
Enhanced High-Performance iPP/TPU/MWCNT Nanocomposite for Electromagnetic Interference Shielding

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of the Composites
2.2.1. Preparation of iPP/MWCNT, TPU/MWCNT, and iPP/TPU Composites
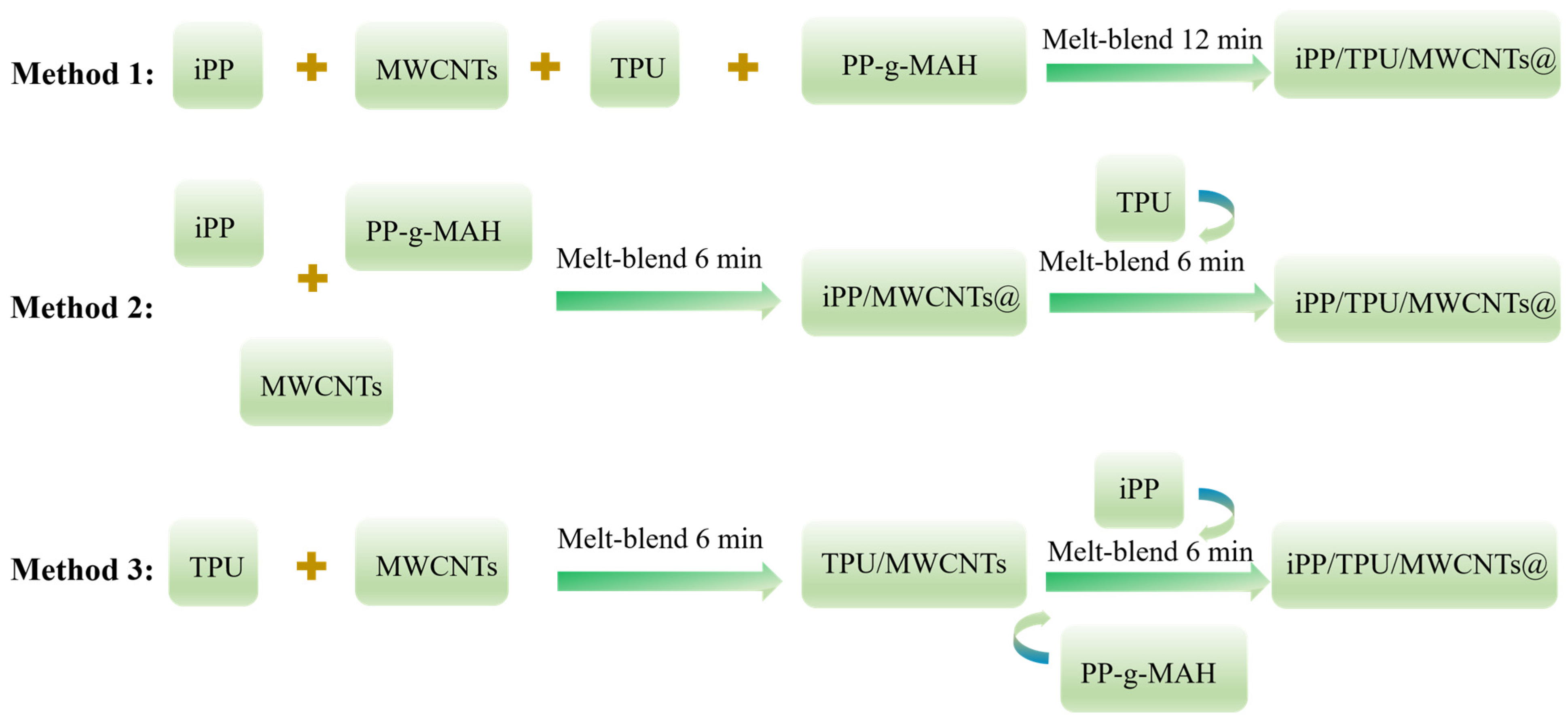
2.2.2. Preparation of iPP/TPU/MWCNT Nanocomposites
2.2.3. Preparation of iPP/TPU/MWCNT/PP-g-MAH Composites
2.3. Density Test
2.4. Volumetric Conductivity Test
2.5. Morphological Characterization
2.6. EMI Shielding Performance
3. Results and Discussion
3.1. Characterization of iPP/MWCNT and TPU/MWCNT Composites
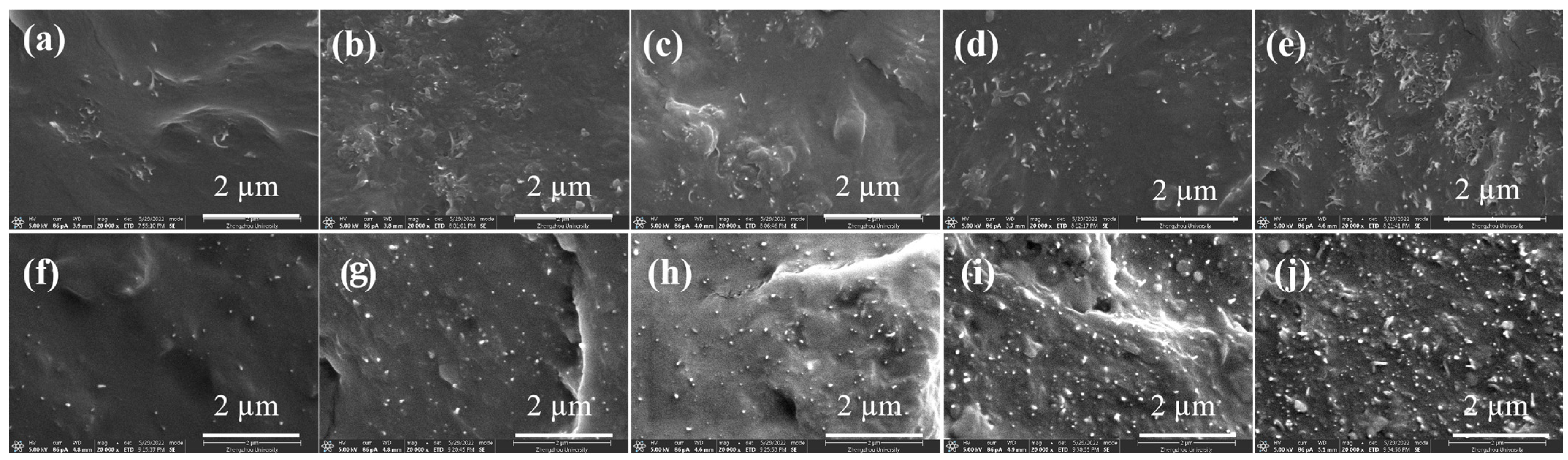
3.1.1. The Morphology of iPP/MWCNT and TPU/MWCNT Nanocomposites
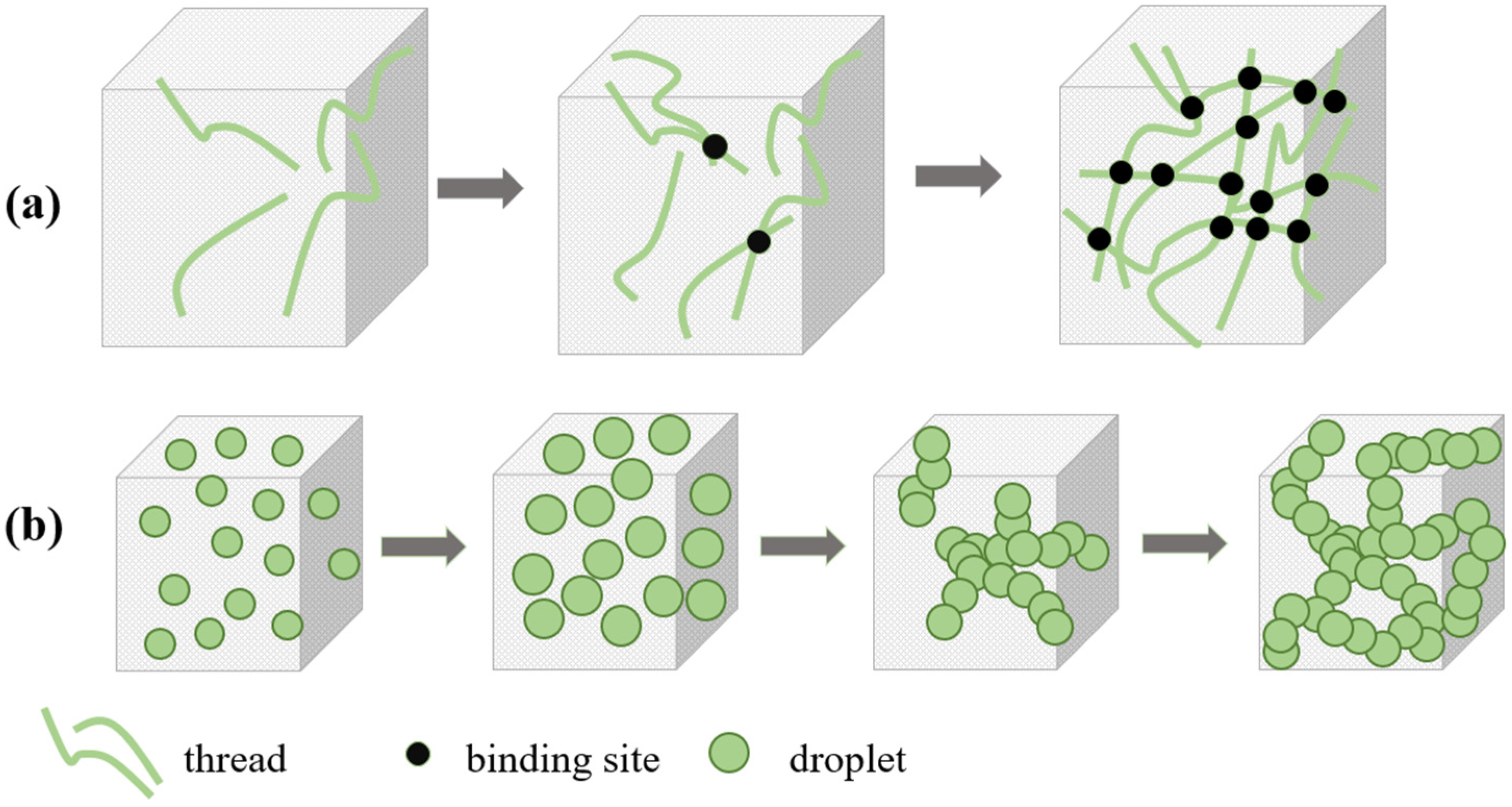
3.1.2. The Electrical and EMI Shielding Properties of iPP/MWCNT and TPU/MWCNT Nanocomposites
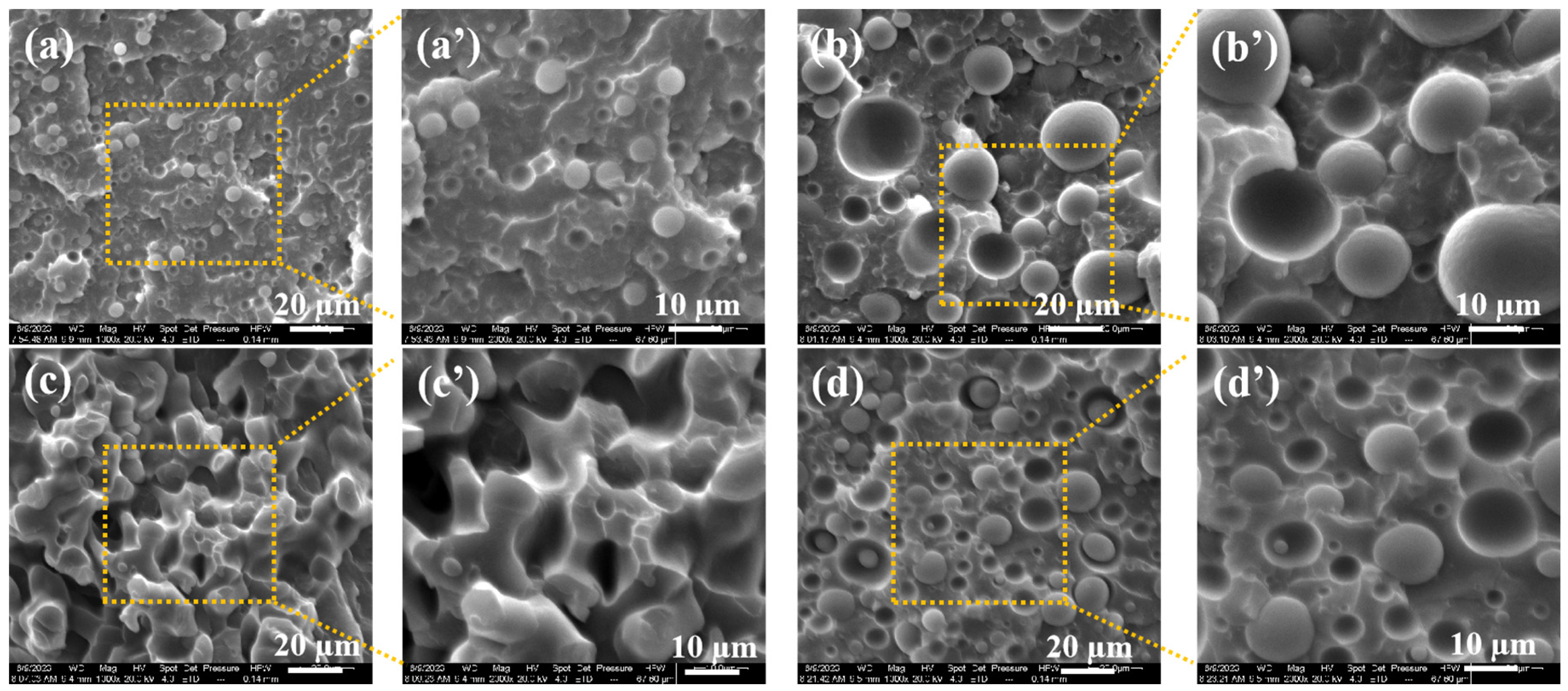
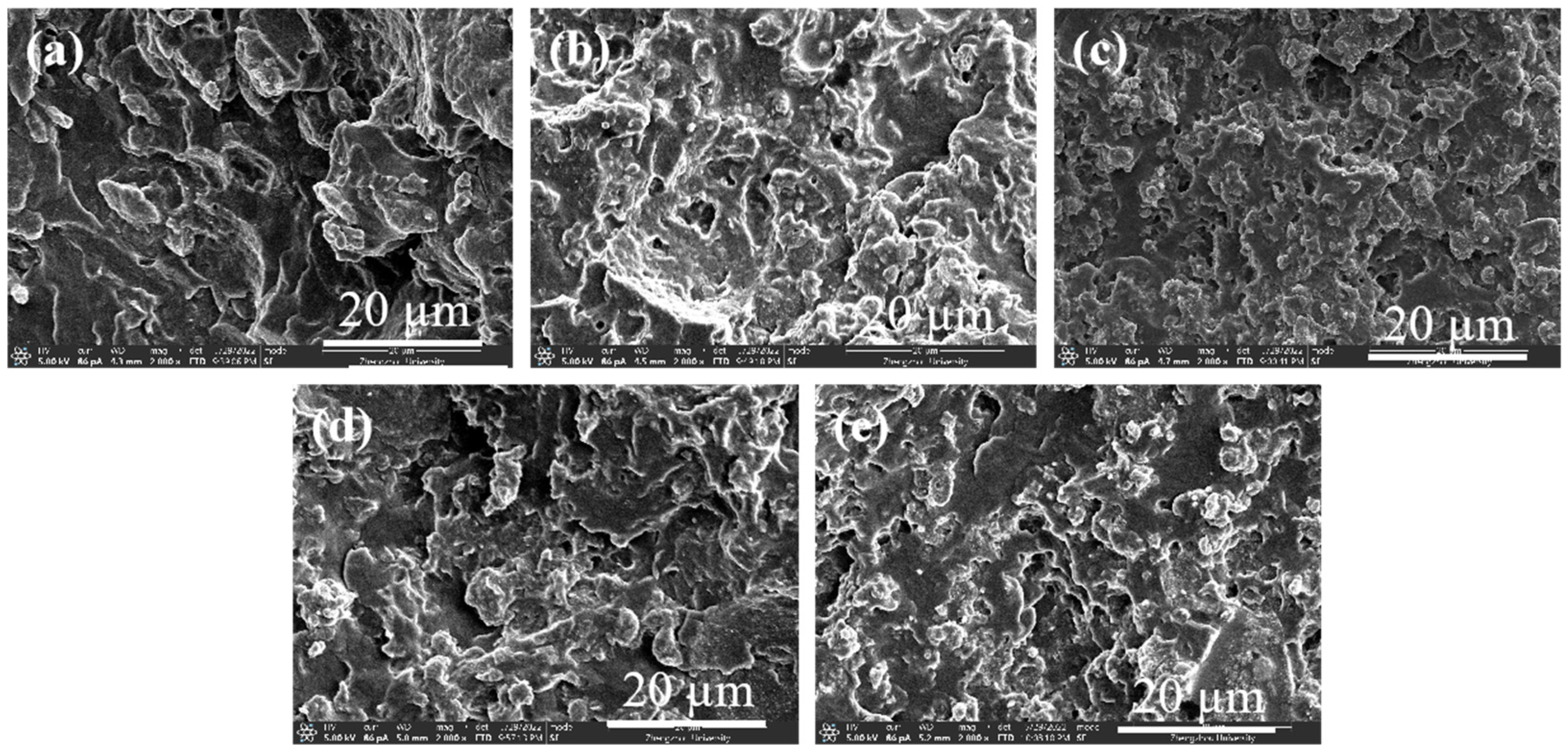
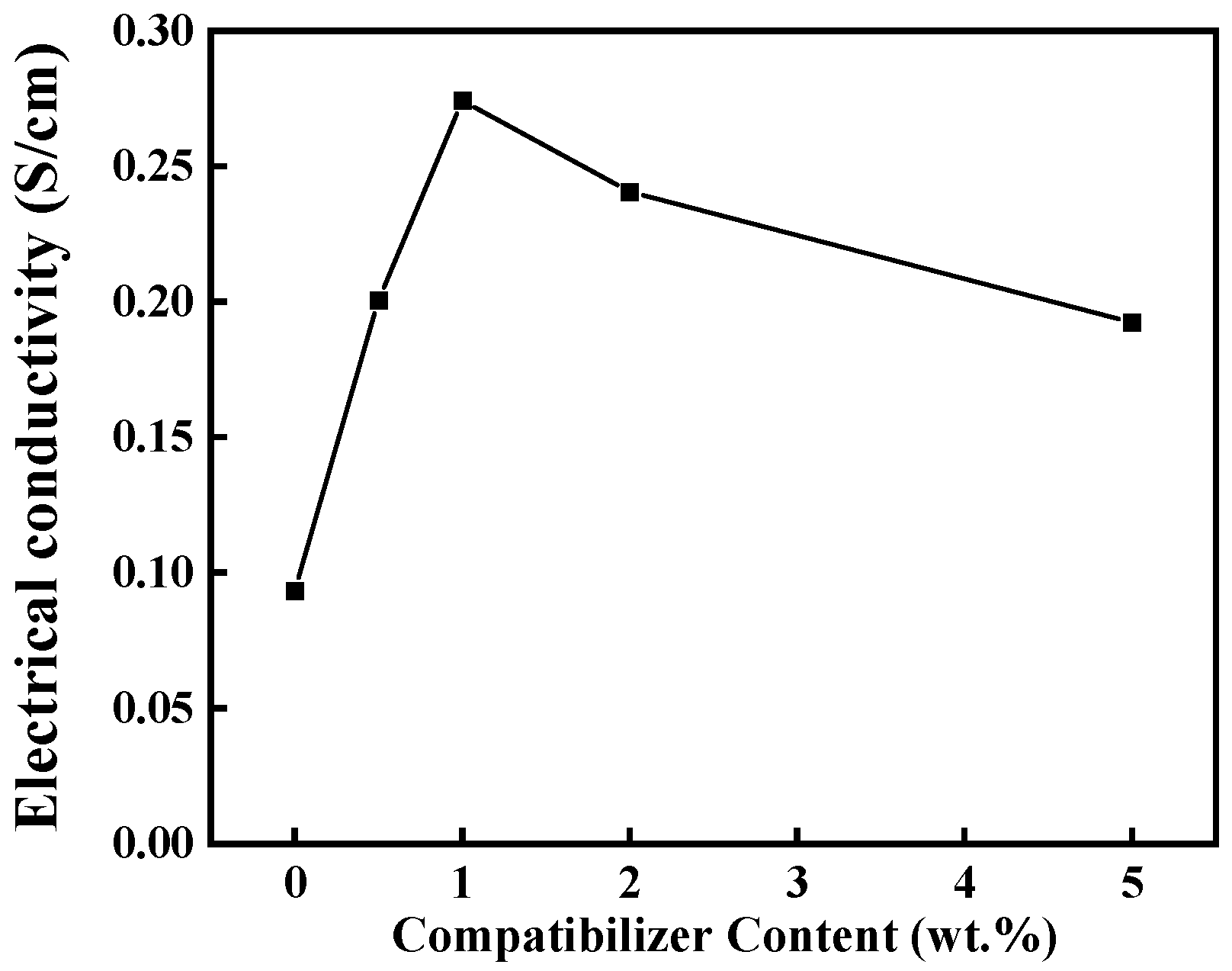
3.2. The Construction of Bicontinuous Phase Structure of iPP/TPU Blends
Content of Compatibilizer
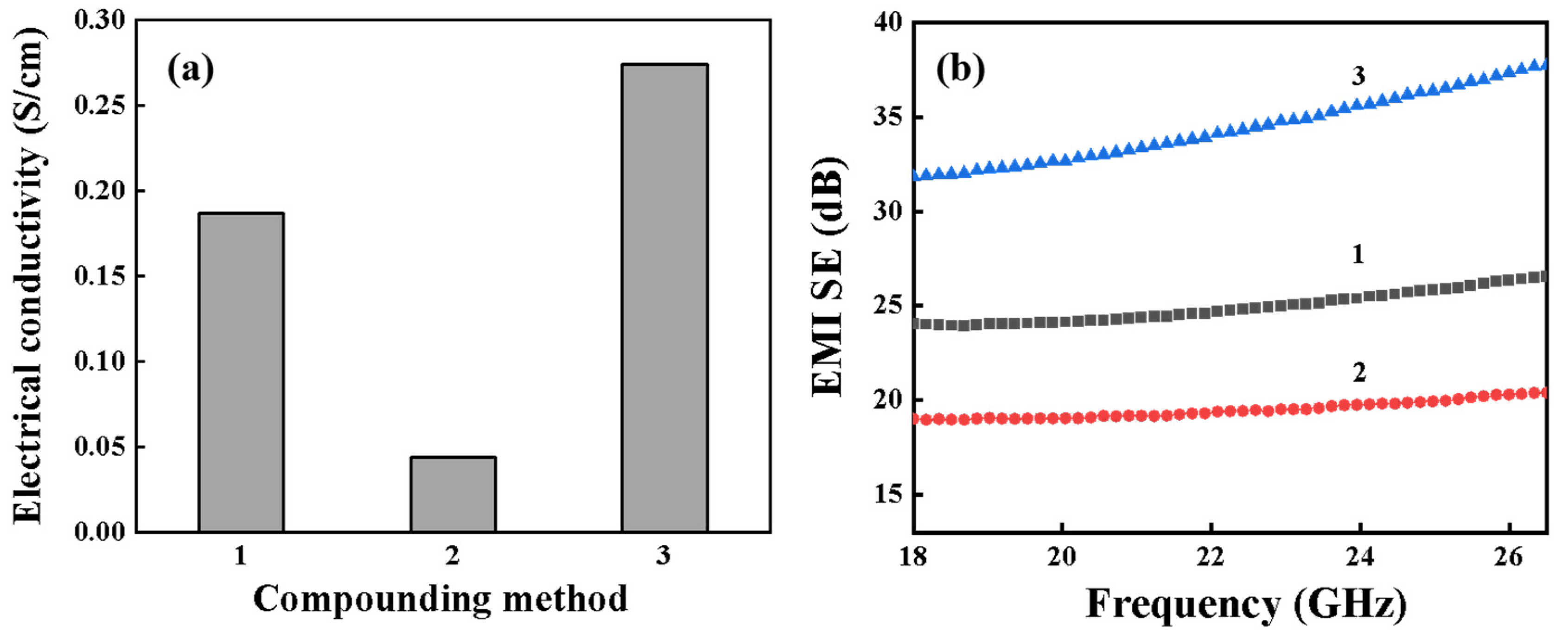
3.3. Effect of Processing Methods
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kumar, P.; Narayan Maiti, U.; Sikdar, A.; Kumar Das, T.; Kumar, A.; Sudarsan, V. Recent Advances in Polymer and Polymer Composites for Electromagnetic Interference Shielding: Review and Future Prospects. Polym. Rev. 2019, 59, 687–738. [Google Scholar] [CrossRef]
