
Assessing Intra-Bundle Impregnation in Partially Impregnated Glass Fiber-Reinforced Polypropylene Composites Using a 2D Extended-Field and Multimodal Imaging Approach



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
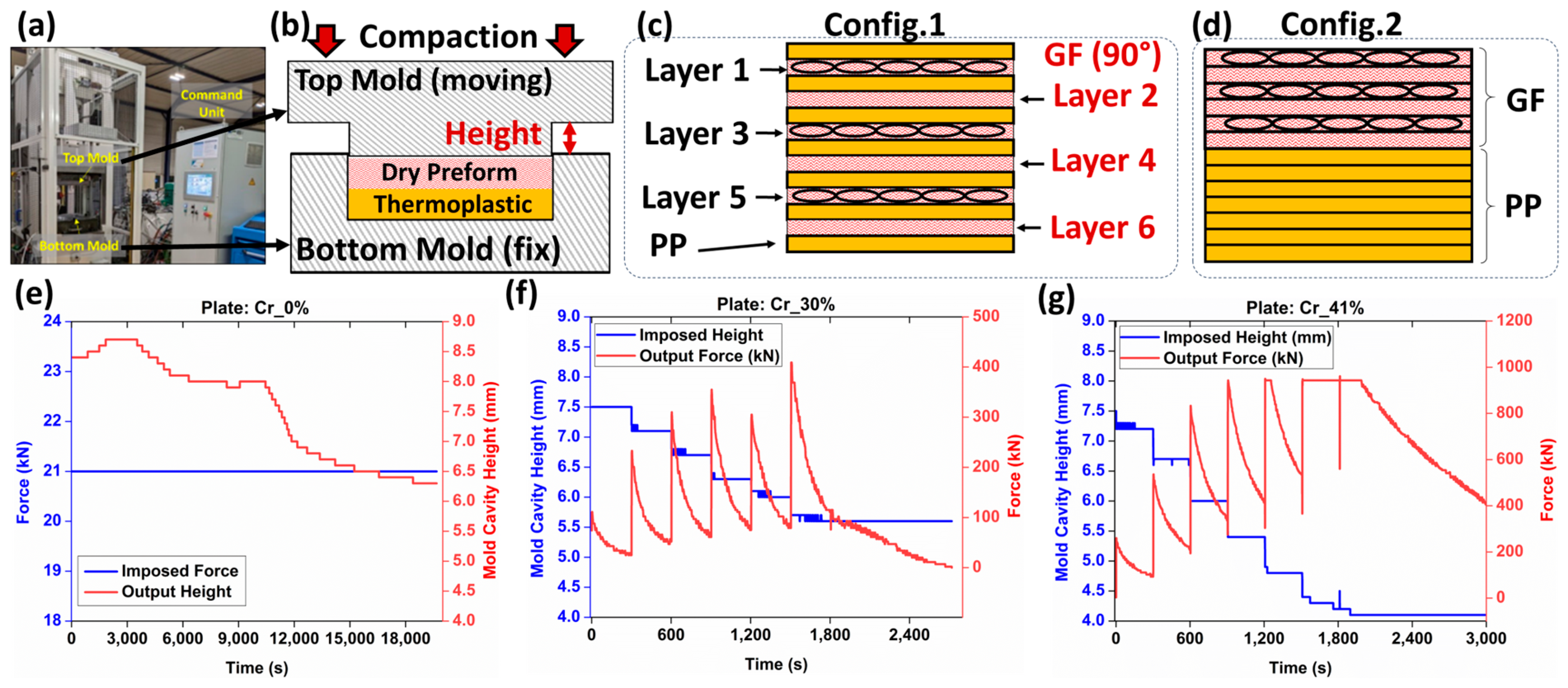
2.2.1. Fabrication of Composite Plates
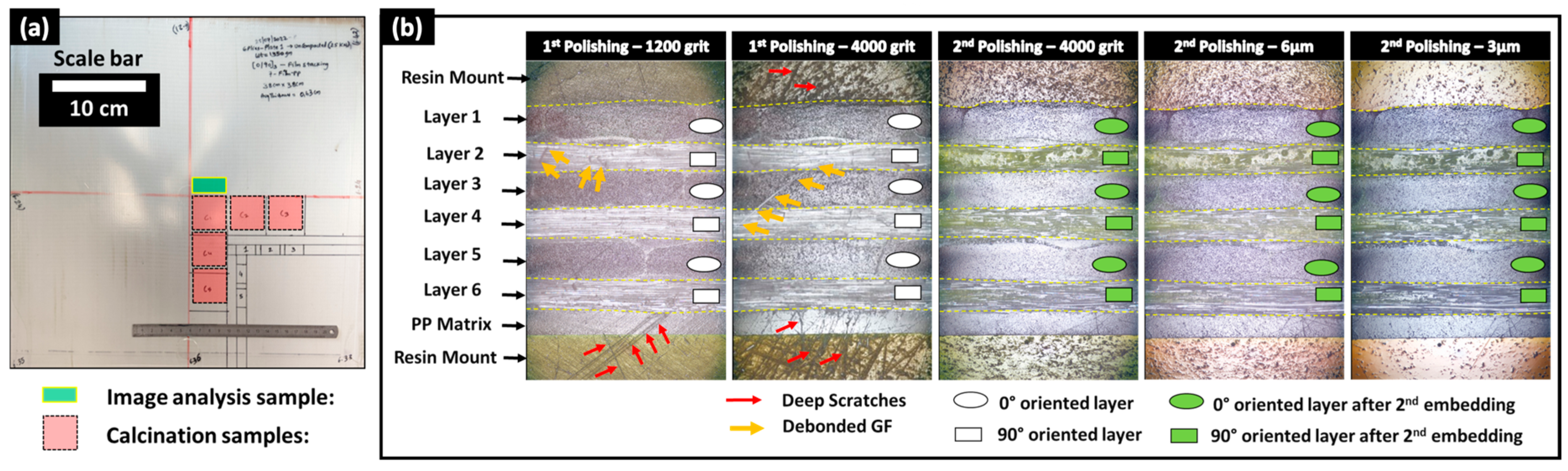
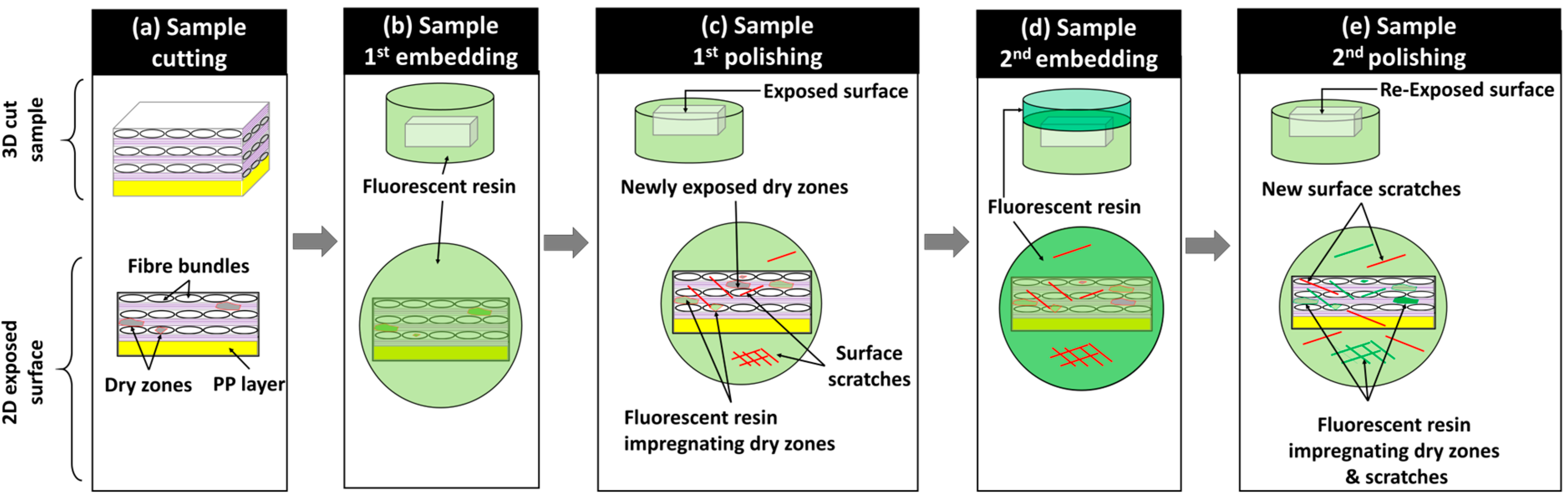
2.2.2. Mechanical Polishing of Partially Impregnated Composite Samples
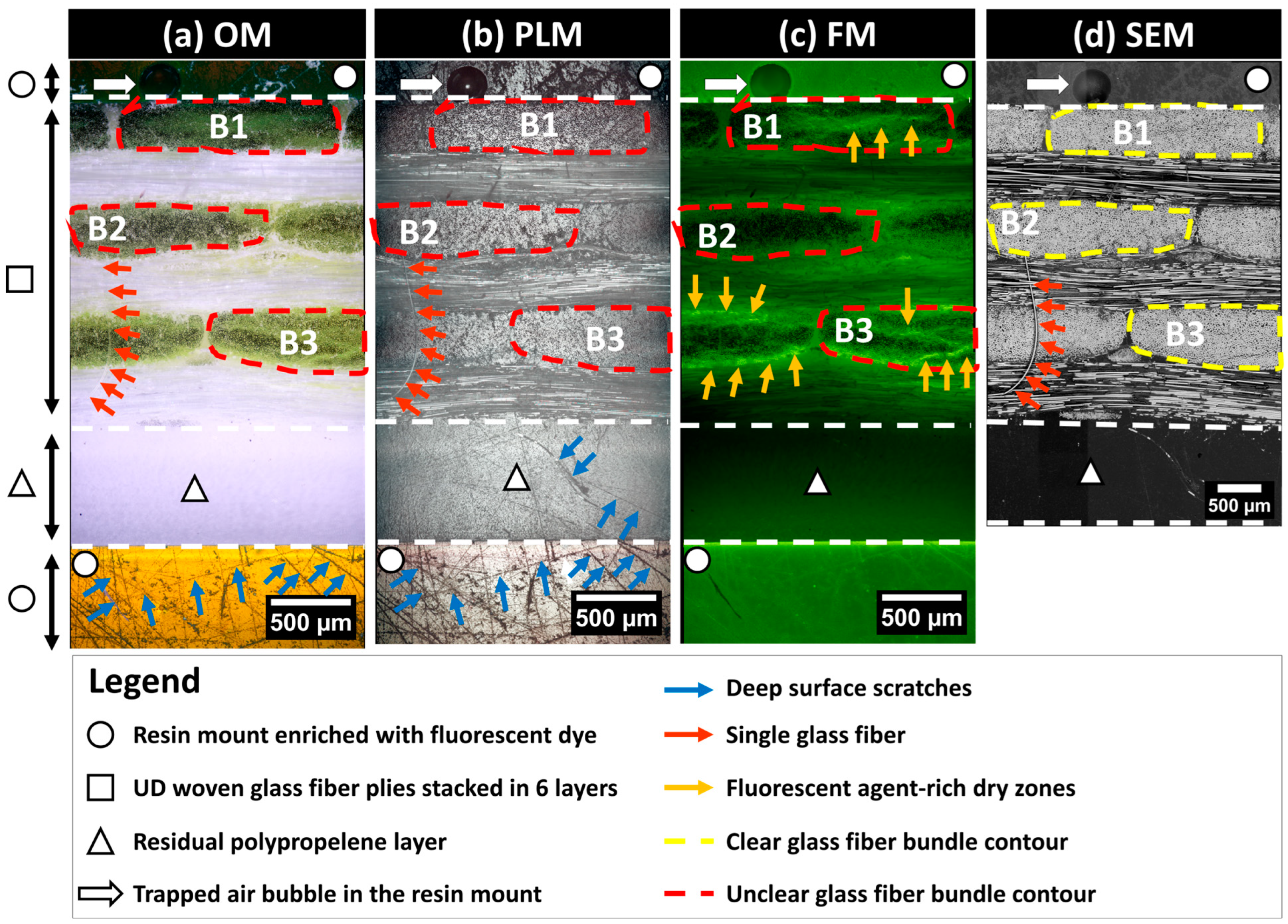
2.2.3. Microstructure Characterization Using 2D Multimodal Imaging Techniques
3. Post-Processing Multimodal Images
3.1. Macro-Scale Stitching: Reconstruction of Extended-Field and Full-Scale Images
3.2. Macro-Scale: Resizing and Registration Operations of Extended-Field Images
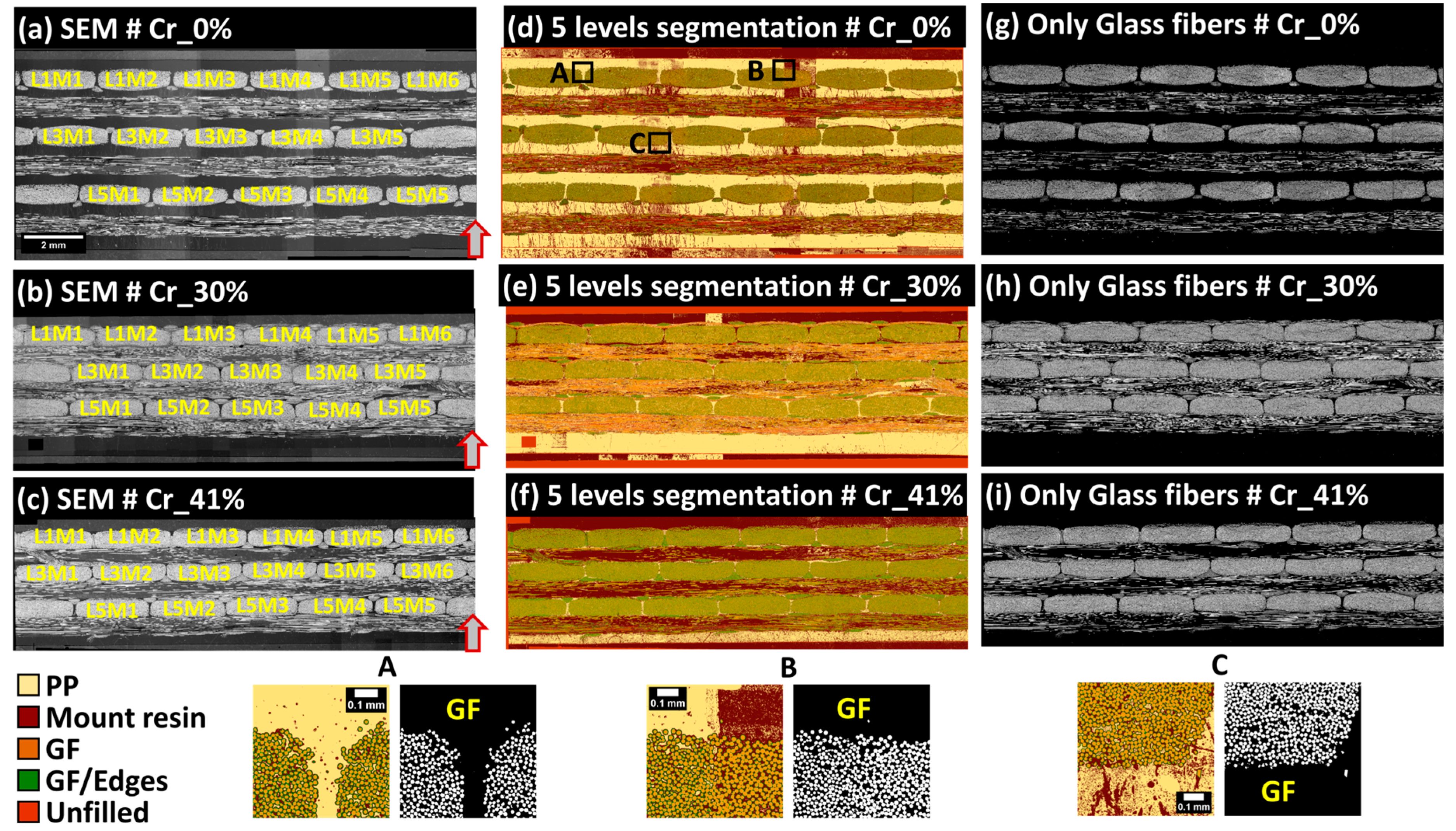
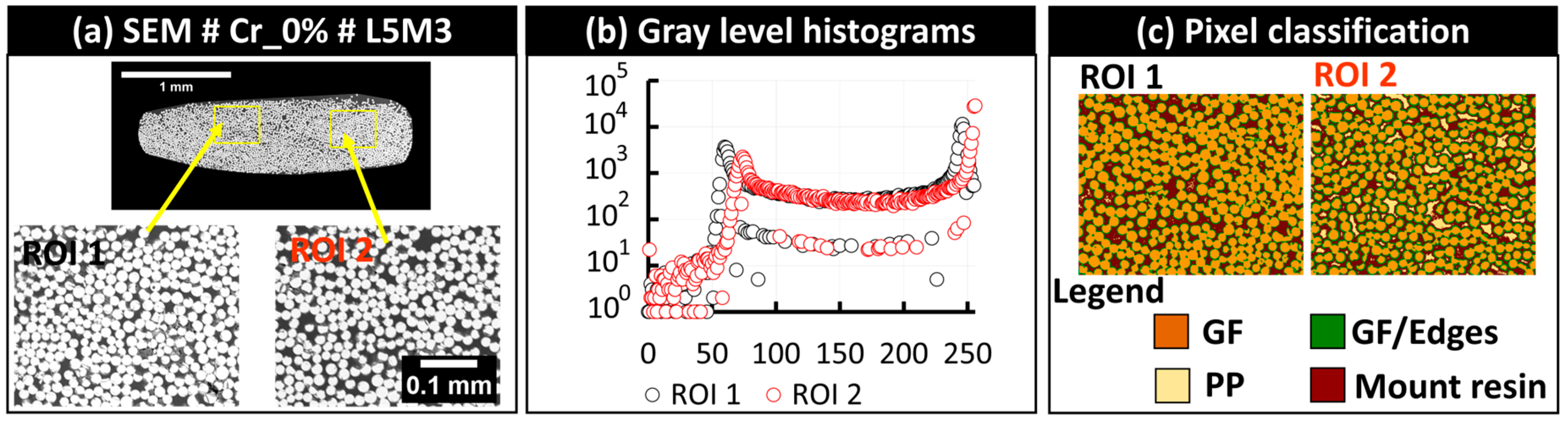
3.3. Macro-Scale: Random Forest-Based Pixel Classification
3.4. Meso-Scale: Workflow Applied to 0°-Oriented Bundles
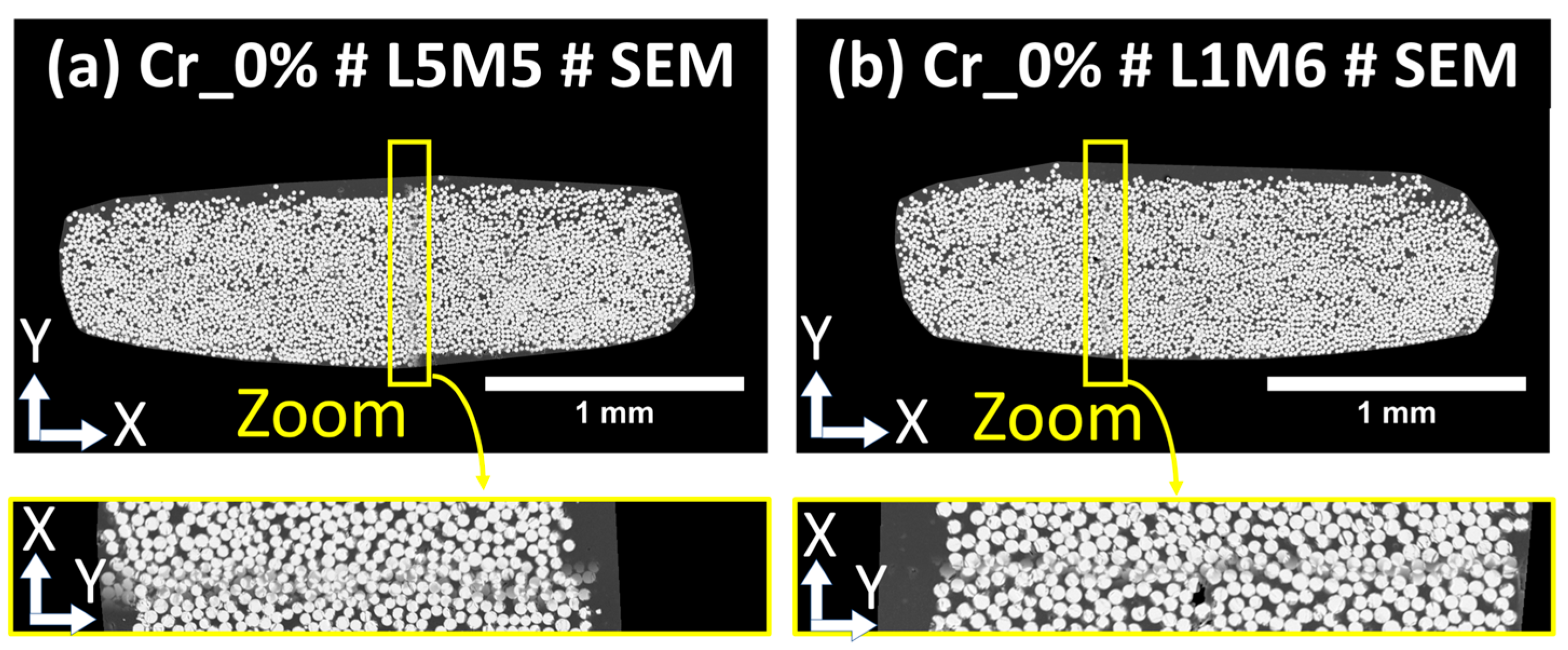
3.5. Meso-Scale: Inspection of Stitched Images
3.6. Meso-Scale: Quantitative Analysis Workflow of 0°-Oriented Fiber Bundles
4. Results
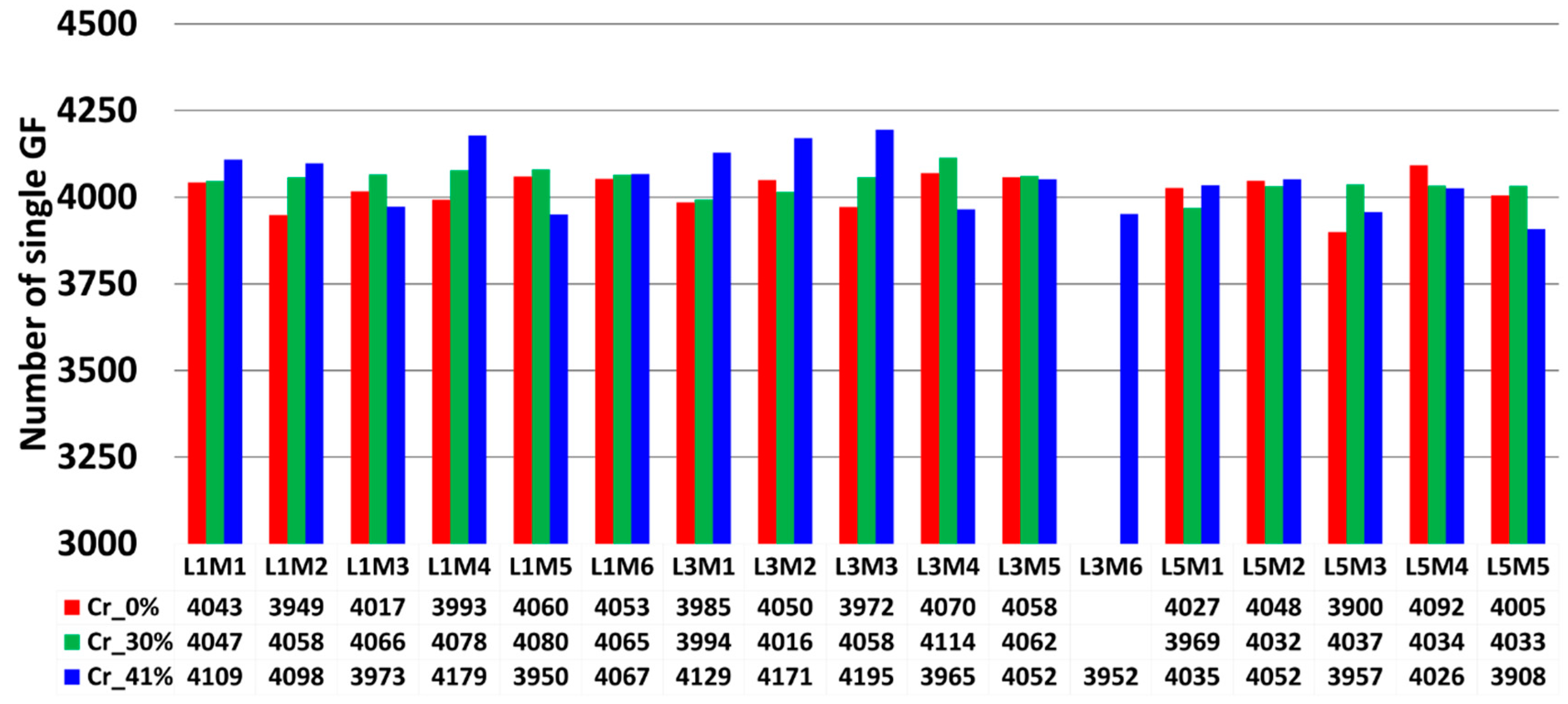
4.1. Quantification of GF Single Filaments
4.2. GF Area Fraction Quantification
4.3. Quantification of Porosity Area Fractions Based on Narrow and Large Bundle Contours
4.4. Statistical Significance of the Generated Data: One-Way Anova Test
4.4.1. Hypothesis 1: Consideration of All Fiber Bundles without Any Distinction between Composite Layers
