
Carbon Fiber-Reinforced Thermoplastic Composite Coatings for Steel Pipelines

 ,
, 
 ,
,  ,
,  and
and
Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Composites Manufacturing
2.2.2. Metal-Composite Coating Bonding
2.2.3. Physical Characteristics: Burn-Off Test
2.2.4. Optical Microscopy
2.2.5. Corrosion Test
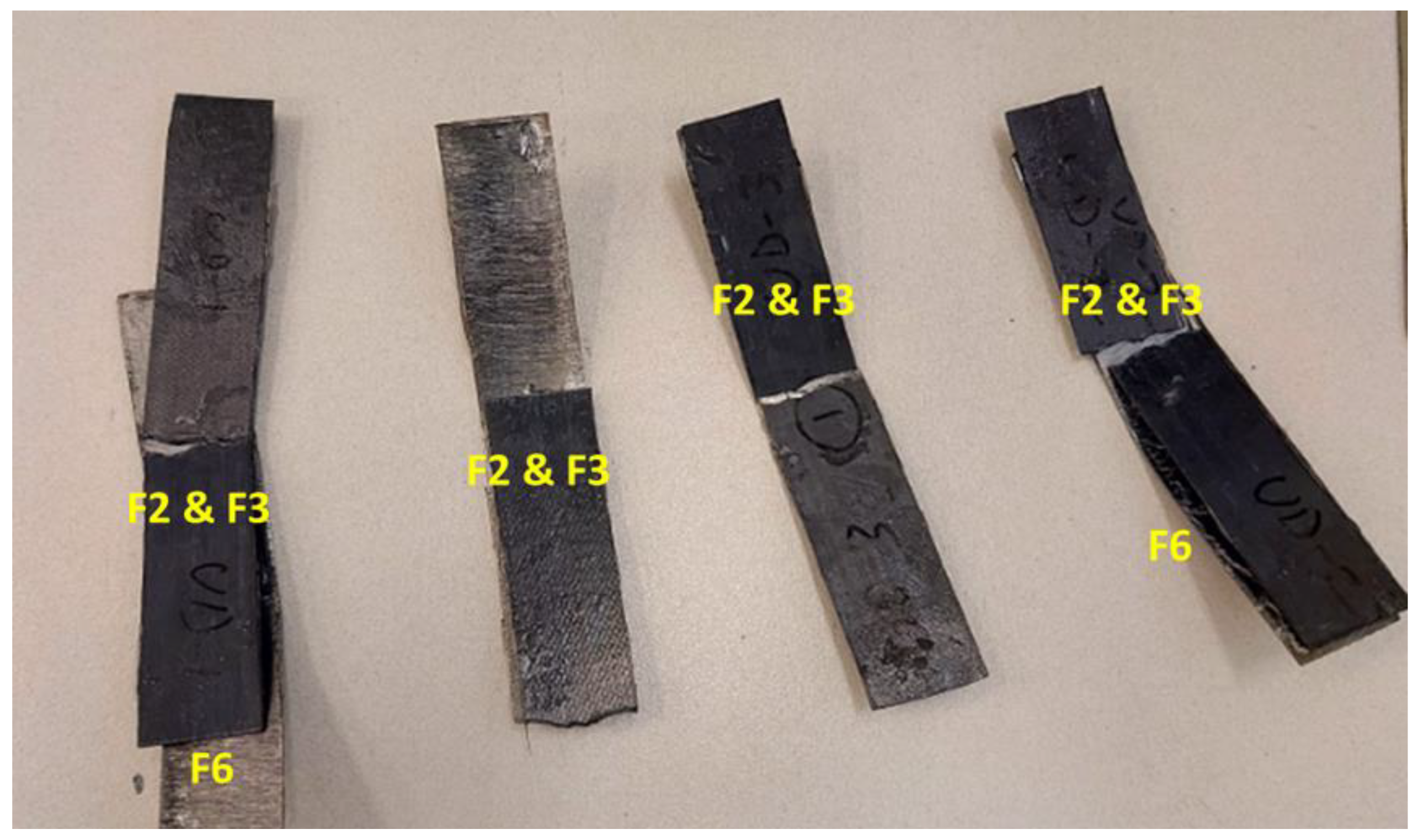
2.2.6. Mechanical Test: Flexural (3-Point Bending)
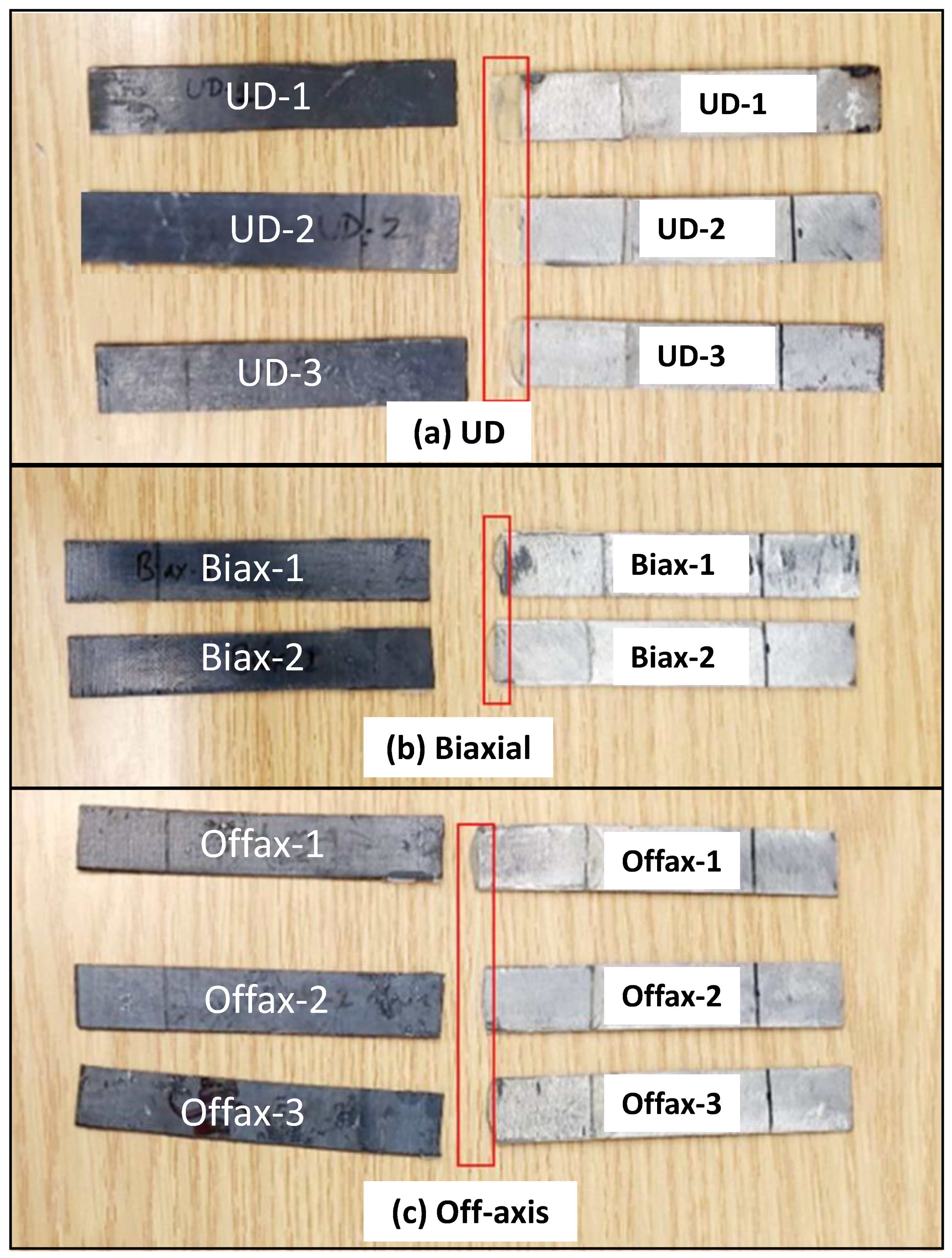
2.2.7. Mechanical Test: Single-Lap Shear
3. Results and Discussion
4. Conclusions
- I.
