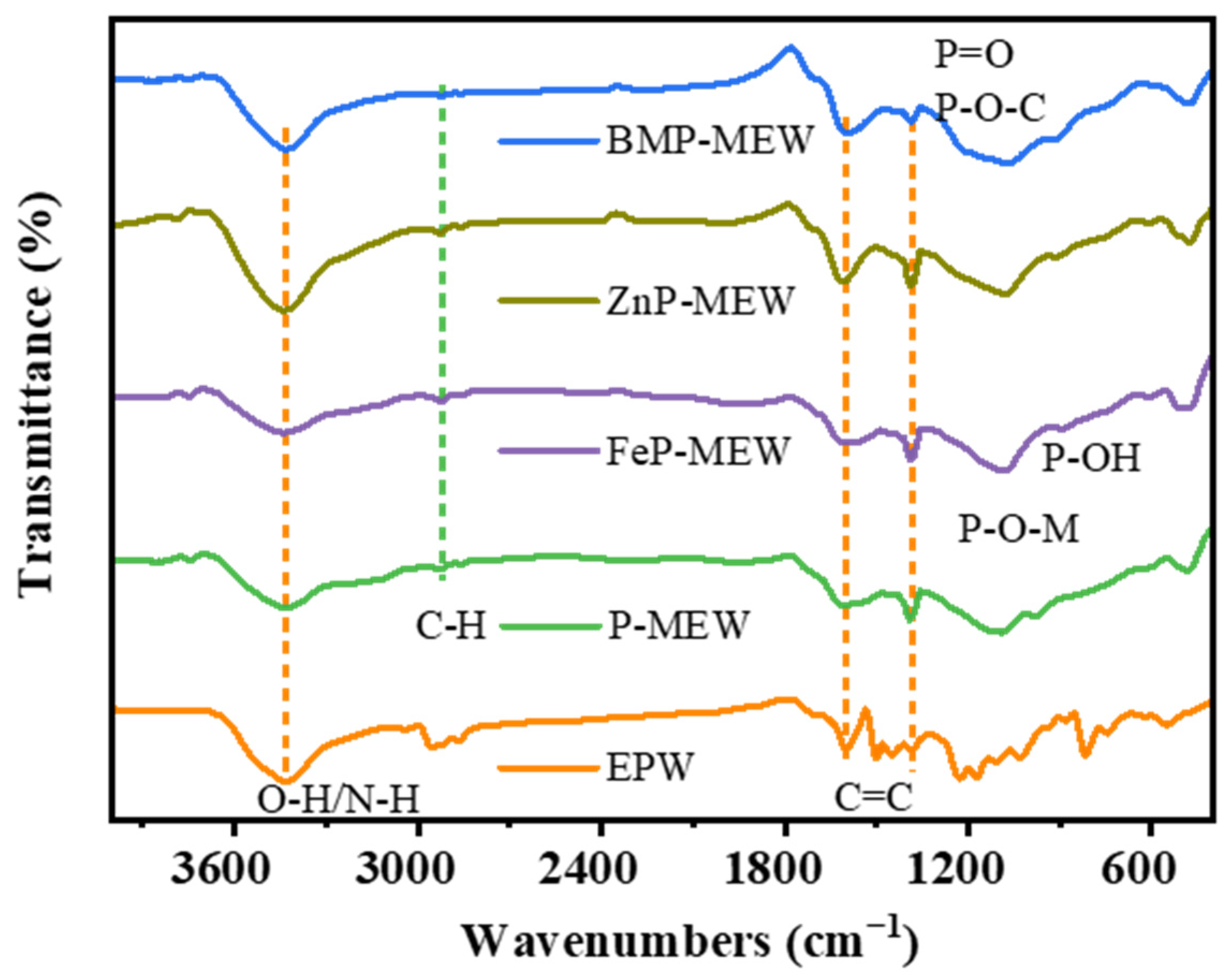
3.1. Characterization of the Flame Retardants
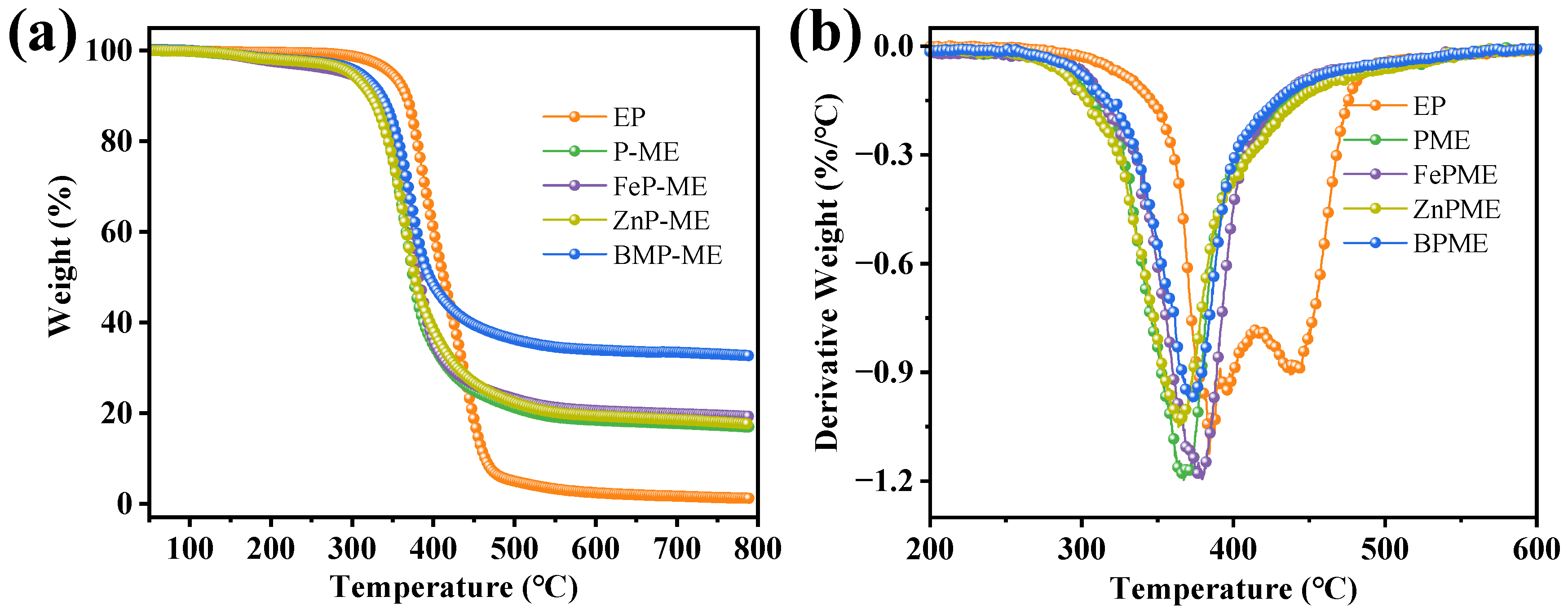
3.2. Thermal Stability of the EP Composite Coatings
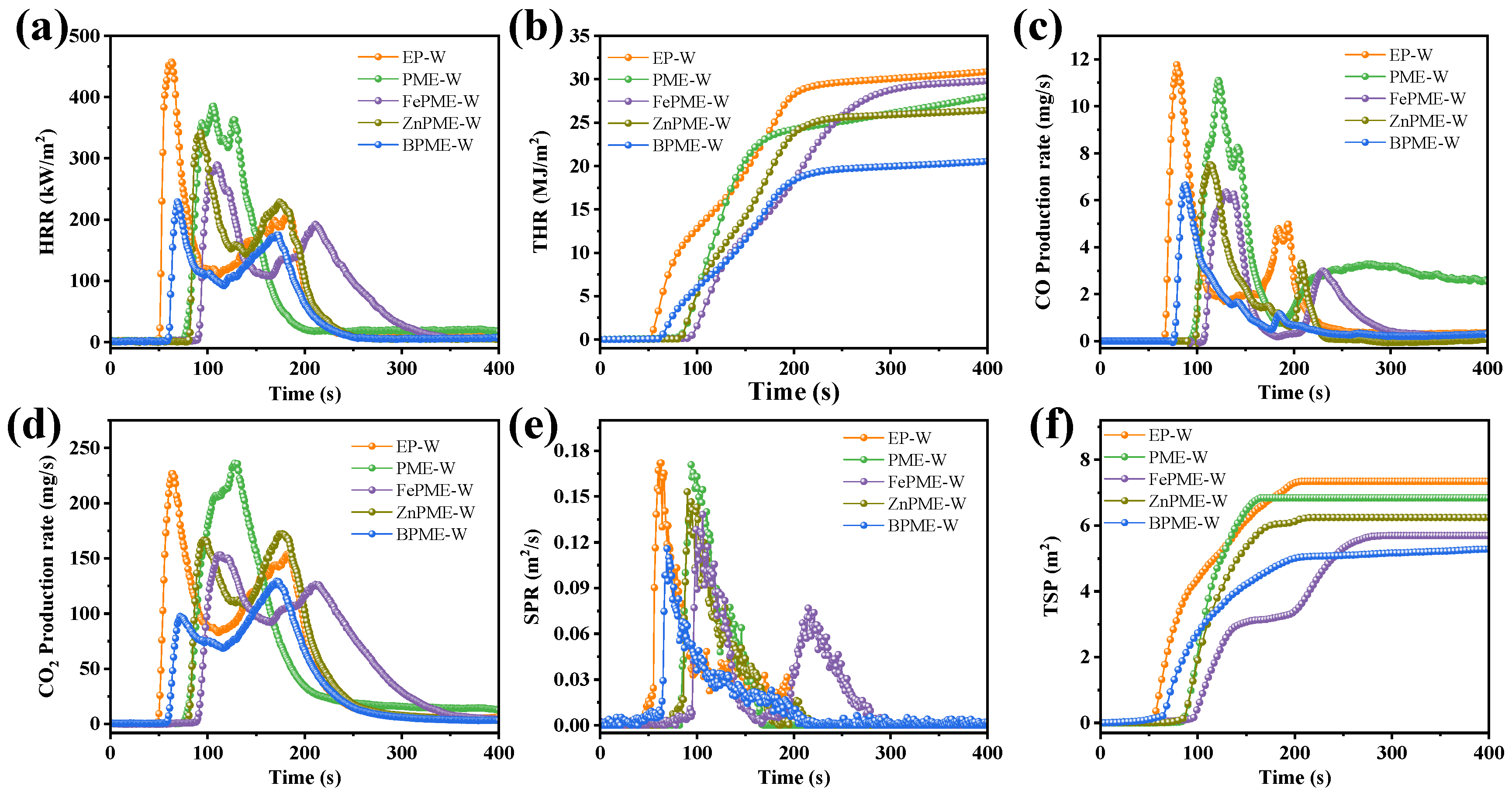
3.3. Flammability of the BPME-W Composites
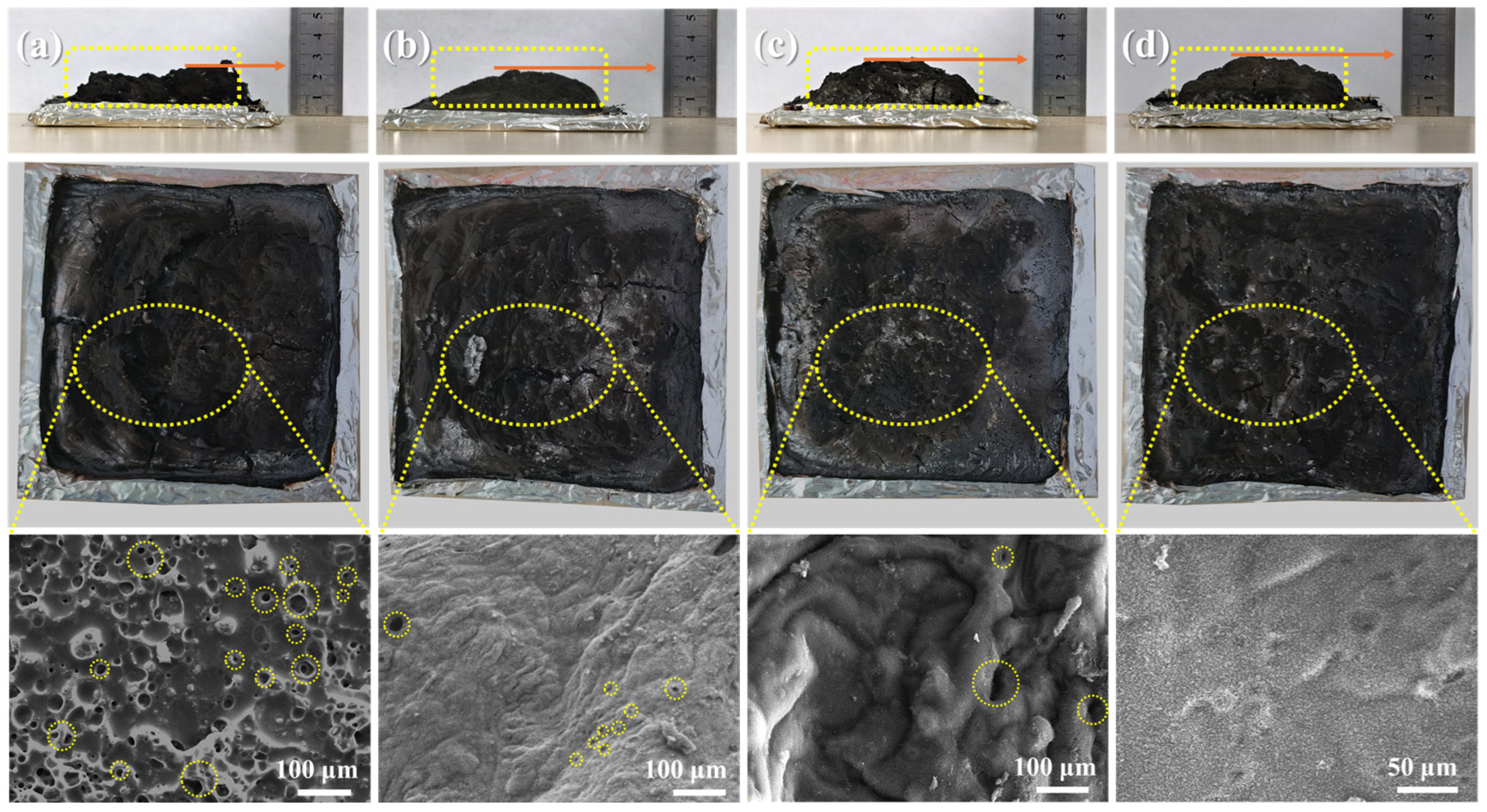
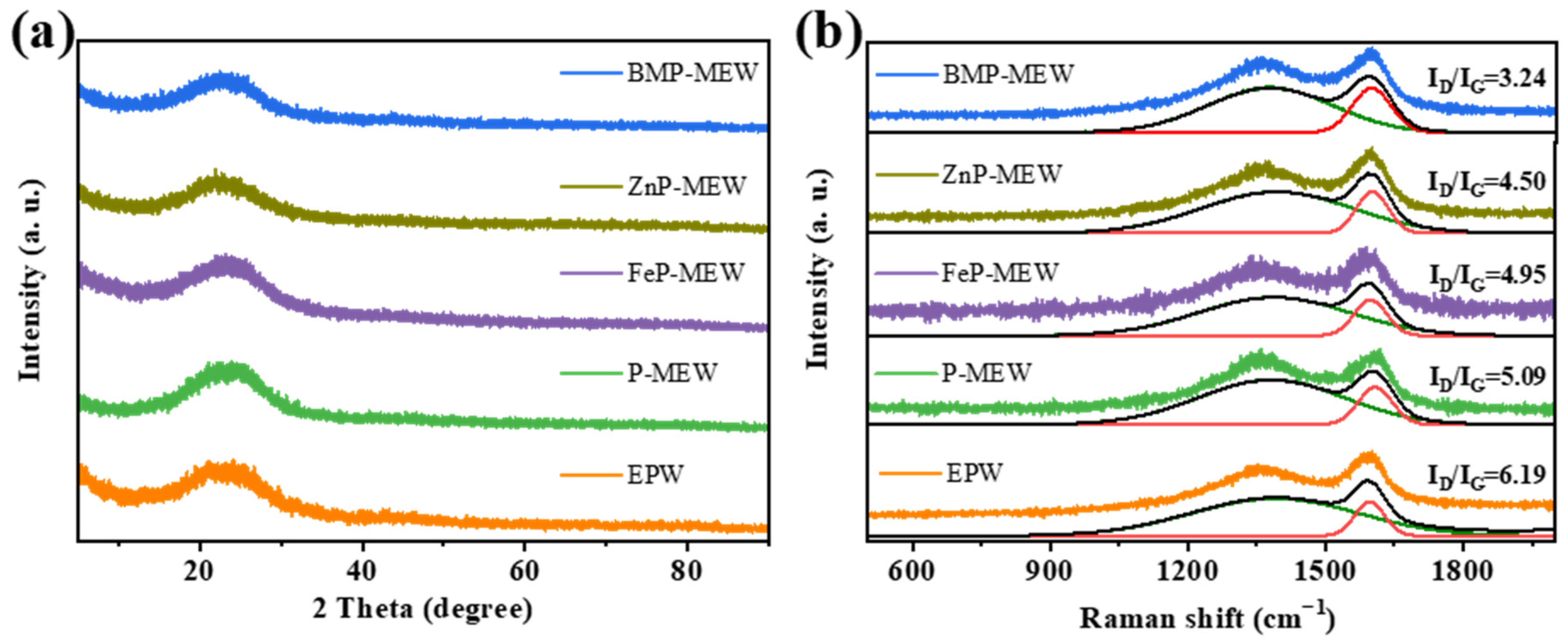
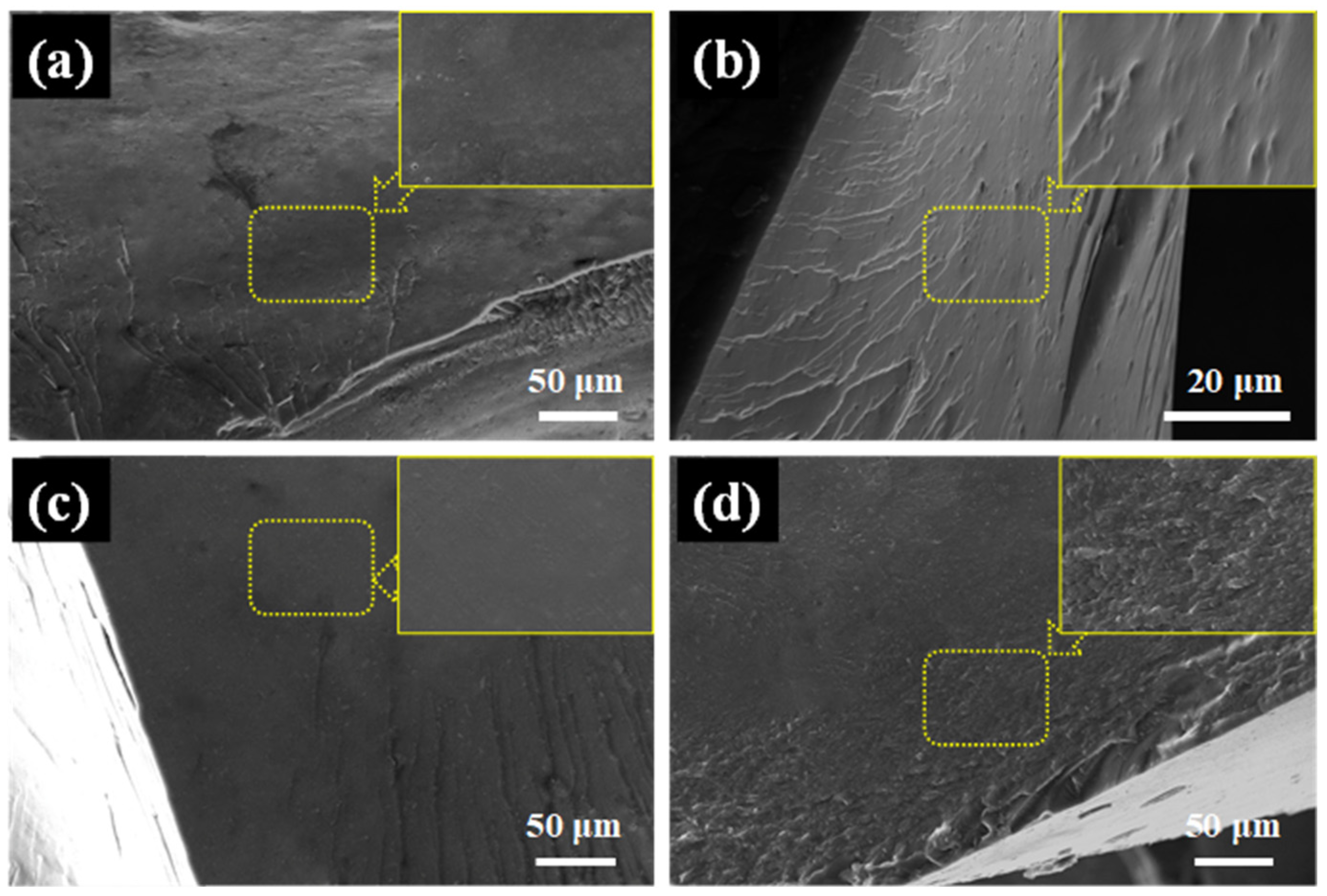
3.4. Char Residue Analysis
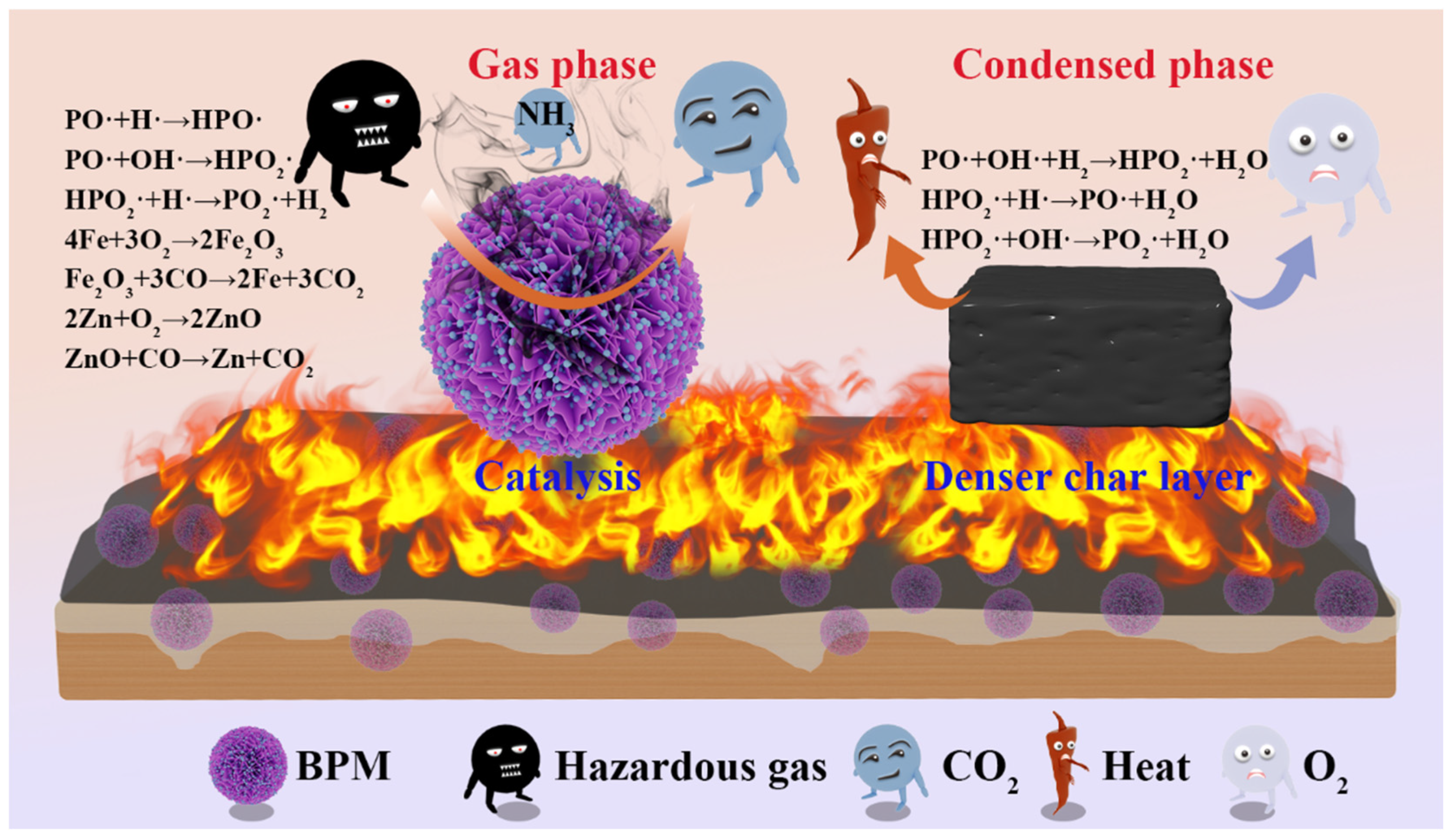
3.5. Flame Retardant Mechanism
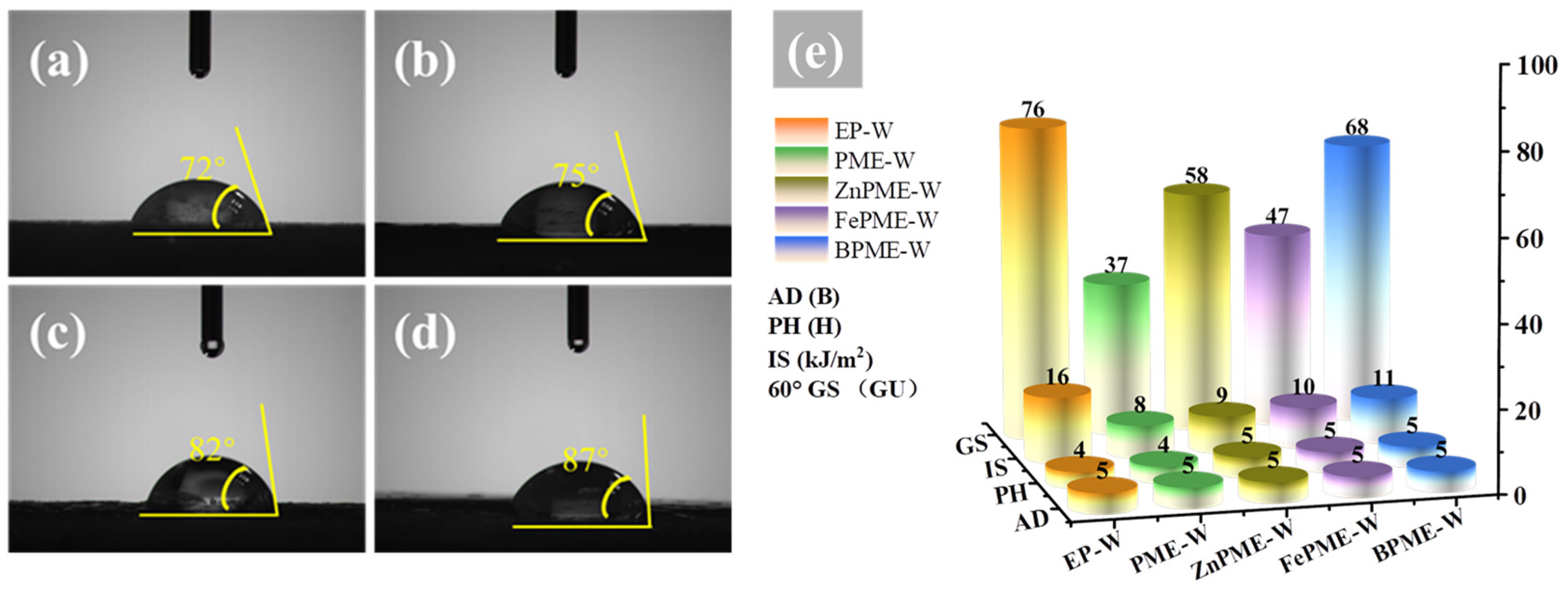
3.6. Mechanical Performance
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Haque, M.; Islam, S.M.M.; Chowdhury, P.; Labib, K.M.R.U.; Bin Rashid, A. A comparative study on the influence of MWCNT, GO, and Al(OH)3 gel matrix modification on hierarchical structured composite reinforced with needle-punched jute fiber and glass fiber. Results Eng. 2024, 21, 101671. [Google Scholar] [CrossRef]
- Li, Y.; Yang, Z.; Guan, J.; Chen, Z.; He, X.; Cao, Z.; Yan, Q.; Zhao, J.; Lei, Z. Facile Synthesize of an Inorganic–Organic Hybrid for a Simultaneous Improvement of Fire Safety and Mechanical Properties of Epoxy Resins. J. Inorg. Organomet. Polym. Mater. 2024. [Google Scholar] [CrossRef]
- Wu Klingler, W.; Rougier, V.; Huang, Z.; Parida, D.; Lehner, S.; Casutt, A.; Rentsch, D.; Hedlund, K.B.; Barandun, G.A.; Michaud, V.; et al. Recyclable flame retardant phosphonated epoxy based thermosets enabled via a reactive approach. Chem. Eng. J. 2023, 466, 143051. [Google Scholar] [CrossRef]
- Ravikumar, R.; Jagadeshvaran, P.L.; Biju, R.; Binoy, L.; Raghavan, J.R.V.; Krishnakumar, T.S.; Indulal, C.R. Role of polypyrrole-based SrO–CuO nanocomposite on flame retardancy and heat dissipation applications. Chem. Pap. 2023, 77, 3413–3426. [Google Scholar] [CrossRef]
- Wang, K.; Meng, D.; Wang, S.; Sun, J.; Li, H.; Gu, X.; Zhang, S. Impregnation of phytic acid into the delignified wood to realize excellent flame retardant. Ind. Crops Prod. 2022, 176, 114364. [Google Scholar] [CrossRef]
