
Recent Trends in Polymer Matrix Solid Buoyancy Materials: A Review

Abstract

1. Introduction
2. Classification and Overview of PSBM
2.1. Single-Component PSBM
2.1.1. Physical Foaming
- (a)
- Batch foaming
- (b)
- Injection molding foaming
- (c)
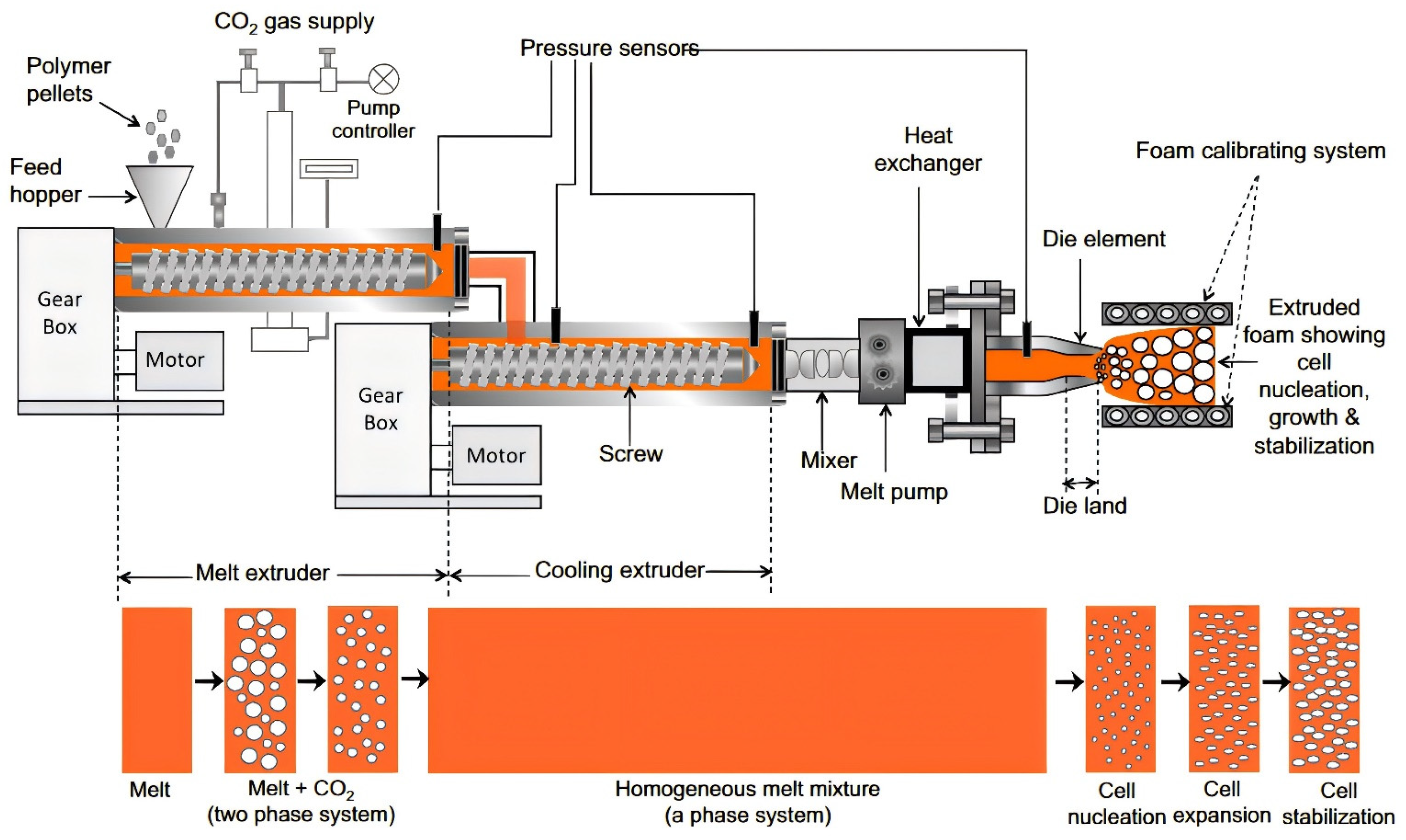
- Extrusion foaming
2.1.2. Chemical Foaming
- (a)
- Organic chemical foaming
- (b)
- Inorganic chemical foaming
2.1.3. Summary of This Section
2.2. Multi-Component PSBM
2.2.1. Two-Component PSBM
2.2.2. Three-Component PSBM
2.2.3. Modeling of Multi-Component PSBM Performance
2.2.4. Influence of Preparation Process on the Performance of Multi-Component PSBM
- (a)
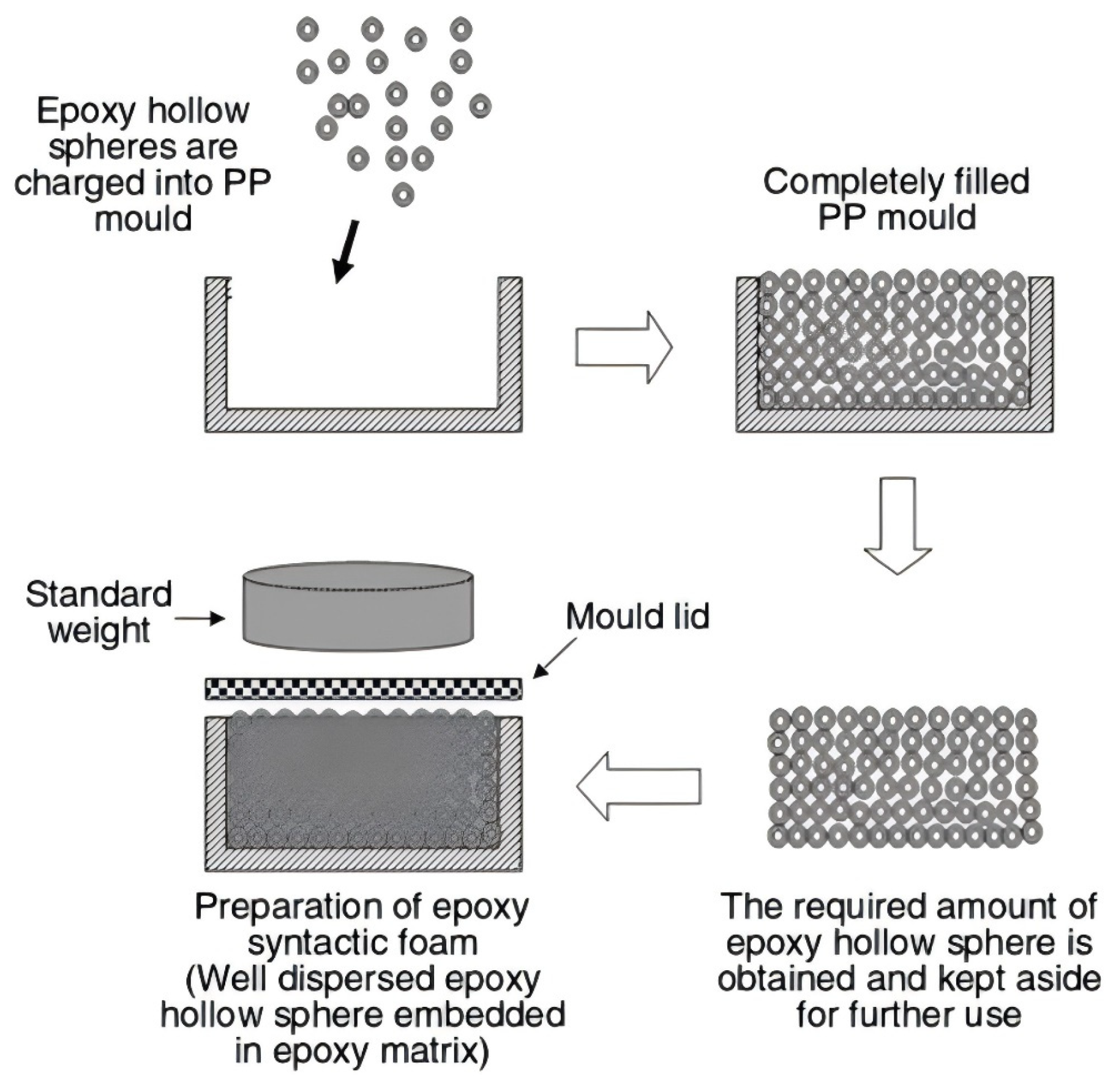
- Casting molding method
- (b)
- Vacuum molding method
- (c)
- Compression molding method
2.2.5. Summary of This Section
3. Polymer Matrix
3.1. Thermoplastic Resins
3.1.1. High-Density Polyethylene (HDPE)
3.1.2. Polypropylene (PP)
3.1.3. Poly (Methyl Methacrylate) (PMMA)
3.1.4. Summary of This Section
3.2. Thermosetting Resins
3.2.1. Phenolic Resin (PF)
3.2.2. Polyurethane (PU)
3.2.3. Epoxy Resins (EP)
3.2.4. Curing Kinetics Study
4. Filler
4.1. Hollow Glass Microspheres (HGMs)
4.1.1. Effect of HGMS Volume Fraction on Material Properties
4.1.2. Influence of HGMS Properties on Material Properties
4.1.3. Study on Processing Integrity of HGMS in Thermoplastic Resins
4.2. Fly Ash
4.3. Hollow Ceramic Spheres
4.4. Hollow Polymer Microspheres (HPMs)
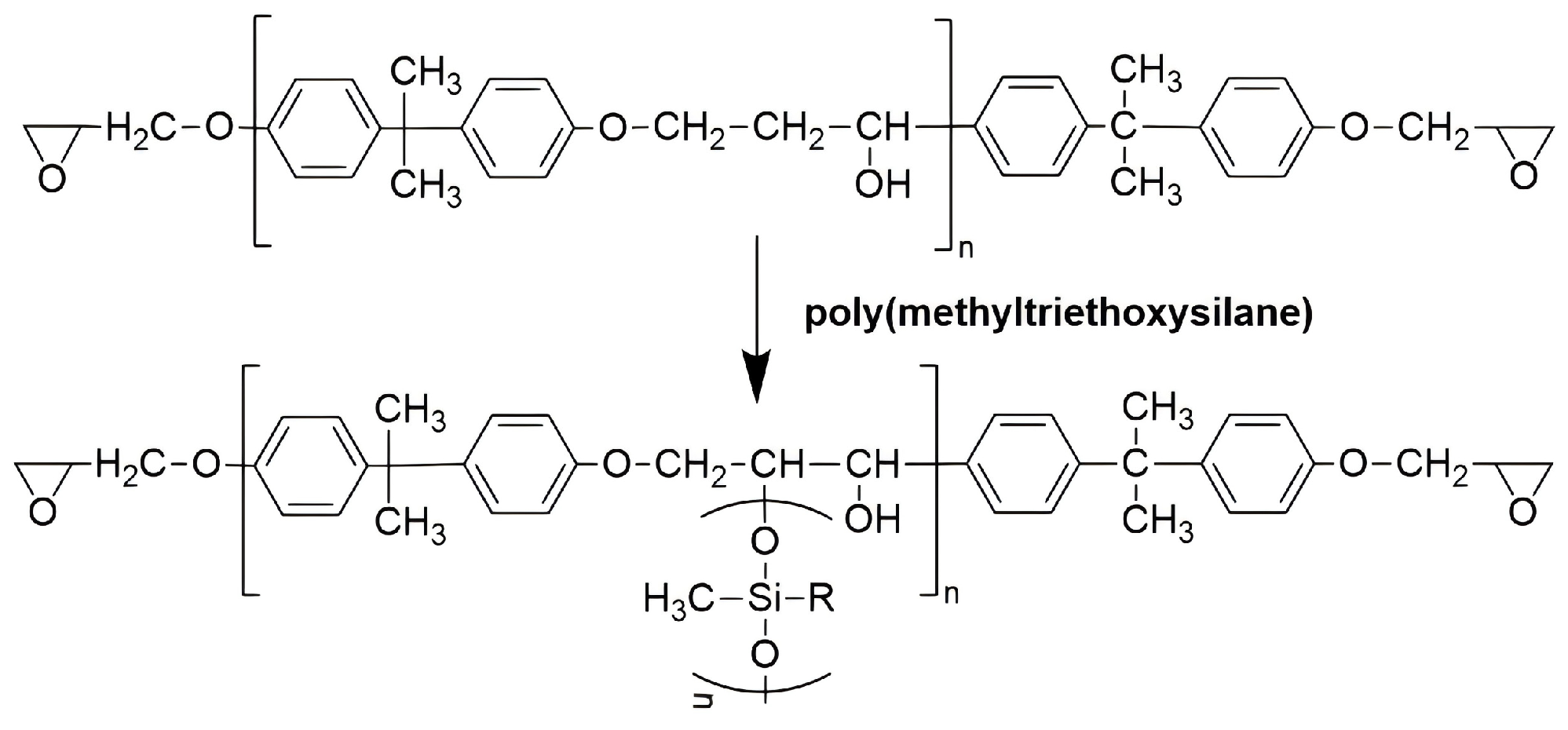
4.5. Surface Modification of Hollow Microspheres
4.6. Study on Thermal Insulation Performance of HGMS Composite Buoyancy Material
5. Conclusions and Outlook
- (a)
