

Surface Treatment of Additively Manufactured Polyetheretherketone (PEEK) by Centrifugal Disc Finishing Process: Identification of the Key Parameters

 , and
, and
Abstract
1. Introduction
2. Materials and Methods
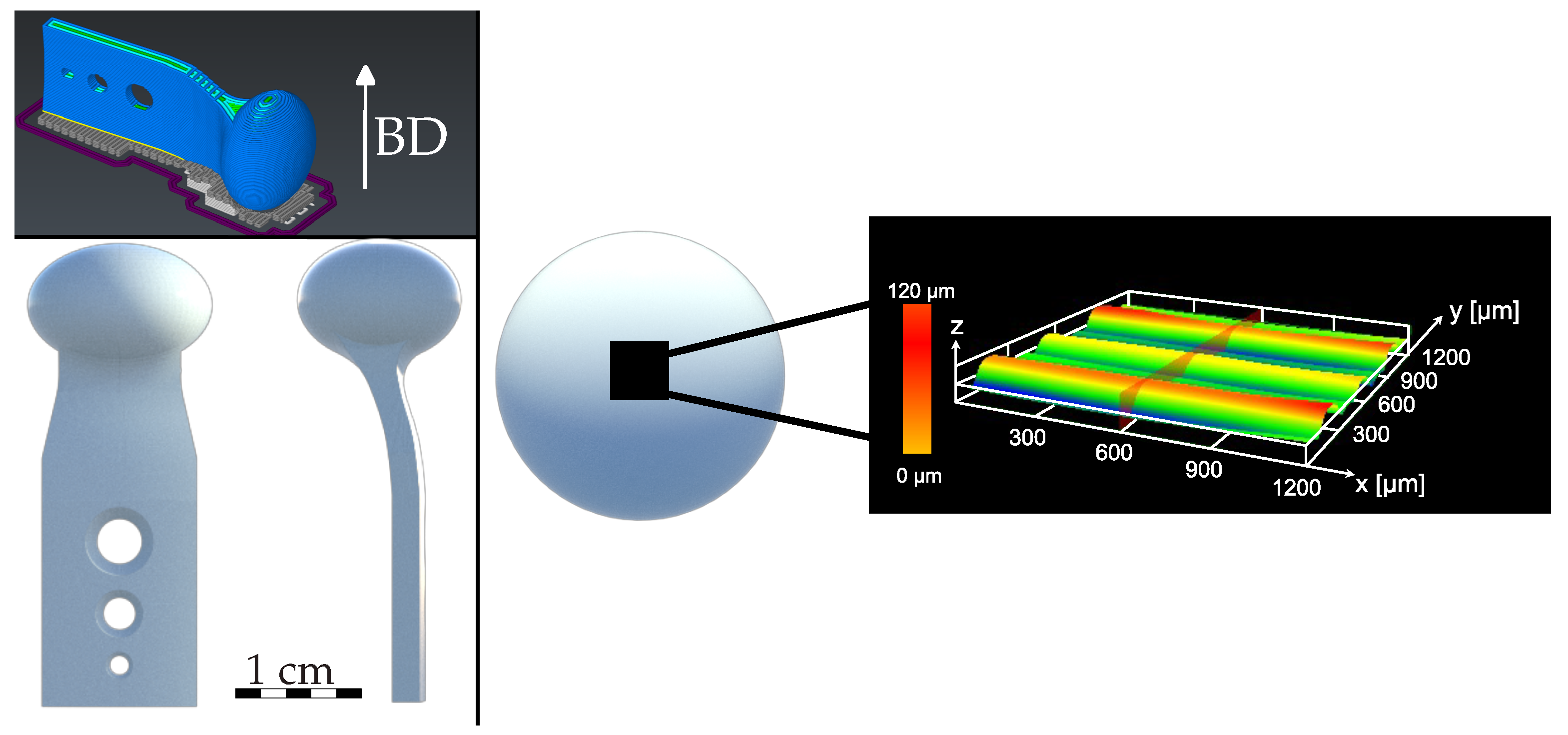
2.1. 3D-Printing Specimen
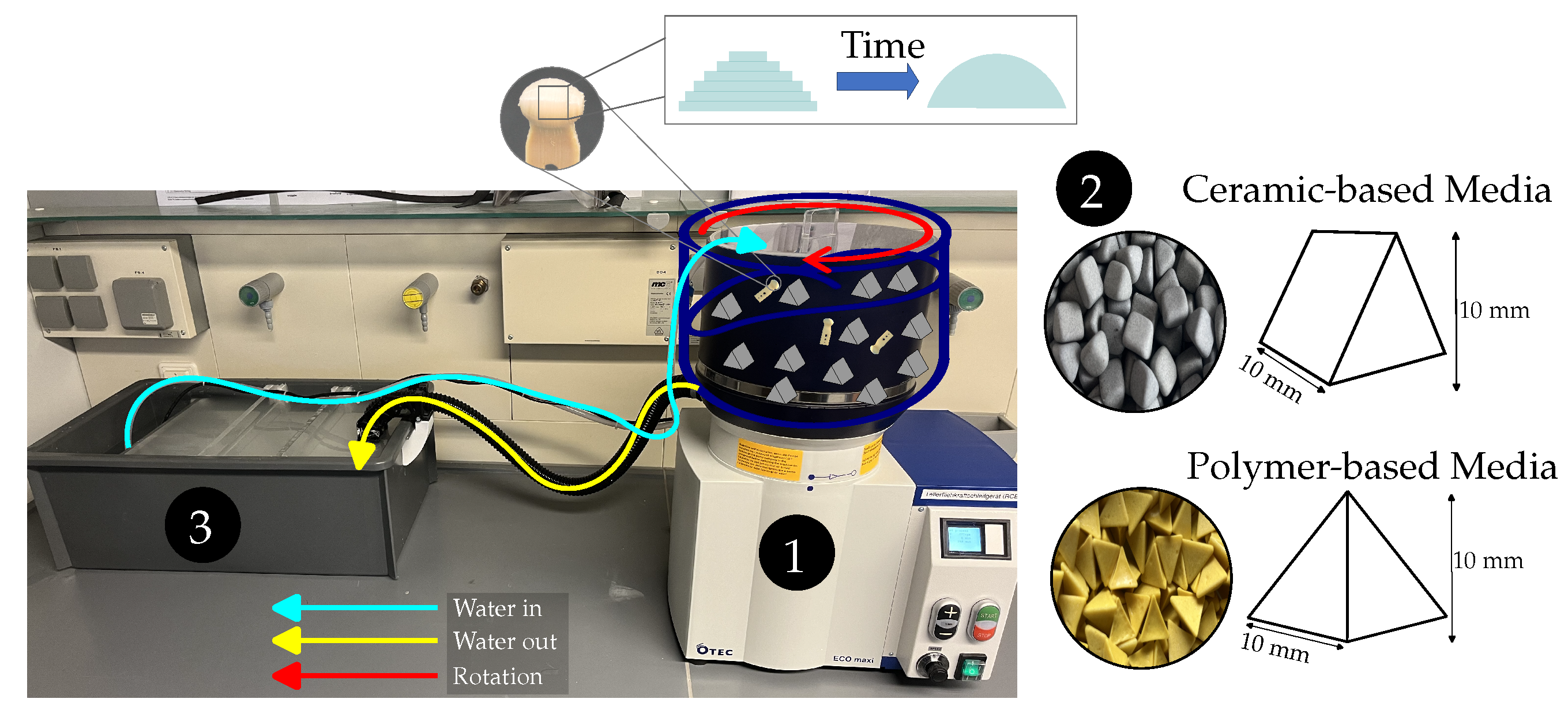
2.2. Centrifugal Disc Finishing Process
- The centrifugal disc finishing machine (OTEC Präzisionsfinish GmbH, ECO-MAXI, Straubenhardt-Conweiler, Germany)
- The abrasive media
- A sedimentation box with a pump to reuse water
2.3. Specimen Preparation
- Ultrasonic cleaning for one hour at room temperature with acetone
- Ultrasonic cleaning for four hours at 80 °C with cleaning agent
- Ultrasonic cleaning for one hour with deionized water at 80 °C
- Drying at 100 °C for eight hours
2.4. Weight Measurements
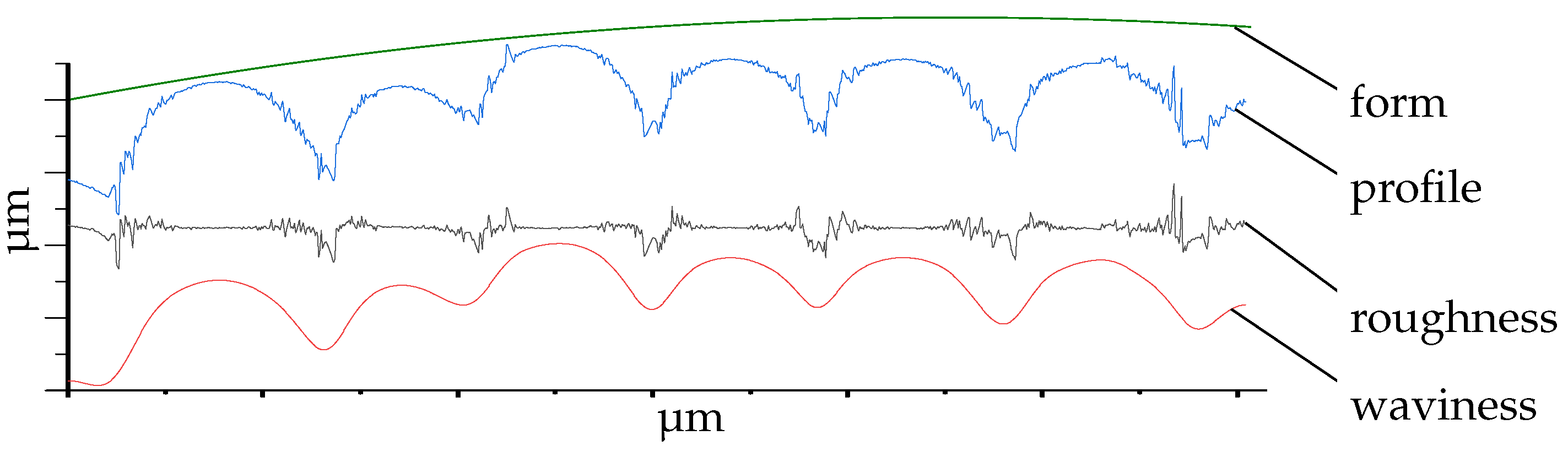
2.5. Surface Waviness Measurements
2.6. Experimental Design
3. Results and Discussion
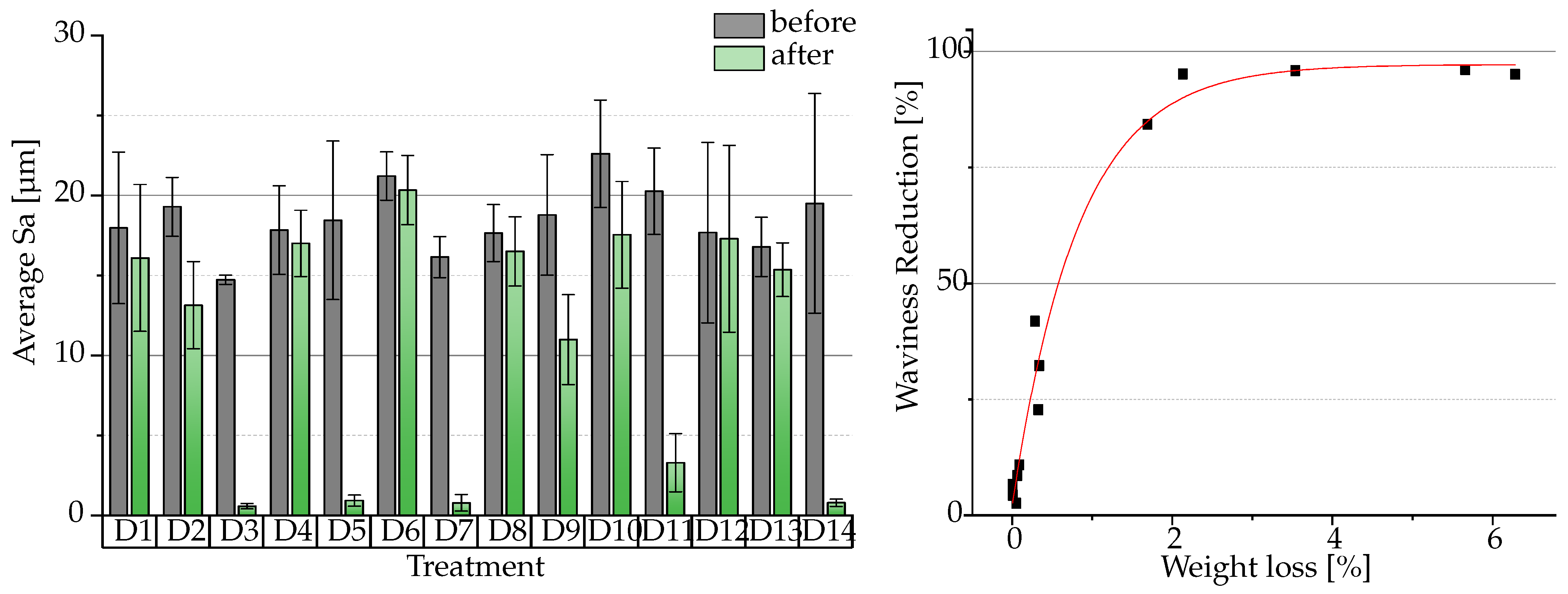
3.1. Statistical Analysis
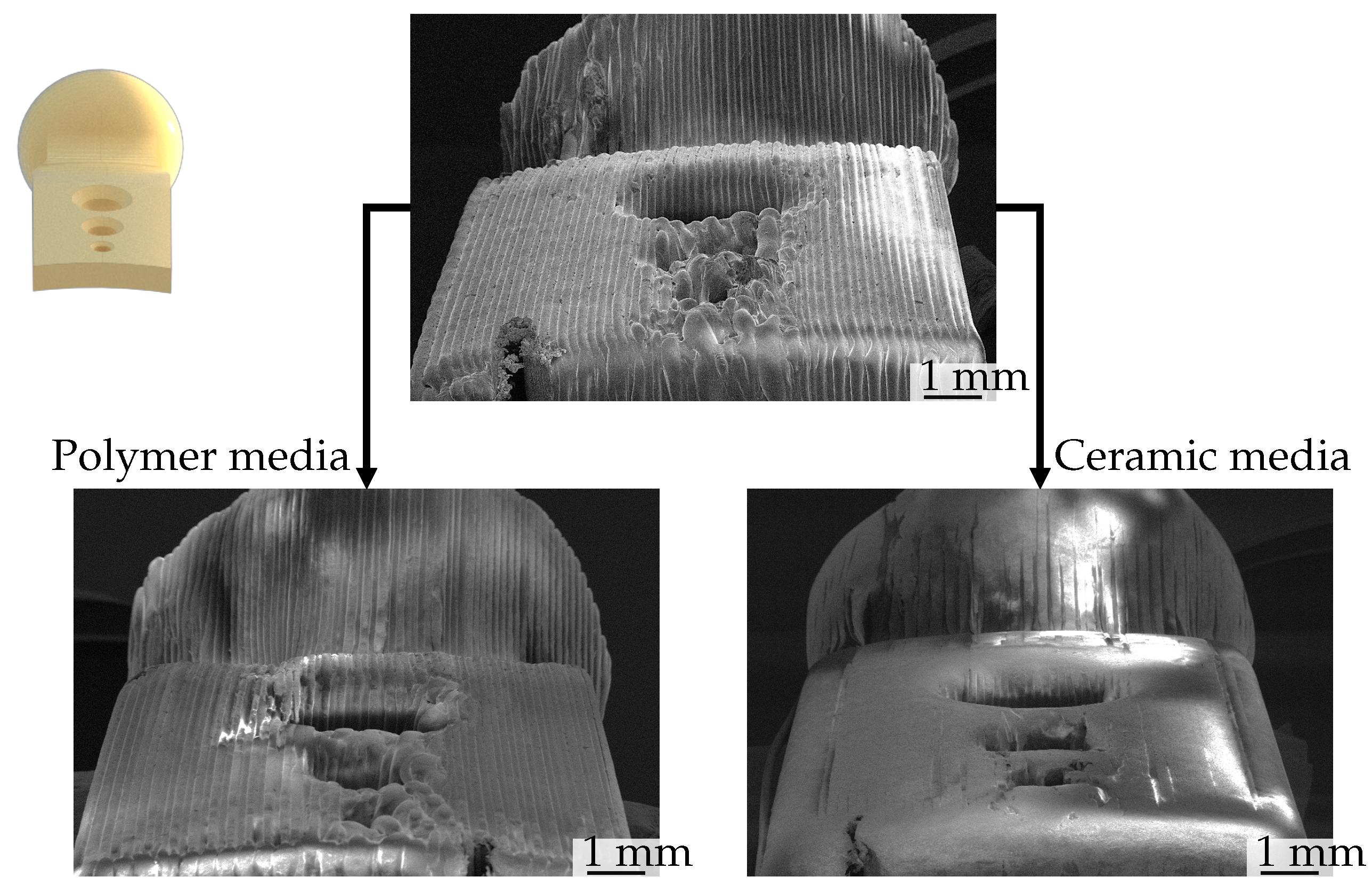
3.2. Optical Analysis
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| DSD | Definitive Screening Design |
| DOE | Design of Experiment |
| PEEK | Polyetheretherketone |
| PEKK | Polyetherketoneketone |
| CDFP | Centrifugal Disc Finishing Process |
| FFF | Fused Filament Fabrication |
| SEM | Scanning Electron Microscope |
| CLSM | Confocal Laser Scanning Microscope |
| ANOVA | Analysis of Variance |
| TMJ | Tempormandibular Joint |
Appendix A

Appendix B

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment | Weight Loss [%] | Waviness Reduction [%] |
|---|---|---|
| D1 | 0.09 | 10.82 |
| D2 | 0.34 | 32.27 |
| D3 | 5.66 | 96.06 |
| D4 | 0.01 | 4.32 |
| D5 | 6.28 | 95.04 |
| D6 | 0.02 | 4.25 |
| D7 | 2.14 | 95.11 |
| D8 | 0.01 | 6.65 |
| D9 | 0.29 | 41.81 |
| D10 | 0.33 | 22.75 |
| D11 | 1.69 | 84.30 |
