
Towards Photocrosslinkable Lyotropic Blends of Organosolv Lignin and Hydroxypropyl Cellulose for 3D Printing by Direct Ink Writing




Abstract

1. Introduction
2. Materials and Methods
2.1. Raw Materials
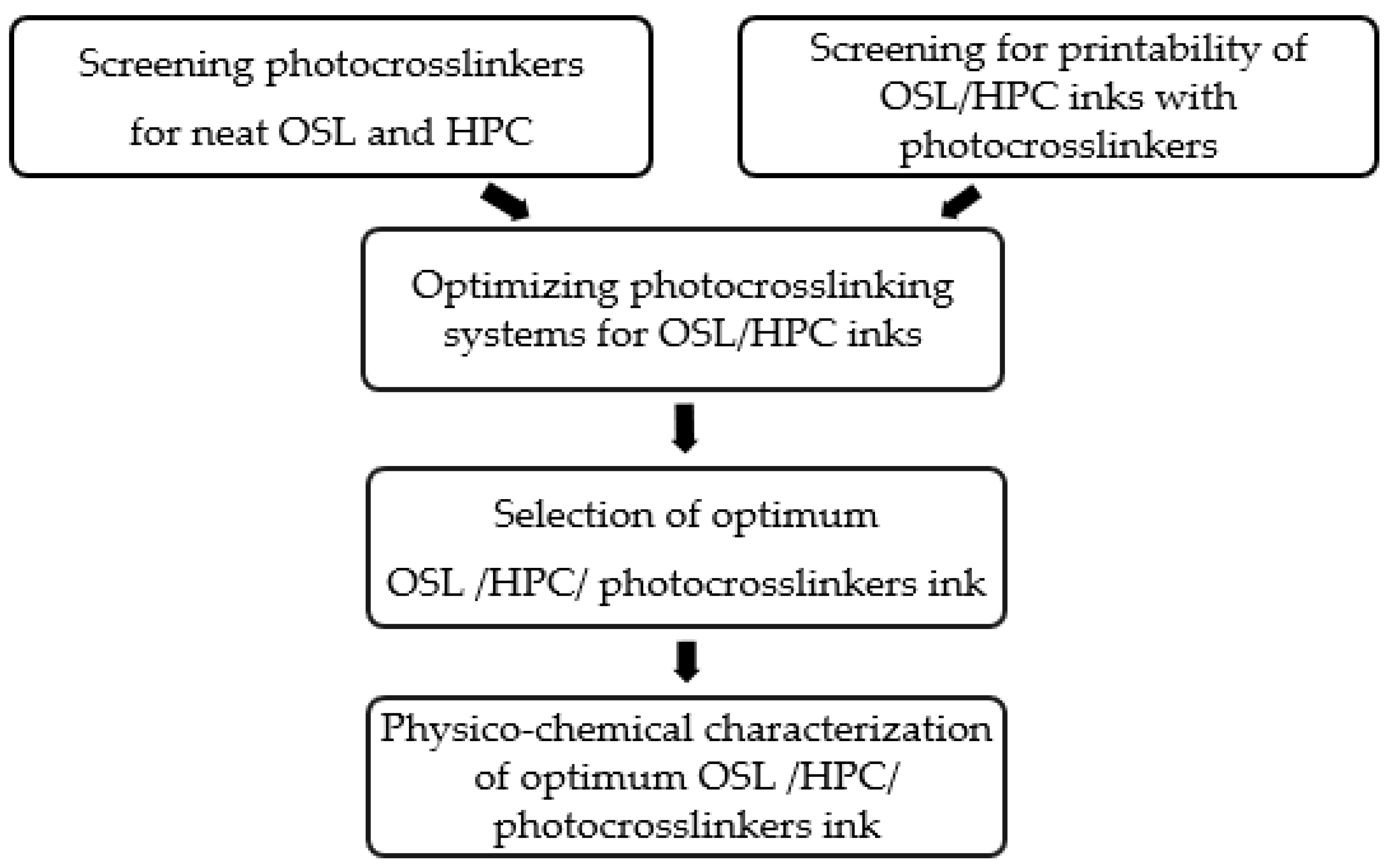
2.2. Methods
2.2.1. Screening the Potential of 3 Common Photocrosslinkers for Neat Lignin and Neat HPC
2.2.2. Screening for the Printability of OSL/HPC Blends Doped with Crosslinkers
2.2.3. Optimizing Photo-Crosslinking Systems for DIW of OSL/HPC Inks
2.2.4. Unravelling the Chemistry and Properties of the Optimized Photo-Crosslinked Ink
Fourier Transform Infrared Spectroscopy (FTIR)
Dynamic Mechanical Analysis (DMA)
Microtensile Testing
Shape Fidelity and Printing Flexibility
Thermogravimetric Analysis (TGA)
3. Results and Discussion
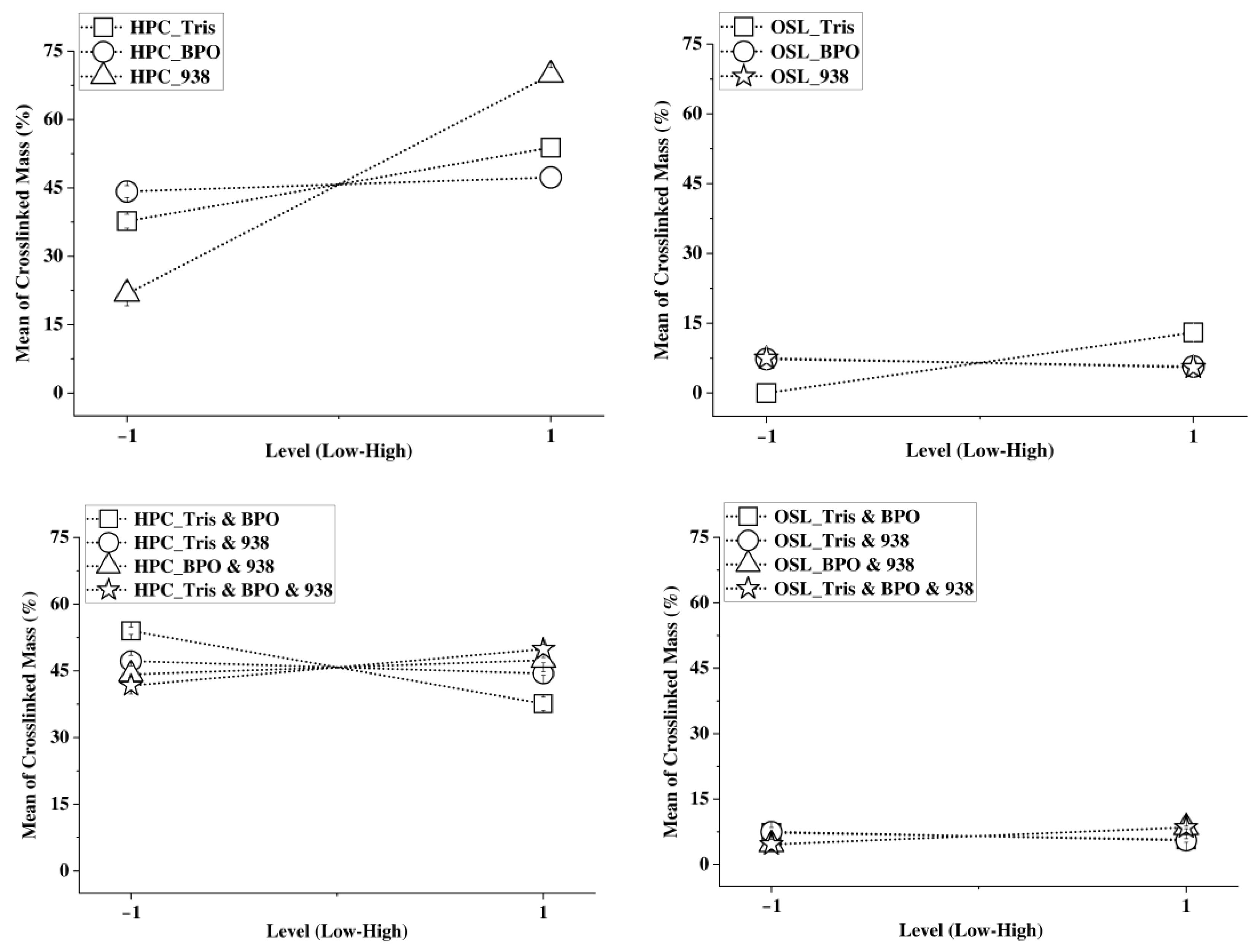
3.1. Efficacy of Selected Photo Crosslinkers to Reticulate Neat OSL and Neat HPC