- As an important component of the PSBM, the performance of the resin matrix directly affects the overall performance of the PSBM. The strength and toughness of the resin matrix can be enhanced by chemical modification and the addition of a reinforcing phase to meet the needs of ultra-deep sea applications. Meanwhile, in the military field, damping performance and acoustic performance are of great significance for PSBM, and the current research in this area is still relatively lacking; further research is needed to provide the resin matrix with these special properties. In some areas of the seabed (such as submarine volcanic vents), high temperature is also an important condition limiting the performance of PSBM, and the development of materials with high-temperature-resistant properties also needs to be explored in the preparation of resin matrixes. In the preparation process, the coordination of foaming, curing, and other steps with filler mixing also requires specialized and in-depth research to achieve high-performance products on the ground.
- (b)
- Hollow microspheres and other fillers, because of their unique hollow structure, can reduce the density of the material at the same time, provide a certain degree of strength and stability. However, most of the current hollow microspheres are much weaker than the resin matrix, and the performance of the filler has become the shortboard of the overall performance of PSBM and the development of high-performance hollow beads is of key significance for improving the performance of the product. At the same time, more in-depth research is needed to clarify the influence of the filler parameters and the preparation process on the performance of PSBM. This may require the application of more computer simulation technology, but unfortunately, the current simulation software is mostly applied to the failure analysis of PSBM and less to provide theoretical support for the preparation of materials.