| D12 | 0.05 | 2.54 |
| D13 | 0.07 | 8.53 |
| D14 | 3.54 | 95.86 |
References
- Verma, S.; Sharma, N.; Kango, S.; Sharma, S. Developments of PEEK (Polyetheretherketone) as a biomedical material: A focused review. Eur. Polym. J. 2021, 147, 110295. [Google Scholar] [CrossRef]
- Mian, S.H.; Moiduddin, K.; Elseufy, S.M.; Alkhalefah, H. Adaptive Mechanism for Designing a Personalized Cranial Implant and Its 3D Printing Using PEEK. Polymers 2022, 14, 1266. [Google Scholar] [CrossRef]
- Najeeb, S.; Zafar, M.S.; Khurshid, Z.; Siddiqui, F. Applications of polyetheretherketone (PEEK) in oral implantology and prosthodontics. J. Prosthodont. Res. 2016, 60, 12–19. [Google Scholar] [CrossRef]
- Siewert, B.; Plaza-Castro, M.; Sereno, N.; Jarman-Smith, M. Applications of PEEK in the Dental Field. In PEEK Biomaterials Handbook; Elsevier: Amsterdam, The Netherlands, 2019; pp. 333–342. [Google Scholar] [CrossRef]
- Haleem, A.; Javaid, M. Polyether ether ketone (PEEK) and its 3D printed implants applications in medical field: An overview. Clin. Epidemiol. Glob. Health 2019, 7, 571–577. [Google Scholar] [CrossRef]
- Berg-Johansen, B.; Lovald, S.; Altiok, E.; Kurtz, S.M. Applications of Polyetheretherketone in Arthroscopy. In PEEK Biomaterials Handbook; Elsevier: Amsterdam, The Netherlands, 2019; pp. 291–300. [Google Scholar] [CrossRef]
- Altiok, E.; Berg-Johansen, B.; Lovald, S.; Kurtz, S.M. Applications of Polyetheretherketone in Craniomaxillofacial Surgical Reconstruction. In PEEK Biomaterials Handbook; Elsevier: Amsterdam, The Netherlands, 2019; pp. 319–331. [Google Scholar] [CrossRef]
- Ozben, T.; Fragão-Marques, M.; Tomasi, A. A comprehensive review on PFAS including survey results from the EFLM Member Societies. Clin. Chem. Lab. Med. (CCLM) 2024, 62, 1070–1079. [Google Scholar] [CrossRef]
- Kurtz, S.M.; Nevelos, J. PEEK Bearing Materials for Total Joint Replacement. In PEEK Biomaterials Handbook; Elsevier: Amsterdam, The Netherlands, 2019; pp. 403–418. [Google Scholar] [CrossRef]