- Song, K.; Bi, X.; Yu, C.; Pan, Y.-T.; Xiao, P.; Wang, J.; Song, J.-I.; He, J.; Yang, R. Structure of Metal–Organic Frameworks Eco-Modulated by Acid–Base Balance toward Biobased Flame Retardant in Polyurea Composites. ACS Appl. Mater. Interfaces 2024, 16, 15227–15241. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Liu, C.; Zhu, J.; Huan, X.; Xu, K.; Geng, H.; Chen, X.; Li, T.; Deng, D.; Ding, W.; et al. Intrinsically reactive hyperbranched interface governs graphene oxide dispersion and crosslinking in epoxy for enhanced flame retardancy. J. Colloid Interface Sci. 2024, 672, 465–476. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Zhou, Z.; Huang, J.; Wang, Y. A flame retardant poly vinyl alcohol/graphene oxide/phytic acid composite for a quick response and ultra-long fire alarm. J. Mater. Chem. A 2024, 12, 6050–6066. [Google Scholar] [CrossRef]
- Kundu, C.K.; Song, L.; Hu, Y. Sucrose derivative as a cross-linking agent in enhancing coating stability and flame retardancy of polyamide 66 textiles. Prog. Org. Coat. 2021, 159, 106438. [Google Scholar] [CrossRef]
- Fang, Y.; Qi, D.; Wu, L. Flame retardant cotton fabrics with ultra-fast and long-term fire early warning response. Int. J. Biol. Macromol. 2024, 271, 132673. [Google Scholar] [CrossRef] [PubMed]
- Tian, F.; Wu, Y.; Zhu, C.; She, Y.; Jin, Y.; Wang, B.; Chen, H.; Xu, H.; Liu, Y.; Wang, S.; et al. Preparation of ZIF-67-modified phosphate compounds for enhancing fire safety of strandboards. Chem. Eng. J. 2024, 483, 149393. [Google Scholar] [CrossRef]
- Tao, M.; Qian, L.; Wang, J.; Zhu, H.; Tang, W.; Chen, Y.; Xi, W.; Qiu, Y. From physical mixtures to block copolymer: Impose outstandingly toughening and flame retardant effect to polypropylene. Compos. B-Eng. 2023, 253, 110538. [Google Scholar] [CrossRef]
- Li, D.; Feng, M.; Cai, H.; Zhang, Y.; Yao, H.; Zhang, Z.; Bao, J.; Bu, X.; Zhou, Y. Ammonium polyphosphate@melamine phytate-layered double hydroxides: A loaded core–shell flame retardant for flame retardancy and smoke suppression in polypropylene. New J. Chem. 2024, 48, 10432–10445. [Google Scholar] [CrossRef]
- Wei, Q.; Zhang, J.; Cheng, Y.; Xie, Z.; Liu, Y.; Zhou, K. Surface modification of MXene nanosheets with P-N-containing agents for boosting flame retardancy of epoxy resin. J. Therm. Anal. Calorim. 2024, 149, 3141–3153. [Google Scholar] [CrossRef]