- (c)
- The combination of the filler and matrix is an extremely critical factor affecting the performance of PSBM. Research on surface modification techniques of inorganic hollow microspheres, such as environmentally friendly modifiers, nano-modification techniques, fine interfacial control, and interfacial dynamics studies, is of great significance for improving interfacial compatibility. Meanwhile, high-performance HPMS should be developed and endowed with integrated functions such as sensing and self-healing.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kostis, C. Koutsopoulos Ocean Literacy: Understanding the Ocean; SpringerLink: Berlin/Heidelberg, Germany, 2021. [Google Scholar]
- Sharma, R. Deep-Sea Mining: Economic, Technical, Technological, and Environmental Considerations for Sustainable Development. Mar. Technol. Soc. J. 2011, 45, 28–41. [Google Scholar] [CrossRef]
- Zhou, H.; Jiao, P.; Lin, Y. Emerging Deep-Sea Smart Composites: Advent, Performance, and Future Trends. Materials 2022, 15, 6469. [Google Scholar] [CrossRef]
- Cerik, B.C.; Shin, H.-K.; Cho, S.-R. Probabilistic Ultimate Strength Analysis of Submarine Pressure Hulls. Int. J. Nav. Archit. Ocean. Eng. 2013, 5, 101–115. [Google Scholar] [CrossRef]
- Sankaran, S.; Ravishankar, B.N.; Ravi Sekhar, K.; Dasgupta, S.; Jagdish Kumar, M.N. Syntactic Foams for Multifunctional Applications. In Composite Materials; Springer: Berlin, Heidelberg, Germany, 2017; pp. 281–314. ISBN 978-3-662-49514-8. [Google Scholar]
- Afolabi, L.O.; Ariff, Z.M.; Hashim, S.F.S.; Alomayri, T.; Mahzan, S.; Kamarudin, K.-A.; Muhammad, I.D. Syntactic Foams Formulations, Production Techniques, and Industry Applications: A Review. J. Mater. Res. Technol.-JMRT 2020, 9, 10698–10718. [Google Scholar] [CrossRef]
- Gupta, N.; Zeltmann, S.E.; Shunmugasamy, V.C.; Pinisetty, D. Applications of Polymer Matrix Syntactic Foams. JOM 2014, 66, 245–254. [Google Scholar] [CrossRef]
- Li, H.Y.; Zhu, F.F.; Chen, Y.Y. Preparation and Properties of Solid Buoyancy Materials for Deep Sea with New Unsaturated Polyesters as Matrix. Key Eng. Mater. 2016, 705, 57–62. [Google Scholar] [CrossRef]
- Grosjean, F.; Bouchonneau, N.; Choqueuse, D.; Sauvant-Moynot, V. Comprehensive Analyses of Syntactic Foam Behaviour in Deepwater Environment. J. Mater. Sci. 2009, 44, 1462–1468. [Google Scholar] [CrossRef]
- Shi, X.; Ren, Y.; Tang, J.; Fu, W.; Liu, B. Working Tools Study for JiaoLong Manned Submersible. Mar. Technol. Soc. J. 2019, 53, 56–64. [Google Scholar] [CrossRef]
- Shields, B.; Carter, C.; Mumm, H.C.; Hood, J.P.; Jackson, M.; Nichols, P.R.K.; Mai, R.; Sincavage, S.; Lonstein, W.D. UUVs, Advanced Sensors, Munitions Detection & USVs [Nichols]; New Prairie Press: Manhattan, KS, USA, 2021. [Google Scholar]
- Li, J.; Chen, R.; Mao, H. Development of international marine observation system and construction of deep-sea station in China. J. Trop. Oceanogr. 2012, 31, 123–133. (In Chinese) [Google Scholar] [CrossRef]
- Amaechi, C.V.; Reda, A.; Butler, H.O.; Ja’e, I.A.; An, C. Review on Fixed and Floating Offshore Structures. Part I: Types of Platforms with Some Applications. J. Mar. Sci. Eng. 2022, 10, 1074. [Google Scholar] [CrossRef]
- Devi, K.A.; John, B.; Nair, C.P.R.; Ninan, K.N. Syntactic Foam Composites of Epoxy-Allyl Phenol-Bismaleimide Ternary Blend-Processing and Properties. J. Appl. Polym. Sci. 2007, 105, 3715–3722. [Google Scholar] [CrossRef]
- Islam, M.M.; Kim, H.S. Sandwich Composites Made of Syntactic Foam Core and Paper Skin: Manufacturing and Mechanical Behavior. J. Sandw. Struct. Mater. 2012, 14, 111–127. [Google Scholar] [CrossRef]
- Yu, M.; Zhu, P.; Ma, Y. Effects of Particle Clustering on the Tensile Properties and Failure Mechanisms of Hollow Spheres Filled Syntactic Foams: A Numerical Investigation by Microstructure Based Modeling. Mater. Des. 2013, 47, 80–89. [Google Scholar] [CrossRef]
- Peroni, L.; Scapin, M.; Avalle, M.; Weise, J.; Lehmhus, D. Dynamic Mechanical Behavior of Syntactic Iron Foams with Glass Microspheres. Mater. Sci. Eng. A 2012, 552, 364–375. [Google Scholar] [CrossRef]
- Gladysz, G.M.; Perry, B.; Mceachen, G.; Lula, J. Three-Phase Syntactic Foams: Structure-Property Relationships. J. Mater. Sci. 2006, 41, 4085–4092. [Google Scholar] [CrossRef]
- Gupta, N.; Ye, R.; Porfiri, M. Comparison of Tensile and Compressive Characteristics of Vinyl Ester/Glass Microballoon Syntactic Foams. Compos. Part B-Eng. 2010, 41, 236–245. [Google Scholar] [CrossRef]
- Doroudiani, S.; Park, C.B.; Kortschot, M.T. Effect of the Crystallinity and Morphology on the Microcellular Foam Structure of Semicrystalline Polymers. Polym. Eng. Sci. 1996, 36, 2645–2662. [Google Scholar] [CrossRef]
- Xu, Z.-M.; Jiang, X.-L.; Liu, T.; Hu, G.-H.; Zhao, L.; Zhu, Z.-N.; Yuan, W.-K. Foaming of Polypropylene with Supercritical Carbon Dioxide. J. Supercrit. Fluids 2007, 41, 299–310. [Google Scholar] [CrossRef]
- Urbanczyk, L.; Calberg, C.; Detrembleur, C.; Jérôme, C.; Alexandre, M. Batch Foaming of SAN/Clay Nanocomposites with scCO2: A Very Tunable Way of Controlling the Cellular Morphology. Polymer 2010, 51, 3520–3531. [Google Scholar] [CrossRef]
- Ameli, A.; Jahani, D.; Nofar, M.; Jung, P.U.; Park, C.B. Development of High Void Fraction Polylactide Composite Foams Using Injection Molding: Mechanical and Thermal Insulation Properties. Compos. Sci. Technol. 2014, 90, 88–95. [Google Scholar] [CrossRef]