- Zhang, C.; Bi, L.; Shi, S.; Wang, H.; Zhang, D.; He, Y.; Li, W. Two-Steps Method to Prepare Multilayer Sandwich Structure Carbon Fiber Composite with Thermal and Electrical Anisotropy and Electromagnetic Interference Shielding. Materials 2023, 16, 680. [Google Scholar] [CrossRef] [PubMed]
- Lerchl, A. Electromagnetic pollution: Another risk factor for infertility, or a red herring? Asian J. Androl. 2012, 15, 201–203. [Google Scholar] [CrossRef] [PubMed]
- Leitgeb, N.; Schröttner, J.; Böhm, M. Does “electromagnetic pollution” cause illness? Wien. Med. Wochenschr. 2005, 155, 237–241. [Google Scholar] [CrossRef] [PubMed]
- Kwon, S.; Ma, R.; Kim, U.; Choi, H.R.; Baik, S. Flexible electromagnetic interference shields made of silver flakes, carbon nanotubes and nitrile butadiene rubber. Carbon 2014, 68, 118–124. [Google Scholar] [CrossRef]
- Cheng, J.; Li, C.; Xiong, Y.; Zhang, H.; Raza, H.; Ullah, S.; Wu, J.; Zheng, G.; Cao, Q.; Zhang, D.; et al. Recent Advances in Design Strategies and Multifunctionality of Flexible Electromagnetic Interference Shielding Materials. Nano-Micro Lett. 2022, 14, 80. [Google Scholar] [CrossRef] [PubMed]
- Yao, Y.; Jin, S.; Zou, H.; Li, L.; Ma, X.; Lv, G.; Gao, F.; Lv, X.; Shu, Q. Polymer-based lightweight materials for electromagnetic interference shielding: A review. J. Mater. Sci. 2021, 56, 6549–6580. [Google Scholar] [CrossRef]
- Wang, L.; Ma, Z.; Zhang, Y.; Chen, L.; Cao, D.; Gu, J. Polymer-based EMI shielding composites with 3D conductive networks: A mini-review. SusMat 2021, 1, 413–431. [Google Scholar] [CrossRef]