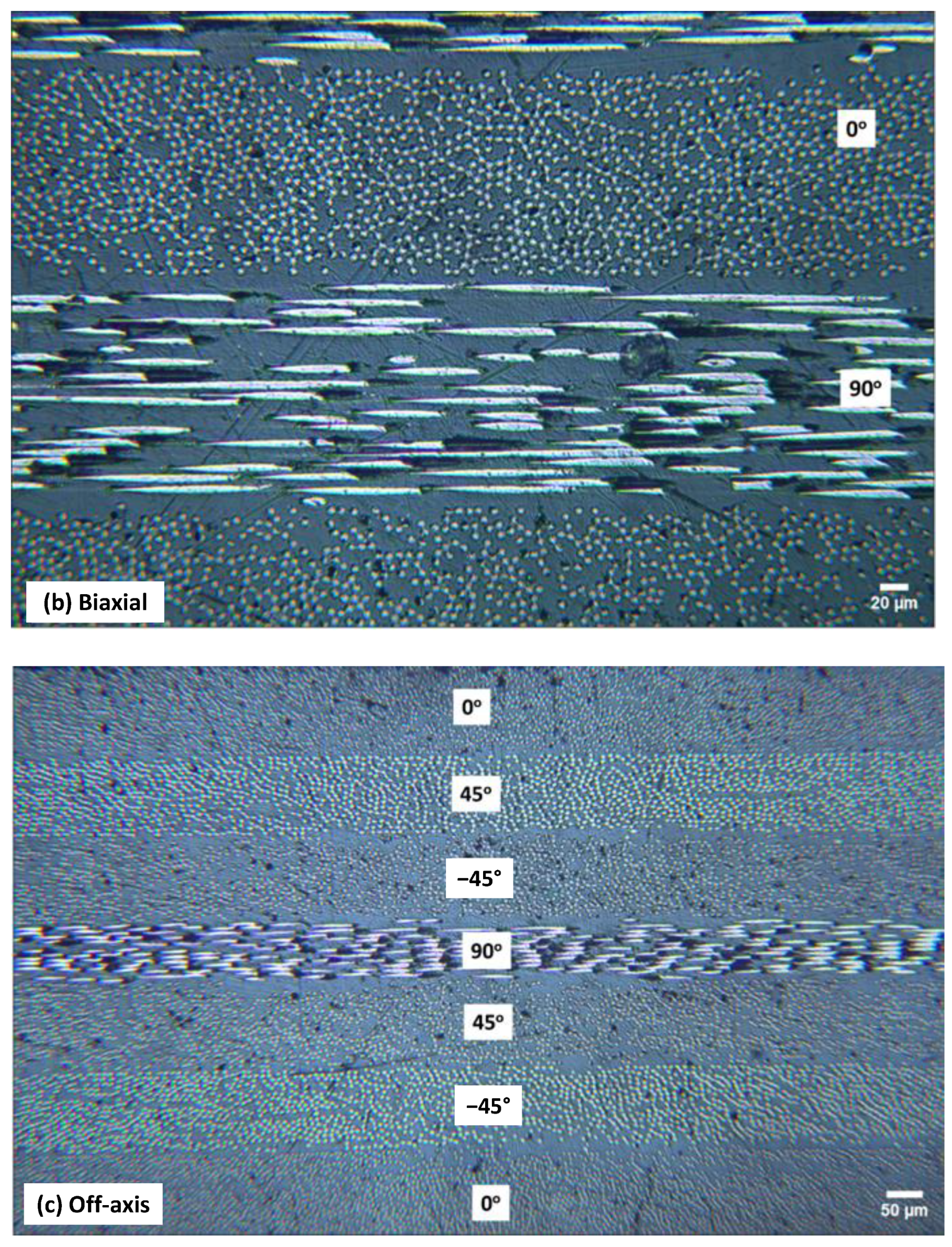
- The appropriate technique for manufacturing thermoplastic composite panels is compression molding. Three CF/PPS composite plaques with UD, Biaxial, and Off-axis layups were produced.
- II.