- Yang, J.; Xie, J.; Ji, K.; Wang, X.; Jiao, X.; Xu, Z.; Zhao, P. Microcellular Injection Molding of Polyether-Ether-Ketone. Polymer 2022, 251, 124866. [Google Scholar] [CrossRef]
- Okolieocha, C.; Raps, D.; Subramaniam, K.; Altstadt, V. Microcellular to Nanocellular Polymer Foams: Progress (2004–2015) and Future Directions—A Review. Eur. Polym. J. 2015, 73, 500–519. [Google Scholar] [CrossRef]
- Wang, L.; Hikima, Y.; Ohshima, M.; Yusa, A.; Yamamoto, S.; Goto, H. Unusual Fabrication of Lightweight Injection-Molded Polypropylene Foams by Using Air as the Novel Foaming Agent. Ind. Eng. Chem. Res. 2018, 57, 3800–3804. [Google Scholar] [CrossRef]
- Raje, A.; Georgopanos, P.; Koll, J.; Lillepaerg, J.; Handge, U.A.; Abetz, V. Open-Celled Foams from Polyethersulfone/Poly(Ethylene Glycol) Blends Using Foam Extrusion. Polymers 2023, 15, 118. [Google Scholar] [CrossRef] [PubMed]
- Jin, F.-L.; Zhao, M.; Park, M.; Park, S.-J. Recent Trends of Foaming in Polymer Processing: A Review. Polymers 2019, 11, 953. [Google Scholar] [CrossRef] [PubMed]
- Štěpek, J.; Daoust, H. Chemical and Physical Blowing Agents. In Additives for Plastics; Springer New York: New York, NY, USA, 1983; pp. 112–123. ISBN 978-1-4612-6417-0. [Google Scholar]
- Androvič, L.; Bartáček, J.; Sedlák, M. Recent Advances in the Synthesis and Applications of Azo Initiators. Res. Chem. Intermed. 2016, 42, 5133–5145. [Google Scholar] [CrossRef]
- Xu, Z.; Xue, P.; Zhu, F.; He, J. Effects of Formulations and Processing Parameters on Foam Morphologies in the Direct Extrusion Foaming of Polypropylene Using a Single-Screw Extruder. J. Cell. Plast. 2005, 41, 169–185. [Google Scholar] [CrossRef]
- Zeng, D.; Zhang, R. Preparation and Properties of Foamed EP Solid Buoyancy Materials. Mod. Plast. Process. Appl. 2020, 32, 9–12. (In Chinese) [Google Scholar] [CrossRef]
- Wang, L.; Wu, Y.-K.; Ai, F.-F.; Fan, J.; Xia, Z.-P.; Liu, Y. Hierarchical Porous Polyamide 6 by Solution Foaming: Synthesis, Characterization and Properties. Polymers 2018, 10, 1310. [Google Scholar] [CrossRef]
- Du, N.U.L.; Fauzi, M.S.; Cao, X.V.; Raps, D.; Altstaedt, V. Viscoelastic Epoxy Foams by an Aqueous Emulsion Foaming Process. J. Cell. Plast. 2020, 56, 105–118. [Google Scholar] [CrossRef]
- Hamad, W.N.F.W.; Teh, P.L.; Yeoh, C.K. Effect of Acetic Acid as Catalyst on the Properties of Epoxy Foam. Polym.-Plast. Technol. Eng. 2013, 52, 754–760. [Google Scholar] [CrossRef]
- He, S.; Carolan, D.; Fergusson, A.; Taylor, A.C. Toughening Epoxy Syntactic Foams with Milled Carbon Fibres: Mechanical Properties and Toughening Mechanisms. Mater. Des. 2019, 169, 107654. [Google Scholar] [CrossRef]
- Anirudh, S.; Jayalakshmi, C.G.; Anand, A.; Kandasubramanian, B.; Ismail, S.O. Epoxy/Hollow Glass Microsphere Syntactic Foams for Structural and Functional Application-A Review. Eur. Polym. J. 2022, 171, 111163. [Google Scholar] [CrossRef]
- Ashrith, H.S.; Doddamani, M.; Gaitonde, V. Effect of Wall Thickness and Cutting Parameters on Drilling of Glass Microballoon/Epoxy Syntactic Foam Composites. Compos. Struct. 2019, 211, 318–336. [Google Scholar] [CrossRef]
- Ciardiello, R.; Drzal, L.T.; Belingardi, G. Effects of Carbon Black and Graphene Nano-Platelet Fillers on the Mechanical Properties of Syntactic Foam. Compos. Struct. 2017, 178, 9–19. [Google Scholar] [CrossRef]
- Geng, H.; Liu, J.; Guo, A.; Ren, S.; Xu, X.; Liu, S. Fabrication of Heat-Resistant Syntactic Foams through Binding Hollow Glass Microspheres with Phosphate Adhesive. Mater. Des. 2016, 95, 32–38. [Google Scholar] [CrossRef]
- Cook, T.H. Low Density Subsea Buoyancy and Insulation Material. U.S. Patent 9,216,524, 22 December 2015. [Google Scholar]
- Gupta, N.; Woldesenbet, E.; Mensah, P. Compression Properties of Syntactic Foams: Effect of Cenosphere Radius Ratio and Specimen Aspect Ratio. Compos. Part A Appl. Sci. Manuf. 2004, 35, 103–111. [Google Scholar] [CrossRef]
- Gupta, N. A Functionally Graded Syntactic Foam Material for High Energy Absorption under Compression. Mater. Lett. 2007, 61, 979–982. [Google Scholar] [CrossRef]
- Poveda, R.; Gupta, N.; Porfiri, M. Poisson’s Ratio of Hollow Particle Filled Composites. Mater. Lett. 2010, 64, 2360–2362. [Google Scholar] [CrossRef]
- An, X.Z.; He, S.S.; Feng, H.D.; Qian, Q. Packing Densification of Binary Mixtures of Spheres and Cubes Subjected to 3D Mechanical Vibrations. Appl. Phys. A-Mater. Sci. Process. 2015, 118, 151–162. [Google Scholar] [CrossRef]
- Farr, R.S.; Groot, R.D. Close Packing Density of Polydisperse Hard Spheres. J. Chem. Phys. 2009, 131, 244104. [Google Scholar] [CrossRef]
- Wu, Y.; Zhou, W.; Wang, B.; Yang, F. Modeling and Characterization of Two-Phase Composites by Voronoi Diagram in the Laguerre Geometry Based on Random Close Packing of Spheres. Comput. Mater. Sci. 2010, 47, 951–961. [Google Scholar] [CrossRef]
- Jiang, B.; Blugan, G.; Sturzenegger, P.N.; Gonzenbach, U.T.; Misson, M.; Thornberry, J.; Stenerud, R.; Cartlidge, D.; Kuebler, J. Ceramic Spheres-A Novel Solution to Deep Sea Buoyancy Modules. Materials 2016, 9, 529. [Google Scholar] [CrossRef]
- Cui, W.; Guo, J.; Pan, B.-B. A Preliminary Study on the Buoyancy Materials for the Use in Full Ocean Depth Manned Submersibles. Chuan Bo Li Xue J. Ship Mech. 2018, 22, 736–757. [Google Scholar] [CrossRef]
- Wu, X.; Tang, B.; Yu, J.; Cao, X.; Zhang, C.; Lv, Y. Preparation and Investigation of Epoxy Syntactic Foam (Epoxy/Graphite Reinforced Hollow Epoxy Macrosphere/Hollow Glass Microsphere Composite). Fiber. Polym. 2018, 19, 170–187. [Google Scholar] [CrossRef]