- Gupta, S.; Tai, N.-H. Carbon materials and their composites for electromagnetic interference shielding effectiveness in X-band. Carbon 2019, 152, 159–187. [Google Scholar] [CrossRef]
- Wang, M.; Tian, L.; Zhang, Q.; You, X.; Yang, J.; Dong, S. Absorption-based electromagnetic interference shielding composites with sandwich structure by one-step electrodeposition method. Carbon 2023, 202, 414–424. [Google Scholar] [CrossRef]
- Al-Saleh, M.H.; Sundararaj, U. Electromagnetic interference shielding mechanisms of CNT/polymer composites. Carbon 2009, 47, 1738–1746. [Google Scholar] [CrossRef]
- Zhai, D.; Zhao, H.; Gao, Z.; Guo, Y.; Li, Q.; Wang, G.; Zhao, G. Surface treatment of multiwalled carbon nanotubes and the formation of the multiscale conductivity network in long carbon fiber reinforced polypropylene. Polym. Compos. 2022, 43, 4645–4659. [Google Scholar] [CrossRef]
- Iijama, S. Helical microtubules of graphitic carbon. Nature 1991, 354, 56–58. [Google Scholar] [CrossRef]
- Sun, C.; Peng, W.J.; Huang, M.L.; Zhao, K.Y.; Wang, M. Constructing high-efficiency microwave shielding networks in multi-walled carbon nanotube/poly(ε-caprolactone) composites by adding carbon black and graphene nano-plates. Polym. Int. 2023, 72, 619–628. [Google Scholar] [CrossRef]
- Chang, J.; Zhai, H.; Hu, Z.; Li, J. Ultra-thin metal composites for electromagnetic interference shielding. Compos. Part B Eng. 2022, 246, 110269. [Google Scholar] [CrossRef]
- Satapathy, A.; Sawant, K.K.; Mondal, S.; Raj, A.A.B.; Mahimkar, K.; Kandasubramanian, B. Recent Progress on MXenes as an Attenuator of Terahertz Radiation. J. Electron. Mater. 2022, 52, 1749–1768. [Google Scholar] [CrossRef]
