


Efficient Regulation of the Cross-Linking Structure in Polyurethane: Achieving Outstanding Processing and Mechanical Properties for a Wind Turbine Blade




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
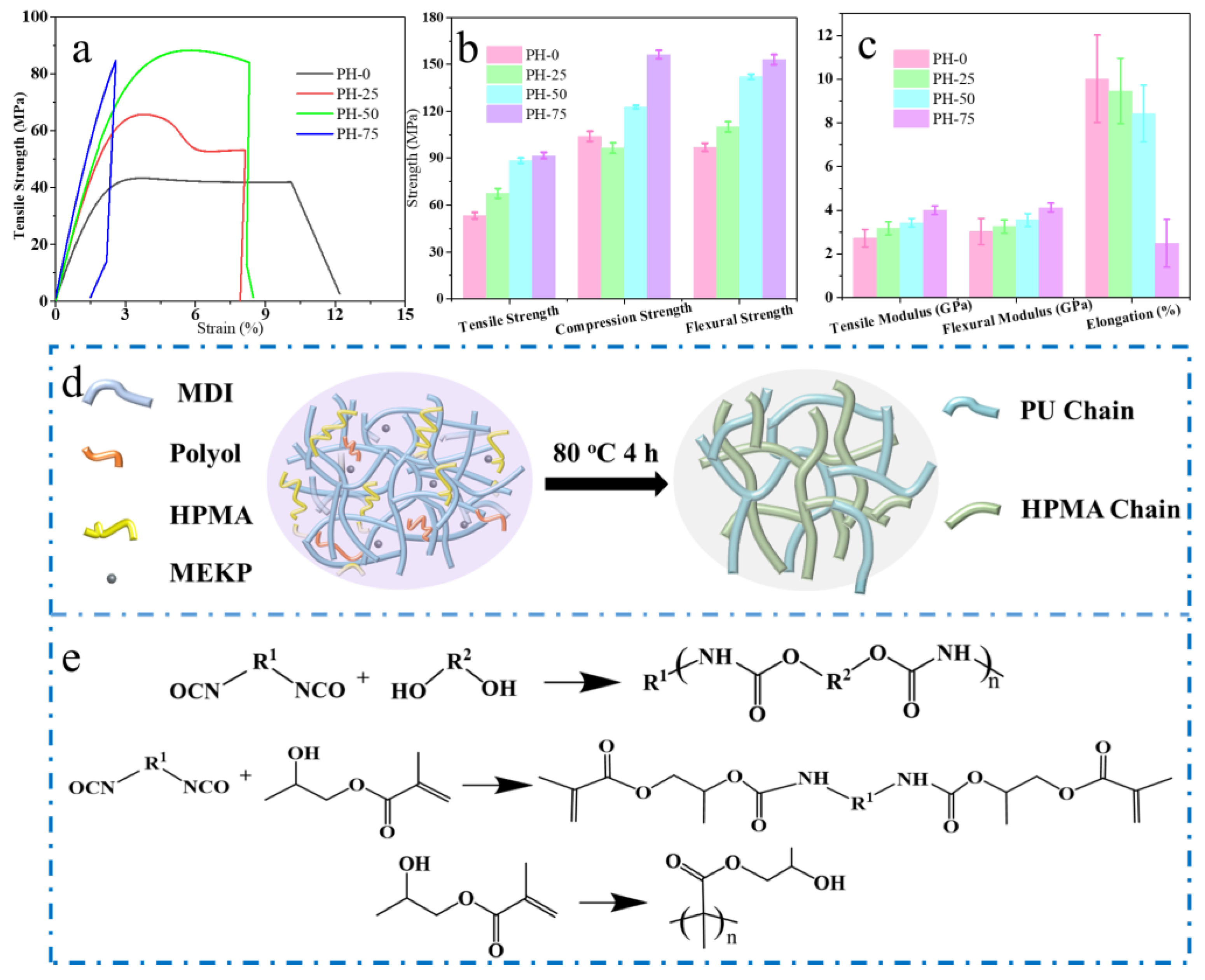
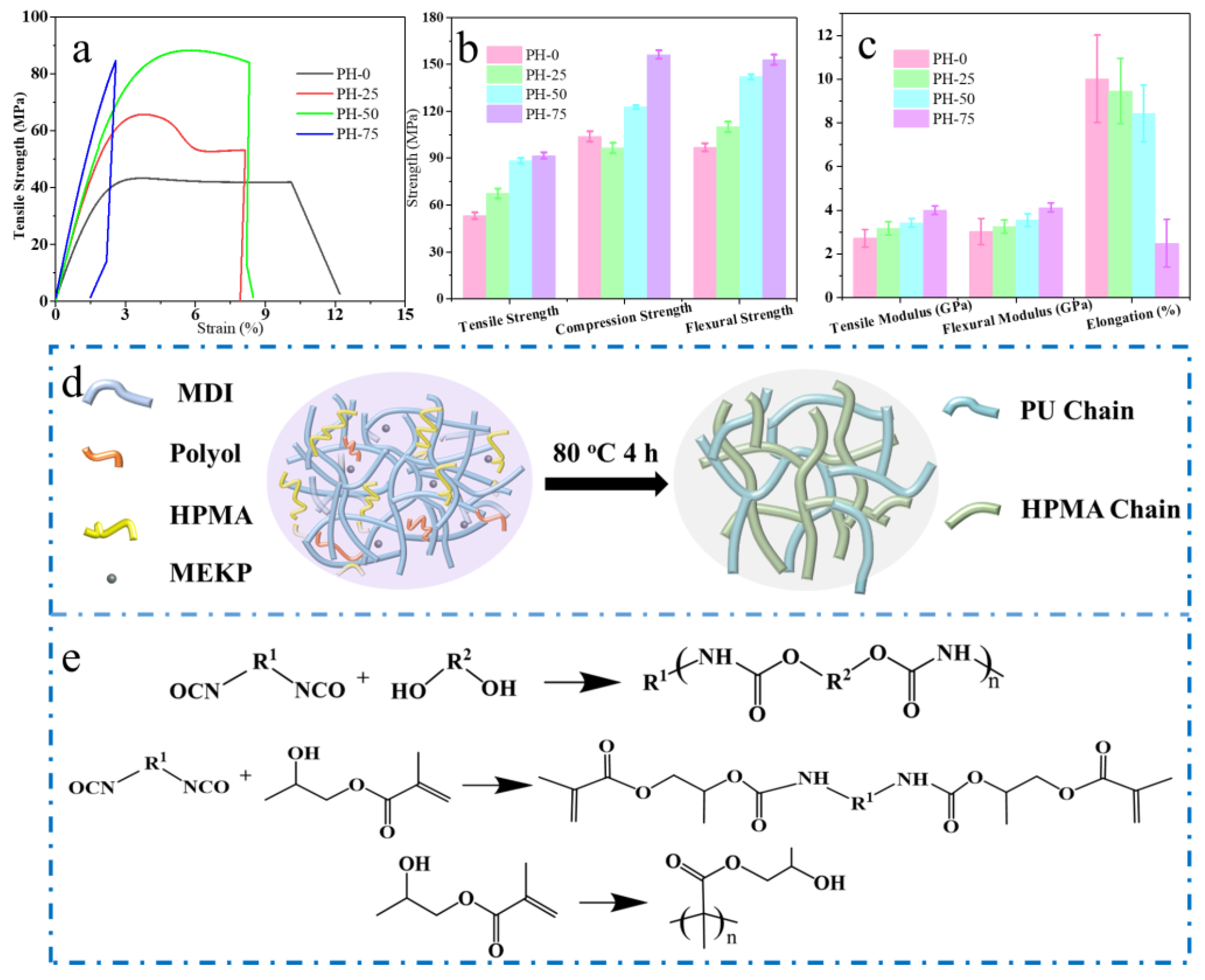
2.2. Preparation of PU Copolymers
2.3. Characterization
3. Results and Discussion
3.1. Characterization of PU Copolymers
3.2. Viscosity Curves of PU Copolymers
3.3. Gel Exothermic Behaviour and Heat Distortion of PU Copolymers
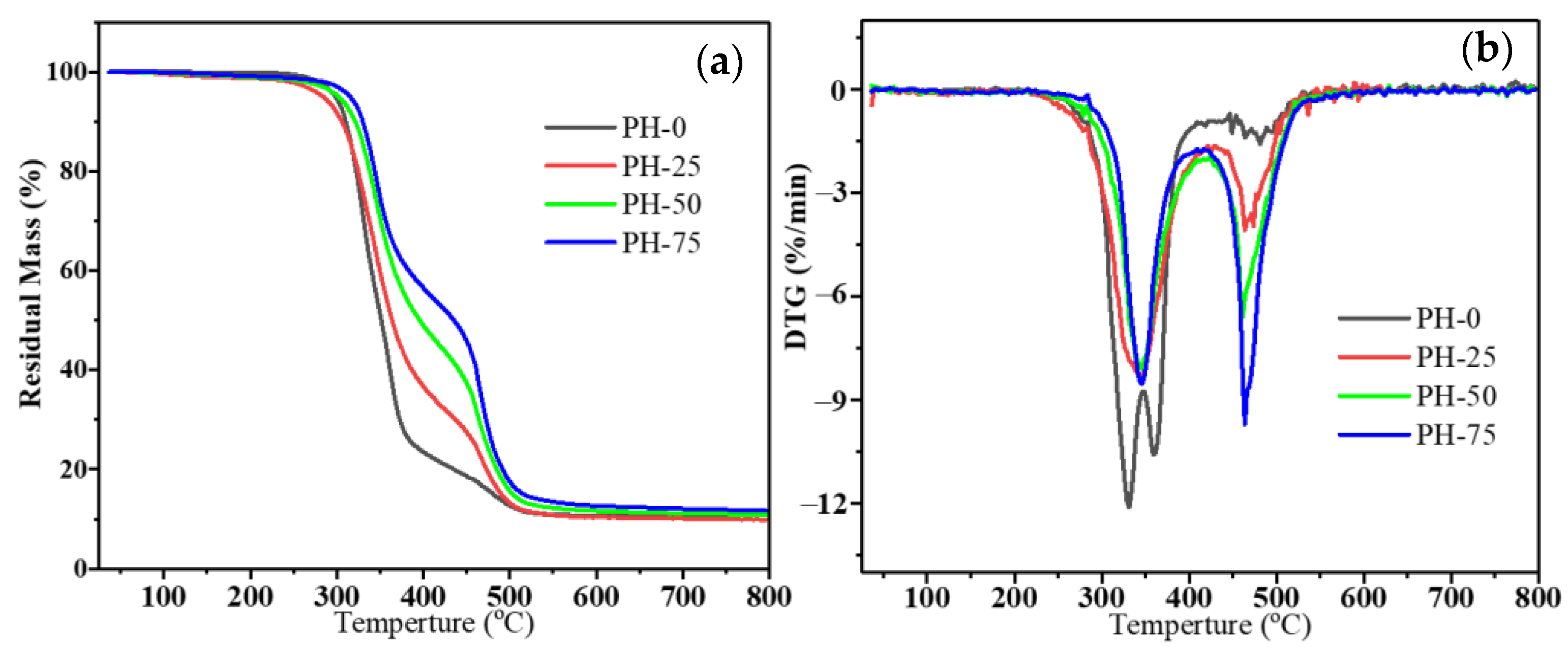
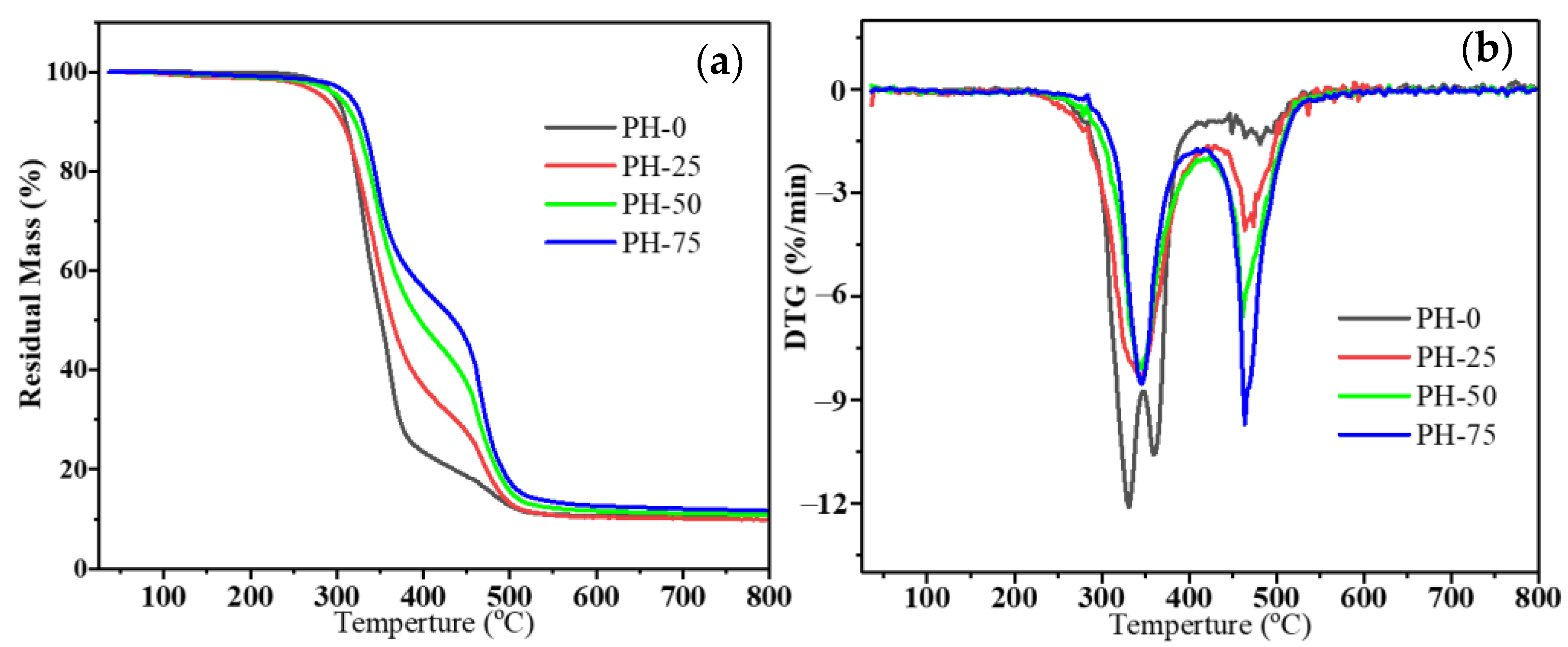
3.4. Thermal Properties of PU Copolymers
3.5. Mechanical Properties of the PU Copolymers
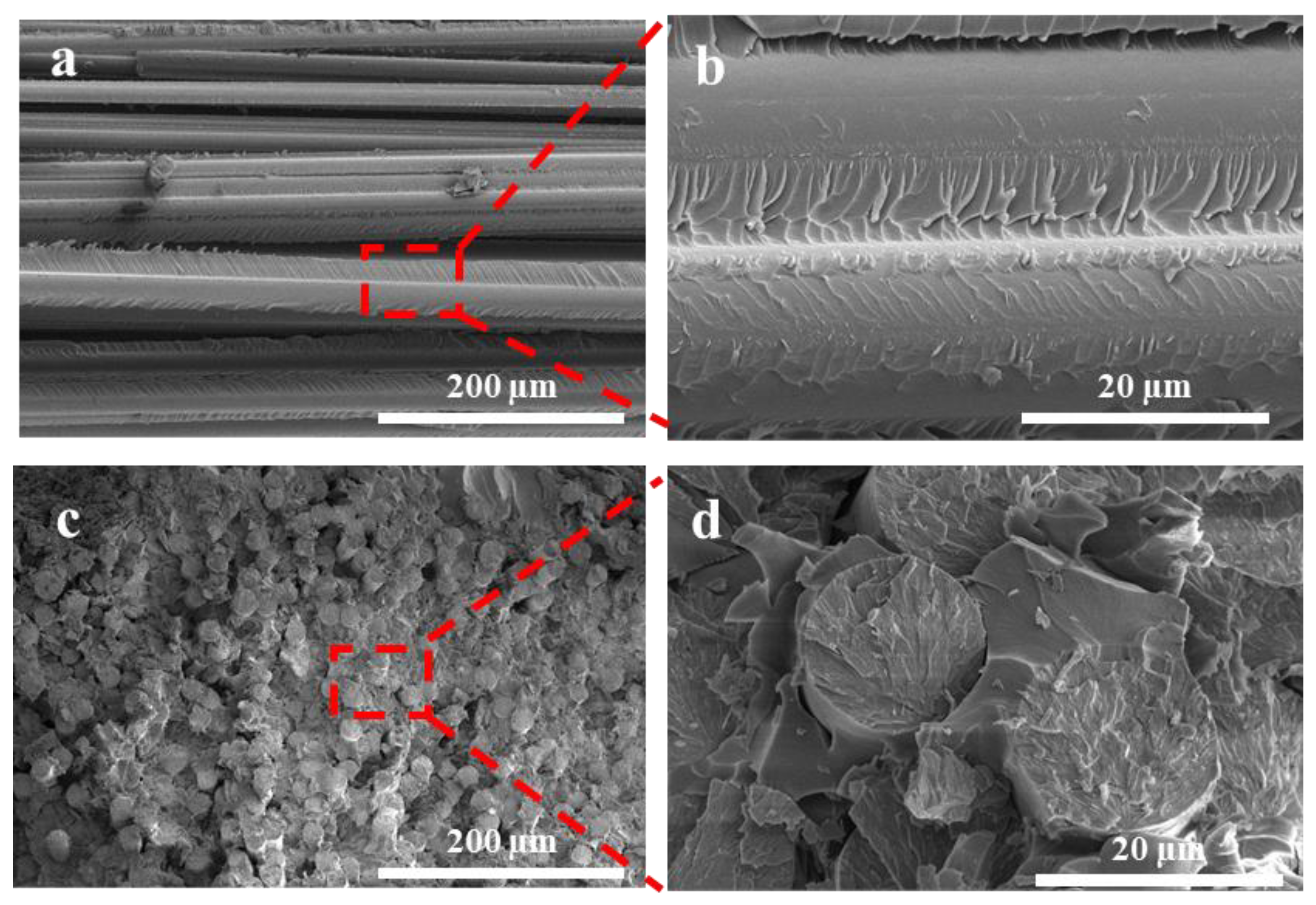
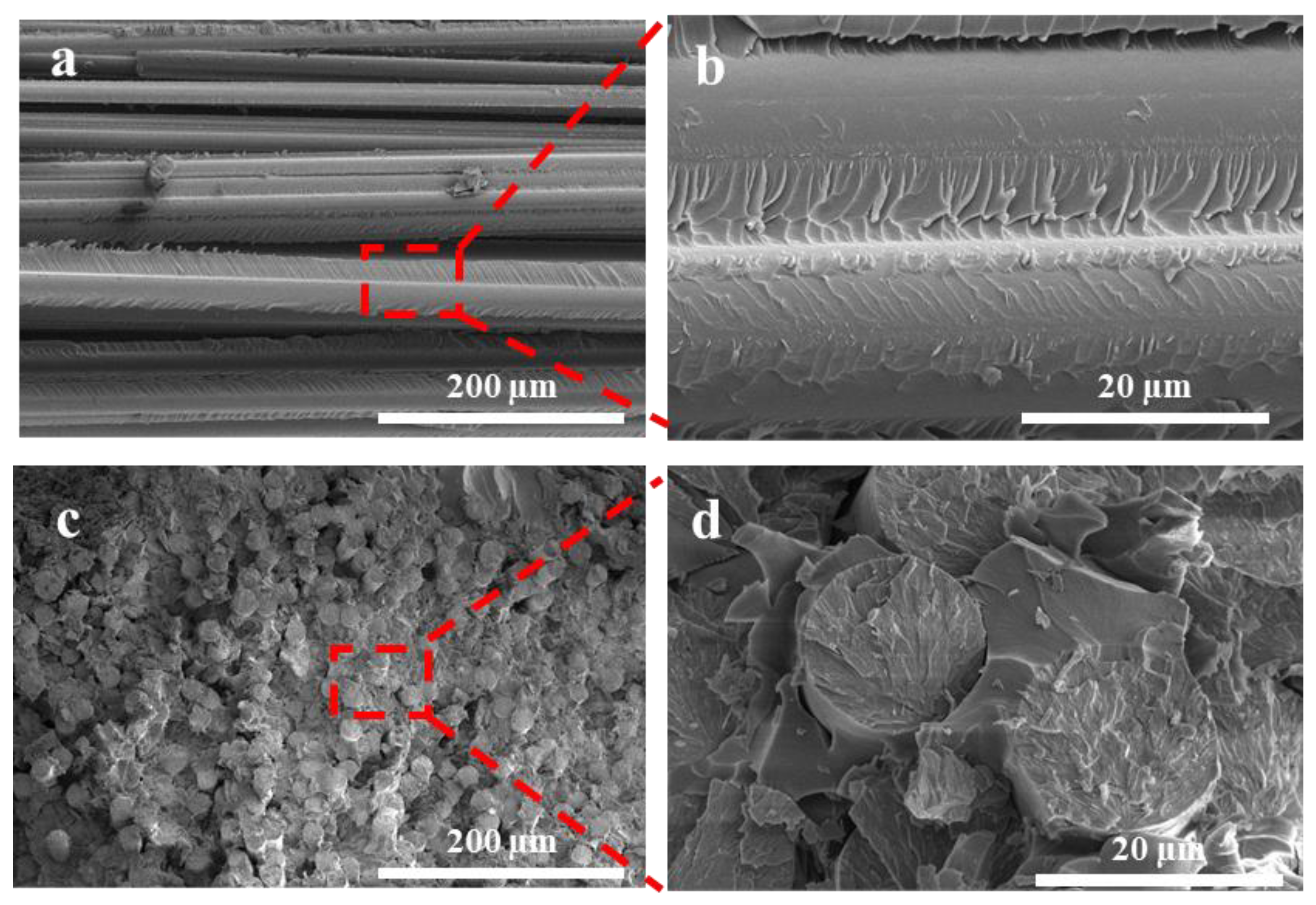
3.6. SEM Image of PU Copolymers with Glass Fiber Fabric
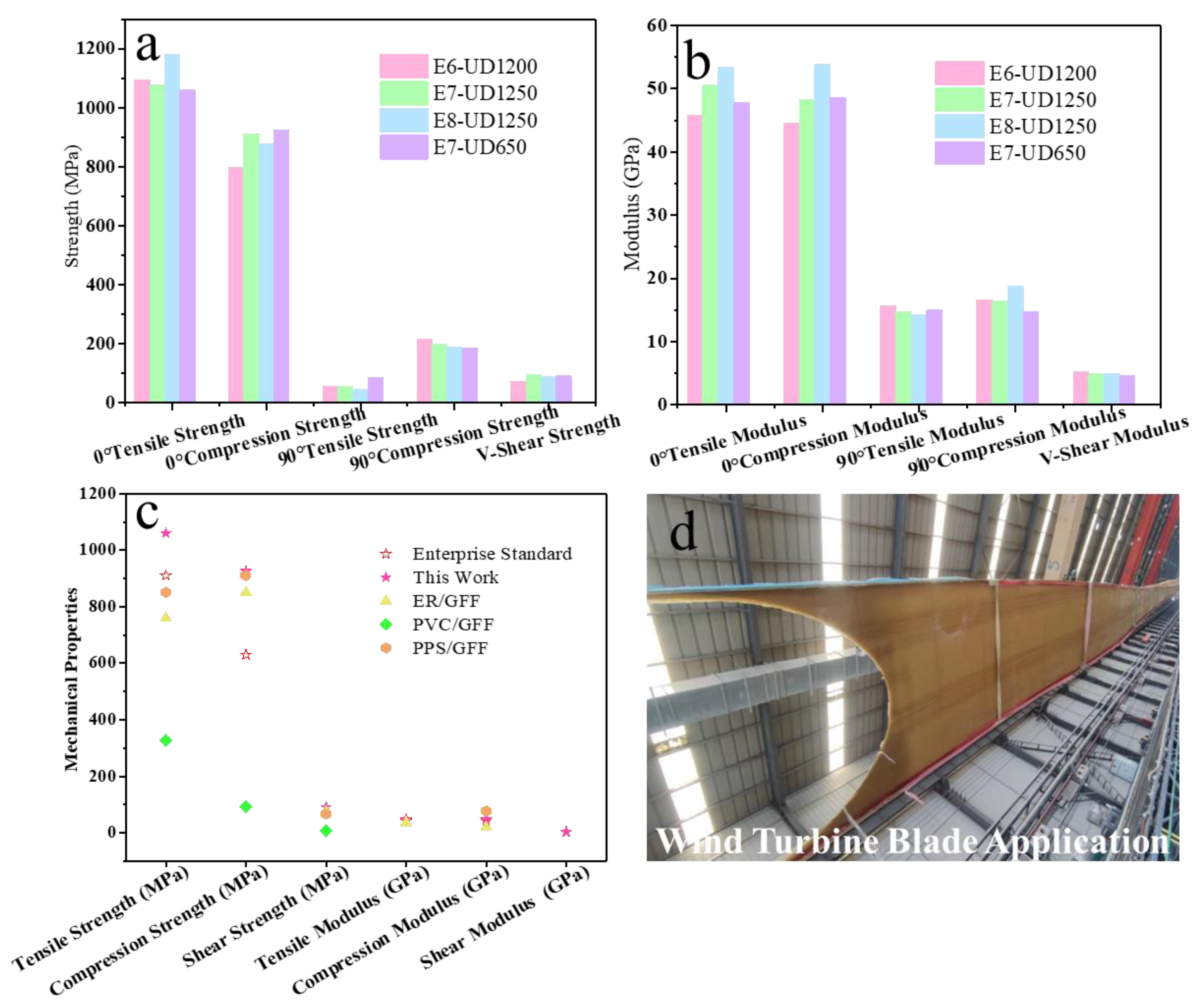
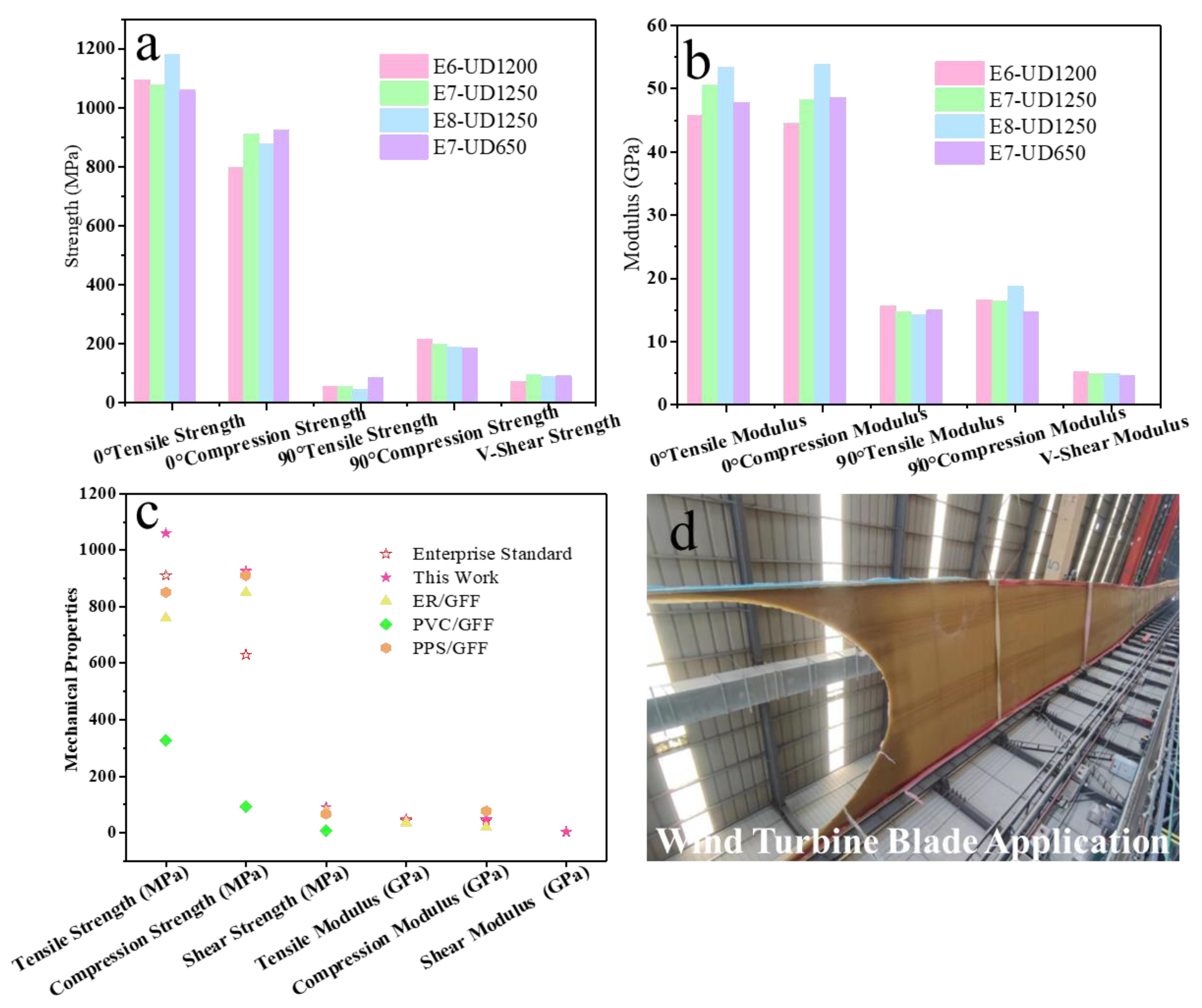
3.7. Mechanical Properties of Vacuum-Infused PU/GFF Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lehtomäki, H.; Rao, S.; Hänninen, O. Phasing out fossil fuels would save millions of lives worldwide. BMJ 2023, 383, 2774. [Google Scholar] [CrossRef] [PubMed]
- Mufutau Opeyemi, B. Path to sustainable energy consumption: The possibility of substituting renewable energy for non-renewable energy. Energy 2021, 228, 120519. [Google Scholar] [CrossRef]
- Veers, P.; Dykes, K.; Lantz, E.; Barth, S.; Bottasso, C.L.; Carlson, O.; Clifton, A.; Green, J.; Green, P.; Holttinen, H.; et al. Grand challenges in the science of wind energy. Science 2019, 366, 433. [Google Scholar] [CrossRef] [PubMed]