- Sandler, J.; Werner, P.; Shaffer, M.S.; Demchuk, V.; Altstädt, V.; Windle, A.H. Carbon-nanofibre-reinforced poly(ether ether ketone) composites. Compos. Part A Appl. Sci. Manuf. 2002, 33, 1033–1039. [Google Scholar] [CrossRef]
- Brockett, C.L.; Carbone, S.; Fisher, J.; Jennings, L.M. PEEK and CFR-PEEK as alternative bearing materials to UHMWPE in a fixed bearing total knee replacement: An experimental wear study. Wear 2017, 374–375, 86–91. [Google Scholar] [CrossRef] [PubMed]
- Baek, I.; Kwon, O.; Lim, C.M.; Park, K.Y.; Bae, C.J. 3D PEEK Objects Fabricated by Fused Filament Fabrication (FFF). Materials 2022, 15, 898. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Wang, L.; Yang, C.; Sun, C.; Yan, X.; He, J.; Shi, C.; Liu, C.; Li, D.; Jiang, T.; Huang, L. Fused Deposition Modeling PEEK Implants for Personalized Surgical Application: From Clinical Need to Biofabrication. Int. J. Bioprint. 2022, 8, 615. [Google Scholar] [CrossRef] [PubMed]
- Dua, R.; Rashad, Z.; Spears, J.; Dunn, G.; Maxwell, M. Applications of 3D-Printed PEEK via Fused Filament Fabrication: A Systematic Review. Polymers 2021, 13, 4046. [Google Scholar] [CrossRef] [PubMed]
- Baykal, D.; Siskey, R.; Underwood, R.J.; Briscoe, A.; Kurtz, S.M. Biotribology of PEEK Bearings in Multidirectional Pin-on-Disk Testers. In PEEK Biomaterials Handbook; Elsevier: Amsterdam, The Netherlands, 2019; pp. 385–401. [Google Scholar] [CrossRef]
- Stratton-Powell, A.A.; Pasko, K.M.; Lal, S.; Brockett, C.L.; Tipper, J.L. Biologic Responses to Polyetheretherketone (PEEK) Wear Particles. In PEEK Biomaterials Handbook; Elsevier: Amsterdam, The Netherlands, 2019; pp. 367–384. [Google Scholar] [CrossRef]