- Yang, R.; Gui, X.; Yao, L.; Hu, Q.; Tang, Z. Ultrathin, Lightweight, and Flexible CNT Buckypaper Enhanced Using MXenes for Electromagnetic Interference Shielding. Nano-Micro Lett. 2021, 13, 208–220. [Google Scholar] [CrossRef] [PubMed]
- Pan, F.; Rao, Y.; Batalu, D.; Cai, L.; Dong, Y.; Zhu, X.; Shi, Y.; Shi, Z.; Liu, Y.; Lu, W. Macroscopic Electromagnetic Cooperative Network-Enhanced MXene/Ni Chains Aerogel-Based Microwave Absorber with Ultra-Low Matching Thickness. Nano-Micro Lett. 2022, 14, 140. [Google Scholar] [CrossRef] [PubMed]
- Li, R.; Lin, H.; Lan, P.; Gao, J.; Huang, Y.; Wen, Y.; Yang, W. Lightweight Cellulose/Carbon Fiber Composite Foam for Electromagnetic Interference (EMI) Shielding. Polymers 2018, 10, 1319. [Google Scholar] [CrossRef]
- Mohan, L.; Karakkad, S.; Krishnan, S.T. Development of lightweight carbon nanotube-based epoxy nanocomposite shield for broadband electromagnetic interference shielding: Estimating shielding effectiveness and experimental validation. J. Mater. Sci. Mater. Electron. 2021, 32, 4437–4447. [Google Scholar] [CrossRef]
- Byrne, M.T.; Gun’ko, Y.K. Recent Advances in Research on Carbon Nanotube-Polymer Composites. Adv. Mater. 2010, 22, 1672–1688. [Google Scholar] [CrossRef] [PubMed]
