
Study on Thermal Cycling Reliability of Epoxy-Enhanced SAC305 Solder Joint

 , , and
, , and
Abstract
1. Introduction
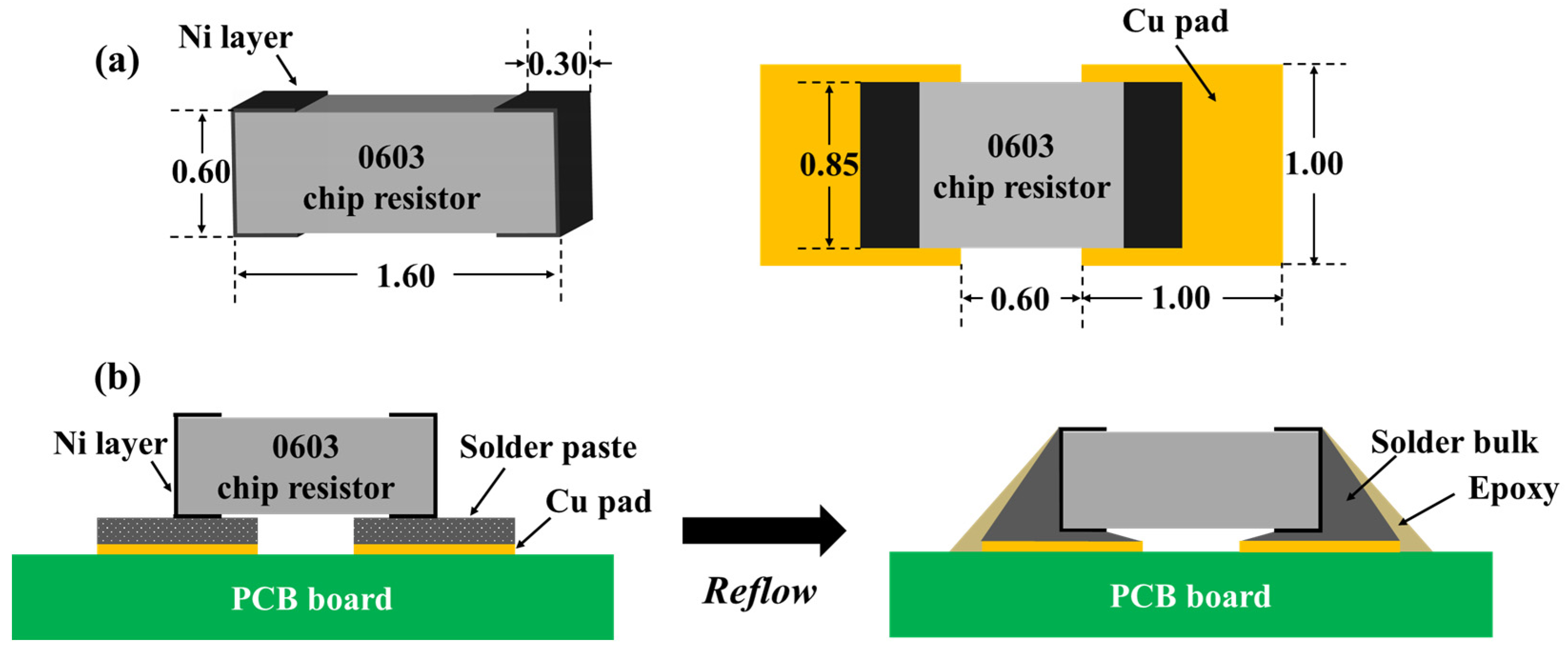
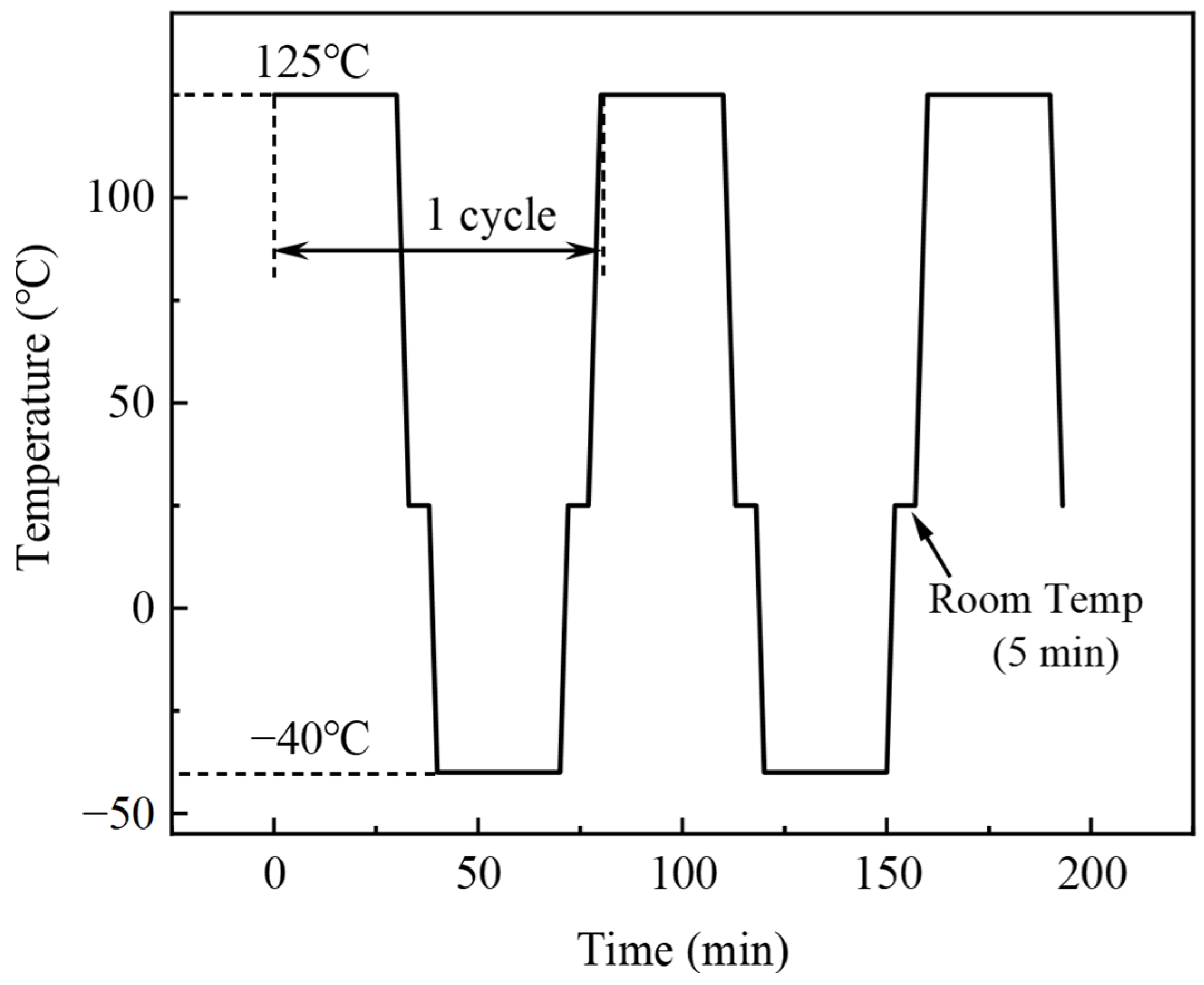
2. Materials and Methods
3. Results
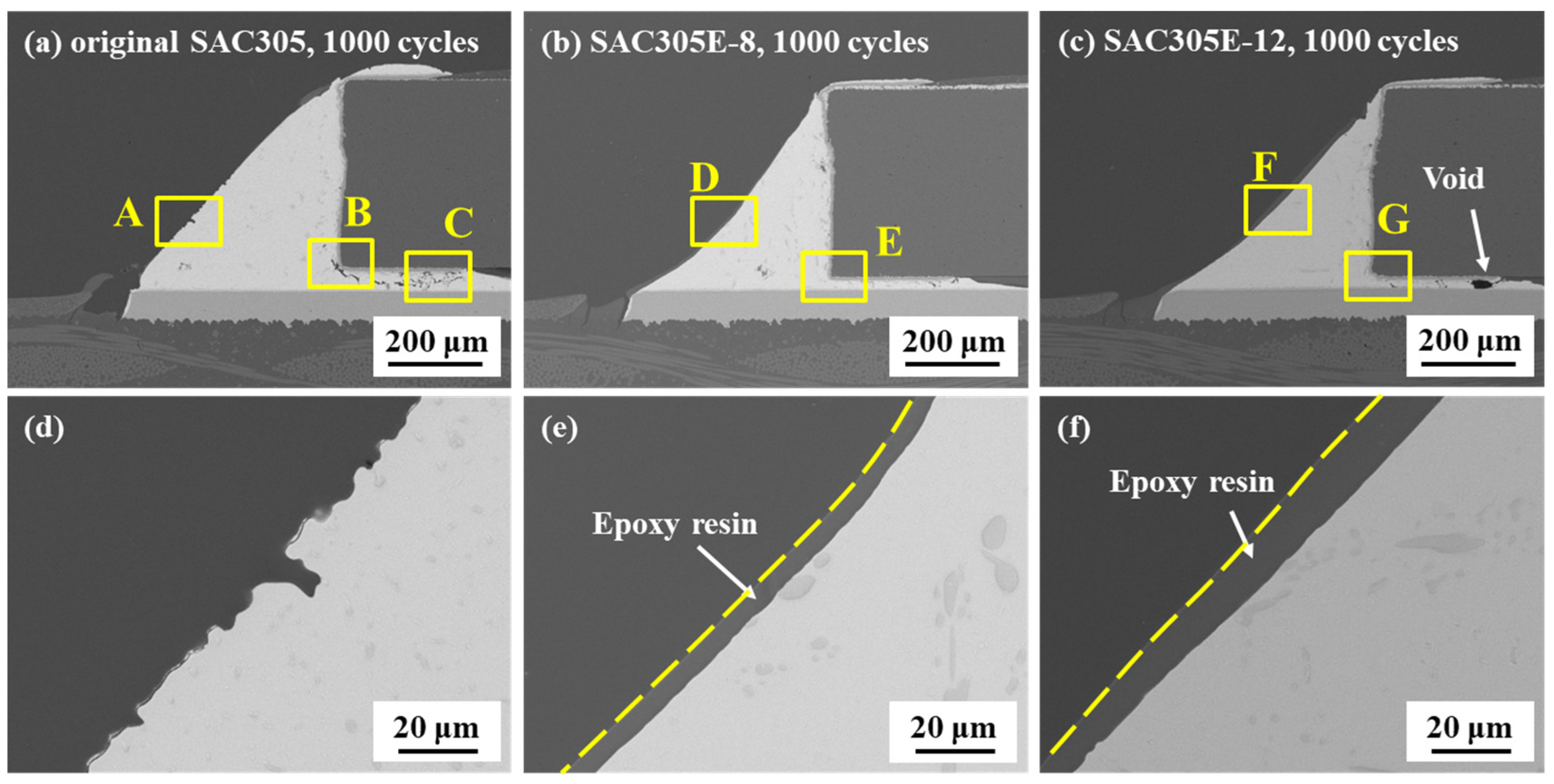
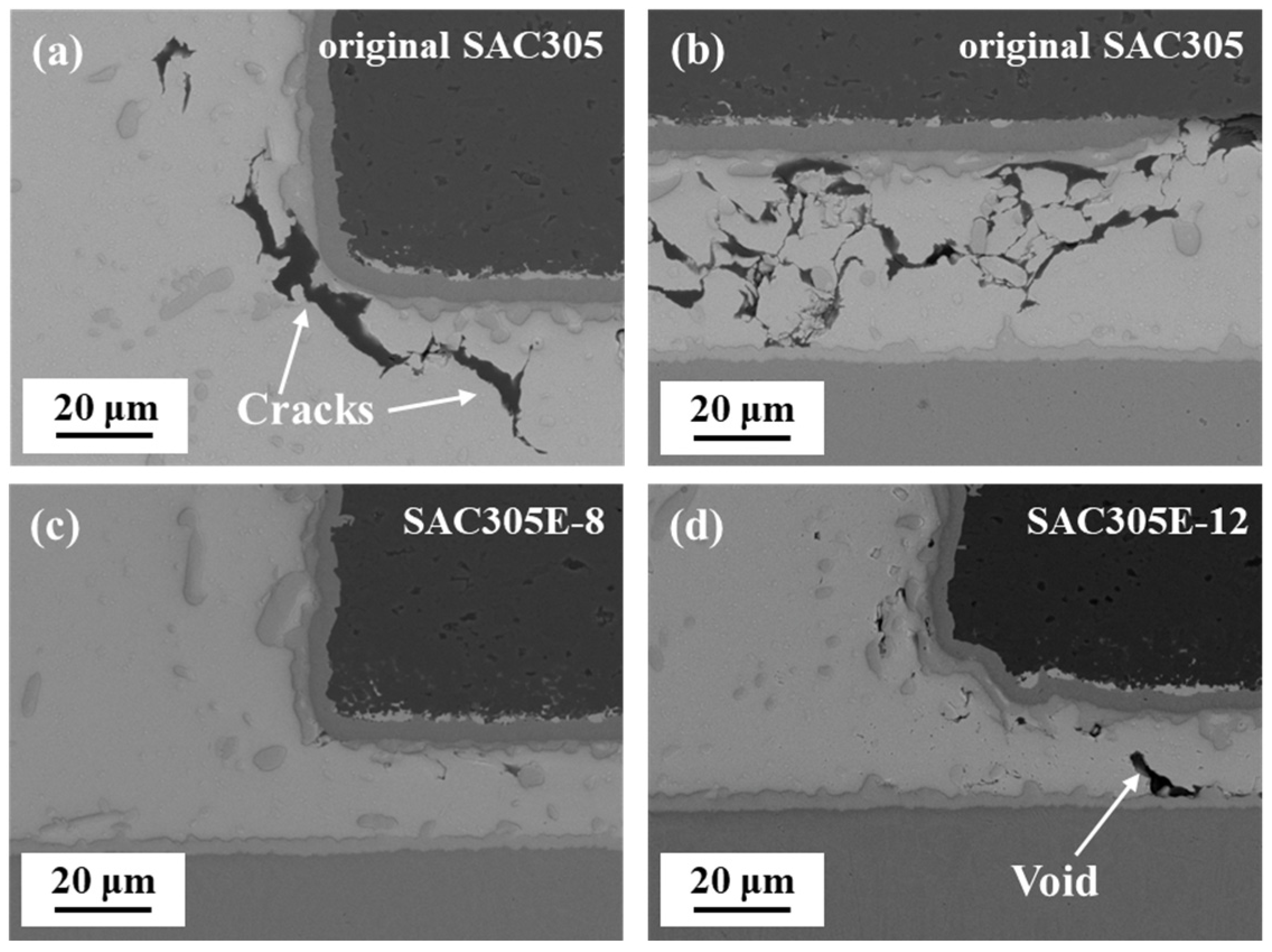
3.1. Macro and Cross-Sectional Structure of the Joint

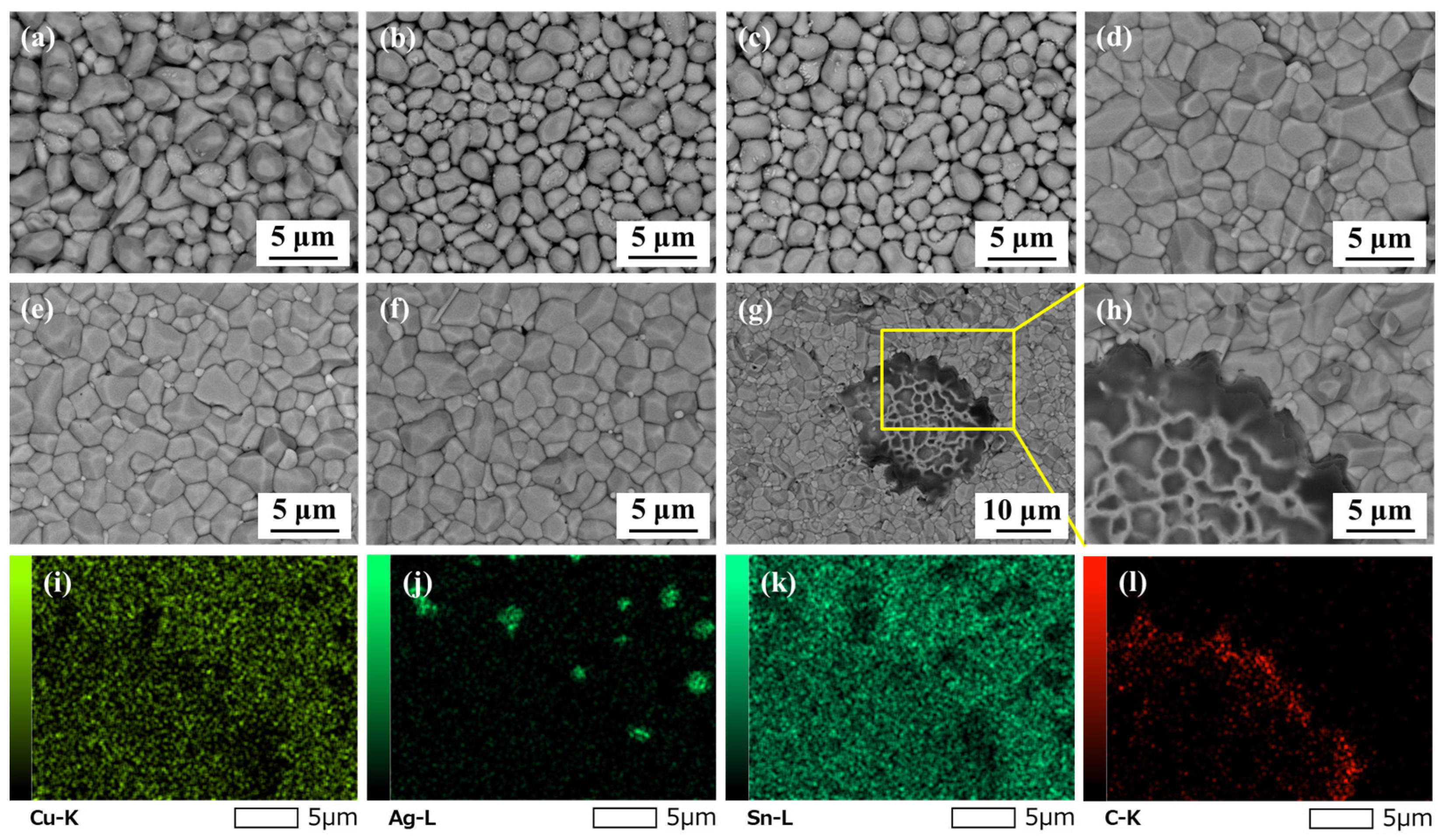
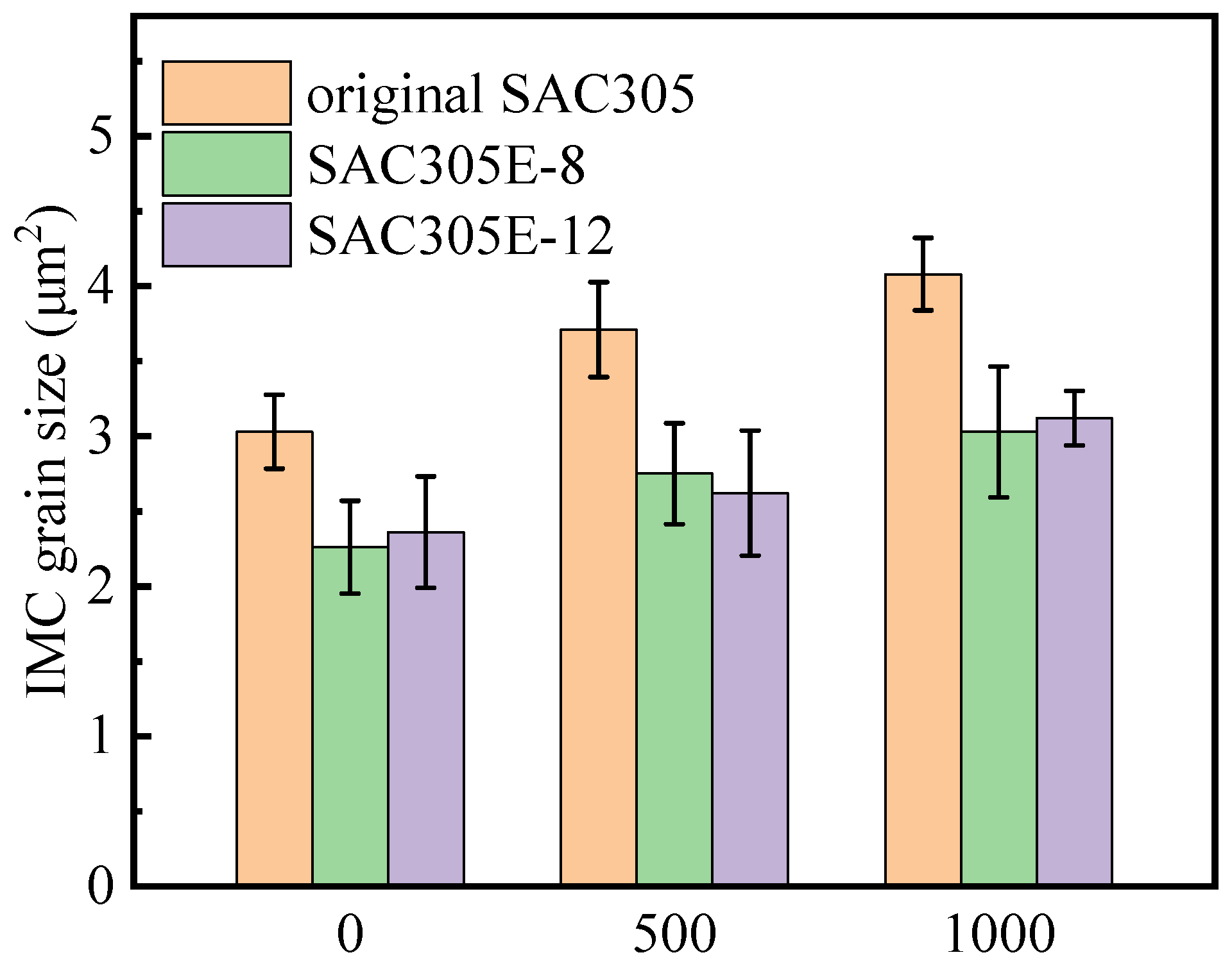
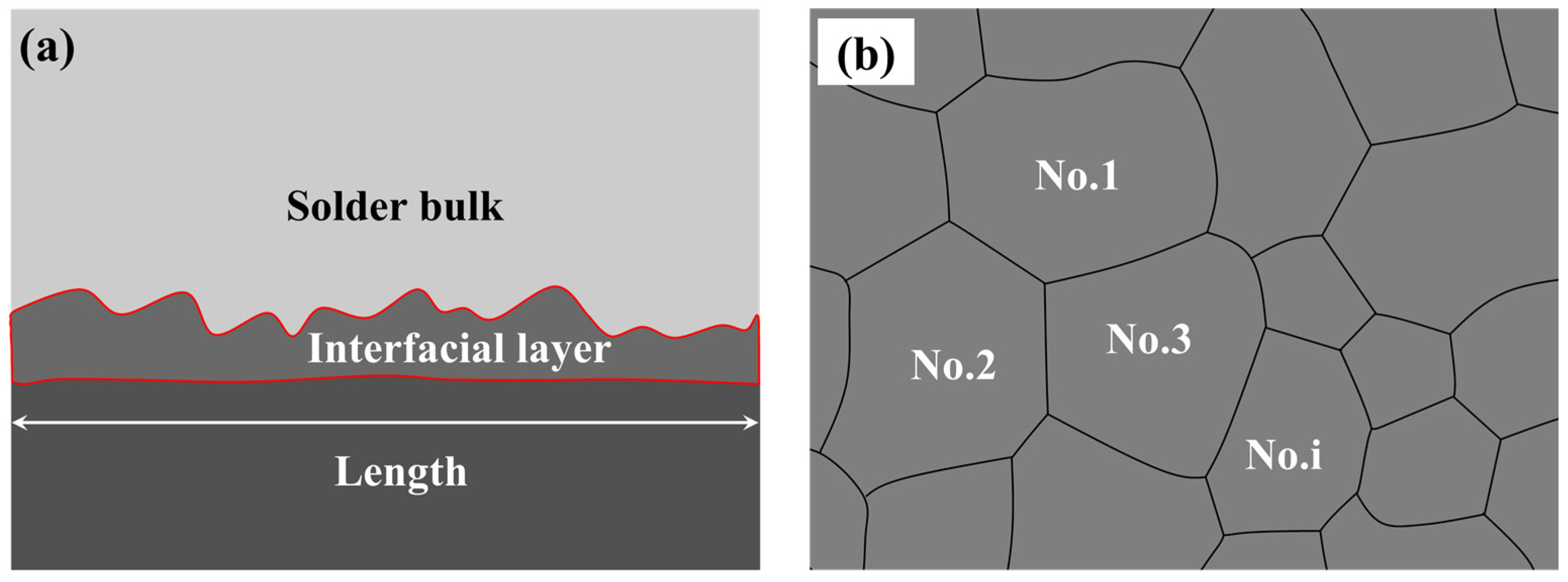
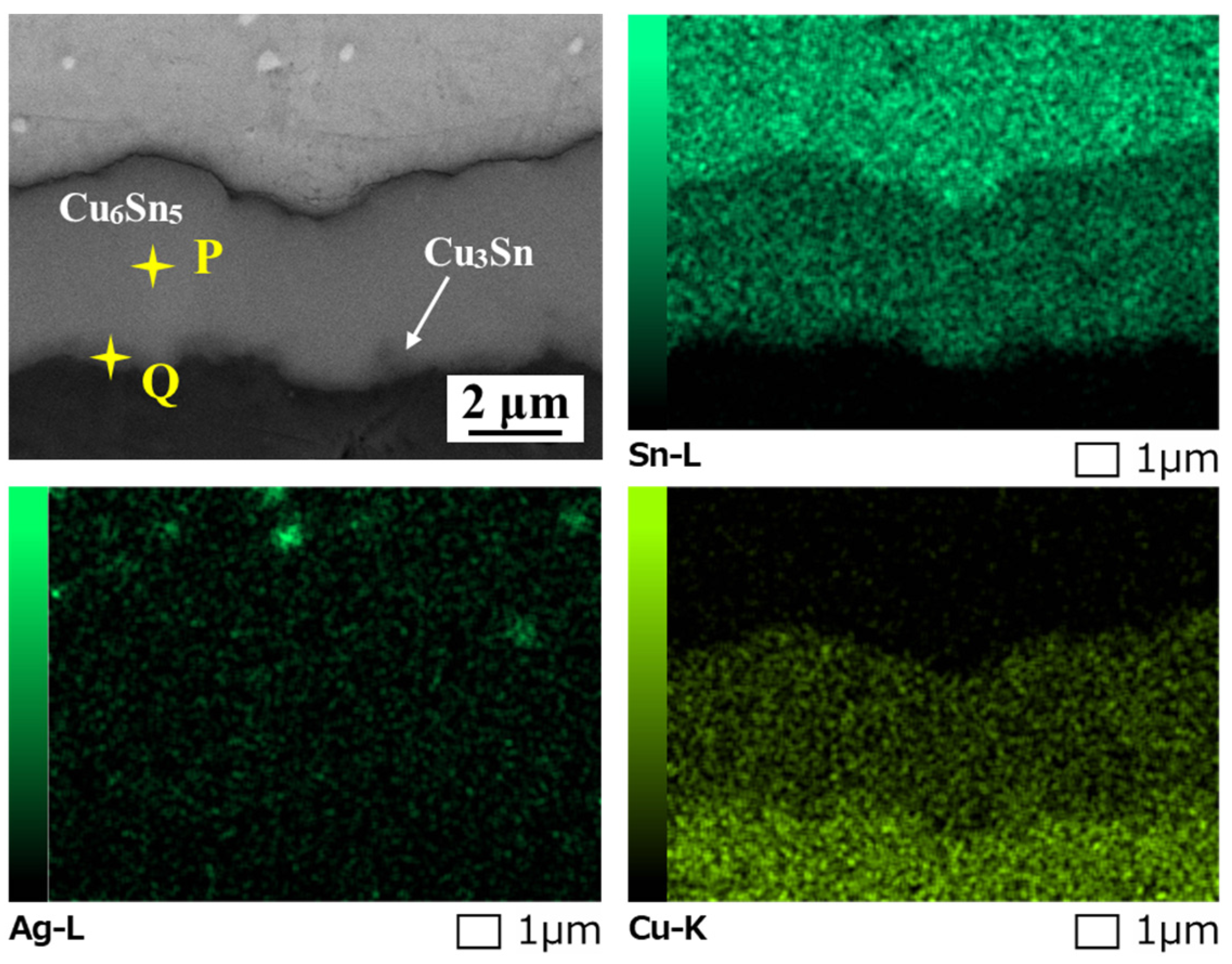
3.2. Interfacial Microstructure

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Point | Cu | Sn |
|---|---|---|
| O | 56.94 | 43.06 |
| P | 53.26 | 46.74 |
| Q | 74.38 | 25.62 |

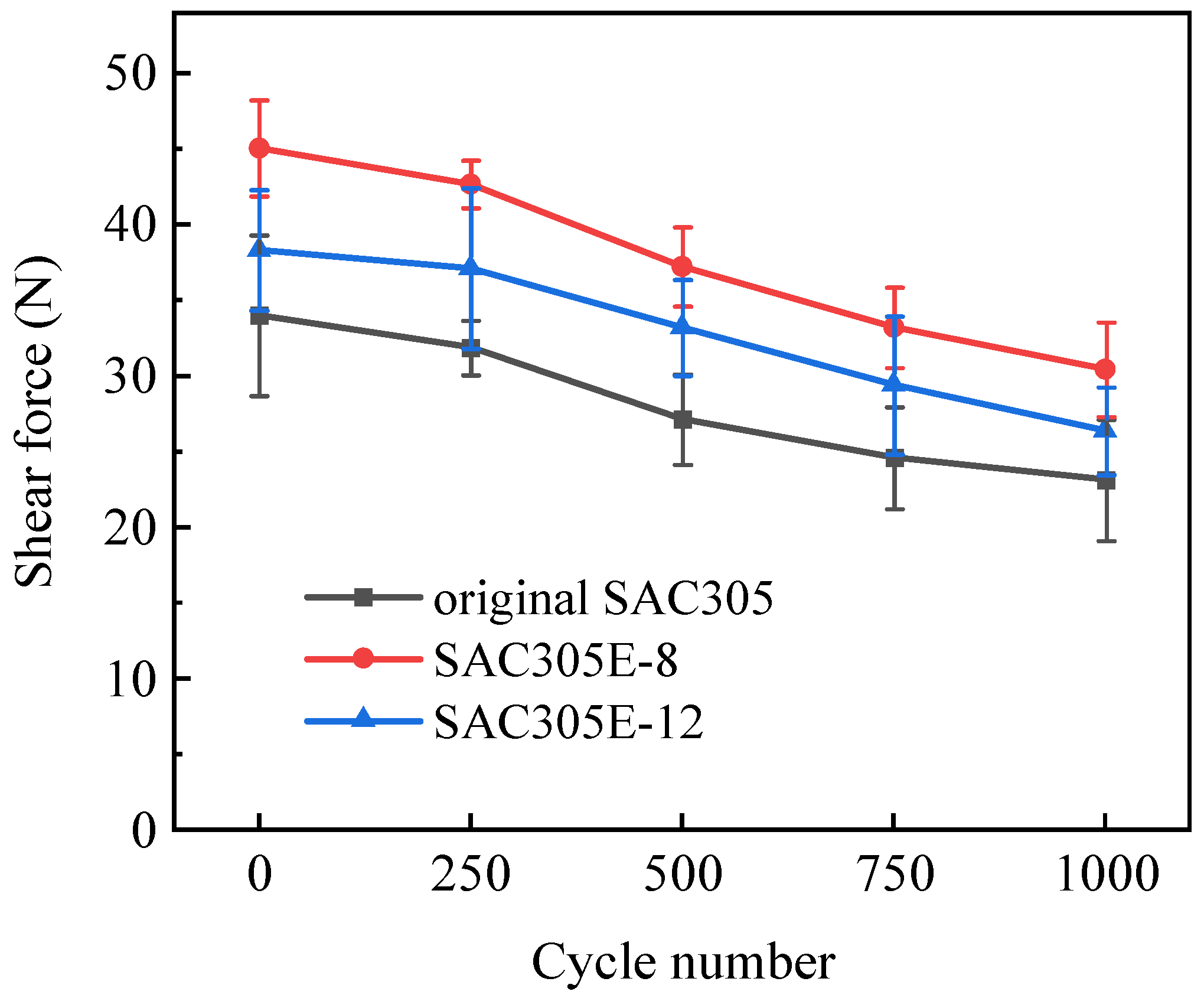
3.3. Shear Test
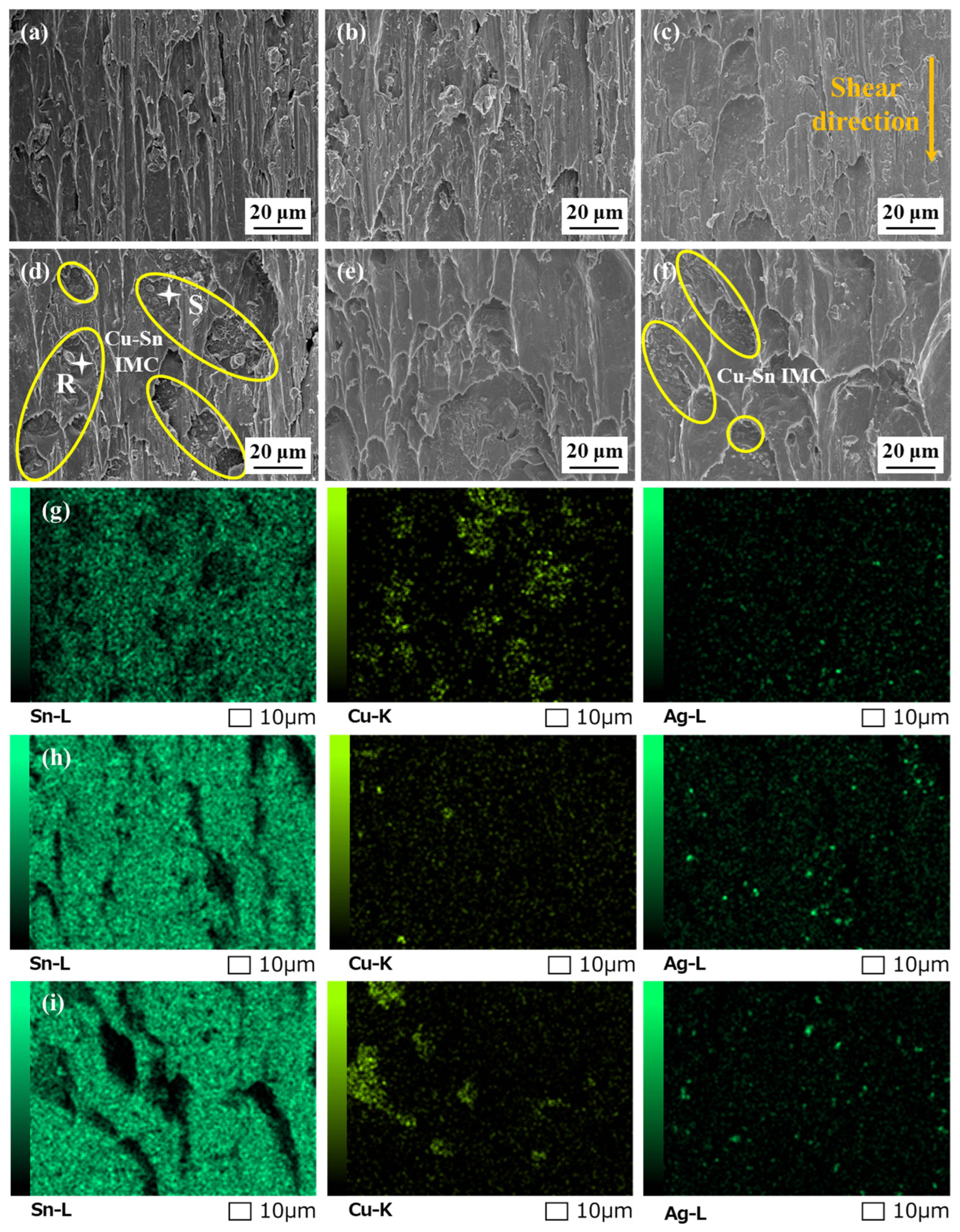
3.4. Fracture Morphology
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Tu, K.N.; Liu, Y. Recent advances on kinetic analysis of solder joint reactions in 3D IC packaging technology. Mater. Sci. Eng. R 2019, 136, 1–12. [Google Scholar] [CrossRef]