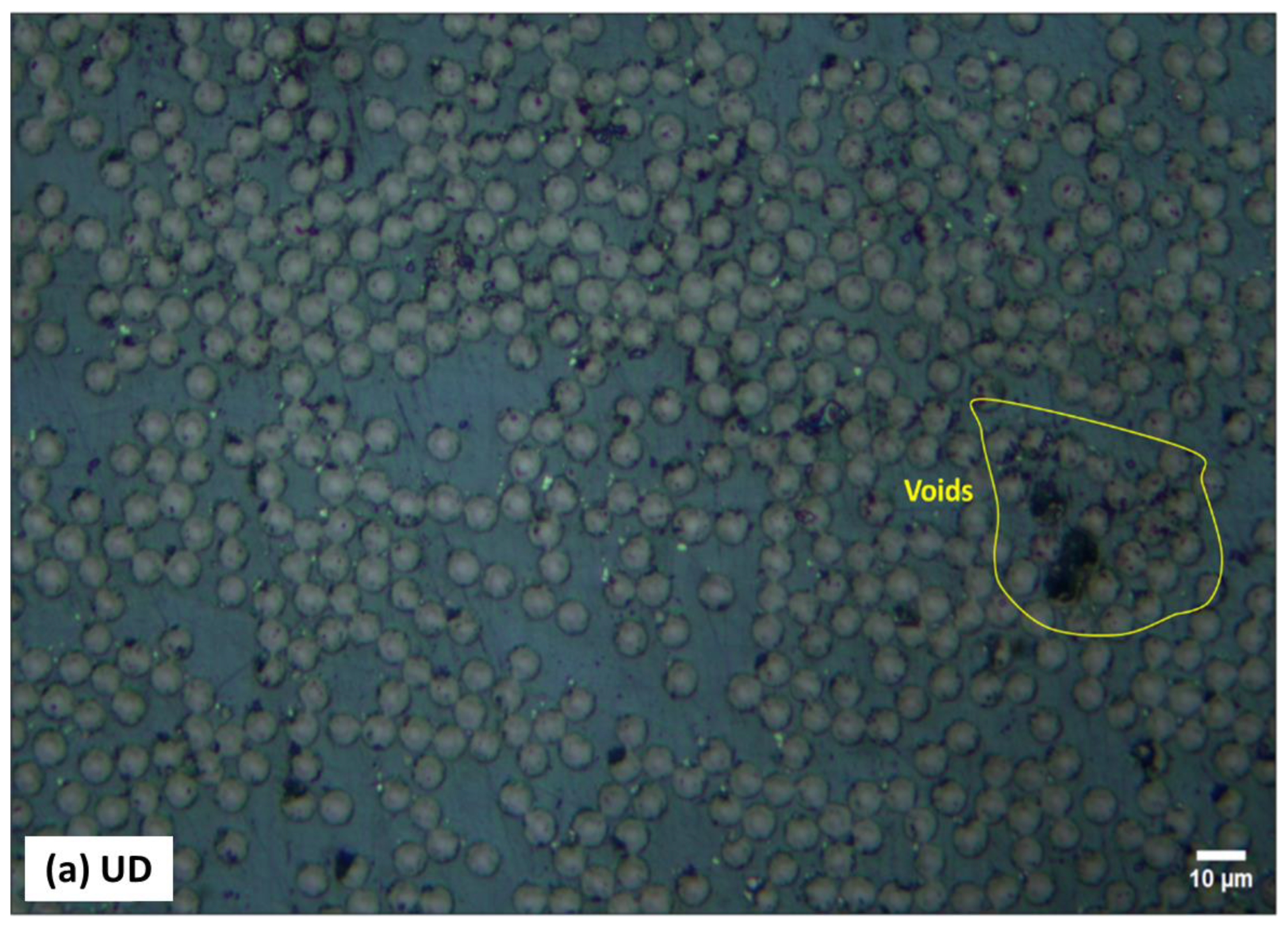
- The performance of the developed composite coating was successfully assessed using the suggested multi-layered structure. There is good agreement between the results of physical tests through optical microscopy and the burn-off test. Both verified that, compared to the biaxial and off-axis samples, the UD laminate has a higher void content.
- III.