- Wang, D.; Wang, Y.; Zhang, X.; Li, T.; Du, M.; Chen, M.; Dong, W. Preferred zinc-modified melamine phytate for the flame retardant polylactide with limited smoke release. New J. Chem. 2021, 45, 13329–13339. [Google Scholar] [CrossRef]
- Jin, E.; Chung, Y.-J. Evaluation of combustion characteristics for wood specimens coated with metal oxides of different oxidation states in the secondary stage of combustion (II). Wood Sci. Technol. 2023, 58, 253–271. [Google Scholar] [CrossRef]
- Meng, W.; Dong, Y.; Li, J.; Cheng, L.; Zhang, H.; Wang, C.; Jiao, Y.; Xu, J.; Hao, J.; Qu, H. Bio-based phytic acid and tannic acid chelate-mediated interfacial assembly of Mg(OH)2 for simultaneously improved flame retardancy, smoke suppression and mechanical properties of PVC. Compos. B. Eng. 2020, 188, 107854. [Google Scholar] [CrossRef]
- Liu, Y.; Qian, J.; Shi, Y.; Xu, Y.; Mao, Y.; Lv, R.; Huang, B.; Sun, Y.; Zhao, Z.; Chang, Y.; et al. Latest advances of metal-organic frameworks-based materials for supercapacitors. Sustain. Mater. Technol. 2023, 36, e00588. [Google Scholar] [CrossRef]
- Wang, H.; Li, L.; Kang, Y.; Yin, X.; Lei, X.; Yang, J.; Xi, H.; Xu, X.; Yang, Z.; Lei, Z. Environmental Friendly Intumescent Flame Retardant Gives Epoxy Resin Excellent Fire Resistance and Mechanical Properties. Macromol. Res. 2022, 30, 536–546. [Google Scholar] [CrossRef]
- Sun, W.; Sun, Y. Growth of biobased flakes on the surface and within interlayer of metakaolinite to enhance the fire safety and mechanical properties of intumescent flame-retardant polyurea composites. Chem. Eng. J. 2022, 450, 138350. [Google Scholar] [CrossRef]
- Song, X.; Song, F.; Ding, X.-M.; Wu, J.-M.; Wang, X.-H.; Wang, F.; Feng, R.; Wang, X.-L.; Wang, Y.-Z. Construction of bio-based ramie fabric/epoxy resin composites with high flame retardant and mechanical performances. Ind. Crops Prod. 2023, 194, 116281. [Google Scholar] [CrossRef]