- Jiang, N.; Zhang, L.; Liu, Z.Q.; Sun, L.; Long, W.M.; He, P.; Xiong, M.Y.; Zhao, M. Reliability issues of lead-free solder joints in electronic devices. Sci. Technol. Adv. Mater. 2019, 20, 876–901. [Google Scholar] [CrossRef]
- Mei, J.; Haug, R.; Lanier, O.; Grözinger, T.; Zimmermann, A. Effect of Joule heating on the reliability of solder joints under power cycling conditions. Microelectron. Reliab. 2018, 88–90, 684–690. [Google Scholar] [CrossRef]
- Yang, L.; Zhu, L.; Zhang, Y.; Zhou, S.; Wang, G.; Shen, S.; Shi, X. Microstructure, IMCs layer and reliability of Sn-58Bi solder joint reinforced by Mo nanoparticles during thermal cycling. Mater. Charact. 2019, 148, 280–291. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, C.; Gao, Y.; Gao, Z.; Liu, Z.Q. Microstructural evolution and failure analysis of Sn–Bi57–Ag0.7 solder joints during thermal cycling. J. Mater. Sci. Mater. Electron. 2022, 33, 1942–1952. [Google Scholar] [CrossRef]
- Tian, R.; Hang, C.; Tian, Y.; Zhao, L. Growth behavior of intermetallic compounds and early formation of cracks in Sn-3Ag-0.5Cu solder joints under extreme temperature thermal shock. Mater. Sci. Eng. A 2018, 709, 125–133. [Google Scholar] [CrossRef]
- Hu, X.; Li, Y.; Min, Z. Interfacial reaction and IMC growth between Bi-containing Sn0.7Cu solders and Cu substrate during soldering and aging. J. Alloys Compd. 2014, 582, 341–347. [Google Scholar] [CrossRef]
- Li, Q.H.; Li, C.F.; Zhang, W.; Chen, W.W.; Liu, Z.Q. Microstructural evolution and failure mechanism of 62Sn36Pb2Ag/Cu solder joint during thermal cycling. Microelectron. Reliab. 2019, 99, 12–18. [Google Scholar] [CrossRef]
- Zhong, S.J.; Zhang, L.; Li, M.L.; Long, W.M.; Wang, F.J. Development of lead-free interconnection materials in electronic industry during the past decades: Structure and properties. Mater. Des. 2022, 215, 110439. [Google Scholar] [CrossRef]
- Li, M.L.; Zhang, L.; Jiang, N.; Zhang, L.; Zhong, S.J. Materials modification of the lead-free solders incorporated with micro/nano-sized particles: A review. Mater. Des. 2021, 197, 109224. [Google Scholar] [CrossRef]