- Bouzaglou, O.; Golan, O.; Lachman, N. Process Design and Parameters Interaction in Material Extrusion 3D Printing: A Review. Polymers 2023, 15, 2280. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Garabedian, N.; Schneider, J.; Greiner, C. Waviness Affects Friction and Abrasive Wear. Tribol. Lett. 2023, 71, 64. [Google Scholar] [CrossRef]
- Pulipaka, A.; Gide, K.M.; Beheshti, A.; Bagheri, Z.S. Effect of 3D printing process parameters on surface and mechanical properties of FFF-printed PEEK. J. Manuf. Process. 2023, 85, 368–386. [Google Scholar] [CrossRef]
- Castro-Casado, D. Chemical treatments to enhance surface quality of FFF manufactured parts: A systematic review. Prog. Addit. Manuf. 2021, 6, 307–319. [Google Scholar] [CrossRef]
- Alzyod, H.; Takacs, J.; Ficzere, P. Improving surface smoothness in FDM parts through ironing post-processing. J. Reinf. Plast. Compos. 2024, 43, 671–681. [Google Scholar] [CrossRef]
- Guo, C.; Liu, X.; Liu, G. Surface Finishing of FDM-Fabricated Amorphous Polyetheretherketone and Its Carbon-Fiber-Reinforced Composite by Dry Milling. Polymers 2021, 13, 2175. [Google Scholar] [CrossRef] [PubMed]
- Holzknecht, E. Everything you need to know about mechanical/mass finishing. Met. Finish. 2009, 107, 27–31. [Google Scholar] [CrossRef]
- Bartsch, A.; Burger, M.; Grad, M.; Esper, L.; Schultheiß, U.; Noster, U.; Schratzenstaller, T. Enhancement of laser cut edge quality of ultra-thin titanium grade 2 sheets by applying an in-process approach using modulated Yb:YAG continuous wave fiber laser. Discov. Mech. Eng. 2023, 2, 10. [Google Scholar] [CrossRef]
- Kopp, M.; Uhlmann, E. Prediction of the Roughness Reduction in Centrifugal Disc Finishing of Additive Manufactured Parts Based on Discrete Element Method. Machines 2022, 10, 1151. [Google Scholar] [CrossRef]
- Djender, K.; Hamouda, K.; Keddam, M.; Amrou, M. Statistical modelling and optimisation of the factors affecting the surface roughness of C45 steel treated by the centrifugal disk mass finishing process. Int. J. Mater. Eng. Innov. 2020, 11, 70. [Google Scholar] [CrossRef]