- Vargas, S.A.; Esteves, G.R.T.; Maçaira, P.M.; Bastos, B.Q.; Cyrino Oliveira, F.L.; Souza, R.C. Wind power generation: A review and a research agenda. J. Clean. Prod. 2019, 218, 850–870. [Google Scholar] [CrossRef]
- Krogh, C.; Hermansen, S.M.; Lund, E.; Kepler, J.; Jakobsen, J. A matter of course: Generating optimal manufacturing instructions from a structural layup plan of a wind turbine blade. Compos. Part A Appl. Sci. Manuf. 2023, 172, 107599. [Google Scholar] [CrossRef]
- Ennis, B.L.; Das, S.; Norris, R.E. Economic competitiveness of pultruded fiber composites for wind turbine applications. Compos. Part B Eng. 2023, 265, 110960. [Google Scholar] [CrossRef]
- Chiu, P.K.; Roth-Johnson, P.; Wirz, R.E. Optimal structural design of biplane wind turbine blades. Renew. Energy 2020, 147, 2440–2452. [Google Scholar] [CrossRef]
- Astle, C.; Burge, I.; Chen, M.; Herrler, T.; Kwan, L.; Zibin, N.; Wood, D. Timber for small wind turbine blades. Energy Sustain. Dev. 2013, 17, 671–676. [Google Scholar] [CrossRef]
- Murray, R.E.; Jenne, S.; Snowberg, D.; Berry, D.; Cousins, D. Techno-economic analysis of a megawatt-scale thermoplastic resin wind turbine blade. Renew. Energy 2019, 131, 111–119. [Google Scholar] [CrossRef]
- Shen, M.Y.; Guo, Z.H.; Feng, W.T. A study on the characteristics and thermal properties of modified regenerated carbon fiber reinforced thermoplastic composite recycled from waste wind turbine blade spar. Compos. Part B Eng. 2023, 264, 110878. [Google Scholar] [CrossRef]