3.2. Screening Study of Printability of OSL/HPC Ink Formulation with Various Photocrosslinkers
3.3. Optimizing the Photo-Crosslinking System in the OSL/HPC Inks
3.4. Characterization of the Physico-Chemical Properties of Printed Samples in the Optimum OSL/HPC/Photocrosslinker Ink
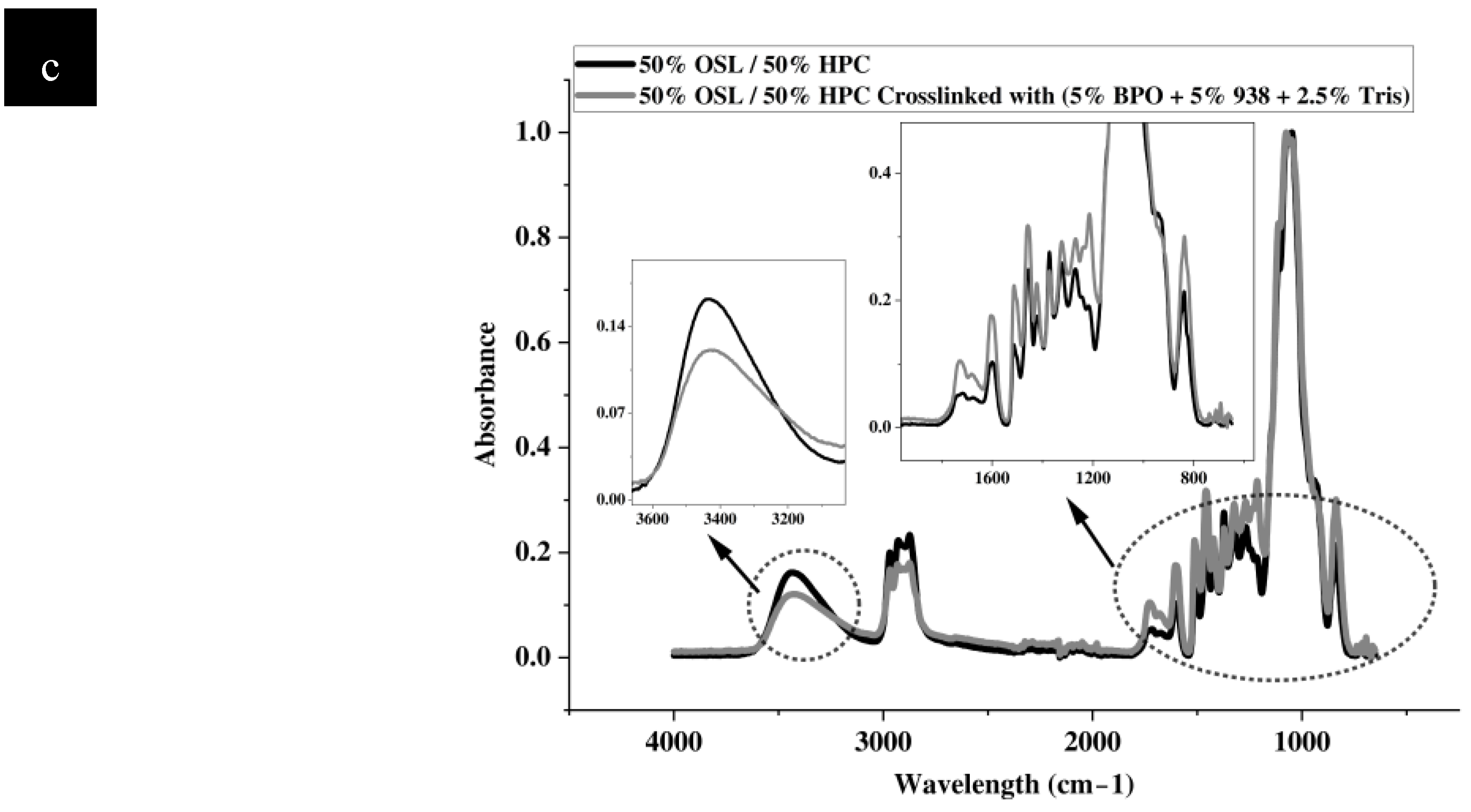
3.4.1. Insight on the Chemistry of Photocrosslinking
3.4.2. Viscoelastic Properties of Photocrosslinked Parts
3.4.3. Tensile Tests
3.4.4. Shape Fidelity and Stability
4. Conclusions
- Both neat HPC and neat organosolv lignin, when doped with free radical and cationic photocrosslinkers, successfully underwent UV photocrosslinking, although lignin exhibited significantly less gel formation than HPC.
- Lignin/HPC Inks doped with common photocrosslinkers retained their printability and could be processed with Direct Ink Writing followed by UV photocrosslinking on the printing platform. Yet, a thermal post-cure appeared necessary for more extensive gel formation.
- An optimum photocrosslinkable lignin/HPC ink, comprising free radical and cationic photocrosslinkers acting synergistically, enabled the printing of significantly taller parts with improved shape fidelity in the y direction, despite a lingering propensity to creep, at least when using the current UV-source set-up, that could not deliver UV light uniformly on the part in printing.
- FTIR analysis and DMA confirmed heterogeneous photocrosslinking within the multiphase lignin inks, with preferential photocrosslinking occurring in the HPC phase affecting its OH functionalities. In contrast, lignin exhibited a significant softening that could be ascribed to internal plasticization through incompletely reacted photocrosslinkers and/or to lignin degradation.