- Yang, Q.; Wang, J.; Chen, X.; Yang, S.; Huo, S.; Chen, Q.; Guo, P.; Wang, X.; Liu, F.; Chen, W.; et al. A phosphorus-containing tertiary amine hardener enabled flame retardant, heat resistant and mechanically strong yet tough epoxy resins. Chem. Eng. J. 2023, 468, 143811. [Google Scholar] [CrossRef]
- Qiu, S.; Zou, B.; Zhang, T.; Ren, X.; Yu, B.; Zhou, Y.; Kan, Y.; Hu, Y. Integrated effect of NH2-functionalized/triazine based covalent organic framework black phosphorus on reducing fire hazards of epoxy nanocomposites. Chem. Eng. J. 2020, 401, 126058. [Google Scholar] [CrossRef]
- Song, J.; Zhang, Y.; Wang, J.; Gu, C.; Hu, J.; Yin, P.; Shi, X.; Feng, J. Self-assembly Fe-Co MOF@BN and epoxy resin nano composites with highly enhanced flame retardancy and smoke suppression properties. Polym. Degrad. Stab. 2024, 225, 110811. [Google Scholar] [CrossRef]
- Ren, J.; Huo, S.; Huang, G.; Wang, T.; Feng, J.; Chen, W.; Xiao, S.; Song, P. A novel P/Ni-doped g-C3N4 nanosheets for improving mechanical, thermal and flame-retardant properties of acrylonitrile–butadienestyrene resin. Chem. Eng. J. 2023, 452, 139196. [Google Scholar] [CrossRef]
- Jiang, L.-Y.; Li, Z.; Liang, Y.-M.; Bi, Q.-Q.; Tian, S.; Lin, S.-Y.; Hu, Z.; Zheng, Y.; Hobson, J.; Wang, D.-Y. High-efficient fire-safe epoxy enabled by bio-based atomic-level catalytic engineering. Chem. Eng. J. 2023, 461, 141967. [Google Scholar] [CrossRef]
- Wang, Y.; Han, S.; Hu, X.; Li, W.; Na, B.; Xie, C.; Wang, X. Benefiting from the multiple effects of ferrocene and cyclotriphosphazene bi-based hierarchical layered nanosheets towards improving fire safety and mechanical properties of epoxy resin. Compos. B-Eng. 2023, 264, 110914. [Google Scholar] [CrossRef]
- Bekeshev, A.; Mostovoy, A.; Shcherbakov, A.; Zhumabekova, A.; Serikbayeva, G.; Vikulova, M.; Svitkina, V. Effect of Phosphorus and Chlorine Containing Plasticizers on the Physicochemical and Mechanical Properties of Epoxy Composites. J. Compos. Sci. 2023, 7, 178. [Google Scholar] [CrossRef]
- Huo, S.; Song, P.; Yu, B.; Ran, S.; Chevali, V.S.; Liu, L.; Fang, Z.; Wang, H. Phosphorus-containing flame retardant epoxy thermosets: Recent advances and future perspectives. Prog. Polym. Sci. 2021, 114, 101366. [Google Scholar] [CrossRef]