- Ma, X.; Wu, Y.; Liang, N.; Xu, H.; Xu, Z.; Chen, S.; Zhang, D. High-efficiently renewable hyperbranched epoxy resin/carbon fiber composites with both long service life and high performance. Compos. Commun. 2023, 40, 101630. [Google Scholar] [CrossRef]
- Elhenawy, Y.; Fouad, Y.; Marouani, H.; Bassyouni, M. Performance Analysis of Reinforced Epoxy Functionalized Carbon Nanotubes Composites for Vertical Axis Wind Turbine Blade. Polymers 2021, 13, 422. [Google Scholar] [CrossRef] [PubMed]
- Kasagepongsan, C.; Suchat, S. Novel Engineered Materials: Epoxy Resin Nanocomposite Reinforced with Modified Epoxidized Natural Rubber and Fibers for Low Speed Wind Turbine Blades. Polymers 2021, 13, 2761. [Google Scholar] [CrossRef] [PubMed]
- Rocha, I.B.C.M.; Raijmaekers, S.; Nijssen, R.P.L.; van der Meer, F.P.; Sluys, L.J. Hygrothermal ageing behaviour of a glass/epoxy composite used in wind turbine blades. Compos. Struct. 2017, 174, 110–122. [Google Scholar] [CrossRef]
- Sprenger, S. Nanosilica-Toughened Epoxy Resins. Polymers 2020, 12, 1777. [Google Scholar] [CrossRef] [PubMed]
- Zheng, B.; Wang, H.; Wu, X.; Yang, K.; Yu, Y.; Cui, H.; Gao, F.; Qian, K.; Yao, H.; Li, J.; et al. Flexible nanocomposite electrothermal films based on carbon nanotubes and waterborne polyurethane with high reliability, stretchability and low-temperature performance for wind turbine blade deicing. Compos. Part A Appl. Sci. Manuf. 2022, 158, 106979. [Google Scholar] [CrossRef]