- Despite significant improvements in part height, shape fidelity, and tensile properties—particularly in toughness—the photocrosslinked parts remained excessively prone to creep.
- Further research on lignin modification with photocrosslinkable moieties is needed to develop high-lignin-content, photocrosslinkable lignin/HPC inks.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
References
- Silva, A.; Rosano, M.; Stocker, L.; Gorissen, L. From waste to sustainable materials management: Three case studies of the transition journey. Waste Manag. 2017, 61, 547–557. [Google Scholar] [CrossRef] [PubMed]
- Thompson, R.C.; Moore, C.J.; vom Saal, F.S.; Swan, S.H. Plastics, the environment and human health: Current consensus and future trends. Philos. Trans. R. Soc. Lond. Ser. B Biol. Sci. 2009, 364, 2153–2166. [Google Scholar] [CrossRef] [PubMed]
- O’Dea, R.M.; Willie, J.A.; Epps, T.H. 100th Anniversary of Macromolecular Science Viewpoint: Polymers from Lignocellulosic Biomass. Current Challenges and Future Opportunities. ACS Macro Lett. 2020, 9, 476–493. [Google Scholar] [CrossRef] [PubMed]
- Nanda, S.; Azargohar, R.; Dalai, A.K.; Kozinski, J.A. An assessment on the sustainability of lignocellulosic biomass for biorefining. Renew. Sustain. Energy Rev. 2015, 50, 925–941. [Google Scholar] [CrossRef]
- Banwell, M.G.; Pollard, B.; Liu, X.; Connal, L.A. Exploiting Nature’s Most Abundant Polymers: Developing New Pathways for the Conversion of Cellulose, Hemicellulose, Lignin and Chitin into Platform Molecules (and Beyond). Chem. Asian J. 2021, 16, 604–620. [Google Scholar] [CrossRef]
- Kouris, P. Lignin Oligomers as a Renewable Resource for Fuels and Chemicals. Ph.D. Thesis, Department of Chemical Engineering and Chemistry, Eindhoven University of Technology, Eindhoven, The Netherlands, 2021. [Google Scholar]
- Ashby, M.F. Resource consumption and its drivers. In Materials and the Environment; Elsevier: Amsterdam, The Netherlands, 2013; pp. 15–48. [Google Scholar]
- Huber, G.W.; Iborra, S.; Corma, A. Synthesis of transportation fuels from biomass: Chemistry, catalysts, and engineering. Chem. Rev. 2006, 106, 4044–4098. [Google Scholar] [CrossRef]
- Matsumoto, M.; Yang, S.; Martinsen, K.; Kainuma, Y. Trends and research challenges in remanufacturing. Int. J. Precis. Eng. Manuf.-Green Technol. 2016, 3, 129–142. [Google Scholar] [CrossRef]
- Sivasankaran, P.; Radjaram, B. 3D Printing and Its Importance in Engineering—A Review. In Proceedings of the 2020 International Conference on System, Computation, Automation and Networking (ICSCAN), Pondicherry, India, 3–4 July 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 1–3. [Google Scholar]
- Das, A.K.; Agar, D.A.; Rudolfsson, M.; Larsson, S.H. A review on wood powders in 3D printing: Processes, properties and potential applications. J. Mater. Res. Technol. 2021, 15, 241–255. [Google Scholar] [CrossRef]
- Krapež Tomec, D.; Kariž, M. Use of Wood in Additive Manufacturing: Review and Future Prospects. Polymers 2022, 14, 1174. [Google Scholar] [CrossRef]
- Li, T.; Aspler, J.; Kingsland, A.; Cormier, L.M.; Zou, X. A Review of Technologies, Markets, and Opportunities for the Forest Industry. J. Sci. Technol. For. Prod. Process. 2015, 5, 60–67. Available online: https://www.eng.uc.edu/~beaucag/WoodPapers/New%20Papers%20WoS%203d%20printing%20wood/2017%20Review%20technology%20at%20end%20d712a5d525f58d8dce674b9480144eed98ec.pdf (accessed on 13 August 2024).