- Li, X.; Ma, Y.; Zhou, W.; Wu, P. Effects of nanoscale Cu6Sn5 particles addition on microstructure and properties of SnBi solder alloys. Mater. Sci. Eng. A 2017, 684, 328–334. [Google Scholar] [CrossRef]
- Li, S.Q.; Li, Q.H.; Cao, H.J.; Zheng, X.Z.; Zhang, Z.H. Significant enhancement of comprehensive properties of SnBi solder through the addition of Cu@Ag core-shell particles. Mater. Sci. Eng. A 2023, 881, 145392. [Google Scholar] [CrossRef]
- Han, Y.D.; Gao, Y.; Zhang, S.T.; Jing, H.Y.; Wei, J.; Zhao, L.; Xu, L.Y. Study of mechanical properties of Ag nanoparticle-modified graphene/Sn-Ag-Cu solders by nanoindentation. Mater. Sci. Eng. A 2019, 761, 138051. [Google Scholar] [CrossRef]
- Mohd Nasir, S.S.; Yahaya, M.Z.; Erer, A.M.; Illés, B.; Mohamad, A.A. Effect of TiO2 nanoparticles on the horizontal hardness properties of Sn-3.0Ag-0.5Cu-1.0TiO2 composite solder. Ceram. Int. 2019, 45, 18563–18571. [Google Scholar] [CrossRef]