4.4.2. Hypothesis 2: Considering the Distinction between Composite Layers
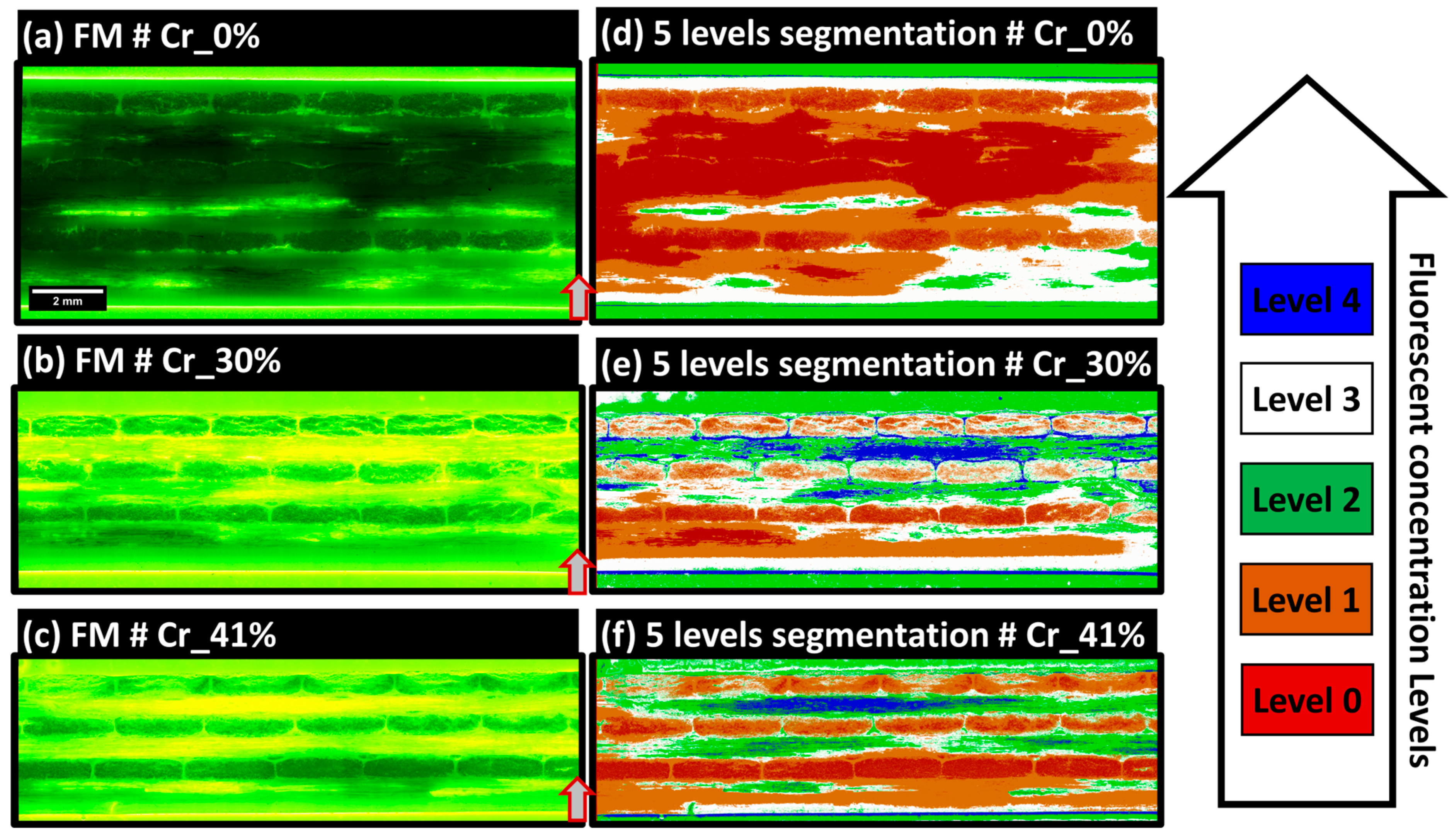
5. Assessing Uncertainty in Porosity Quantifications from FM- and SEM-Based Approaches
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Merotte, J.; Simacek, P.; Advani, S.G. Flow analysis during compression of partially impregnated fiber preform under controlled force. Compos. Sci. Technol. 2010, 70, 725–733. [Google Scholar] [CrossRef]
- Sidlipura, S.; Ayadi, A.; Lagardère-Delèglise, M. Multi-modal Imaging for Porosity Quantification in Partially-impregnated UD Woven Glass Fiber/Polypropylene Composites. In Proceedings of the 23rd International Conference on Composite Materials, Belfast, UK, 30 July–4 August 2023. [Google Scholar]
- Purslow, D. On the optical assessment of the void content in composite materials. Composites 1984, 15, 207–210. [Google Scholar] [CrossRef]
- Liu, L.; Zhang, B.M.; Wang, D.F.; Wu, Z.J. Effects of cure cycles on void content and mechanical properties of composite laminates. Compos. Struct. 2006, 73, 303–309. [Google Scholar] [CrossRef]
- Abdelal, N.; Donaldson, S.L. Comparison of methods for the characterization of voids in glass fiber composites. J. Compos. Mater. 2018, 52, 487–501. [Google Scholar] [CrossRef]
- Gagani, A.; Fan, Y.; Muliana, A.H.; Echtermeyer, A.T. Micromechanical modeling of anisotropic water diffusion in glass fiber epoxy reinforced composites. J. Compos. Mater. 2018, 52, 2321–2335. [Google Scholar] [CrossRef]