- Zhou, S.; Tao, R.; Dai, P.; Luo, Z.; He, M. Two-step fabrication of lignin-based flame retardant for enhancing the thermal and fire retardancy properties of epoxy resin composites. Polym. Compos. 2020, 41, 2025–2035. [Google Scholar] [CrossRef]
- Wei, W.-C.; Deng, C.; Huang, S.-C.; Wei, Y.-X.; Wang, Y.-Z. Nickel-Schiff base decorated graphene for simultaneously enhancing the electroconductivity, fire resistance, and mechanical properties of a polyurethane elastomer. J. Mater. Chem. A 2018, 6, 8643–8654. [Google Scholar] [CrossRef]
- Wang, K.; Jiang, Y.; Lv, C.; Chi, Q.; Guo, Y.; Tang, P.; Pan, G.; Guo, Q. Noncovalent self-assembled supramolecular aggregate decorated nickel-aluminum layered double hydroxides nanosheets for reinforcing the flame retardancy of PLA. J. Appl. Polym. Sci. 2023, 140, 17. [Google Scholar] [CrossRef]
- Gu, S.; Xiao, Y.F.; Tan, S.H.; Liu, B.W.; Guo, D.M.; Wang, Y.Z.; Chen, L. Neighboring Molecular Engineering in Diels–Alder Chemistry Enabling Easily Recyclable Carbon Fiber Reinforced Composites. Angew. Chem. Int. Ed. 2023, 62, e202312638. [Google Scholar] [CrossRef]
- Xu, W.; Yuan, L.; Liang, G.; Gu, A. Developing non-halogen and non-phosphorous flame retardant bismaleimide resin with high thermal resistance and high toughness through building crosslinked network with schiff base structure. Polym. Adv. Technol. 2022, 33, 1642–1654. [Google Scholar] [CrossRef]
- Rao, W.; Zhao, P.; Yu, C.; Zhao, H.-B.; Wang, Y.-Z. High strength, low flammability, and smoke suppression for epoxy thermoset enabled by a low-loading phosphorus-nitrogen-silicon compound. Compos. B-Eng. 2021, 211, 108640. [Google Scholar] [CrossRef]
- Wang, J.; Zhan, J.; Mu, X.; Jin, X.; Chu, F.; Kan, Y.; Xing, W. Manganese phytate dotted polyaniline shell enwrapped carbon nanotube: Towards the reinforcements in fire safety and mechanical property of polymer. J. Colloid Interface Sci. 2018, 529, 345–356. [Google Scholar] [CrossRef]
- Zheng, P.; Wang, R.; Wang, D.; Peng, X.; Zhao, Y.; Liu, Q. A phosphorus-containing hyperbranched phthalocyanine flame retardant for epoxy resins. Sci. Rep. 2021, 11, 17731. [Google Scholar] [CrossRef]