- Illés, B.; Choi, H.; Byun, J.; Dušek, K.; Bušek, D.; Skwarek, A. Incorporation and corrosion protection mechanism of TiO2 nano-particles in SnAgCu composite alloys: Experimental and density functional theory study. Ceram. Int. 2023, 49, 23765–23774. [Google Scholar] [CrossRef]
- Huo, F.; Jin, Z.; Han, D.L.; Li, J.; Zhang, K.; Nishikawa, H. Novel interface regulation of Sn1.0Ag0.5Cu composite solders reinforced with modified ZrO2: Microstructure and mechanical properties. J. Mater. Sci. Technol. 2022, 125, 157–170. [Google Scholar] [CrossRef]
- Li, M.L.; Gao, L.L.; Zhang, L.; Long, W.M.; Zhong, S.J.; Zhang, L. Interfacial evolution of pure Sn solder bearing silicon carbide nanowires under isothermal aging and thermal cycling. J. Mater. Res. Technol. 2021, 15, 3974–3982. [Google Scholar] [CrossRef]
- Ma, S.; Yang, L.; Yang, J.; Liang, Y. Effects of Mo nanoparticles on growth of compounds layer and strength of Sn3.0Ag0.5Cu/Cu solder joint during thermal cycling. J. Mater. Sci. Mater. Electron. 2024, 35, 1466. [Google Scholar] [CrossRef]