- Daniel, C. Ocean-Diving Robot Nereus Will Not Be Replaced. Nature 2015, 58, 176–177. [Google Scholar]
- Jiang, T.; Wu, X.; Gao, Y.; Wang, Y.; Yang, K.; Liu, T.; Yu, J.; Sun, K.; Zhao, Y.; Li, W. Fabrication and Mechanical Performance of Glass Fiber Reinforced, Three-Phase, Epoxy Syntactic Foam. ChemistrySelect 2022, 7, e202103556. [Google Scholar] [CrossRef]
- De Pascalis, R.; David Abrahams, I.; Parnell, W.J. Predicting the Pressure–Volume Curve of an Elastic Microsphere Composite. J. Mech. Phys. Solids 2013, 61, 1106–1123. [Google Scholar] [CrossRef]
- Chen, L.; Wang, F. Effective Elastic Modulus Characteristics of Buoyancy Materials of Full-Ocean-Depth Manned Submersible. J. Ship Mech. 2019, 12, 1486–1499. [Google Scholar] [CrossRef]
- Wang, P.; Zhong, S.; Yan, K.; Liao, B.; Zhang, J. Influence of a Batch of Hollow Glass Microspheres with Different Strength Grades on the Compression Strength of Syntactic Foam. Compos. Sci. Technol. 2022, 223, 109442. [Google Scholar] [CrossRef]
- Poveda, R.L.; Achar, S.; Gupta, N. Viscoelastic Properties of Carbon Nanofiber Reinforced Multiscale Syntactic Foam. Compos. Part B-Eng. 2014, 58, 208–216. [Google Scholar] [CrossRef]
- Altuna, F.I.; Esposito, L.; Ruseckaite, R.A.; Stefani, P.M. Syntactic Foams from Copolymers Based on Epoxidized Soybean Oil. Compos. Part A-Appl. Sci. Manuf. 2010, 41, 1238–1244. [Google Scholar] [CrossRef]
- Afolabi, L.O.; Mutalib, N.A.A.; Ariff, Z.M. Fabrication and Characterization of Two-Phase Syntactic Foam Using Vacuum Assisted Mould Filling Technique. J. Mater. Res. Technol.-JMRT 2019, 8, 3843–3851. [Google Scholar] [CrossRef]
- Yu, Q.; Zhao, Y.; Dong, A.; Li, Y. Mechanical Properties of EPS Filled Syntactic Foams Prepared by VARTM. Compos. Part B-Eng. 2018, 136, 126–134. [Google Scholar] [CrossRef]
- Fan, Z.; Miao, Y.; Wang, Z.; Zhang, B.; Ma, H. Effect of the Cenospheres Size and Internally Lateral Constraints on Dynamic Compressive Behavior of Fly Ash Cenospheres Polyurethane Syntactic Foams. Compos. Part B-Eng. 2019, 171, 329–338. [Google Scholar] [CrossRef]
- Bharath Kumar, B.R.; Doddamani, M.; Zeltmann, S.E.; Gupta, N.; Ramesh, M.R.; Ramakrishna, S. Processing of Cenosphere/HDPE Syntactic Foams Using an Industrial Scale Polymer Injection Molding Machine. Mater. Des. 2016, 92, 414–423. [Google Scholar] [CrossRef]
- Hou, J.; Zhao, G.; Wang, G.; Zhang, L.; Dong, G.; Li, B. Ultra-High Expansion Linear Polypropylene Foams Prepared in a Semi-Molten State under Supercritical CO2. J. Supercrit. Fluids 2019, 145, 140–150. [Google Scholar] [CrossRef]
- Wang, G.; Zhao, G.; Dong, G.; Mu, Y.; Park, C.B. Lightweight and Strong Microcellular Injection Molded PP/Talc Nanocomposite. Compos. Sci. Technol. 2018, 168, 38–46. [Google Scholar] [CrossRef]
- Mao, H.; He, B.; Guo, W.; Hua, L.; Yang, Q. Effects of Nano-CaCO3 Content on the Crystallization, Mechanical Properties, and Cell Structure of PP Nanocomposites in Microcellular Injection Molding. Polymers 2018, 10, 1160. [Google Scholar] [CrossRef]
- Gogoi, R.; Manik, G.; Arun, B. High Specific Strength Hybrid Polypropylene Composites Using Carbon Fibre and Hollow Glass Microspheres: Development, Characterization and Comparison with Empirical Models. Compos. Part B Eng. 2019, 173, 106875. [Google Scholar] [CrossRef]
- Abbasi, H.; Antunes, M.; Velasco, J.I. Effects of Carbon Nanotubes/Graphene Nanoplatelets Hybrid Systems on the Structure and Properties of Polyetherimide-Based Foams. Polymers 2018, 10, 348. [Google Scholar] [CrossRef]
- Yang, J.; Ye, Y.; Li, X.; Lü, X.; Chen, R. Flexible, Conductive, and Highly Pressure-Sensitive Graphene-Polyimide Foam for Pressure Sensor Application. Compos. Sci. Technol. 2018, 164, 187–194. [Google Scholar] [CrossRef]
- Ramya, G.; Crittenden, B.; Smith, M.; Camus, O.; Chew, Y.M.J.; Perera, S. Synthesis of Novel Regenerable 13X Zeolite-Polyimide Adsorbent Foams. Chem. Eng. J. 2019, 361, 736–750. [Google Scholar] [CrossRef]
- Salleh, Z.; Islam, M.M. Thermogravimetry Analysis on Fused Borosilicate Syntactic Foams; AIP Publishing: Kulim, Malaysia, 2017. [Google Scholar]
- Quadrini, F.; Bellisario, D.; Ciampoli, L.; Costanza, G.; Santo, L. Auxetic Epoxy Foams Produced by Solid State Foaming. J. Cell. Plast. 2016, 52, 441–454. [Google Scholar] [CrossRef]
- Chang, Y.; Luo, Y.; Xu, C.; Zhao, J. Polysilazane as a New Foaming Agent to Prepare High-Strength, Low-Density Epoxy Foam. R. Soc. Open Sci. 2019, 6, 182119. [Google Scholar] [CrossRef]
- Steindl, P.; Decker, H.; Retzl, B.; Jiang, Q.; Menner, A.; Bismarck, A. Emulsion-Templated Flexible Epoxy Foams. Polymer 2021, 215, 123380. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, C.; Gong, W.; Ji, Y.; Qin, S.; He, L. Preparation of Microcellular Epoxy Foams through a Limited-Foaming Process: A Contradiction with the Time-Temperature-Transformation Cure Diagram. Adv. Mater. 2018, 30, 1703992. [Google Scholar] [CrossRef] [PubMed]
- Ding, Y.; Qi, C.; Chen, Q.; Ge, H.; Ren, B.; Liu, R.; Wang, G.; Jia, Y. Computational Modeling and Simulation of Temperature Field Evolution during the Chemical Foaming of Epoxy Foams. Polym. Eng. Sci. 2024, 64, 1312–1325. [Google Scholar] [CrossRef]
- Shahapurkar, K.; Chavan, V.B.; Doddamani, M.; Kumar, G.C.M. Influence of Surface Modification on Wear Behavior of Fly Ash Cenosphere/Epoxy Syntactic Foam. Wear 2018, 414–415, 327–340. [Google Scholar] [CrossRef]
