
Optimization Course of Titanium Nitride Nanofiller Loading in High-Density Polyethylene: Interpretation of Reinforcement Effects and Performance in Material Extrusion 3D Printing

 ,
,  ,
,  , , , ,
, , , ,  and
and
Abstract

1. Introduction
- Assess the ability of TiN to enhance the performance of HDPE.
- Create HDPE/TiN composites suitable for use as materials for a wide variety of applications to meet the demands.
- Characterize the composites to verify their suitability for real-life applications.
2. Materials and Methods
2.1. Materials
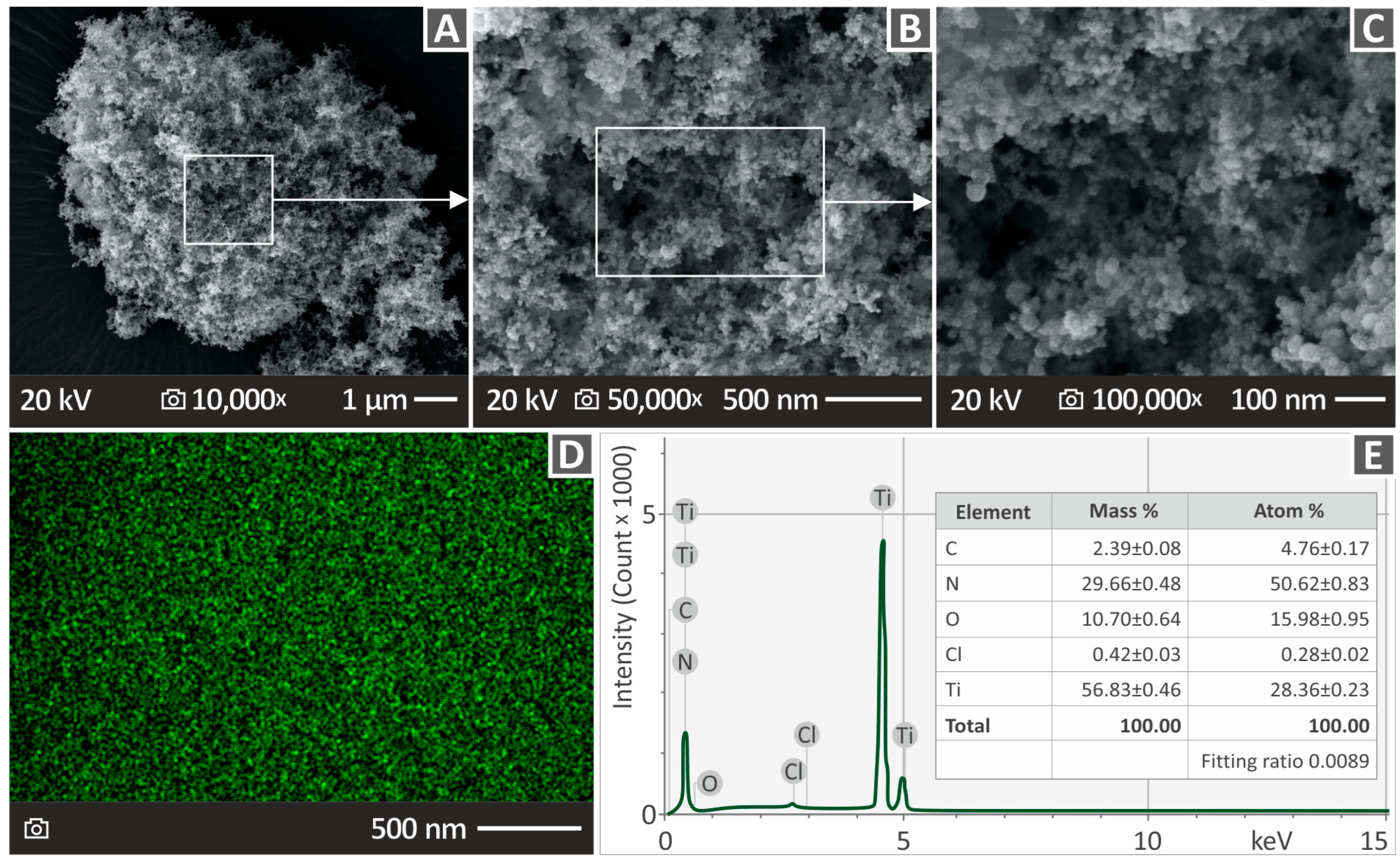
2.2. Scanning Electron Microscopy (SEM) and Energy-Dispersive Spectroscopy (EDS) Analysis
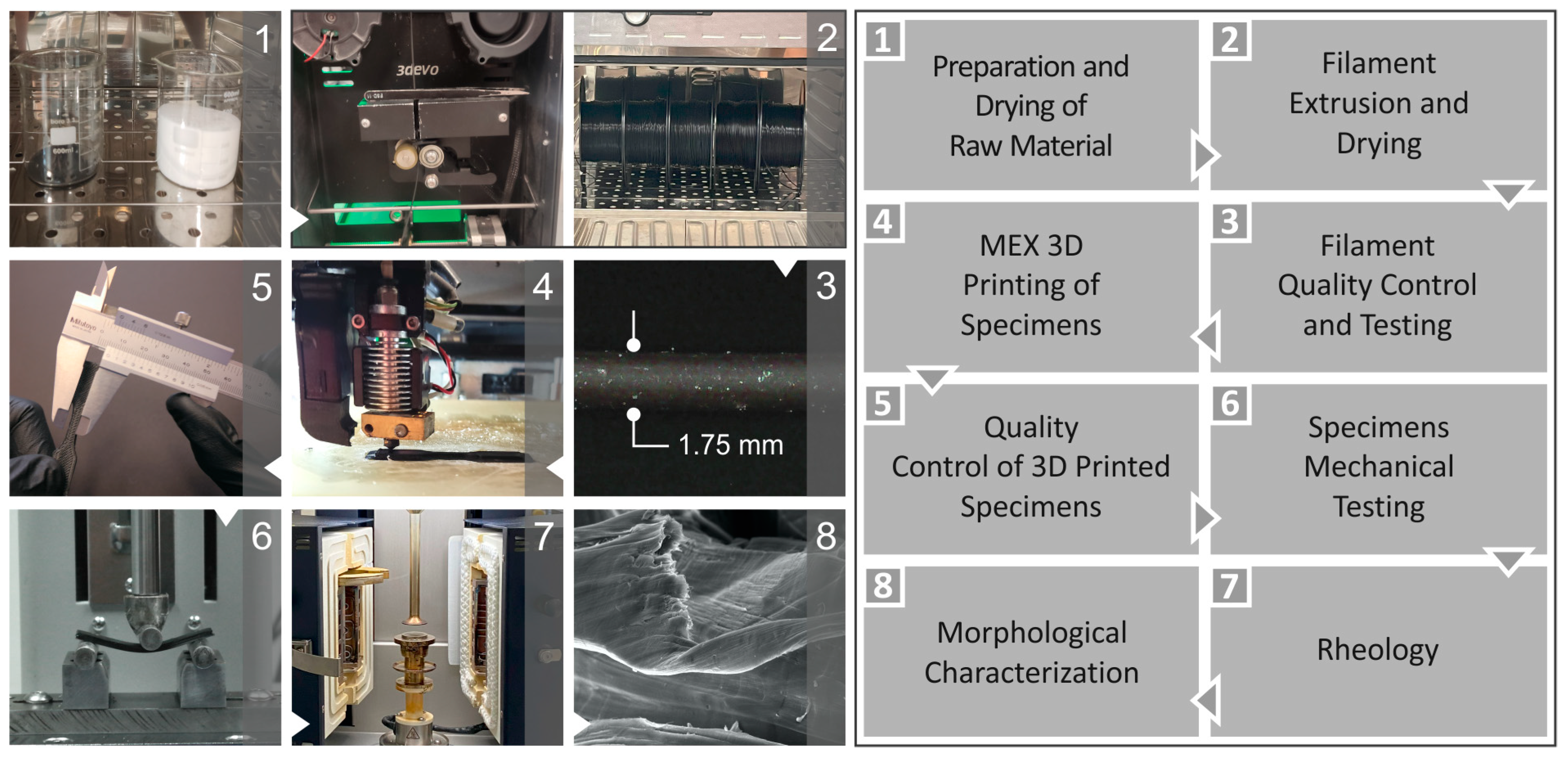
2.3. Composite Preparation, Filaments, and 3D Specimen Fabrication
2.4. Mechanical Tests
- Tensile testing was performed according to the ASTM D638-02a international standard. The samples were V-type tensile specimens having a height of 3.2 mm, and the utilized device was a tension/flexure test Imada MX2 from Imada Inc. (Northbrook, IL, USA) in tensile mode, accompanied by standardized grips.