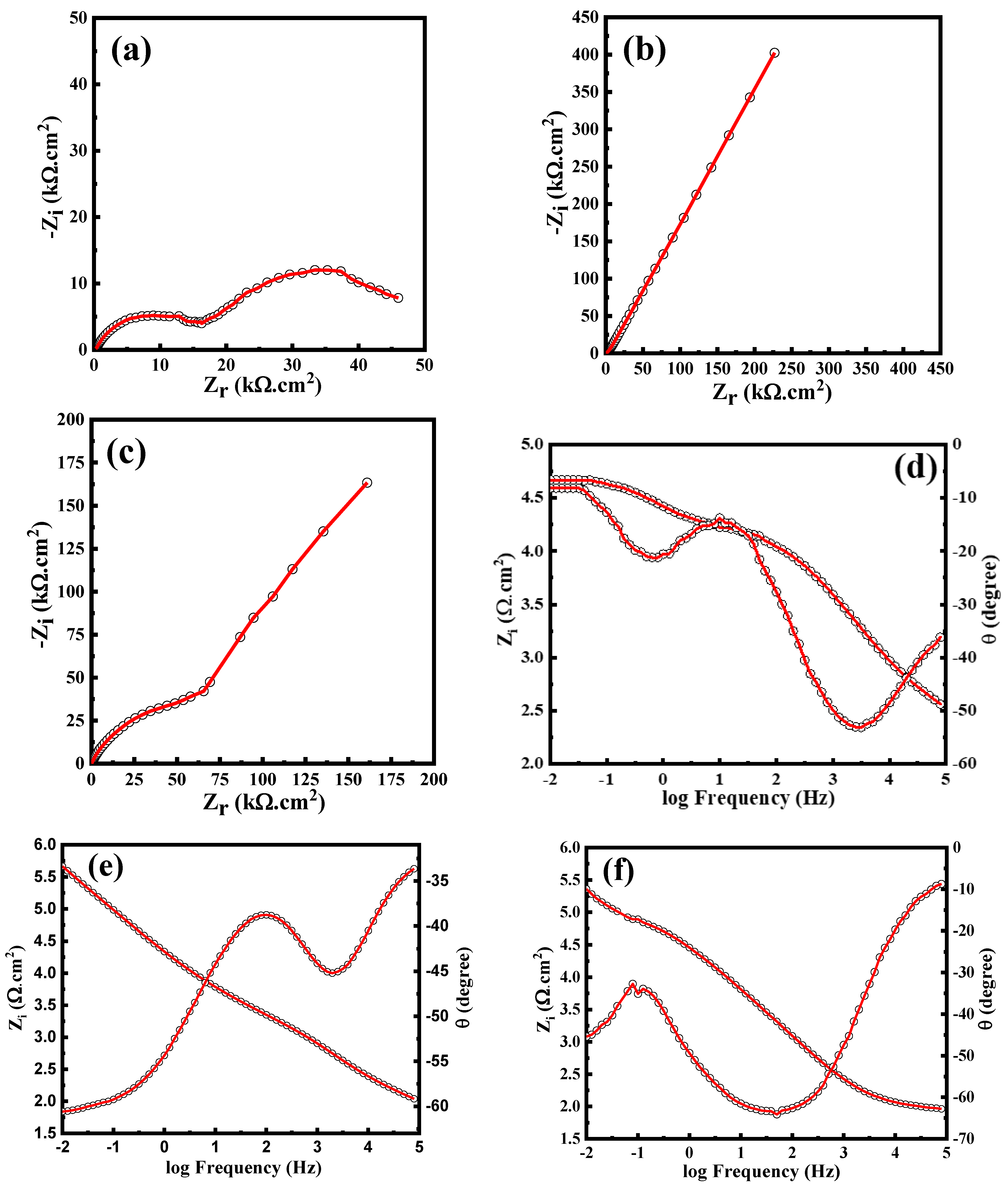
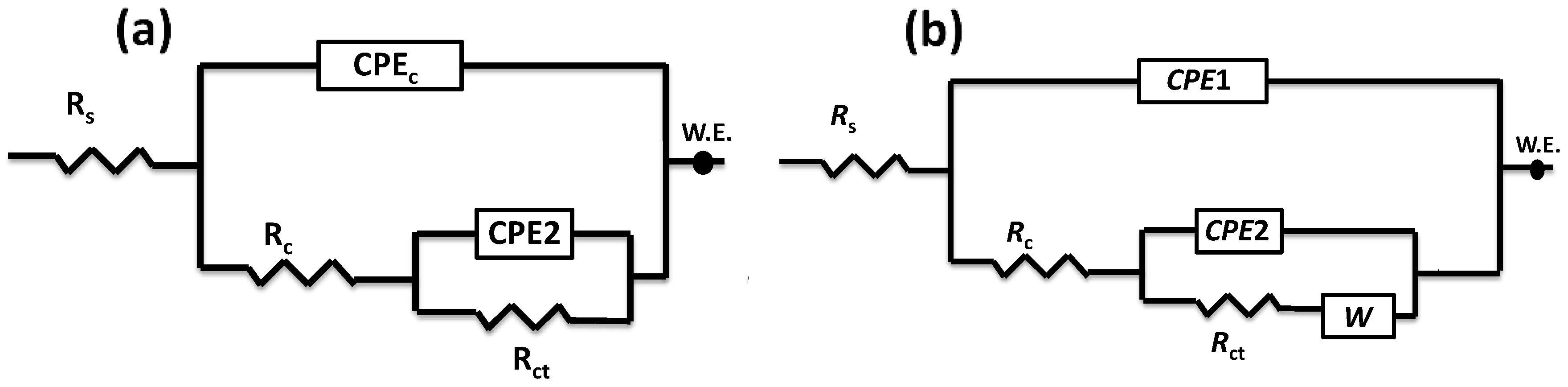
- The Biaxial coating has the strongest corrosion resistance, measuring 445 kΩ·cm2, while the Off-axis coating has 226 kΩ·cm2 and the UD coating has 48 kΩ cm2. This is despite the fact that the UD samples showed the highest flexural and lap-shear strengths when compared to the Biaxial and Off-axis ones.