- Nguyen, N.A.; Bowland, C.C.; Naskar, A.K. Mechanical, thermal, morphological, and rheological characteristics of high performance 3D-printing lignin-based composites for additive manufacturing applications. Data Brief 2018, 19, 936–950. [Google Scholar] [CrossRef]
- Estakhrianhaghighi, E.; Mirabolghasemi, A.; Zhang, Y.; Lessard, L.; Akbarzadeh, A. 3D-Printed Wood-Fiber Reinforced Architected Cellular Composites. Adv. Eng. Mater. 2020, 22, 2000565. [Google Scholar] [CrossRef]
- Tokdemir, V.; Altun, S. A case study of wood thermoplastic composite filament for 3D printing. BioRes 2022, 17, 21–36. [Google Scholar] [CrossRef]
- Markstedt, K.; Håkansson, K.; Toriz, G.; Gatenholm, P. Materials from trees assembled by 3D printing—Wood tissue beyond nature limits. Appl. Mater. Today 2019, 15, 280–285. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, X.; Yang, P.; Långvik, O.; Wang, X.; Zhang, Y.; Cheng, F.; Österberg, M.; Willför, S.; Xu, C. Surface Engineered Biomimetic Inks Based on UV Cross-Linkable Wood Biopolymers for 3D Printing. ACS Appl. Mater. Interfaces 2019, 11, 12389–12400. [Google Scholar] [CrossRef]
- Gleuwitz, F.R.; Sivasankarapillai, G.; Siqueira, G.; Friedrich, C.; Laborie, M.-P.G. Lignin in Bio-Based Liquid Crystalline Network Material with Potential for Direct Ink Writing. ACS Appl. Bio Mater. 2020, 3, 6049–6058. [Google Scholar] [CrossRef] [PubMed]
- Gleuwitz, F.R.; Friedrich, C.; Laborie, M.-P.G. Lignin-Assisted Stabilization of an Oriented Liquid Crystalline Cellulosic Mesophase, Part A: Observation of Microstructural and Mechanical Behavior. Biomacromolecules 2020, 21, 1069–1077. [Google Scholar] [CrossRef]
- Siqueira, G.; Kokkinis, D.; Libanori, R.; Hausmann, M.K.; Gladman, A.S.; Neels, A.; Tingaut, P.; Zimmermann, T.; Lewis, J.A.; Studart, A.R. Cellulose Nanocrystal Inks for 3D Printing of Textured Cellular Architectures. Adv. Funct. Mater. 2017, 27, 1604619. [Google Scholar] [CrossRef]
- Ghosh, S.; Parker, S.T.; Wang, X.; Kaplan, D.L.; Lewis, J.A. Direct-Write Assembly of Microperiodic Silk Fibroin Scaffolds for Tissue Engineering Applications. Adv. Funct. Mater. 2008, 18, 1883–1889. [Google Scholar] [CrossRef]
- Ebers, L.-S.; Laborie, M.-P. Direct Ink Writing of Fully Bio-Based Liquid Crystalline Lignin/Hydroxypropyl Cellulose Aqueous Inks: Optimization of Formulations and Printing Parameters. ACS Appl. Bio Mater. 2020, 3, 6897–6907. [Google Scholar] [CrossRef]
- Ebers, L.-S. Lignin-Based Inks for Direct Ink Writing. Ph.D. Thesis, Faculty of Environment and Natural Resources, University of Freiburg, Freiburg, Germany, 2020. [Google Scholar]
- Yapa, M.-T. Formulation and Optimization of Lignin/Cellulose Acetate Butyrate Blends for Direct Ink Writing. Master’s Thesis, Faculty of Chemistry and Pharmacy, University of Freiburg, Freiburg, Germany, 2020. [Google Scholar]
- Gleuwitz, F.R.; Sivasankarapillai, G.; Bentaleb, A.; Kohlhuber, N.; Laborie, M.-P. Limitation and Potential of Lignin-Assisted Stabilisation of Oriented Liquid Crystalline Cellulosic Mesophase. Giant 2024. manuscript submitted for publication. [Google Scholar]
- Lim, K.S.; Galarraga, J.H.; Cui, X.; Lindberg, G.C.J.; Burdick, J.A.; Woodfield, T.B.F. Fundamentals and Applications of Photo-Cross-Linking in Bioprinting. Chem. Rev. 2020, 120, 10662–10694. [Google Scholar] [CrossRef]
- Chiulan, I.; Heggset, E.B.; Voicu, Ş.I.; Chinga-Carrasco, G. Photopolymerization of Bio-Based Polymers in a Biomedical Engineering Perspective. Biomacromolecules 2021, 22, 1795–1814. [Google Scholar] [CrossRef] [PubMed]
- Sutton, J.T.; Rajan, K.; Harper, D.P.; Chmely, S.C. Lignin-Containing Photoactive Resins for 3D Printing by Stereolithography. ACS Appl. Mater. Interfaces 2018, 10, 36456–36463. [Google Scholar] [CrossRef]