- Nan, Z.; Wei, W.; Lin, Z.; Chang, J.; Hao, Y. Flexible Nanocomposite Conductors for Electromagnetic Interference Shielding. Nano-Micro Lett. 2023, 15, 210–259. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Y.; Wei, Q.; Zhang, M.; Nakajima, H.; Okazaki, T.; Yamada, T.; Hata, K. Interface Engineering for High-Performance Thermoelectric Carbon Nanotube Films. ACS Appl. Mater. Interfaces 2023, 16, 4199–4211. [Google Scholar] [CrossRef] [PubMed]
- Ma, H.; Qin, C.; Jin, B.; Gong, P.; Lan, B.; Huang, Y.; Park, C.B.; Li, G. Using a Supercritical Fluid-Assisted Thin Cell Wall Stretching–Defoaming Method to Enhance the Nanofiller Dispersion, EMI Shielding, and Thermal Conduction Property of CNF/PVDF Nanocomposites. Ind. Eng. Chem. Res. 2022, 61, 3647–3659. [Google Scholar] [CrossRef]
- Liang, C.; Gu, Z.; Zhang, Y.; Ma, Z.; Qiu, H.; Gu, J. Structural Design Strategies of Polymer Matrix Composites for Electromagnetic Interference Shielding: A Review. Nano-Micro Lett. 2021, 13, 322–350. [Google Scholar] [CrossRef]
- Al-Saleh, M.H.; Al-Sharman, M.M. Influence of carbon nanofiller geometry on EMI shielding and electrical percolation behaviors of polymer composites. Synth. Met. 2023, 294, 117314. [Google Scholar] [CrossRef]
- Sui, G.; Liu, D.; Liu, Y.; Ji, W.; Zhang, Q.; Fu, Q. The dispersion of CNT in TPU matrix with different preparation methods: Solution mixing vs melt mixing. Polymer 2019, 182, 121838. [Google Scholar] [CrossRef]
- Fu, L.; Li, K.; Qin, H.; Hou, J.; Zhang, X.; He, G.; Liu, B.; Ren, C.; Chen, J. Sandwich structured iPP/CNTs nanocomposite foams with high electromagnetic interference shielding performance. Compos. Sci. Technol. 2022, 220, 109297. [Google Scholar] [CrossRef]