- IV.
- In the following phase of this work, prototypes of steel pipes with different diameters will be manufactured as demonstrators for oil and gas applications. These pipes will be coated with the Biaxial CFRTP composite developed in this paper to protect them against high pressure and extremely high temperatures.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Saeedifar, M.; Saleh, M.N.; El-Dessouky, H.M.; De Freitas, S.T.; Zarouchas, D. Damage assessment of NCF, 2D and 3D woven composites under compression after multiple-impact using acoustic emission. Compos. A Appl. Sci. Manuf. 2020, 132, 105833. [Google Scholar] [CrossRef]
- El-Dessouky, H.M.; Saleh, M.N.; Gautam, M.; Han, G.; Scaife, R.; Potluri, P. Tailored fibre placement of commingled carbon-thermoplastic fibres for notch-insensitive composites. Compos. Struct. 2019, 214, 348–358. [Google Scholar] [CrossRef]
- Qureshi, Z.; Swait, T.; Scaife, R.; El-Dessouky, H. In situ consolidation of thermoplastic prepreg tape using automated tape placement technology: Potential and possibilities. Compos. B Eng. 2014, 66, 255–267. [Google Scholar] [CrossRef]
- El-Dessouky, H.M.; Lawrence, C.A. Ultra-lightweight carbon fibre/thermoplastic composite material using spread tow technology. Compos. B Eng. 2013, 50, 91–97. [Google Scholar] [CrossRef]
- Thompson, I.; Saithala, J.R. Review of pipe line coating systems from an operators perspective. In Proceedings of the CORROSION 2013, Orlando, FL, USA, 17–21 March 2013. NACE-2013-2169. [Google Scholar]
- Macwan, A.; Kumar, A.; Chen, D. Ultrasonic spot welded 6111-T4 aluminum alloy to galvanized high-strength low-alloy steel: Microstructure and mechanical properties. Mater. Des. 2017, 113, 284–296. [Google Scholar] [CrossRef]
- Lee, J.-S.; Kitagawa, Y.; Nakanishi, T.; Hasegawa, Y.; Fushimi, K. Passivation behavior of type-316L stainless steel in the presence of hydrogen sulfide ions generated from a local anion generating system. Electrochim. Acta 2016, 220, 304–311. [Google Scholar] [CrossRef]
- Al Christopher, C.; da Silva, Í.G.; Pangilinan, K.D.; Chen, Q.; Caldona, E.B.; Advincula, R.C. High performance polymers for oil and gas applications. React. Funct. Polym. 2021, 162, 104878. [Google Scholar]
- MASTERBOND. Protective Epoxy Coatings For Oil and Gas Pipelines; MASTERBOND: Hackensack, NJ, USA, 2024. [Google Scholar]
- Qiu, S.; Chen, C.; Zheng, W.; Li, W.; Zhao, H.; Wang, L. Long-term corrosion protection of mild steel by epoxy coating containing self-doped polyaniline nanofiber. Synth. Met. 2017, 229, 39–46. [Google Scholar] [CrossRef]
- Pourhashem, S.; Vaezi, M.R.; Rashidi, A. Investigating the effect of SiO2-graphene oxide hybrid as inorganic nanofiller on corrosion protection properties of epoxy coatings. Surf. Coat. Technol. 2017, 311, 282–294. [Google Scholar] [CrossRef]
- Maksimović, M.D.; Mišković-Stanković, V.B. The corrosion behaviour of epoxy-resin electrocoated steel. Corros. Sci. 1992, 33, 271–279. [Google Scholar] [CrossRef]
- Friedrich, K.; Lu, Z.; Hager, A. Recent advances in polymer composites’ tribology. Wear 1995, 190, 139–144. [Google Scholar] [CrossRef]
- Zhang, N.; Yang, F.; Li, L.; Shen, C.; Castro, J.; Lee, L.J. Thickness effect on particle erosion resistance of thermoplastic polyurethane coating on steel substrate. Wear 2013, 303, 49–55. [Google Scholar] [CrossRef]
- Mikulich, O.; Hulay, O.; Furs, T.; Shemet, V. Strength and mechanical characteristics of modified polyurethane foams. Procedia Struct. Integr. 2024, 59, 460–465. [Google Scholar] [CrossRef]
- Hadała, B.; Zygmunt-Kowalska, B.; Kuźnia, M.; Szajding, A.; Telejko, T. Thermal insulation properties of rigid polyurethane foam modified with fly ash-a comparative study. Thermochim. Acta 2024, 731, 179659. [Google Scholar] [CrossRef]