- Goliszek, M.; Podkościelna, B. Synthesis and characterization of polymer biocomposites with lignin. Physicochem. Probl. Miner. Process. 2019, 55, 1375–1381. [Google Scholar]
- Goliszek, M.; Podkościelna, B.; Klepka, T.; Sevastyanova, O. Preparation, Thermal, and Mechanical Characterization of UV-Cured Polymer Biocomposites with Lignin. Polymers 2020, 12, 1159. [Google Scholar] [CrossRef]
- Reza, A.T.; Nicoll, S.B. Characterization of novel photocrosslinked carboxymethylcellulose hydrogels for encapsulation of nucleus pulposus cells. Acta Biomater. 2010, 6, 179–186. [Google Scholar] [CrossRef]
- Chen, J.; Edgar, K.J.; Frazier, C.E. Photo-curable, double-crosslinked, in situ-forming hydrogels based on oxidized hydroxypropyl cellulose. Cellulose 2021, 28, 3903–3915. [Google Scholar] [CrossRef]
- Shao, J.; Huang, Y.; Fan, Q. Visible light initiating systems for photopolymerization: Status, development and challenges. Polym. Chem. 2014, 5, 4195–4210. [Google Scholar] [CrossRef]
- Green, W.A. Industrial Photoinitiators; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar]
- Uygun, M.; Tasdelen, M.A.; Yagci, Y. Influence of Type of Initiation on Thiol–Ene “Click” Chemistry. Macro Chem. Phys. 2010, 211, 103–110. [Google Scholar] [CrossRef]
- Stewart, M.H.; Susumu, K.; Oh, E.; Brown, C.G.; McClain, C.C.; Gorzkowski, E.P.; Boyd, D.A. Fabrication of Photoluminescent Quantum Dot Thiol-yne Nanocomposites via Thermal Curing or Photopolymerization. ACS Omega 2018, 3, 3314–3320. [Google Scholar] [CrossRef] [PubMed]
- Cook, W.D.; Chen, F.; Pattison, D.W.; Hopson, P.; Beaujon, M. Thermal polymerization of thiol–ene network-forming systems. Polym. Int. 2007, 56, 1572–1579. [Google Scholar] [CrossRef]
- Telitel, S.; Lalevée, J.; Blanchard, N.; Kavalli, T.; Tehfe, M.-A.; Schweizer, S.; Morlet-Savary, F.; Graff, B.; Fouassier, J.-P. Photopolymerization of Cationic Monomers and Acrylate/Divinylether Blends under Visible Light Using Pyrromethene Dyes. Macromolecules 2012, 45, 6864–6868. [Google Scholar] [CrossRef]
- Kavalli, T.; Morlet-Savary, F.; Lalevée, J.; Zahouily, K. Metal-Free Photopolymerisation of Alkyd Resins for Use in Coatings, Inks, Paints, Composites and 3D Printing. Eur. Coat. J. 2021, 2, 32–36. [Google Scholar]
- García, A.; González Alriols, M.; Spigno, G.; Labidi, J. Lignin as natural radical scavenger. Effect of the obtaining and purification processes on the antioxidant behaviour of lignin. Biochem. Eng. J. 2012, 67, 173–185. [Google Scholar] [CrossRef]
- Kang, H.; Liu, R.; Huang, Y. Cellulose-Based Gels. Macro Chem. Phys. 2016, 217, 1322–1334. [Google Scholar] [CrossRef]
- Paxton, N.; Smolan, W.; Böck, T.; Melchels, F.; Groll, J.; Jungst, T. Proposal to assess printability of bioinks for extrusion-based bioprinting and evaluation of rheological properties governing bioprintability. Biofabrication 2017, 9, 44107. [Google Scholar] [CrossRef]
- Ma, B.; Schaefer, H.F.; Allinger, N.L. Theoretical Studies of the Potential Energy Surfaces and Compositions of the d -Aldo- and d -Ketohexoses. J. Am. Chem. Soc. 1998, 120, 3411–3422. [Google Scholar] [CrossRef]
- Chen, W.; He, H.; Zhu, H.; Cheng, M.; Li, Y.; Wang, S. Thermo-Responsive Cellulose-Based Material with Switchable Wettability for Controllable Oil/Water Separation. Polymers 2018, 10, 592. [Google Scholar] [CrossRef]
- Stark, N.M.; Yelle, D.J.; Agarwal, U.P. Techniques for Characterizing Lignin. In Lignin in Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2016; pp. 49–66. [Google Scholar]
- DIN EN ISO 527-1; Plastics—Determination of Tensile Properties Part 1: General Principles. International Organization for Standardization (ISO): Geneva, Switzerland, 2019. Available online: https://www.iso.org/standard/75824.html (accessed on 13 August 2024).