- Ekoi, E.J.; Dickson, A.N.; Dowling, D.P. Investigating the fatigue and mechanical behaviour of 3D printed woven and nonwoven continuous carbon fibre reinforced polymer (CFRP) composites. Compos. Part B Eng. 2021, 212, 108704. [Google Scholar] [CrossRef]
- Zou, A.; Shan, Z.; Wang, S.; Liu, X.; Ma, X.; Zou, D.; Jiang, X. Study on porosity of aramid fiber reinforced composites prepared by additive manufacturing. Compos. Adv. Mater. 2022, 31, 263498332211218. [Google Scholar] [CrossRef]
- Kabachi, M.A.; Danzi, M.; Arreguin, S.; Ermanni, P. Experimental study on the influence of cyclic compaction on the fiber-bed permeability, quasi-static and dynamic compaction responses. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105559. [Google Scholar] [CrossRef]
- Breister, A.M.; Imam, M.A.; Zhou, Z.; Anantharaman, K.; Prabhakar, P. Microbial dark matter driven degradation of carbon fiber polymer composites. bioRxiv 2020. [Google Scholar] [CrossRef]
- Liu, B.; Xu, A.; Bao, L. Preparation of carbon fiber-reinforced thermoplastics with high fiber volume fraction and high heat-resistant properties. J. Thermoplast. Compos. Mater. 2017, 30, 724–737. [Google Scholar] [CrossRef]
- Ishida, O.; Kitada, J.; Nunotani, K.; Uzawa, K. Impregnation and resin flow analysis during compression process for thermoplastic composite production. Adv. Compos. Mater. 2020, 30 (Suppl. S1), 39–58. [Google Scholar] [CrossRef]
- Little, J.E.; Yuan, X.; Jones, M.I. Characterisation of voids in fibre reinforced composite materials. NDT E Int. 2012, 46, 122–127. [Google Scholar] [CrossRef]