- Ma, Y.; Lou, Y.; Zhang, H.; Yang, L.; Yang, D.; Xu, J.; Ma, H. Construction of transition metal aromatic-sulfide polyphosphazene heterostructured nanowires for synergistic flame retardancy and smoke suppression. Chem. Eng. J. 2023, 452, 139564. [Google Scholar] [CrossRef]
- Liu, L.; Zhu, M.; Shi, Y.; Xu, X.; Ma, Z.; Yu, B.; Fu, S.; Huang, G.; Wang, H.; Song, P. Functionalizing MXene towards highly stretchable, ultratough, fatigue- and fire-resistant polymer nanocomposites. Chem. Eng. J. 2021, 424, 130338. [Google Scholar] [CrossRef]
- Zhao, X.; Guerrero, F.R.; Llorca, J.; Wang, D.-Y. New Superefficiently Flame-Retardant Bioplastic Poly(lactic acid): Flammability, Thermal Decomposition Behavior, and Tensile Properties. ACS Sustain. Chem. Eng. 2015, 4, 202–209. [Google Scholar] [CrossRef]
- Jin, Y.; Huang, G.; Han, D.; Song, P.; Tang, W.; Bao, J.; Li, R.; Liu, Y. Functionalizing graphene decorated with phosphorus-nitrogen containing dendrimer for high-performance polymer nanocomposites. Compos. Part A Appl. Sci Manuf. 2016, 86, 9–18. [Google Scholar] [CrossRef]
- Hou, B.; Wang, Y.; Li, B.; Li, N.; Yang, D.; Liu, H.; Li, J. Bio-based flame-retardant plasticizers derived from l-lactic acid: Effects of valence states of phosphorus structure on fire safety, flexibility and transparency of poly(lactic acid). Chem. Eng. J. 2023, 474, 145563. [Google Scholar] [CrossRef]
- Wang, P.-J.; Liao, D.-J.; Hu, X.-P.; Pan, N.; Li, W.-X.; Wang, D.-Y.; Yao, Y. Facile fabrication of biobased P N C-containing nano-layered hybrid: Preparation, growth mechanism and its efficient fire retardancy in epoxy. Polym. Degrad. Stab. 2019, 159, 153–162. [Google Scholar] [CrossRef]
- Feng, T.; Cui, J.; Ou, M.; Li, R.; Zhao, Z.; Geng, Y.; Chen, X.; Jiao, C. 0D-2D nanohybrids based on binary transitional metal oxide decorated boron nitride enabled epoxy resin efficient flame retardant coupled with enhanced thermal conductivity at ultra-low additions. Compos. Commun. 2023, 41, 101649. [Google Scholar] [CrossRef]