- Khan, A.; Naveed, M.; Rabnawaz, M. Melt-reprocessing of mixed polyurethane thermosets. Green Chem. 2021, 23, 4771–4779. [Google Scholar] [CrossRef]
- Kim, S.; Li, K.; Alsbaiee, A.; Brutman, J.P.; Dichtel, W.R. Circular Reprocessing of Thermoset Polyurethane Foams. Adv. Mater. 2023, 35, 2305387. [Google Scholar] [CrossRef]
- Wu, Z.Y. Synthesis and Properties of Moisture-Cured Reactive Polyurethane Containing Castor Oil and Oxime Compounds. Polymers 2020, 12, 1838. [Google Scholar] [CrossRef]
- Lee, Y.S.; Lee, W.J.; Chen, Y.C. Studies on the reactivity of epoxy/polyol/isocyanate blend resins and the properties of epoxy/polyurethane composites. J. Appl. Polym. Sci. 2023, 140, c53339. [Google Scholar] [CrossRef]
- Fridrihsone-Girone, A.; Stirna, U.; Misāne, M.; Lazdiņa, B.; Deme, L. Spray-applied 100% volatile organic compounds free two component polyurethane coatings based on rapeseed oil polyols. Prog. Org. Coat. 2016, 94, 90–97. [Google Scholar] [CrossRef]
- Haddadi, H.; Nazockdast, E.; Ghalei, B. Chemorheological characterization of thermosetting polyurethane formulations containing different chain extender contents. Polym. Eng. Sci. 2008, 48, 2446–2453. [Google Scholar] [CrossRef]
- Prakash, R.; Maiti, P. The effect of chemical tagging of graphene oxide in thermoplastic polyurethane on gelation behavior. Polymer 2022, 253, 124999. [Google Scholar] [CrossRef]