- Eliasson, S.; Hagnell, M.K.; Wennhage, P.; Barsoum, Z. A Statistical Porosity Characterization Approach of Carbon-Fiber-Reinforced Polymer Material Using Optical Microscopy and Neural Network. Materials 2022, 15, 6540. [Google Scholar] [CrossRef] [PubMed]
- Zhang, P. Correlative Cryo-electron Tomography and Optical Microscopy of Cells. Curr. Opin. Struct. Biol. 2013, 23, 763–770. [Google Scholar] [CrossRef] [PubMed]
- Perkovic, M.; Kunz, M.; Endesfelder, U.; Bunse, S.; Wigge, C.; Yu, Z.; Frangakis, A.S. Correlative Light- and Electron Microscopy with chemical tags. J. Struct. Biol. 2014, 186, 205–213. [Google Scholar] [CrossRef] [PubMed]
- Howes, S.C.; Koning, R.I.; Koster, A.J. Correlative microscopy for structural microbiology. Curr. Opin. Microbiol. 2018, 43, 132–138. [Google Scholar] [CrossRef] [PubMed]
- Mitchell, R.L.; Davies, P.; Kenrick, P.; Volkenandt, T.; Pleydell-Pearce, C.; Johnston, R. Correlative Microscopy: A tool for understanding soil weathering in modern analogues of early terrestrial biospheres. Sci. Rep. 2021, 11, 12736. [Google Scholar] [CrossRef] [PubMed]
- Su, Y.; Nykanen, M.; Jahn, K.A.; Whan, R.; Cantrill, L.; Soon, L.L.; Braet, F. Multi-dimensional correlative imaging of subcellular events: Combining the strengths of light and electron microscopy. Biophys. Rev. 2010, 2, 121. [Google Scholar] [CrossRef]
- Arif, M.; Mahmoud, M.; Zhang, Y.; Iglauer, S. X-ray tomography imaging of shale microstructures: A review in the context of multiscale correlative imaging. Int. J. Coal Geol. 2021, 233, 103641. [Google Scholar] [CrossRef]