- Ishii, H.; Sugimura, K.; Nishio, Y. Thermotropic liquid crystalline properties of (hydroxypropyl)cellulose derivatives with butyryl and heptafluorobutyryl substituents. Cellulose 2019, 26, 399–412. [Google Scholar] [CrossRef]
- Khan, F.Z.; Shiotsuki, M.; Sanda, F.; Nishio, Y.; Masuda, T. Synthesis and properties of amino acid esters of hydroxypropyl cellulose. J. Polym. Sci. A Polym. Chem. 2008, 46, 2326–2334. [Google Scholar] [CrossRef]
- Lalevée, J.; Tehfe, M.-A.; Zein-Fakih, A.; Ball, B.; Telitel, S.; Morlet-Savary, F.; Graff, B.; Fouassier, J.P. N-Vinylcarbazole: An Additive for Free Radical Promoted Cationic Polymerization upon Visible Light. ACS Macro Lett. 2012, 1, 802–806. [Google Scholar] [CrossRef]
- Luebbert, C.; Stoyanov, E.; Sadowski, G. Phase behavior of ASDs based on hydroxypropyl cellulose. Int. J. Pharm. X 2021, 3, 100070. [Google Scholar] [CrossRef]
- Sakellariou, P.; Rowe, R.C.; White, E. The thermomechanical properties and glass transition temperatures of some cellulose derivatives used in film coating. Int. J. Pharm. 1985, 27, 267–277. [Google Scholar] [CrossRef]
- Ashland Company. Klucel Hydroxypropyl Cellulose: Physical and Chemical Properties. Available online: https://www.ashland.com/file_source/Ashland/Product/Documents/Pharmaceutical/PC_11229_Klucel_HPC.pdf (accessed on 19 August 2024).
- Bowman, C.N.; Kloxin, C.J. Toward an enhanced understanding and implementation of photopolymerization reactions. AIChE J. 2008, 54, 2775–2795. [Google Scholar] [CrossRef]
- Hoyle, C.E.; Bowman, C.N. Thiol-ene click chemistry. Angew. Chem. (Int. Ed. Engl.) 2010, 49, 1540–1573. [Google Scholar] [CrossRef] [PubMed]
- Lowe, A.B.; Hoyle, C.E.; Bowman, C.N. Thiol-yne click chemistry: A powerful and versatile methodology for materials synthesis. J. Mater. Chem. 2010, 20, 4745. [Google Scholar] [CrossRef]
- Davidson, R.S. The photodegradation of some naturally occurring polymers. J. Photochem. Photobiol. B Biol. 1996, 33, 3–25. [Google Scholar] [CrossRef]
- Hayoz, P.; Peter, W.; Rogez, D. A new innovative stabilization method for the protection of natural wood. Prog. Org. Coat. 2003, 48, 297–309. [Google Scholar] [CrossRef]
- Cogulet, A.; Blanchet, P.; Landry, V. Wood degradation under UV irradiation: A lignin characterization. J. Photochem. Photobiol. B Biol. 2016, 158, 184–191. [Google Scholar] [CrossRef]
- Nikafshar, S.; Nejad, M. Evaluating efficacy of different UV-stabilizers/absorbers in reducing UV-degradation of lignin. Holzforschung 2022, 76, 235–244. [Google Scholar] [CrossRef]
- Yu, H.; Yu, W.; Yang, L.; Fang, C.; Xu, M. Surface discoloration analysis and lignin degradation fragments identification of UV-irradiated moso bamboo (Phyllostachys pubescens Mazel). BioRes 2014, 10, 1617–1626. [Google Scholar] [CrossRef]
- Laborie, M.-P.G.; Salmén, L.; Frazier, C.E. A morphological study of the wood/phenol-formaldehyde adhesive interphase. J. Adhes. Sci. Technol. 2006, 20, 729–741. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SpeedCure BPO | Tris | SpeedCure 938 | Response | |
|---|---|---|---|---|
| Level −1 | 0% | 2.5% | 0% | crosslinked mass, % |
| Level +1 | 5% | 10% | 5% |
| Light Intensity | Light Exposure Time | SpeedCure BPO | Tris | SpeedCure 938 | Oven Time | Oven Temperature | Response | |
|---|---|---|---|---|---|---|---|---|
| Level −1 | 10% | 30 min | 1% | 2.5% | 1% | 6 h | 50 °C | crosslinked mass, % |