- Karabanova, L.V.; Honcharova, L.A.; Babkina, N.V.; Sapsay, V.I.; Klymchuk, D.O. Poss-containing nanocomposites based on polyurethane/poly(hydroxypropyl methacrylate) polymer matrix: Dynamic mechanical properties and morphology. Polym. Test. 2018, 69, 556–562. [Google Scholar] [CrossRef]
- Baffie, F.; Patias, G.; Shegiwal, A.; Brunel, F.; Monteil, V.; Verrieux, L.; Perrin, L.; Haddleton, D.M.; D’Agosto, F. Block Copolymers Based on Ethylene and Methacrylates Using a Combination of Catalytic Chain Transfer Polymerisation (CCTP) and Radical Polymerisation. Angew. Chem. Int. Ed. 2021, 60, 25356–25364. [Google Scholar] [CrossRef]
- Nishiyama, Y.; Kumagai, S.; Motokucho, S.; Kameda, T.; Saito, Y.; Watanabe, A.; Nakatani, H.; Yoshioka, T. Temperature-dependent pyrolysis behavior of polyurethane elastomers with different hard- and soft-segment compositions. J. Anal. Appl. Pyrolysis 2020, 145, 104754. [Google Scholar] [CrossRef]
- Chattopadhyay, D.K.; Webster, D.C. Thermal stability and flame retardancy of polyurethanes. Prog. Polym. Sci. 2009, 34, 1068–1133. [Google Scholar] [CrossRef]
- Pan, Y.; Yang, B.; Jia, N.; Yang, Y.; Wang, Y.; Zhang, N.; Xia, R.; Qian, J.; Wang, S.; Tu, Y.; et al. Polymethyl Methacrylate (PMMA) Nanocomposites Containing Graphene Nanoplatelets Decorated with Nickel Nanoparticles for Electromagnetic Interference (EMI) Shielding and Thermal Management Applications. Macromol. Mater. Eng. 2022, 307, 2200220. [Google Scholar] [CrossRef]
- Semerci, E.; Bedri, T.E.; Kizilcan, N. Preparation of thermal conductive Poly(methyl methacrylate)/Silicon nitride nanocomposites via click chemistry. Polymer 2021, 212, 123285. [Google Scholar] [CrossRef]