- Amedewovo, L.; Levy, A.; Du Plessix BD, P.; Aubril, J.; Arrive, A.; Orgéas, L.; Le Corre, S. A methodology for online characterization of the deconsolidation of fiber-reinforced thermoplastic composite laminates. Compos. Part A Appl. Sci. Manuf. 2023, 167, 107412. [Google Scholar] [CrossRef]
- Kirby, A. Exploratory Bibliometrics: Using VOSviewer as a Preliminary Research Tool. Publications 2023, 11, 10. [Google Scholar] [CrossRef]
- van Eck, N.J.; Waltman, L. Software survey: VOSviewer, a computer program for bibliometric mapping. Scientometrics 2010, 84, 523–538. [Google Scholar] [CrossRef] [PubMed]
- Ayadi, A.; Deléglise-Lagardère, M.; Park, C.H.; Krawczak, P. Analysis of Impregnation Mechanism of Weft-Knitted Commingled Yarn Composites by Staged Consolidation and Laboratory X-ray Computed Tomography. Front. Mater. 2019, 6, 255. [Google Scholar] [CrossRef]
- Mulle, M.; Wafai, H.; Yudhanto, A.; Lubineau, G.; Yaldiz, R.; Schijve, W.; Verghese, N. Influence of process-induced shrinkage and annealing on the thermomechanical behavior of glass fiber-reinforced polypropylene. Compos. Sci. Technol. 2019, 170, 183–189. [Google Scholar] [CrossRef]
- Liu, F.; Li, T.; Xu, F.; Li, J.; Jiang, S. Microstructure, Tensile Property, and Surface Quality of Glass Fiber-Reinforced Polypropylene Parts Molded by Rapid Heat Cycle Molding. Adv. Polym. Technol. 2020, 2020, 3161068. [Google Scholar] [CrossRef]
- Tanimoto, Y.; Nagakura, M. Effects of polishing on surface roughness and hardness of glass-fiber-reinforced polypropylene. Dent. Mater. J. 2018, 37, 1017–1022. [Google Scholar] [CrossRef] [PubMed]