- Li, X.; Wang, G.; Yang, C.; Zhao, J.; Zhang, A. Mechanical and EMI shielding properties of solid and microcellular TPU/nanographite composite membranes. Polym. Test. 2021, 93, 106891. [Google Scholar] [CrossRef]
- Shi, Y.-D.; Li, J.; Tan, Y.-J.; Chen, Y.-F.; Wang, M. Percolation behavior of electromagnetic interference shielding in polymer/multi-walled carbon nanotube nanocomposites. Compos. Sci. Technol. 2019, 170, 70–76. [Google Scholar] [CrossRef]
- Zhang, Y.-P.; Zhou, C.-G.; Sun, W.-J.; Wang, T.; Jia, L.-C.; Yan, D.-X.; Li, Z.-M. Injection molding of segregated carbon nanotube/polypropylene composite with enhanced electromagnetic interference shielding and mechanical performance. Compos. Sci. Technol. 2020, 197, 108253. [Google Scholar] [CrossRef]
- Shin, B.; Mondal, S.; Lee, M.; Kim, S.; Huh, Y.-I.; Nah, C. Flexible thermoplastic polyurethane-carbon nanotube composites for electromagnetic interference shielding and thermal management. Chem. Eng. J. 2021, 418, 129282. [Google Scholar] [CrossRef]
- Wang, X.; Zou, F.; Zhao, Y.; Li, G.; Liao, X. Electromagnetic interference shielding composites and the foams with gradient structure obtained by selective distribution of MWCNTs into hard domains of thermoplastic polyurethane. Compos. Part A Appl. Sci. Manuf. 2024, 176, 107861. [Google Scholar] [CrossRef]
- Kouini, B.; Serier, A. Properties of polypropylene/polyamide nanocomposites prepared by melt processing with a PP-g-MAH compatibilizer. Mater. Des. 2012, 34, 313–318. [Google Scholar] [CrossRef]