- Cariapa, V.; Park, H.; Kim, J.; Cheng, C.; Evaristo, A. Development of a metal removal model using spherical ceramic media in a centrifugal disk mass finishing machine. Int. J. Adv. Manuf. Technol. 2008, 39, 92–106. [Google Scholar] [CrossRef]
- Kopp, M.; Uhlmann, E.; Kneider, C. Experimental investigations of the workpiece-media-interaction and the surface topography formation in centrifugal disc finishing. Procedia CIRP 2022, 115, 24–29. [Google Scholar] [CrossRef]
- Shang, H.; Sun, D.; Jiang, H. Waveguide Roughness Measuring Metrology with Confocal Laser Scanning Microscope (CLSM). In Proceedings of the 2018 IEEE International Conference on Manipulation, Manufacturing and Measurement on the Nanoscale (3M-NANO), Hangzhou, China, 13–17 August 2018; pp. 155–158. [Google Scholar] [CrossRef]
- Buajarern, J.; Kang, C.S.; Kim, J.W. Characteristics of laser scanning confocal microscopes for surface texture measurements. Surf. Topogr. Metrol. Prop. 2013, 2, 014003. [Google Scholar] [CrossRef]
- Sun, D.; Shang, H.; Jiang, H. Effective metrology and standard of the surface roughness of micro/nanoscale waveguides with confocal laser scanning microscopy. Opt. Lett. 2019, 44, 747. [Google Scholar] [CrossRef] [PubMed]
- Bezak, T.; Elias, M.; Spendla, L.; Kebisek, M. Complex roughness determination process of surfaces obtained by laser confocal microscope. In Proceedings of the 2016 IEEE 20th Jubilee International Conference on Intelligent Engineering Systems (INES), Budapest, Hungary, 30 June–2 July 2016; pp. 157–160. [Google Scholar] [CrossRef]
- Austin, R.; Giusca, C.; Macaulay, G.; Moazzez, R.; Bartlett, D. Confocal laser scanning microscopy and area-scale analysis used to quantify enamel surface textural changes from citric acid demineralization and salivary remineralization in vitro. Dent. Mater. 2016, 32, 278–284. [Google Scholar] [CrossRef]