- Zhang, L.; Tu, K.N. Structure and properties of lead-free solders bearing micro and nano particles. Mater. Sci. Eng. R 2014, 82, 1–32. [Google Scholar] [CrossRef]
- Myung, W.R.; Kim, Y.; Jung, S.B. Mechanical property of the epoxy-contained Sn–58Bi solder with OSP surface finish. J. Alloys Compd. 2014, 615, S411–S417. [Google Scholar] [CrossRef]
- Li, X.G.; Yang, X.J.; He, D.Y.; Ma, L. Study on the properties of epoxy-based Sn58Bi solder joints. Microelectron. Reliab. 2023, 148, 115144. [Google Scholar] [CrossRef]
- Kim, J.; Myung, W.R.; Jung, S.B. Effects of aging treatment on mechanical properties of Sn-58Bi epoxy solder on ENEPIG-surface-finished PCB. J. Electron. Mater. 2016, 45, 5895–5903. [Google Scholar] [CrossRef]
- Sung, Y.G.; Myung, W.R.; Jeong, H.; Ko, M.K.; Moon, J.; Jung, S.B. Mechanical reliability of the epoxy Sn-58wt.%Bi solder joints with different surface finishes under thermal shock. J. Electron. Mater. 2018, 47, 4165–4169. [Google Scholar] [CrossRef]