- Shashidhara, G.M.; Biswas, D.; Shubhalaksmi Pai, B.; Kadiyala, A.K.; Wasim Feroze, G.S.; Ganesh, M. Effect of PP-g-MAH compatibilizer content in polypropylene/nylon-6 blends. Polym. Bull. 2009, 63, 147–157. [Google Scholar] [CrossRef]
- Wang, H.; Li, S.; Liu, M.; Li, J.; Zhou, X. Review on Shielding Mechanism and Structural Design of Electromagnetic Interference Shielding Composites. Macromol. Mater. Eng. 2021, 306, 2100032. [Google Scholar] [CrossRef]
- Ott, H.W. Noise Reduction Techniques in Electronic Systems; Wiley: New York, NY, USA, 1988. [Google Scholar]
- Saini, P.; Choudhary, V.; Singh, B.P.; Mathur, R.B.; Dhawan, S.K. Enhanced microwave absorption behavior of polyaniline-CNT/polystyrene blend in 12.4–18.0 GHz range. Synth. Met. 2011, 161, 1522–1526. [Google Scholar] [CrossRef]
- Xiang, Z.; Shi, Y.; Zhu, X.; Cai, L.; Lu, W. Flexible and Waterproof 2D/1D/0D Construction of MXene-Based Nanocomposites for Electromagnetic Wave Absorption, EMI Shielding, and Photothermal Conversion. Nano-Micro Lett. 2021, 013, 77–97. [Google Scholar] [CrossRef] [PubMed]
- Vlachopoulos, J.; Polychronopoulos, N. Basic Concepts in Polymer Melt Rheology and Their Importance in Processing. Kontopoulou, M., Ed.; John Wiley Sons Inc.: Hoboken, NJ, USA, 2011; Chapter 1; pp. 1–27. [Google Scholar]
- Cheremisinoff, N.P. An Introduction to Polymer Rheology and Processing. In Polymer Liquid Crystals; CRC Press: Boca Raton, FL, USA, 1993. [Google Scholar]