- Yang, B.; Pan, Y.; Yu, Y.; Wu, J.; Xia, R.; Wang, S.; Wang, Y.; Su, L.; Miao, J.; Qian, J.; et al. Filler network structure in graphene nanoplatelet (GNP)-filled polymethyl methacrylate (PMMA) composites: From thermorheology to electrically and thermally conductive properties. Polym. Test. 2020, 89, 106575. [Google Scholar] [CrossRef]
- Park, S.B.; Lee, J.S.; Kim, J.W. Effects of short glass fibers on the mechanical properties of glass fiber fabric/PVC composites. Mater. Res. Express 2017, 4, 035301. [Google Scholar] [CrossRef]
- Zhao, L.; Yu, Y.; Huang, H.; Yin, X.; Peng, J.; Sun, J.; Huang, L.; Tang, Y.; Wang, L. High-performance polyphenylene sulfide composites with ultra-high content of glass fiber fabrics. Compos. Part B Eng. 2019, 174, 106790. [Google Scholar] [CrossRef]
- Zeng, S.; Shen, M.; Xue, Y.; Niu, C.; Zheng, Y.; Han, Y.; Tao, W.; Yang, L. A novel strategy to reinforce glass fiber fabric/epoxy composites via modifying fibers with self-assembled multi-walled carbon nanotubes-montmorillonite. Polym. Compos. 2019, 41, 522–534. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | A | B | ||||||
|---|---|---|---|---|---|---|---|---|
| Samples | PM200 | MEKP | HPMA | MN500 | DL400 | BYK088 | CN | Citrate |
| PH-0 | 99 | 1 | 0 | 60 | 39.5 | 0.25 | 0.15 | 0.1 |
| PH-25 | 99 | 1 | 25 | 45 | 29.5 | 0.25 | 0.15 | 0.1 |
| PH-50 | 99 | 1 | 50 | 30 | 19.5 | 0.25 | 0.15 | 0.1 |
| PH-75 | 99 | 1 | 75 | 15 | 9.5 | 0.25 | 0.15 | 0.1 |