- Sharma, A.; Jang, Y.J.; Kim, J.B.; Jung, J.P. Thermal cycling, shear and insulating characteristics of epoxy embedded Sn-3.0Ag-0.5Cu (SAC305) solder paste for automotive applications. J. Alloys Compd. 2017, 704, 795–803. [Google Scholar] [CrossRef]
- Liu, L.; Xue, S.; Ni, R.; Zhang, P.; Wu, J. Study on the reliability of Sn–Bi composite solder pastes with thermosetting epoxy under thermal cycling and humidity treatment. Crystals 2021, 11, 733. [Google Scholar] [CrossRef]
- Zhang, P.; Xue, S.; Liu, L.; Wu, J.; Luo, Q.; Wang, J. Microstructure and shear behaviour of Sn-3.0Ag-0.5Cu composite solder pastes enhanced by epoxy resin. Polymers 2022, 14, 5303. [Google Scholar] [CrossRef]
- Zhang, P.; Xue, S.B.; Liu, L.; Wang, J.H.; Tatsumi, H.; Nishikawa, H. Influence of isothermal aging on microstructure and shear property of novel epoxy composite SAC305 solder joints. Polymers 2023, 15, 4168. [Google Scholar] [CrossRef]
- JIS Z3198-7; Test Methods for Lead-Free Solders—Part 7: Methods for Shear Strength of Solder Joints on Chip Components. Japanese Industrial Standard: Tokyo, Japan, 2003.