- Komurlu, E.; Kesimal, A. Experimental study of polyurethane foam reinforced soil used as a rock-like material. JRMGE 2015, 7, 566–572. [Google Scholar] [CrossRef]
- Noureddine, B.; Zitouni, S.; Achraf, B.; Houssém, C.; Jannick, D.-R.; Jean-François, G. Development and characterization of tailored polyurethane foams for shock absorption. Appl. Sci. 2022, 12, 2206. [Google Scholar] [CrossRef]
- Abdullah, M.; Ramtani, S.; Yagoubi, N. Mechanical properties of polyurethane foam for potential application in the prevention and treatment of pressure ulcers. RINENG 2023, 19, 101237. [Google Scholar] [CrossRef]
- Ivanov, V.B.; Bitt, V.V.; Solina, E.V.; Samoryadov, A.V. Reversible and Irreversible Color Change during Photo and Thermal Degradation of PolyphenyleneSulfide Composite. Polymers 2019, 11, 1579. [Google Scholar] [CrossRef]
- Hassan, E.-D.; Lawrence, C.; Jeschke, M.; Broughton, B. Carbon Fibre Spread Tows for Lightweight Thermoplastic Composites. In Proceedings of the Composites UK Annual Conference 2012, Manchester, UK, 10–11 May 2012. [Google Scholar]
- Hussain, A.K.; Seetharamaiah, N.; Pichumani, M.; Chakra, C.S. Research progress in organic zinc rich primer coatings for cathodic protection of metals—A comprehensive review. Prog. Org. Coat. 2021, 153, 106040. [Google Scholar] [CrossRef]
- Perrad, L. Technical Article: Gasunie Deploys a New Composite Repair System Made by DEKOTEC GmbH. Available online: https://www.dekotec.com/en/services/news/details/technical-aritcle-gasunie-deploys-a-new-composite-repair-system-made-by-dekotec-gmbh/ (accessed on 1 November 2024).
- Oil Pipeline Repair & Long Term Maintenance: A Case Study. Available online: https://www.advancedfrpsystems.com/case_studies/oil-pipeline-repair/ (accessed on 1 November 2024).
- Pipeline Crack Repair with Composites. Available online: https://www.cs-nri.com/crack-repair-with-composites/ (accessed on 1 November 2024).
- Araldite 2011 Epoxy Structural Adhesive. Available online: https://robnor-resinlab.com/product/araldite-2011-epoxy-adhesive/ (accessed on 1 November 2024).
- ASTM D 3171-99; Test Methods for Constituent Content of Composite Materials. ASTM: West Conshohocken, PA, USA, 1999.
- Govender, A.; Bemont, C.; Chikosha, S. Sintering high green density direct powder rolled titanium strips, in argon atmosphere. Metals 2021, 11, 936. [Google Scholar] [CrossRef]
- ASTM D7264/D7264M-07; Test Method for Flexural Properties of Polymer Matrix Composite Materials. ASTM: West Conshohocken, PA, USA, 2007.
- ASTM D5868—01; Test Method for Lap Shear Adhesion for Fibre Reinforced Plastic (FRP) Bonding. ASTM: West Conshohocken, PA, USA, 2023.
- Radwan, A.B.; Mohamed, A.M.; Abdullah, A.M.; Al-Maadeed, M.A. Corrosion protection of electrospun PVDF–ZnO superhydrophobic coating. Surf. Coat. Technol. 2016, 289, 136–143. [Google Scholar] [CrossRef]
- Radwan, A.B.; Ali, K.; Shakoor, R.; Mohammed, H.; Alsalama, T.; Kahraman, R.; Yusuf, M.M.; Abdullah, A.M.; Montemor, M.F.; Helal, M. Properties enhancement of Ni-P electrodeposited coatings by the incorporation of nanoscale Y2O3 particles. Appl. Surf. Sci. 2018, 457, 956–967. [Google Scholar] [CrossRef]
- Rostami, M.; Rasouli, S.; Ramezanzadeh, B.; Askari, A. Electrochemical investigation of the properties of Co doped ZnO nanoparticle as a corrosion inhibitive pigment for modifying corrosion resistance of the epoxy coating. Corros. Sci. 2014, 88, 387–399. [Google Scholar] [CrossRef]
- Jlassi, K.; Radwan, A.B.; Sadasivuni, K.K.; Mrlik, M.; Abdullah, A.M.; Chehimi, M.M.; Krupa, I. Anti-corrosive and oil sensitive coatings based on epoxy/polyaniline/magnetite-clay composites through diazonium interfacial chemistry. Sci. Rep. 2018, 8, 13369. [Google Scholar] [CrossRef]
- BS EN ISO 14125; Fibre-Reinforced Plastic Composites—Determination of Flexural Properties. ISO: Geneva, Switzerland, 1998.