- Pike-Wilson, E.; Karayiannis, T. Flow boiling of R245fa in 1.1 mm diameter stainless steel, brass and copper tubes. Exp. Therm. Fluid Sci. 2014, 59, 166–183. [Google Scholar] [CrossRef]
- Kleppmann, W. Versuchsplanung: Produkte und Prozesse Optimieren, 9th ed.; Praxisreihe Qualitätswissen; Hanser: Munich, Germany, 2016. [Google Scholar]
- Jones, B.; Nachtsheim, C.J. A Class of Three-Level Designs for Definitive Screening in the Presence of Second-Order Effects. J. Qual. Technol. 2011, 43, 1–15. [Google Scholar] [CrossRef]
- Jones, B.; Nachtsheim, C.J. Definitive Screening Designs with Added Two-Level Categorical Factors. J. Qual. Technol. 2013, 45, 121–129. [Google Scholar] [CrossRef]
- Alhelali, M.H.; Georgiou, S.D.; Stylianou, S. Screening designs based on weighing matrices with added two-level categorical factors. J. Qual. Technol. 2020, 52, 168–181. [Google Scholar] [CrossRef]
- Vera Candioti, L.; De Zan, M.M.; Cámara, M.S.; Goicoechea, H.C. Experimental design and multiple response optimization. Using the desirability function in analytical methods development. Talanta 2014, 124, 123–138. [Google Scholar] [CrossRef] [PubMed]
- Kraber, S. Improving Your DOE—Analysis with Response Transformations. J. Plast. Film. Sheeting 2022, 38, 15–20. [Google Scholar] [CrossRef]
- Vijayaraghavan, V.; Castagne, S. Measurement of surface characteristics of Ti6Al4V aerospace engineering components in mass finishing process. Measurement 2018, 115, 279–287. [Google Scholar] [CrossRef]


| Treatment | Type of Media 1 | Speed [rpm] | Time [min] | Amount of Water 2 | Use of Compound | Amount of Media [dm3] |
|---|---|---|---|---|---|---|
| D1 | P | 354 | 240 | max | Yes | 1.50 |
| D2 | C | 200 | 30 | min | No | 1.00 |
| D3 | C | 277 | 240 | min | No | 1.50 |
| D4 | P | 277 | 30 | max | Yes | 1.00 |
| D5 | C | 354 | 135 | max | No | 1.00 |
| D6 | P | 200 | 135 | min | Yes | 1.50 |