- Flexural testing was based on the ASTM D790-10 international standard. The type of test was a three-point bending test, and the distance between the supports was set at 52.0 mm. Testing was also carried out using the same device as that used for tensile testing, while being in the appropriate setup for flexural testing.
- Charpy impact testing followed the instructions of the ASTM D6110-04 international standard. The apparatus used was a model MT 220 (Terco, Kungens Kurva, Sweden), compatible with the Charpy protocol for impact testing.
- Vickers microhardness measurements were performed according to ASTM E384-17 [97]. They were performed using the Innova Test model name 300 from Innovatest (Europe BV, Maastricht, The Netherlands). Prior to microhardness measurements, the surfaces of the specimens were meticulously polished. The samples were subjected to a 100 g force (gF) for a time period of 10 s to create the indentation.
2.5. Raman Spectra
- The acquired spectra ranged between 50 and 3900 cm−1.
- The spectrometer was equipped with a grating of 600 grooves/mm, providing a spectral resolution of 2 cm⁻¹.
- The sample exposure time was 10 s at each measurement location.
- For statistical purposes, at each point, we acquired 5 accumulations.
- The imaging lateral resolution was 1.7 μm, whereas the axial resolution was 2 μm.
- The laser power measured at the surface of the sample was calculated to be 1.3 mW.
2.6. Thermal Investigation
2.7. Viscosity and MFR