- Hayashi, T.; Takahashi, J. Influence of void content on the flexural fracture behaviour of carbon fiber reinforced polypropylene. J. Compos. Mater. 2017, 51, 4067–4078. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | PUR | PPS |
|---|---|---|
| Cost | variable cost range based on grade and/or performance. | low-price and cost-effective |
| Recycling | recyclable | recyclable |
| Versatility | can be processed into various forms and shapes | easy forming and fast processing speed |
| Mechanical Performance | good mechanical properties | superior mechanical properties |
| Density | significant Lightweight (1.25 g/cm3) | lightweight (1.35 g/cm3) |
| Melting Temperature | Up to 188 °C | 280 °C |
| Insulation Properties | excellent thermal and acoustic insulation | excellent chemical resistance |
| Flammability | highly flammable | non-flammable |
| Chemical Concerns and Health Risks | cause health risks | non-toxic material |
| Durability Over Time | corrosion resistance, as well as maintaining its shape and supportive properties over time | high temperature and corrosion resistance |
| Degradability | degradable and discolor over time when it exposures to sunlight and an extremely hot environment | Non-degradable, but the color can be changed over time |
| Product Name | No. Filaments in a Tow | CF Volume Fraction (%) | Resin Content (%) | Areal Weight (g/m2) | Ply Thickness (mm) | Density (g/cm3) |
|---|---|---|---|---|---|---|
| AS4C/PPS (TC1100) | 12,000 | 60 | 40 | 227 | 0.15 | 1.6 |
| Sample | Vf (%) | Vm (%) | Density (g/cm3) | Voids (%) |
|---|---|---|---|---|
| UD | 45 ± 0.06 | 55 ± 0.06 | 1.552 ± 0.03 | 3.0 |
| Biaxial | 59 ± 0.06 | 41 ± 0.06 | 1.614 ± 0.03 | 0.0 |
| Off-axis | 33 ± 0.08 | 77 ± 0.04 | 1.609 ± 0.09 | 0.0 |
| Sample/Property | Corrosion Resistance (kΩ·cm2) | Flexural Strength (MPa) | Lab Shear Strength (MPa) |
|---|---|---|---|
| UD | 48 | 420 | 58.4 |
| Biaxial | 445 | 186 | 20 |
| Off-axis | 226 | 365 | 28 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abd El-Mageed, A.I.A.; Desouky, M.M.; El-Sayed, M.; Salem, T.; Radwan, A.B.; Hassan, M.K.; Al-Oufy, A.K.; El-Dessouky, H.M. Carbon Fiber-Reinforced Thermoplastic Composite Coatings for Steel Pipelines. Polymers 2024, 16, 3417. https://doi.org/10.3390/polym16233417
Abd El-Mageed AIA, Desouky MM, El-Sayed M, Salem T, Radwan AB, Hassan MK, Al-Oufy AK, El-Dessouky HM. Carbon Fiber-Reinforced Thermoplastic Composite Coatings for Steel Pipelines. Polymers. 2024; 16(23):3417. https://doi.org/10.3390/polym16233417
Chicago/Turabian StyleAbd El-Mageed, Ahmed I. A., Mohamed M. Desouky, Mamdouh El-Sayed, Tarek Salem, Ahmed Bahgat Radwan, Mohammad K. Hassan, Affaf K. Al-Oufy, and Hassan M. El-Dessouky. 2024. "Carbon Fiber-Reinforced Thermoplastic Composite Coatings for Steel Pipelines" Polymers 16, no. 23: 3417. https://doi.org/10.3390/polym16233417
APA StyleAbd El-Mageed, A. I. A., Desouky, M. M., El-Sayed, M., Salem, T., Radwan, A. B., Hassan, M. K., Al-Oufy, A. K., & El-Dessouky, H. M. (2024). Carbon Fiber-Reinforced Thermoplastic Composite Coatings for Steel Pipelines. Polymers, 16(23), 3417. https://doi.org/10.3390/polym16233417