- Ma, X.; Tu, R.; Cheng, X.; Zhu, S.; Ma, J.; Fang, T. Experimental Study of Thermal Behavior of Insulation Material Rigid Polyurethane in Parallel, Symmetric, and Adjacent Building Facade Constructions. Polymers 2018, 10, 1104. [Google Scholar] [CrossRef]
- Paciorek-Sadowska, J.; Borowicz, M.; Czuprynski, B.; Isbrandt, M. Effect of Evening Primrose Oil-Based Polyol on the Properties of Rigid Polyurethane-Polyisocyanurate Foams for Thermal Insulation. Polymers 2018, 10, 1334. [Google Scholar] [CrossRef] [PubMed]
- Gerges, I.; Tamplenizza, M.; Martello, F.; Recordati, C.; Martelli, C.; Ottobrini, L.; Tamplenizza, M.; Guelcher, S.A.; Tocchio, A.; Lenardi, C. Exploring the Potential of Polyurethane-Based Soft Foam as Cell-Free Scaffold for Soft Tissue Regeneration. Acta Biomater. 2018, 73, 141–153. [Google Scholar] [CrossRef] [PubMed]
- Gao, W.; Lian, R.; Chen, X.; Yan, S.; Zhang, S.; Zhang, G. Enhanced Ultrasonic Imaging Property of Polyurethane Filled with Hollow Glass Beads. Polym. Compos. 2020, 41, 2588–2597. [Google Scholar] [CrossRef]
- Li, J.; Zhang, A.; Zhang, S.; Gao, Q.; Zhang, W.; Li, J. Larch Tannin-Based Rigid Phenolic Foam with High Compressive Strength, Low Friability, and Low Thermal Conductivity Reinforced by Cork Powder. Compos. Part B-Eng. 2019, 156, 368–377. [Google Scholar] [CrossRef]
- Wang, G.; Liu, X.; Zhang, J.; Sui, W.; Jang, J.; Si, C. One-Pot Lignin Depolymerization and Activation by Solid Acid Catalytic Phenolation for Lightweight Phenolic Foam Preparation. Ind. Crops Prod. 2018, 124, 216–225. [Google Scholar] [CrossRef]
- Ge, T.; Tang, K.; Yu, Y.; Tan, X. Preparation and Properties of the 3-Pentadecyl-Phenol In Situ Modified Foamable Phenolic Resin. Polymers 2018, 10, 1124. [Google Scholar] [CrossRef] [PubMed]
- Ma, Y.; Gong, X.; Liao, C.; Geng, X.; Wang, C.; Chu, F. Preparation and Characterization of DOPO-ITA Modified Ethyl Cellulose and Its Application in Phenolic Foams. Polymers 2018, 10, 1049. [Google Scholar] [CrossRef] [PubMed]
- Zhou, J.; Zhao, H.; Wang, J.; Qiao, W.; Long, D.; Ling, L. Scalable Preparation of Hollow Polymer and Carbon Microspheres by Spray Drying and Their Application in Low-Density Syntactic Foam. Mater. Chem. Phys. 2016, 181, 150–158. [Google Scholar] [CrossRef]
- Jayavardhan, M.L.; Bharath Kumar, B.R.; Doddamani, M.; Singh, A.K.; Zeltmann, S.E.; Gupta, N. Development of Glass Microballoon/HDPE Syntactic Foams by Compression Molding. Compos. Part B Eng. 2017, 130, 119–131. [Google Scholar] [CrossRef]
- Bharath Kumar, B.R.; Zeltmann, S.E.; Doddamani, M.; Gupta, N.; Uzma; Gurupadu, S.; Sailaja, R.R.N. Effect of Cenosphere Surface Treatment and Blending Method on the Tensile Properties of Thermoplastic Matrix Syntactic Foams. J. Appl. Polym. Sci. 2016, 133, app.43881. [Google Scholar] [CrossRef]
- Cosse, R.L.; Araujo, F.H.; Pinto, F.A.N.C.; de Carvalho, L.H.; de Morais, A.C.L.; Barbosa, R.; Alves, T.S. Effects of the Type of Processing on Thermal, Morphological and Acoustic Properties of Syntactic Foams. Compos. Part B-Eng. 2019, 173, 106933. [Google Scholar] [CrossRef]
- Doumbia, A.S.; Jouannet, D.; Falher, T.; Cauret, L. Performance and Lightweight Thermoplastic Materials for Automotive Application Using Hollow Microspheres. In Proceedings of the Material Forming Esaform, Espoo, Finland, 7–9 May 2014; Larkiola, J., Ed.; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2014; Volumes 611–612, pp. 859–867. [Google Scholar]
- Doumbia, A.S.; Bourmaud, A.; Jouannet, D.; Falher, T.; Orange, F.; Retoux, R.; Le Pluart, L.; Cauret, L. Hollow Microspheres-Poly-(Propylene) Blends: Relationship between Microspheres Degradation and Composite Properties. Polym. Degrad. Stabil. 2015, 114, 146–153. [Google Scholar] [CrossRef]
- Chariere, R.; Marano, A.; Gelebart, L. Use of Composite Voxels in FFT Based Elastic Simulations of Hollow Glass Microspheres/Polypropylene Composites. Int. J. Solids Struct. 2020, 182, 1–14. [Google Scholar] [CrossRef]
- Qi, C.; Yu, Q.; Zhao, Y. Fabrication and Characterization of the Thermoplastic and Thermoset Syntactic Foam Core-Based Sandwich Composites. Polym. Compos. 2020, 41, 3052–3061. [Google Scholar] [CrossRef]
- Lamm, M.E.; Li, K.; Atchley, J.; Shrestha, S.S.; Mahurin, S.M.; Hun, D.; Aytug, T. Tailorable Thermoplastic Insulation Foam Composites Enabled by Porous-Shell Hollow Glass Spheres and Expandable Thermoplastic Microspheres. Polymer 2023, 267, 125652. [Google Scholar] [CrossRef]
- Ozkutlu, M.; Dilek, C.; Bayram, G. Poly(Methyl Methacrylate) Hybrid Syntactic Foams with Hollow Glass Microspheres and Polyhedral Oligomeric Silsesquioxanes. J. Appl. Polym. Sci. 2020, 137, 48368. [Google Scholar] [CrossRef]
- John, B.; Nair, C.P.R.; Ninan, K.N. Low-Density Phenolic Syntactic Foams: Processing and Properties. Cell Polym. 2007, 26, 229–244. [Google Scholar] [CrossRef]
- John, B.; Nair, C.P.R. Phenolic Syntactic Foams: Low-Density Composites for Structural and Thermostructural Applications. Cell Polym. 2022, 41, 208–227. [Google Scholar] [CrossRef]
- Peter, S.L.; Woldesenbet, E. Nanoclay and Microballoons Wall Thickness Effect on Dynamic Properties of Syntactic Foam. J. Eng. Mater. Technol.-Trans. ASME 2009, 131, 021007. [Google Scholar] [CrossRef]
- Zhang, L.; Ma, J. Effect of Coupling Agent on Mechanical Properties of Hollow Carbon Microsphere/Phenolic Resin Syntactic Foam. Compos. Sci. Technol. 2010, 70, 1265–1271. [Google Scholar] [CrossRef]