| D7 | C | 200 | 240 | min | Yes | 1.00 |
| D8 | P | 354 | 30 | max | No | 1.50 |
| D9 | C | 200 | 30 | max | No | 1.50 |
| D10 | P | 354 | 240 | min | Yes | 1.00 |
| D11 | C | 354 | 30 | min | Yes | 1.25 |
| D12 | P | 200 | 240 | max | No | 1.25 |
| D13 | P | 277 | 135 | min | No | 1.25 |
| D14 | C | 277 | 135 | max | Yes | 1.25 |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Waviness reduction | 9 | 0.822052 | 98.32% | 0.822052 | 0.091339 | 26.08 | 0.003 |
| Linear | 6 | 0.815685 | 97.56% | 0.815685 | 0.135948 | 38.82 | 0.002 |
| Type of media ★ | 1 | 0.696120 | 83.26% | 0.732762 | 0.732762 | 209.26 | 0.000 |
| Speed ★ | 1 | 0.063718 | 7.62% | 0.060971 | 0.060971 | 17.41 | 0.014 |
| Time ★ | 1 | 0.044375 | 5.31% | 0.033081 | 0.033081 | 9.45 | 0.037 |
| Amount of Water | 1 | 0.004870 | 0.58% | 0.002864 | 0.002864 | 0.82 | 0.417 |
| Use of compound | 1 | 0.006485 | 0.78% | 0.005998 | 0.005998 | 1.71 | 0.261 |
| Amount of media | 1 | 0.000118 | 0.01% | 0.000118 | 0.000118 | 0.03 | 0.864 |
| Square | 3 | 0.006367 | 0.76% | 0.006367 | 0.002122 | 0.61 | 0.645 |
| Speed × Speed | 1 | 0.003988 | 0.48% | 0.002623 | 0.002623 | 0.75 | 0.436 |
| Time × Time | 1 | 0.001868 | 0.22% | 0.002234 | 0.002234 | 0.64 | 0.469 |
| Amount of media × Amount of media | 1 | 0.000512 | 0.06% | 0.000512 | 0.000512 | 0.15 | 0.722 |
| Error | 4 | 0.014007 | 1.68% | 0.014007 | 0.003502 | ||
| Total | 13 | 0.836059 | 100.00% | ||||
| Weight loss | 9 | 0.332640 | 99.21% | 0.332640 | 0.036960 | 55.70 | 0.001 |
| Linear | 6 | 0.324430 | 96.76% | 0.324430 | 0.054072 | 81.49 | 0.000 |
| Type of media ★ | 1 | 0.238061 | 71.00% | 0.261453 | 0.261453 | 394.02 | 0.000 |
| Speed ★ | 1 | 0.022923 | 6.84% | 0.025191 | 0.025191 | 37.96 | 0.004 |
| Time ★ | 1 | 0.060929 | 18.17% | 0.056329 | 0.056329 | 84.89 | 0.001 |
| Amount of water | 1 | 0.000636 | 0.19% | 0.000441 | 0.000441 | 0.66 | 0.461 |