| Level +1 | 100% | 120 min | 5% | 10% | 5% | 24 h | 90 °C |
| Run | A | B | C | AB | AC | BC | ABC | Response for OSL | Response for HPC |
|---|---|---|---|---|---|---|---|---|---|
| 1 | −1 | −1 | −1 | +1 | +1 | +1 | −1 | 0 | 0 |
| 2 | +1 | −1 | −1 | −1 | −1 | +1 | +1 | 20.4 ± 0.3 | 43.5 ± 1.8 |
| 3 | −1 | +1 | −1 | −1 | +1 | −1 | +1 | 0 | 24.5 ± 2.1 |
| 4 | +1 | +1 | −1 | +1 | −1 | −1 | −1 | 9.6 ± 1.7 | 18.9 ± 7.8 |
| 5 | −1 | −1 | +1 | +1 | −1 | −1 | +1 | 0 | 55.8 ± 6.9 |
| 6 | +1 | −1 | +1 | −1 | +1 | −1 | −1 | 8.6 ± 0.6 | 77.3 ± 0.7 |
| 7 | −1 | +1 | +1 | −1 | −1 | +1 | −1 | 0 | 70.4 ± 0.2 |
| 8 | +1 | +1 | +1 | +1 | +1 | +1 | +1 | 13.3 ± 0.6 | 75.5 ± 0.5 |
| Without Crosslinker | With Crosslinker (5% BPO + 5% 938 + 2.5% Tris) | |
|---|---|---|
| Fiber Formation |  |  |
| Layer Stacking |  |  |
| Factors and Levels of L2^7 Table | ||||||||
|---|---|---|---|---|---|---|---|---|
| Run | A | B | C | D | E | F | G | Response |
| 1 | −1 | −1 | −1 | −1 | −1 | −1 | −1 | 21.6 ± 3.3 |
| 2 | −1 | −1 | −1 | −1 | −1 | +1 | +1 | 48.9 ± 2 |
| 3 | −1 | −1 | +1 | +1 | +1 | −1 | −1 | 0.5 ± 0.2 |
| 4 | −1 | +1 | −1 | +1 | +1 | −1 | +1 | 70.7 ± 0.7 |
| 5 | −1 | +1 | +1 | −1 | +1 | +1 | −1 | 6.8 ± 4.7 |
| 6 | −1 | +1 | +1 | +1 | −1 | +1 | +1 | 53.3 ± 2.5 |
| 7 | +1 | −1 | +1 | +1 | −1 | −1 | +1 | 61.5 ± 1.4 |
| 8 | +1 | −1 | +1 | −1 | +1 | +1 | +1 | 65.2 ± 0.6 |
| 9 | +1 | −1 | −1 | +1 | +1 | +1 | −1 | 14.1 ± 3.6 |
| 10 | +1 | +1 | +1 | −1 | −1 | −1 | −1 | 16.1 ± 4.6 |
| 11 | +1 | +1 | −1 | +1 | −1 | +1 | −1 | 2.3 ± 0.7 |
| 12 | +1 | +1 | −1 | −1 | +1 | −1 | +1 | 67.1 ± 0.5 |
| Substance | Max. Abs. Wavelength of OH Stretching Vibration (cm−1) | Area of OH Stretching Vibration |
|---|---|---|
| HPC | 3433 ± 2 | 33.2 ± 3.9 |
| HPC Crosslinked with (5% BPO + 5% 938 + 2.5% Tris) | 3437 ± 2 | 26.4 ± 0.3 |
| OSL | 3406 ± 5 | 28.4 ± 2.7 |
| OSL Crosslinked with (5% BPO + 5% 938 + 2.5% Tris) | 3411 ± 2 | 32.2 ± 6.9 |
| 50% OSL/50% HPC | 3432 ± 1 | 38.9 ± 0.8 |
| 50% OSL/50% HPC Crosslinked with (5% BPO + 5% 938 + 2.5% Tris) | 3427 ± 4 | 25.5 ± 4.5 |
| 50% OSL/50% HPC | 50% OSL/50% HPC Crosslinked with (5% BPO + 5% 938 + 2.5% Tris) | |
|---|---|---|
| Modulus (MPa) | 316.2 ± 19.9 | 375.6 ± 35.3 |
| UTS (MPa) | 3.7 ± 0.4 | 4.2 ± 0.5 |
| Elongation (%) | 1.5 ± 0.1 | 1.6 ± 0.3 |
| Toughness (J/m3) | 3.2 ± 0.6 | 4 ± 1.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yapa, M.-T.; Lalevée, J.; Laborie, M.-P. Towards Photocrosslinkable Lyotropic Blends of Organosolv Lignin and Hydroxypropyl Cellulose for 3D Printing by Direct Ink Writing. Polymers 2024, 16, 2869. https://doi.org/10.3390/polym16202869
Yapa M-T, Lalevée J, Laborie M-P. Towards Photocrosslinkable Lyotropic Blends of Organosolv Lignin and Hydroxypropyl Cellulose for 3D Printing by Direct Ink Writing. Polymers. 2024; 16(20):2869. https://doi.org/10.3390/polym16202869
Chicago/Turabian StyleYapa, Mehmet-Talha, Jacques Lalevée, and Marie-Pierre Laborie. 2024. "Towards Photocrosslinkable Lyotropic Blends of Organosolv Lignin and Hydroxypropyl Cellulose for 3D Printing by Direct Ink Writing" Polymers 16, no. 20: 2869. https://doi.org/10.3390/polym16202869
APA StyleYapa, M.-T., Lalevée, J., & Laborie, M.-P. (2024). Towards Photocrosslinkable Lyotropic Blends of Organosolv Lignin and Hydroxypropyl Cellulose for 3D Printing by Direct Ink Writing. Polymers, 16(20), 2869. https://doi.org/10.3390/polym16202869