- Zukić, D.; Jackson, M.; Dimiduk, D.; Donegan, S.; Groeber, M.; McCormick, M. ITKMontage: A Software Module for Image Stitching. Integr. Mater. Manuf. Innov. 2021, 10, 115–124. [Google Scholar] [CrossRef]
- Preibisch, S.; Saalfeld, S.; Tomancak, P. Globally optimal stitching of tiled 3D microscopic image acquisitions. Bioinformatics 2009, 25, 1463–1465. [Google Scholar] [CrossRef] [PubMed]
- Cardona, A.; Saalfeld, S.; Schindelin, J.; Arganda-Carreras, I.; Preibisch, S.; Longair, M.; Douglas, R.J. TrakEM2 Software for Neural Circuit Reconstruction. PLoS ONE 2012, 7, e38011. [Google Scholar] [CrossRef]
- Kreshuk, A.; Zhang, C. Machine Learning: Advanced Image Segmentation Using ilastik. Methods Mol. Biol. 2019, 2040, 449–463. [Google Scholar] [CrossRef]
- Berg, S.; Kutra, D.; Kroeger, T.; Straehle, C.N.; Kausler, B.X.; Haubold, C.; Kreshuk, A. ilastik: Interactive machine learning for (bio)image analysis. Nat. Methods 2019, 16, 1226–1232. [Google Scholar] [CrossRef] [PubMed]
- Sommer, C.; Straehle, C.; Kothe, U.; Hamprecht, F.A. Ilastik: Interactive learning and segmentation toolkit. In Proceedings of the 2011 IEEE International Symposium on Biomedical Imaging: From Nano to Macro, Chicago, IL, USA, 30 March–2 April 2011; pp. 230–233. [Google Scholar] [CrossRef]
- Breiman, L. Random forests. Mach. Learn. 2001, 45, 5–32. [Google Scholar] [CrossRef]
- Pisupati, A.; Ayadi, A.; Deléglise-Lagardère, M.; Park, C.H. Influence of resin curing cycle on the characterization of the tensile properties of flax fibers by impregnated fiber bundle test. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105572. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Techniques Used | Scale | Analysis Focus | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| OM | SEM | FM | Other | Micro | Meso | Macro | Porosity | Bundles | Impregnation | |