| Use of compound | 1 | 0.000087 | 0.03% | 0.000272 | 0.000272 | 0.41 | 0.557 |
| Amount of media | 1 | 0.001795 | 0.54% | 0.001795 | 0.001795 | 2.70 | 0.175 |
| Square | 3 | 0.008210 | 2.45% | 0.008210 | 0.002737 | 4.12 | 0.102 |
| Speed × Speed | 1 | 0.002786 | 0.83% | 0.000502 | 0.000502 | 0.76 | 0.434 |
| Time × Time | 1 | 0.004508 | 1.34% | 0.003404 | 0.003404 | 5.13 | 0.086 |
| Amount of media × Amount of media | 1 | 0.000916 | 0.27% | 0.000916 | 0.000916 | 1.38 | 0.305 |
| Error | 4 | 0.002654 | 0.79% | 0.002654 | 0.000664 | ||
| Total | 13 | 0.335294 | 100.00% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zentgraf, J.; Nützel, F.; Mühlbauer, N.; Schultheiss, U.; Grad, M.; Schratzenstaller, T. Surface Treatment of Additively Manufactured Polyetheretherketone (PEEK) by Centrifugal Disc Finishing Process: Identification of the Key Parameters. Polymers 2024, 16, 2348. https://doi.org/10.3390/polym16162348
Zentgraf J, Nützel F, Mühlbauer N, Schultheiss U, Grad M, Schratzenstaller T. Surface Treatment of Additively Manufactured Polyetheretherketone (PEEK) by Centrifugal Disc Finishing Process: Identification of the Key Parameters. Polymers. 2024; 16(16):2348. https://doi.org/10.3390/polym16162348
Chicago/Turabian StyleZentgraf, Jan, Florian Nützel, Nico Mühlbauer, Ulrich Schultheiss, Marius Grad, and Thomas Schratzenstaller. 2024. "Surface Treatment of Additively Manufactured Polyetheretherketone (PEEK) by Centrifugal Disc Finishing Process: Identification of the Key Parameters" Polymers 16, no. 16: 2348. https://doi.org/10.3390/polym16162348
APA StyleZentgraf, J., Nützel, F., Mühlbauer, N., Schultheiss, U., Grad, M., & Schratzenstaller, T. (2024). Surface Treatment of Additively Manufactured Polyetheretherketone (PEEK) by Centrifugal Disc Finishing Process: Identification of the Key Parameters. Polymers, 16(16), 2348. https://doi.org/10.3390/polym16162348