- Ji, M.; Deng, H.; Yan, D.; Li, X.; Duan, L.; Fu, Q. Selective localization of multi-walled carbon nanotubes in thermoplastic elastomer blends: An effective method for tunable resistivity–strain sensing behavior. Compos. Sci. Technol. 2014, 92, 16–26. [Google Scholar] [CrossRef]
- Scott, C.E.; Macosko, C.W. Morphology development during the initial stages of polymer-polymer blending. Polymer 1995, 36, 461–470. [Google Scholar] [CrossRef]
- Li, J.; Ma, P.L.; Favis, B.D. The Role of the Blend Interface Type on Morphology in Cocontinuous Polymer Blends. Macromolecules 2002, 35, 2005–2016. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Yu, W.; Ruan, Q.; Li, K.; Guo, X.; Bai, Z.; Chen, J. Enhanced High-Performance iPP/TPU/MWCNT Nanocomposite for Electromagnetic Interference Shielding. Polymers 2024, 16, 1837. https://doi.org/10.3390/polym16131837
Li Y, Yu W, Ruan Q, Li K, Guo X, Bai Z, Chen J. Enhanced High-Performance iPP/TPU/MWCNT Nanocomposite for Electromagnetic Interference Shielding. Polymers. 2024; 16(13):1837. https://doi.org/10.3390/polym16131837
Chicago/Turabian StyleLi, Yanru, Wenting Yu, Qian Ruan, Kun Li, Xiaoqin Guo, Zhongyi Bai, and Jingbo Chen. 2024. "Enhanced High-Performance iPP/TPU/MWCNT Nanocomposite for Electromagnetic Interference Shielding" Polymers 16, no. 13: 1837. https://doi.org/10.3390/polym16131837
APA StyleLi, Y., Yu, W., Ruan, Q., Li, K., Guo, X., Bai, Z., & Chen, J. (2024). Enhanced High-Performance iPP/TPU/MWCNT Nanocomposite for Electromagnetic Interference Shielding. Polymers, 16(13), 1837. https://doi.org/10.3390/polym16131837