| [3] | X | X | X | X | ||||||
| [4] | X | X | X | X | ||||||
| [5] | X | X | X | |||||||
| [6] | X | X | X | X | ||||||
| [7] | X | X | X | X | X | X | X | |||
| [8] | X | X | X | |||||||
| [9] | X | X | X | X | ||||||
| [10] | X | X | X | X | X | X | ||||
| [11] | X | X | ||||||||
| [12] | X | X | X | X | X | |||||
| [13] | X | X | X | |||||||
| [14] | X | X | ||||||||
| Manufacturing | Metrological Control | Microscopy Control | Burn-Off Test | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Plate | Lay-Up | Config. | Weight (g) | Vf* (%) | Thickness (mm) | Cr (%) | Vf (%) | Thickness (mm) | Cr (%) | Vf (%) | Vf (%) | ||||
| Initial | Final | Avg | StDev | Avg | StDev | Avg | StDev | ||||||||
| Cr_0% | [0/90]3 | Film Stacking | 1397 | 1350 | 42.2 | 6.1 | 0.08 | 0 | 41.6 | 6.2 | 0.01 | 0 | 40.0 | 38.6 | 0.1 |
| Cr_30% | Simplified-CRTM | 1408 | 1081 | 45.2 | 4.2 | 0.13 | 30.7 | 60.1 | 4.4 | 0.01 | 30.2 | 57.4 | 58.4 | 0.9 | |
| Cr_41% | Simplified-CRTM | 1392 | 1037 | 63.2 | 3.5 | 0.08 | 41.9 | 71.7 | 3.7 | 0.09 | 40.9 | 67.8 | 64.9 | 0.4 | |
| Degree of Impregnation (%) | ||||||
|---|---|---|---|---|---|---|
| Narrow Contour | Large Contour | |||||
| Manufacturing Conditions | Layer 1 (%) | Layer 3 (%) | Layer 5 (%) | Layer 1 (%) | Layer 3 (%) | Layer 5 (%) |
| Cr_0% | 90.34 ± 3.46 | 99.95 ± 0.07 | 93.23 ± 5.86 | 92.28 ±3.23 | 99.95 ±0.06 | 93.39 ± 5.58 |