- Li, J.; Zhao, H.; Liu, H.; Sun, J.; Wu, J.; Liu, Q.; Zheng, Y.; Zheng, P. Recent advances in metal-family flame retardants: A review. RSC Adv. 2023, 13, 22639–22662. [Google Scholar] [CrossRef]
- Cheng, X.-W.; Guan, J.-P.; Tang, R.-C.; Liu, K.-Q. Phytic acid as a bio-based phosphorus flame retardant for poly(lactic acid) nonwoven fabric. J. Clean. Prod. 2016, 124, 114–119. [Google Scholar] [CrossRef]
- Chandrasekaran, S.; Sato, N.; Tölle, F.; Mülhaupt, R.; Fiedler, B.; Schulte, K. Fracture toughness and failure mechanism of graphene based epoxy composites. Compos. Sci. Technol. 2014, 97, 90–99. [Google Scholar] [CrossRef]
- Cao, M.; Liu, B.-W.; Zhang, L.; Peng, Z.-C.; Zhang, Y.-Y.; Wang, H.; Zhao, H.-B.; Wang, Y.-Z. Fully biomass-based aerogels with ultrahigh mechanical modulus, enhanced flame retardancy, and great thermal insulation applications. Compos. B-Eng. 2021, 225, 109309. [Google Scholar] [CrossRef]
- Poonia, K.; Patial, S.; Raizada, P.; Ahamad, T.; Parwaz Khan, A.A.; Van Le, Q.; Nguyen, V.-H.; Hussain, C.M.; Singh, P. Recent advances in Metal Organic Framework (MOF)-based hierarchical composites for water treatment by adsorptional photocatalysis: A review. Environ. Res. 2023, 222, 115349. [Google Scholar] [CrossRef] [PubMed]
- Yin, Z.; Wang, B.; Tang, Q.; Lu, J.; Liao, C.; Jia, P.; Cheng, L.; Song, L. Inspired by placoid scale to fabricate MXene derivative biomimetic structure on the improvement of interfacial compatibility, mechanical property, and fire safety of epoxy nanocomposites. Chem. Eng. J. 2022, 431, 133489. [Google Scholar] [CrossRef]
- Bi, X.; Di, H.; Liu, J.; Meng, Y.; Song, Y.; Meng, W.; Qu, H.; Fang, L.; Song, P.; Xu, J. A core–shell-structured APP@COFs hybrid for enhanced flame retardancy and mechanical property of epoxy resin (EP). Adv. Compos. Hybrid Mater. 2022, 5, 1743–1755. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Td5% (°C) | Tmax (°C) | CR (wt.%) |
|---|---|---|---|
| EP | 348.4 | 383.8 | 1.3 |
| PME | 299.9 | 367.2 | 16.9 |
| FePME | 294.4 | 380.2 | 17.6 |
| ZnPME | 298.3 | 365.8 | 19.3 |
| BPME | 309.0 | 372.3 | 32.7 |
| Samples | LOI (%) | t1 (s) | t2 (s) | Dripping | Cotton Ignition | Rating |