- Wang, H.; Yan, R.; Cheng, H.; Zou, M.; Wang, H.; Zheng, K. Hollow Glass Microspheres/Phenolic Syntactic Foams with Excellent Mechanical and Thermal Insulate Performance. Front. Chem. 2023, 11, 1216706. [Google Scholar] [CrossRef] [PubMed]
- Huang, C.; Huang, Z.; Wang, Q. Effect of High-Temperature Treatment on the Mechanical and Thermal Properties of Phenolic Syntactic Foams. Polym. Eng. Sci. 2018, 58, 2200–2209. [Google Scholar] [CrossRef]
- Dong, S.; Duan, Y.; Chen, X.; You, F.; Jiang, X.; Wang, D.; Hu, D.; Zhao, P. Recent Advances in Preparation and Structure of Polyurethane Porous Materials for Sound Absorbing Application. Macromol. Rapid Commun. 2024, 45, 2400108. [Google Scholar] [CrossRef] [PubMed]
- Somarathna, H.M.C.C.; Raman, S.N.; Mohotti, D.; Mutalib, A.A.; Badri, K.H. The Use of Polyurethane for Structural and Infrastructural Engineering Applications: A State-of-the-Art Review. Constr. Build. Mater. 2018, 190, 995–1014. [Google Scholar] [CrossRef]
- Pellegrino, A.; Tagarielli, V.L.; Gerlach, R.; Petrinic, N. The Mechanical Response of a Syntactic Polyurethane Foam at Low and High Rates of Strain. Int. J. Impact Eng. 2015, 75, 214–221. [Google Scholar] [CrossRef]
- Shu, X.; Xi, H.; Wang, X.; Huang, S.; Wang, B. Preparation and Energy Absorption of Flexible Polyurethane Foam with Hollow Glass Microsphere. J. Cell. Plast. 2024, 60, 0021955X231225383. [Google Scholar] [CrossRef]
- Li, G.; John, M. A Crumb Rubber Modified Syntactic Foam. Mater. Sci. Eng. A 2008, 474, 390–399. [Google Scholar] [CrossRef]
- Loubrieu, G.; Le Gall, M.; Priour, D.; Stewart, G.; Melot, D.; Le Gac, P.-Y. Hydrostatic Strength of Hollow Glass Microspheres Composites: Influencing Factors and Modelling. Compos. Part C-Open Access 2022, 8, 100286. [Google Scholar] [CrossRef]
- Qiao, Y.; Li, Q.; Li, Q.; Bian, X.; Lu, C.; Yang, K.; Zheng, T.; Zhang, X.; Wang, X. Lightweight Epoxy Foams Prepared with Arranged Hollow-Glass-Microspheres/Epoxy Hollow Spheres. Compos. Commun. 2022, 33, 101197. [Google Scholar] [CrossRef]
- Qiao, Y.; Li, Q.; Li, Q.; Yang, K.; Bai, C.; Zhang, L.; Yao, Z.; Wang, P.; Zheng, T.; Zhang, X.; et al. Improving Thermal Insulation Properties of Lightweight Epoxy Resin Matrix Composites with Millimeter-Sized Hollow Glass Microspheres/Epoxy Hollow Spheres. Energy Build. 2022, 277, 112546. [Google Scholar] [CrossRef]
- Liu, X.; Wang, G.; Pei, J.; Wang, Z.; Wu, Z. Fabrication and Mechanical Properties of a Novel Epoxy-Hollow Glass Microsphere Composite. J. Compos. Mater. 2018, 52, 1627–1632. [Google Scholar] [CrossRef]
- Sun, Z.; Mei, Z.; Li, Y.; Gong, H.; Wang, G.; Wang, Q. Design of Lightweight Damping Core for Composite Sandwich Structure. Polym. Compos. 2022, 43, 6578–6588. [Google Scholar] [CrossRef]
- Yu, S.; Li, X.; Zou, M.; Li, Z.; Wang, S.; Wang, D. Tetrafunctional Epoxy Resin-Based Buoyancy Materials: Curing Kinetics and Properties. Polymers 2020, 12, 1732. [Google Scholar] [CrossRef] [PubMed]
- Yu, S.; Li, X.; Guo, X.; Li, Z.; Zou, M. Curing and Characteristics of N,N,N′,N′-Tetraepoxypropyl-4,4′-Diaminodiphenylmethane Epoxy Resin-Based Buoyancy Material. Polymers 2019, 11, 1137. [Google Scholar] [CrossRef]
- Ullas, A.V.; Sharma, P.; Kumar, D.; Roy, P.K. Rheokinetic Studies and Compressive Response of High Performance Polybenzoxazine Syntactic Foams. J. Appl. Polym. Sci. 2019, 136, 47234. [Google Scholar] [CrossRef]
- Pei, L.; Ya, B.; Ding, Z.; Fan, Z.; Zhang, X. Effect of Curing Agents and Hollow Glass Microspheres on the Compression Properties of Syntactic Foams. J. Mater. Res. Technol.-JMRT 2023, 27, 5321–5331. [Google Scholar] [CrossRef]
- Gupta, N.; Ricci, W. Comparison of Compressive Properties of Layered Syntactic Foams Having Gradient in Microballoon Volume Fraction and Wall Thickness. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2006, 427, 331–342. [Google Scholar] [CrossRef]
- Zihlif, A.M.; Ragosta, G. Yielding and Fracture Toughness of Glass Microballoon-Filled Epoxy Composites. Polym. Polym. Compos. 2001, 9, 345–350. [Google Scholar] [CrossRef]
- Swetha, C.; Kumar, R. Quasi-Static Uni-Axial Compression Behaviour of Hollow Glass Microspheres/Epoxy Based Syntactic Foams. Mater. Des. 2011, 32, 4152–4163. [Google Scholar] [CrossRef]
- Rousseau, C.-E.; Plume, G.; Goñi, M.; Ale, B. Behavior of Syntactic Foam under Plate Impact. Mech. Res. Commun. 2017, 83, 1–5. [Google Scholar] [CrossRef]
- Yalcin, B.; Amos, S.E. Hollow Glass Microspheres in Thermoplastics. In Hollow Glass Microspheres for Plastics, Elastomers, and Adhesives Compounds; Elsevier: Amsterdam, The Netherlands, 2015; pp. 35–105. ISBN 978-1-4557-7443-2. [Google Scholar]
- Shchegoleva, N.E.; Kachaev, A.A.; Lebedeva, Y.E.; Belyachenkov, I.O.; Chainikova, A.S. Applications of Ceramics in Deep-Water Buoyancy Modules. Glass Ceram. 2023, 79, 401–410. [Google Scholar] [CrossRef]
- Rastogi, V.K.; Sturzenegger, P.N.; Gonzenbach, U.T.; Vetterli, M.; Naikade, M.; Kesari, K.K.; Ruokolainen, J.; Kuebler, J.; Blugan, G. High Precision Pulp-Based Sacrificial Molds: A Solution towards Mass Production of Hollow Ceramic Spheres for Deep Sea Applications. Ceram. Int. 2022, 48, 8235–8244. [Google Scholar] [CrossRef]
- Wei, B.; Wang, S.; Song, H.; Liu, H.; Li, J.; Liu, N. A Review of Recent Progress in Preparation of Hollow Polymer Microspheres. Pet. Sci. 2009, 6, 306–312. [Google Scholar] [CrossRef]
- Zhang, W.; Huang, Y.; Tian, W. Polymer-Based Hollow Microspheres: Preparation Methods and Applications. Prog. Chem. 2013, 25, 1951–1961. [Google Scholar]