| Cr_30% | 24.44 ± 6.14 | 16.66 ± 8.91 | 70.88 ± 10.10 | 25.60 ± 6.23 | 17.08 ± 9.2 | 71.77 ± 10.38 |
| Cr_41% | 50.51 ± 12.28 | 67.95± 12.50 | 99.67 ± 0.31 | 54.32 ± 13.49 | 71.41 ± 12.31 | 99.67 ± 0.26 |
| p-value | ||||||
| Hypothesis 1 | 0.0530 | 0.0463 | ||||
| Hypothesis 2 | 0 | 0 | 0 | 0 | 0 | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sidlipura, S.; Ayadi, A.; Lagardère Deléglise, M. Assessing Intra-Bundle Impregnation in Partially Impregnated Glass Fiber-Reinforced Polypropylene Composites Using a 2D Extended-Field and Multimodal Imaging Approach. Polymers 2024, 16, 2171. https://doi.org/10.3390/polym16152171
Sidlipura S, Ayadi A, Lagardère Deléglise M. Assessing Intra-Bundle Impregnation in Partially Impregnated Glass Fiber-Reinforced Polypropylene Composites Using a 2D Extended-Field and Multimodal Imaging Approach. Polymers. 2024; 16(15):2171. https://doi.org/10.3390/polym16152171
Chicago/Turabian StyleSidlipura, Sujith, Abderrahmane Ayadi, and Mylène Lagardère Deléglise. 2024. "Assessing Intra-Bundle Impregnation in Partially Impregnated Glass Fiber-Reinforced Polypropylene Composites Using a 2D Extended-Field and Multimodal Imaging Approach" Polymers 16, no. 15: 2171. https://doi.org/10.3390/polym16152171
APA StyleSidlipura, S., Ayadi, A., & Lagardère Deléglise, M. (2024). Assessing Intra-Bundle Impregnation in Partially Impregnated Glass Fiber-Reinforced Polypropylene Composites Using a 2D Extended-Field and Multimodal Imaging Approach. Polymers, 16(15), 2171. https://doi.org/10.3390/polym16152171