|---|---|---|---|---|---|---|
| EP-W | 20.7 | >60 | - | Yes | Yes | No |
| PME-W | 24.1 | 12.8 | 19.1 | No | No | V-1 |
| FePME-W | 27.2 | 7.9 | 15.9 | No | No | V-0 |
| ZnPME-W | 26.4 | 8.2 | 9.8 | No | No | V-0 |
| BPME-W | 30.1 | 1.5 | 5.6 | No | No | V-0 |
| Sample | TTI (s) | TPHRR (s) | pHRR (kW·m−2) | THR (MJ·m−2) | PCO (mg·s−1) | PCO2 (mg·s−1) | PSPR (m2·s−1) | TSP (m2) | FGI (kW m−2·s−1) |
|---|---|---|---|---|---|---|---|---|---|
| EP-W | 54 | 63 | 457.1 | 30.16 | 12 | 229 | 0.173 | 7.2 | 7.26 |
| PME-W | 79 | 107 | 385.1 | 24.8 | 11 | 238 | 0.171 | 6.8 | 3.60 |
| FePME-W | 89 | 88 | 291.7 | 29.3 | 6 | 156 | 0.139 | 5.7 | 3.31 |
| ZnPME-W | 85 | 93 | 341.6 | 26.01 | 8 | 175 | 0.153 | 6.1 | 3.67 |
| BPME-W | 63 | 79 | 228.8 | 20.6 | 7 | 132 | 0.116 | 5.1 | 2.90 |
| Element | Wt.% |
|---|---|
| C | 72.22 |
| N | 3.70 |
| O | 11.11 |
| P | 7.41 |
| Fe | 3.70 |
| Zn | 1.86 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Huang, J.; Wei, A.; Chen, Y.; Lu, X.; Zou, Y.; Xu, F.; Sun, L.; Lu, Y.; Xiang, C. Synthesis of a Bimetallic-Doped Phytate-Melamine Composite as an Efficient Additive for Epoxy Resins with High Fire Safety. Polymers 2024, 16, 3586. https://doi.org/10.3390/polym16243586
Wang S, Huang J, Wei A, Chen Y, Lu X, Zou Y, Xu F, Sun L, Lu Y, Xiang C. Synthesis of a Bimetallic-Doped Phytate-Melamine Composite as an Efficient Additive for Epoxy Resins with High Fire Safety. Polymers. 2024; 16(24):3586. https://doi.org/10.3390/polym16243586
Chicago/Turabian StyleWang, Shunxiang, Jianfeng Huang, An Wei, Yulian Chen, Xulan Lu, Yongjin Zou, Fen Xu, Lixian Sun, Yunhao Lu, and Cuili Xiang. 2024. "Synthesis of a Bimetallic-Doped Phytate-Melamine Composite as an Efficient Additive for Epoxy Resins with High Fire Safety" Polymers 16, no. 24: 3586. https://doi.org/10.3390/polym16243586
APA StyleWang, S., Huang, J., Wei, A., Chen, Y., Lu, X., Zou, Y., Xu, F., Sun, L., Lu, Y., & Xiang, C. (2024). Synthesis of a Bimetallic-Doped Phytate-Melamine Composite as an Efficient Additive for Epoxy Resins with High Fire Safety. Polymers, 16(24), 3586. https://doi.org/10.3390/polym16243586