- Chen, P.; Ye, N.; He, C.; Tang, L.; Li, S.; Sun, L.; Li, Y. Preparation of Polyacrylate Hollow Microspheres via Facile Spray Drying. Appl. Sci. 2019, 9, 228. [Google Scholar] [CrossRef]
- Xie, W.; Yan, H.; Mei, Q.; Du, M.; Huang, Z. Compressive and Fracture Properties of Syntactic Foam Filled with Hollow Plastic Bead(HPC). J. Wuhan Univ. Technol. 2007, 22, 499–501. [Google Scholar] [CrossRef]
- Dando, K.R.; Cross, W.M.; Robinson, M.J.; Salem, D.R. Production and Characterization of Epoxy Syntactic Foams Highly Loaded with Thermoplastic Microballoons. J. Cell. Plast. 2018, 54, 499–514. [Google Scholar] [CrossRef]
- Wang, L.; Yang, X.; Zhang, J.; Zhang, C.; He, L. The Compressive Properties of Expandable Microspheres/Epoxy Foams. Compos. Part B Eng. 2014, 56, 724–732. [Google Scholar] [CrossRef]
- Samsudin, S.S.; Ariff, Z.M.; Zakaria, Z.; Bakar, A.A. Development and Characterization of Epoxy Syntactic Foam Filled with Epoxy Hollow Spheres. Express Polym. Lett. 2011, 5, 653–660. [Google Scholar] [CrossRef]
- Wu, X.; Gao, Y.; Jiang, T.; Wang, Y.; Yang, K.; Liu, T.; Sun, K.; Zhao, Y.; Li, W.; Yu, J. Carbon Fiber Reinforced Multi-Phase Epoxy Syntactic Foam (CFR-Epoxy-Hardener/HGMS/Aerogel-R-Hollow Epoxy Macrosphere(AR-HEMS)). Polymers 2021, 13, 683. [Google Scholar] [CrossRef] [PubMed]
- Shahapurkar, K.; Doddamani, M.; Kumar, G.C.M.; Gupta, N. Effect of Cenosphere Filler Surface Treatment on the Erosion Behavior of Epoxy Matrix Syntactic Foams. Polym. Compos. 2019, 40, 2109–2118. [Google Scholar] [CrossRef]
- Doddamani, M. Effect of Surface Treatment on Quasi-Static Compression and Dynamic Mechanical Analysis of Syntactic Foams. Compos. Part B-Eng. 2019, 165, 365–378. [Google Scholar] [CrossRef]
- Li, R.; Wang, P.; Zhang, P.; Fan, G.; Wang, G.; Ouyang, X.; Ma, N.; Wei, H. Surface Modification of Hollow Glass Microsphere and Its Marine-Adaptive Composites with Epoxy Resin. Adv. Compos. Lett. 2020, 29, 2633366X2097468. [Google Scholar] [CrossRef]
- Zhu, Z.; Liu, Y.; Xian, G.; Wang, Y.; Wu, C.; Peng, X.; Wang, J.; Kong, L. Effect of Compound Coupling Agent Treatment on Mechanical Property and Water Absorption of Hollow Glass Microspheres/Epoxy Composite. Macromol. Res. 2023, 31, 771–779. [Google Scholar] [CrossRef]
- Zhang, X.; Ya, B.; Huang, B.; Zhou, B.; Pei, L.; Jia, F. Study on Preparation and Properties of Carbon Nanotubes/Hollow Glass Microspheres/Epoxy Syntactic Foam. J. Polym. Eng. 2017, 37, 93–98. [Google Scholar] [CrossRef]
- Yuan, J.; An, Z.; Zhang, J. Effects of Hollow Microsphere Surface Property on the Mechanical Performance of High Strength Syntactic Foams. Compos. Sci. Technol. 2020, 199, 108309. [Google Scholar] [CrossRef]
- Liao, Y.; Wu, X.; Liu, H.; Chen, Y. Thermal Conductivity of Powder Silica Hollow Spheres. Thermochim. Acta 2011, 526, 178–184. [Google Scholar] [CrossRef]
- Xing, Z.; Ke, H.; Wang, X.; Zheng, T.; Qiao, Y.; Chen, K.; Zhang, X.; Zhang, L.; Bai, C.; Li, Z. Investigation of the Thermal Conductivity of Resin-Based Lightweight Composites Filled with Hollow Glass Microspheres. Polymers 2020, 12, 518. [Google Scholar] [CrossRef]
- Patankar, S.N.; Kranov, Y.A. Hollow Glass Microsphere HDPE Composites for Low Energy Sustainability. Mater. Sci. Eng. A 2010, 527, 1361–1366. [Google Scholar] [CrossRef]
- Liang, J.-Z. Estimation of Thermal Conductivity for Polypropylene/Hollow Glass Bead Composites. Compos. Part B-Eng. 2014, 56, 431–434. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stacking Volume Fraction of GR-HEMS | 0 | 20 | 40 | 60 | 80 |
|---|---|---|---|---|---|
| Compressive Strength (MPa) | 61.4 | 41.6 | 29.4 | 23.1 | 21.4 |
| Density (g/cm3) | 0.676 | 0.659 | 0.632 | 0.602 | 0.573 |
| Wall Thickness of GR-HEMS | 1 | 2 | 3 |
|---|---|---|---|
| Compressive Strength (MPa) | 16.0 | 21.0 | 25.2 |
| Density (g/cm3) | 0.471 | 0.563 | 0.614 |
| Polymer Matrix | Density (g/cm3) | Tensile Strength (MPa) | Flexural Modulus (GPa) | Elongation at Break (%). | Water Absorption (%, 24 h) |
|---|---|---|---|---|---|
| Thermoplastic resin | |||||
| HDPE | 0.95–0.97 | 20–40 | 0.8–1.5 | 100–550 | 0.01 |
| LDPE | 0.92–0.93 | 8–30 | 0.25–0.35 | 100–650 | 0.01 |
| PP | 0.90–0.91 | 30–40 | 0.35–1.5 | 50–400 | 0.01 |
| PA | 1.0–1.15 | 60–75 | 1.07–2.32 | 20–500 | 0.04–4 |
| EA | 1.0–1.2 | 60–90 | 3.1–3.5 | 100–800 | 1.5 |
| PMMA | 1.15–1.19 | 50–80 | 2.5–3.5 | 2–15 | 0.1–0.3 |
| Thermosetting resin | |||||
| Phenolic resin | 1.7–2.0 | 50–125 | 8–23 | <1 | 0.01–1.2 |
| Epoxy resin | 1.1–1.4 | 35–140 | 14–30 | <5 | 0.03–0.2 |
| Polyurethane | 1.0–1.1 | 70 | 4 | 3–6 | 0.02–1.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, X.; Li, Y.; Chen, Z.; Li, S.; Wang, X.; Liu, Q. Recent Trends in Polymer Matrix Solid Buoyancy Materials: A Review. Polymers 2024, 16, 2307. https://doi.org/10.3390/polym16162307
Lu X, Li Y, Chen Z, Li S, Wang X, Liu Q. Recent Trends in Polymer Matrix Solid Buoyancy Materials: A Review. Polymers. 2024; 16(16):2307. https://doi.org/10.3390/polym16162307
Chicago/Turabian StyleLu, Xingcan, Yu Li, Ze Chen, Shuaijie Li, Xiaoyan Wang, and Qing Liu. 2024. "Recent Trends in Polymer Matrix Solid Buoyancy Materials: A Review" Polymers 16, no. 16: 2307. https://doi.org/10.3390/polym16162307
APA StyleLu, X., Li, Y., Chen, Z., Li, S., Wang, X., & Liu, Q. (2024). Recent Trends in Polymer Matrix Solid Buoyancy Materials: A Review. Polymers, 16(16), 2307. https://doi.org/10.3390/polym16162307