| Samples | T5% (°C) | T30% (°C) | T50% (°C) | Tpeak1 (°C) | Tpeak2 (°C) | Residue at 800 °C (wt%) |
|---|---|---|---|---|---|---|
| PH-0 | 298.9 | 331.0 | 351.5 | 331.0 | 361.0 | 10.0 |
| PH-25 | 283.9 | 338.2 | 363.9 | 345.0 | 464.0 | 9.9 |
| PH-50 | 302.2 | 350.8 | 395.5 | 345.0 | 461.0 | 10.9 |
| PH-75 | 315.6 | 356.1 | 435.0 | 345.0 | 463.0 | 11.8 |
| Samples | Tensile Strength (MPa) | Tensile Modulus (GPa) | Elongation at Break (%) | Compression Strength (MPa) | Flexural Modulus (GPa) | Flexural Strength (MPa) |
|---|---|---|---|---|---|---|
| PH-0 | 53.3 | 2.7 | 10.0 | 104.0 | 3.0 | 97.0 |
| PH-25 | 67.5 | 3.2 | 9.5 | 110.0 | 3.3 | 110.0 |
| PH-50 | 83.4 | 3.4 | 8.4 | 120.0 | 3.6 | 142.0 |
| PH-75 | 91.7 | 4.0 | 2.5 | 153.0 | 4.1 | 153.0 |
| Samples | PH-50/ E6-UD1200 | PH-50/ E7-UD1250 | PH-50/ E8-UD1250 | PH-50/ E7-UD650 |
|---|---|---|---|---|
| 0° Tensile Strength (MPa) | 1094.2 | 1077.1 | 1182.0 | 1060.4 |
| 0° Compression Strength (MPa) | 799.8 | 912.1 | 876.9 | 926.1 |
| 90° Tensile Strength (MPa) | 57.8 | 54.9 | 46.9 | 87.3 |
| 90° Compression Strength (MPa) | 217.4 | 200.0 | 189.1 | 187.1 |
| V-Shear Strength (MPa) | 74.3 | 95.8 | 89.5 | 92.2 |
| 0° TensileModulus (GPa) | 45.8 | 50.6 | 53.4 | 48.7 |
| 0° Compression Modulus (GPa) | 44.5 | 48.2 | 53.8 | 48.6 |
| 90° TensileModulus (GPa) | 15.7 | 14.7 | 14.3 | 19.5 |
| 90° Compression Modulus (GPa) | 16.6 | 16.5 | 18.7 | 15.1 |
| V-ShearModulus (GPa) | 5.2 | 4.9 | 5.0 | 4.6 |
| Samples | Enterprise Standard | PU/GFF | ER/GFF | PCV/GFF | PSS/GFF |
|---|---|---|---|---|---|