- Ohno, Y.; Yu, Q. Evaluation of fatigue life considering fillet shape and microstructure nonuniformity of solder joint in chip resistor. In Proceedings of the 2019 IEEE 21st Electronics Packaging Technology Conference (EPTC), Singapore, 4–6 December 2019; pp. 57–61. [Google Scholar] [CrossRef]
- Zheng, G.; Wang, C. Shape and fatigue life prediction of chip resistor solder joints. In Proceedings of the 2009 International Conference on Electronic Packaging Technology & High Density Packaging, Beijing, China, 10–13 August 2009; pp. 1167–1170. [Google Scholar] [CrossRef]
- Yu, D.Q.; Wang, L. The growth and roughness evolution of intermetallic compounds of Sn–Ag–Cu/Cu interface during soldering reaction. J. Alloys Compd. 2008, 458, 542–547. [Google Scholar] [CrossRef]
- Laurila, T.; Vuorinen, V.; Kivilahti, J.K. Interfacial reactions between lead-free solders and common base materials. Mater. Sci. Eng. R 2005, 49, 1–60. [Google Scholar] [CrossRef]
- Tu, P.L.; Chan, Y.C.; Hung, K.C.; Lai, J.K.L. Growth kinetics of intermetallic compounds in chip scale package solder joint. Scr. Mater. 2001, 44, 317–323. [Google Scholar] [CrossRef]
- Lin, K.; Ling, H.; Hu, A.; Wu, Y.; Gao, L.; Hang, T.; Li, M. Growth behavior and formation mechanism of porous Cu3Sn in Cu/Sn solder system. Mater. Charact. 2021, 178, 111271. [Google Scholar] [CrossRef]
- Sun, L.; Chen, M.H.; Wei, C.C.; Zhang, L.; Yang, F. Effect of thermal cycles on interface and mechanical property of low-Ag Sn1.0Ag0.5Cu(nano-Al)/Cu solder joints. J. Mater. Sci. Mater. Electron. 2018, 29, 9757–9763. [Google Scholar] [CrossRef]
- Gagliano, R.A.; Ghosh, G.; Fine, M.E. Nucleation kinetics of Cu6Sn5 by reaction of molten tin with a copper substrate. J. Electron. Mater. 2002, 31, 1195–1202. [Google Scholar] [CrossRef]
- Lee, T.; Choi, W.; Tu, K.N.; Jang, J.; Kuo, S.; Lin, J.; Frear, D.; Zeng, K.; Kivilahti, J. Morphology, kinetics, and thermodynamics of solid-state aging of eutectic SnPb and Pb-free solders (Sn–3.5 Ag, Sn–3.8 Ag–0.7 Cu and Sn–0.7 Cu) on Cu. J. Mater. Res. 2002, 17, 291–301. [Google Scholar] [CrossRef]
- Han, Y.D.; Jing, H.Y.; Nai, S.M.L.; Xu, L.Y.; Tan, C.M.; Wei, J. Interfacial reaction and shear strength of Ni-coated carbon nanotubes reinforced Sn–Ag–Cu solder joints during thermal cycling. Intermetallics 2012, 31, 72–78. [Google Scholar] [CrossRef]
- Li, Q.; Zhao, W.; Zhang, W.; Chen, W.; Liu, Z. Research on thermal fatigue failure mechanism of BGA solder joints based on microstructure evolution. Int. J. Fatigue 2023, 167, 107356. [Google Scholar] [CrossRef]
- Depiver, J.a.; Mallik, S.; Harmanto, D. Solder joint failures under thermo-mechanical loading conditions–A review. Adv. Mater. Process. Technol. 2021, 7, 1–26. [Google Scholar] [CrossRef]
- Shnawah, D.A.; Sabri, M.F.M.; Badruddin, I.A. A review on thermal cycling and drop impact reliability of SAC solder joint in portable electronic products. Microelectron. Reliab. 2012, 52, 90–99. [Google Scholar] [CrossRef]
- Xu, L.; Pang, J.H.L.; Che, F. Impact of thermal cycling on Sn-Ag-Cu solder joints and board-level drop reliability. J. Electron. Mater. 2008, 37, 880–886. [Google Scholar] [CrossRef]
- Liu, J.; Ye, Y.; Xie, X.; Zhou, X. Effect of MWNT functionalization with tunable-length block copolymers on dispersity of MWNTs and mechanical properties of epoxy/MWNT composites. Polymers 2022, 14, 3137. [Google Scholar] [CrossRef]
- Zhang, Y.; Cai, D.a.; Hu, Y.; Zhang, N. On improvement of the interlaminar shear strength of carbon fiber/epoxy laminates with magnetically guided steel particles. Thin-Walled Struct. 2023, 182, 110226. [Google Scholar] [CrossRef]
- Wen, Y.; Zhao, X.; Chen, Z.; Gu, Y.; Wang, Y.; Chen, Z.; Wang, X. Reliability enhancement of Sn-1.0Ag-0.5Cu nano-composite solders by adding multiple sizes of TiO2 nanoparticles. J. Alloys Compd. 2017, 696, 799–807. [Google Scholar] [CrossRef]
- Yazzie, K.E.; Xie, H.X.; Williams, J.J.; Chawla, N. On the relationship between solder-controlled and intermetallic compound (IMC)-controlled fracture in Sn-based solder joints. Scr. Mater. 2012, 66, 586–589. [Google Scholar] [CrossRef]




| Solder Joint | Additive | Thermal Cycle Test Conditions | Enhancement Effect | Reference |
|---|---|---|---|---|
| SAC305 | Mo NPs | −40~125 °C, 2000 cycles | Tensile strength improved by 12.4% | [18] |
| Sn1.0Ag0.5Cu | Al NPs | −55 to 125 °C, 1500 cycles | Shear performance improved by 29.5% | [35] |
| Sn1.0Ag0.5Cu | TiO2 NPs | −55 to 125 °C, 1500 cycles | Shear performance improved by 30.2% | [45] |
| Sn3.5Ag0.7Cu | Ni-coated carbon nanotubes | −40~125 °C, 2000 cycles | Shear performance improved by 44.0% | [38] |
| SAC305 | Epoxy | −40~125 °C, 1000 cycles | Shear performance improved by 31.5% | This work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, P.; Xue, S.; Liu, L.; Wang, J.; Tatsumi, H.; Nishikawa, H. Study on Thermal Cycling Reliability of Epoxy-Enhanced SAC305 Solder Joint. Polymers 2024, 16, 2597. https://doi.org/10.3390/polym16182597
Zhang P, Xue S, Liu L, Wang J, Tatsumi H, Nishikawa H. Study on Thermal Cycling Reliability of Epoxy-Enhanced SAC305 Solder Joint. Polymers. 2024; 16(18):2597. https://doi.org/10.3390/polym16182597
Chicago/Turabian StyleZhang, Peng, Songbai Xue, Lu Liu, Jianhao Wang, Hiroaki Tatsumi, and Hiroshi Nishikawa. 2024. "Study on Thermal Cycling Reliability of Epoxy-Enhanced SAC305 Solder Joint" Polymers 16, no. 18: 2597. https://doi.org/10.3390/polym16182597
APA StyleZhang, P., Xue, S., Liu, L., Wang, J., Tatsumi, H., & Nishikawa, H. (2024). Study on Thermal Cycling Reliability of Epoxy-Enhanced SAC305 Solder Joint. Polymers, 16(18), 2597. https://doi.org/10.3390/polym16182597