| Tensile Strength (MPa) | 910 | 1077.1 | 760 | 328 | 851 |
| Compression Strength (MPa) | 630 | 912.1 | 850 | 93.3 | 911 |
| V-Shear Strength (MPa) | - | 95.8 | 75 | 8 | 67 |
| 0° TensileModulus (GPa) | 43.5 | 50.6 | 36 | - | - |
| 0° Compression Modulus (GPa) | 43.5 | 48.2 | 20 | - | 78 |
| V-ShearModulus (GPa) | 3.8 | 4.9 | - | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Z.; Li, L.; Fu, L.; Xiong, G.; Wu, H.; Guo, S. Efficient Regulation of the Cross-Linking Structure in Polyurethane: Achieving Outstanding Processing and Mechanical Properties for a Wind Turbine Blade. Polymers 2024, 16, 235. https://doi.org/10.3390/polym16020235
Jiang Z, Li L, Fu L, Xiong G, Wu H, Guo S. Efficient Regulation of the Cross-Linking Structure in Polyurethane: Achieving Outstanding Processing and Mechanical Properties for a Wind Turbine Blade. Polymers. 2024; 16(2):235. https://doi.org/10.3390/polym16020235
Chicago/Turabian StyleJiang, Zijin, Lingtong Li, Luoping Fu, Gaohu Xiong, Hong Wu, and Shaoyun Guo. 2024. "Efficient Regulation of the Cross-Linking Structure in Polyurethane: Achieving Outstanding Processing and Mechanical Properties for a Wind Turbine Blade" Polymers 16, no. 2: 235. https://doi.org/10.3390/polym16020235
APA StyleJiang, Z., Li, L., Fu, L., Xiong, G., Wu, H., & Guo, S. (2024). Efficient Regulation of the Cross-Linking Structure in Polyurethane: Achieving Outstanding Processing and Mechanical Properties for a Wind Turbine Blade. Polymers, 16(2), 235. https://doi.org/10.3390/polym16020235