2.8. Micro-Computed (μ-CT) Tomography
3. Results
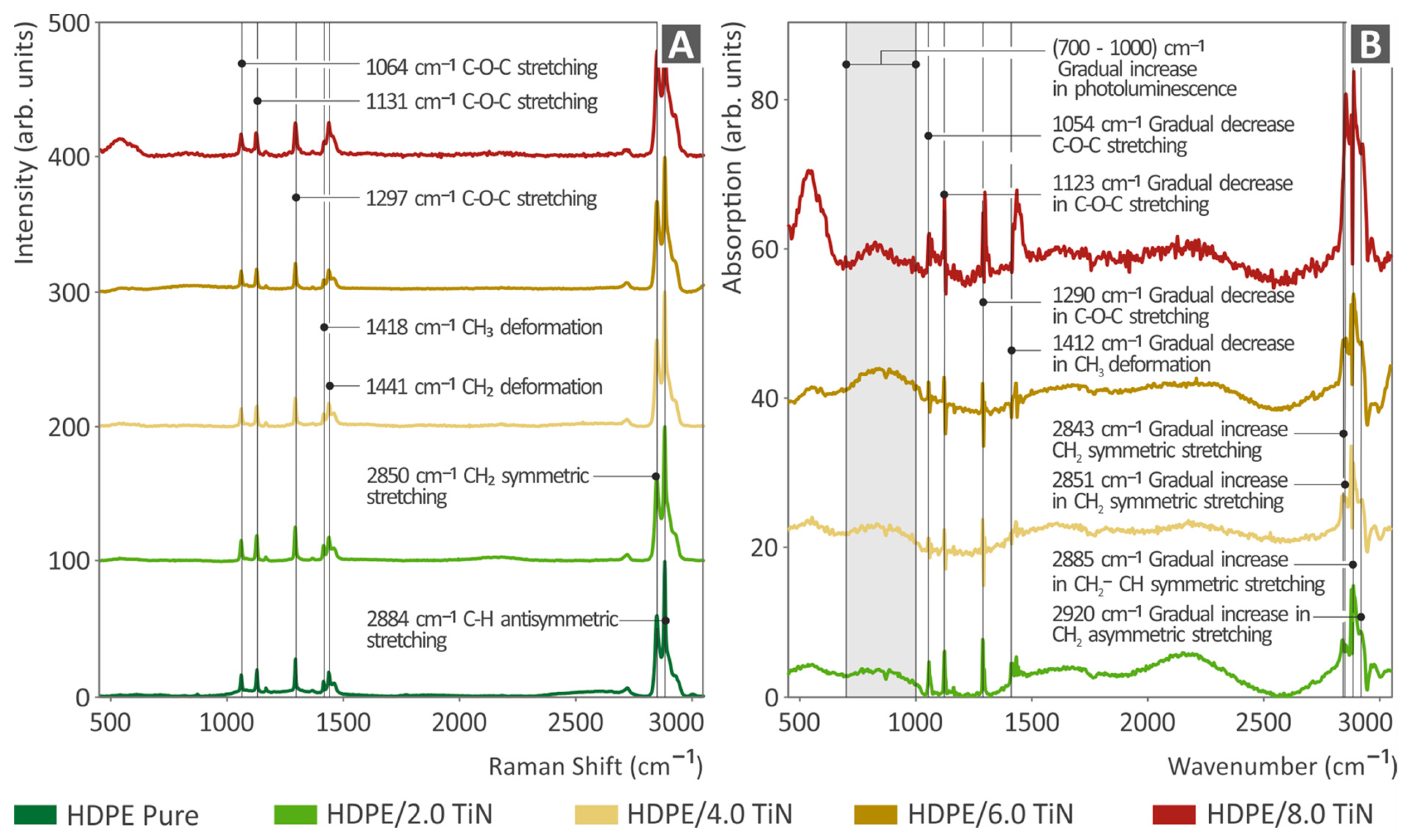
3.1. Raman Results of HDPE/TiN Composites
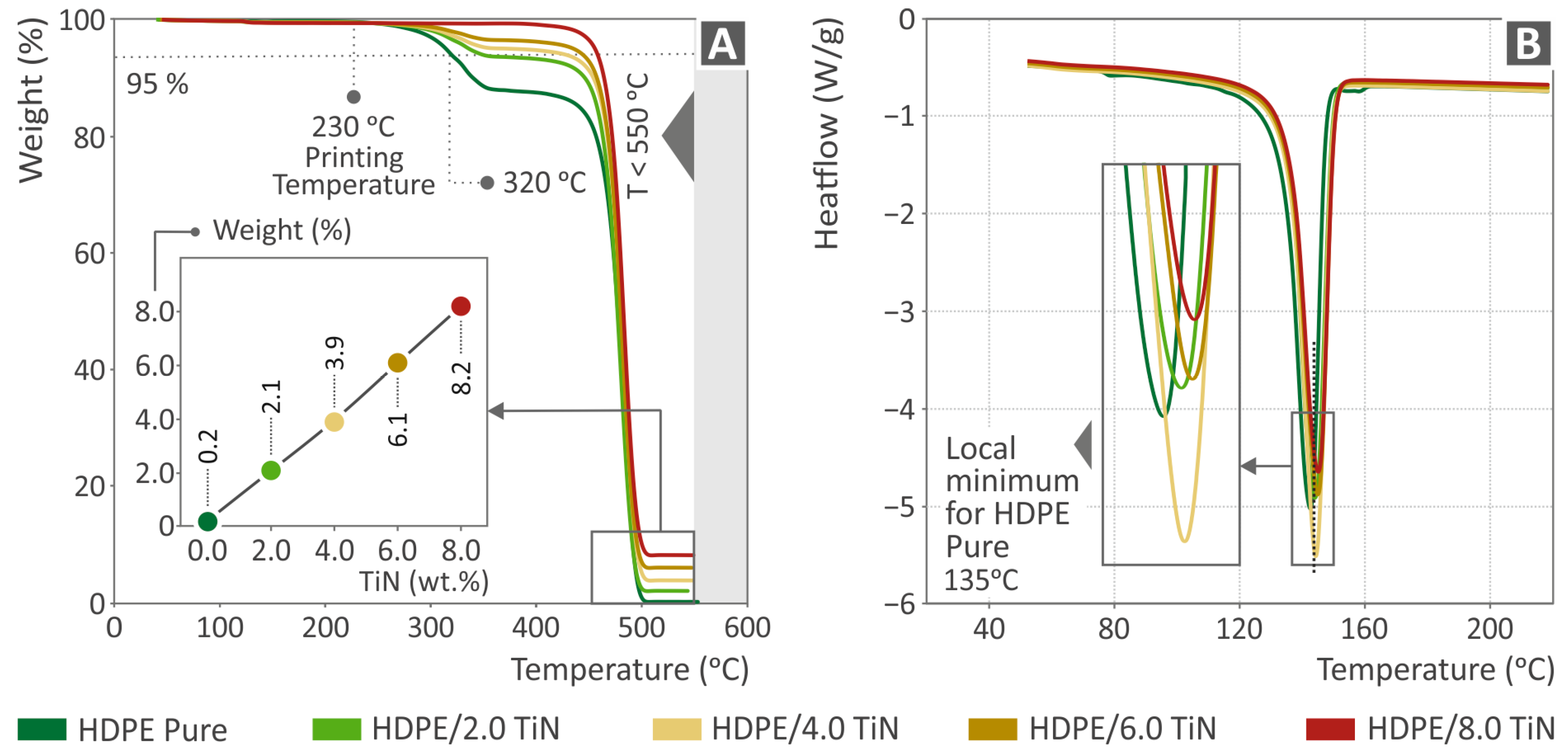
3.2. TGA and DSC Analysis Results
3.3. Viscosity and MFR Analyses
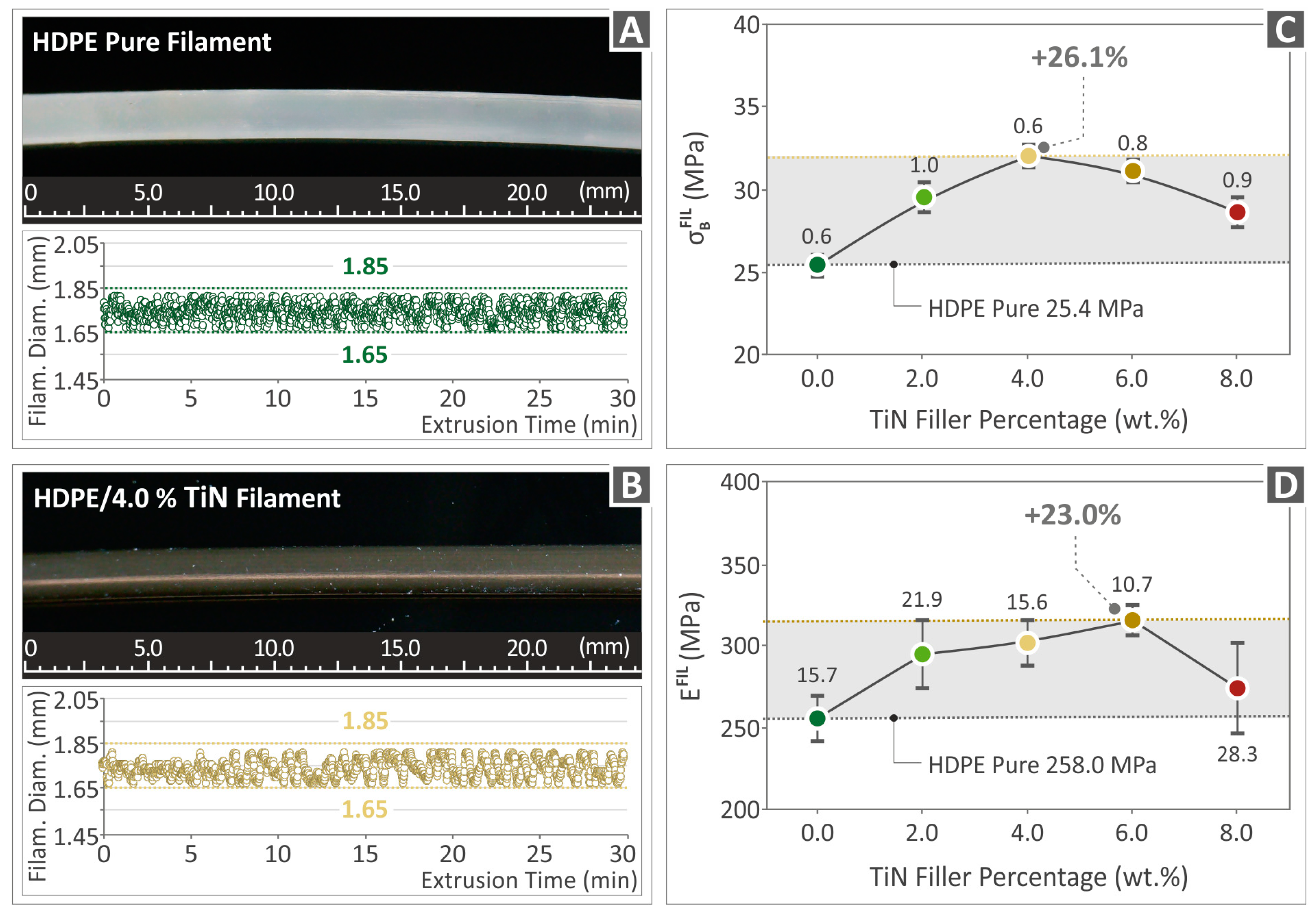
3.4. Monitoring of Filament
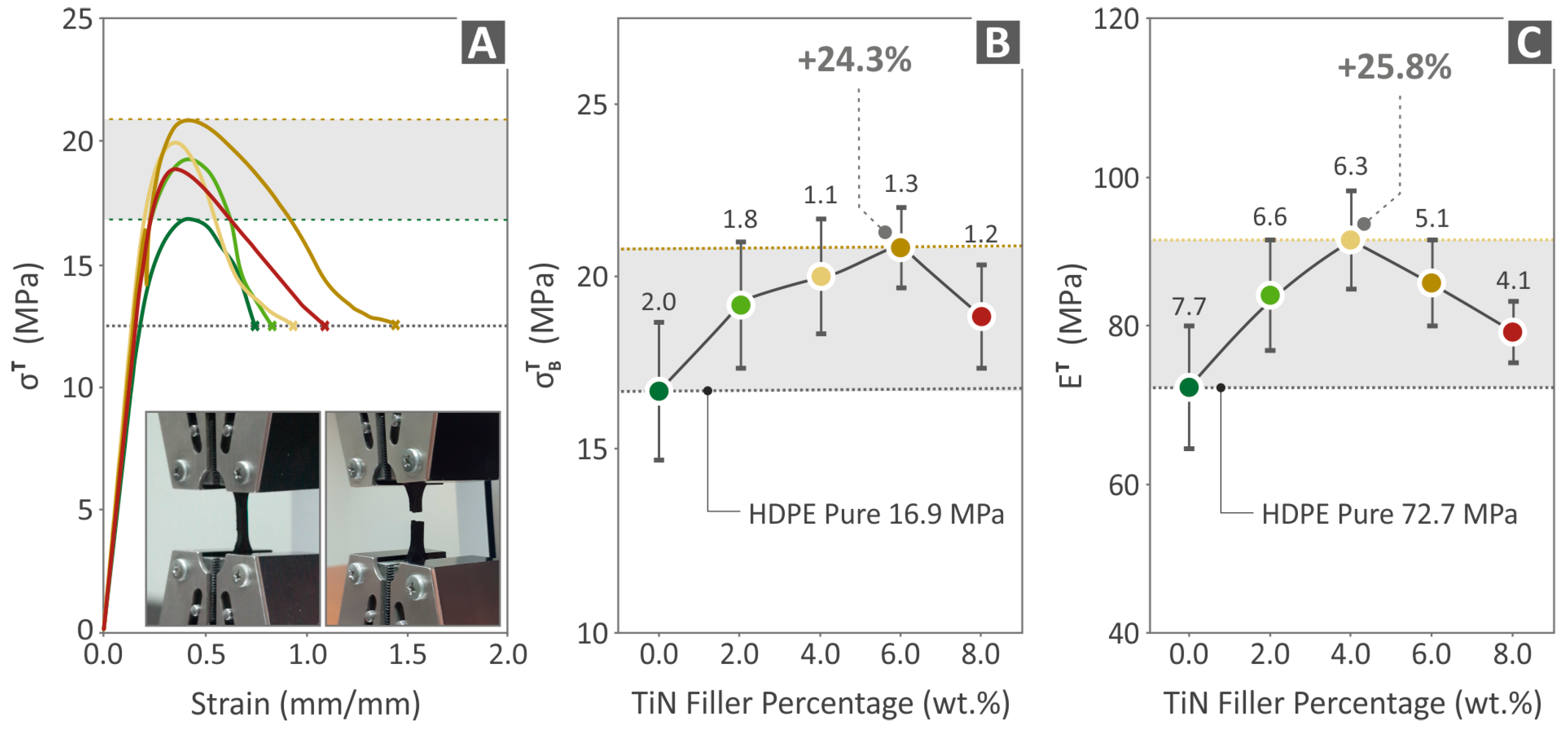
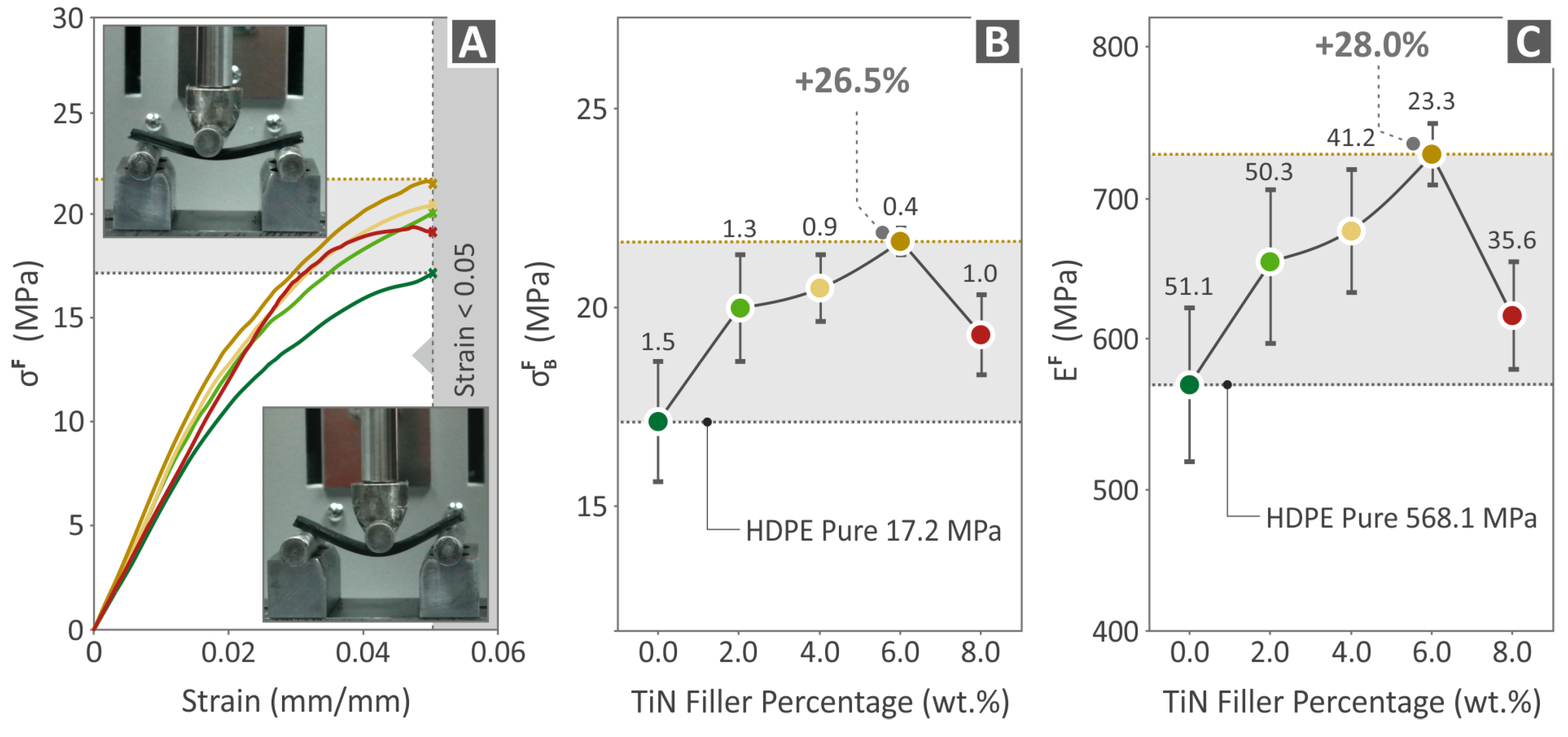
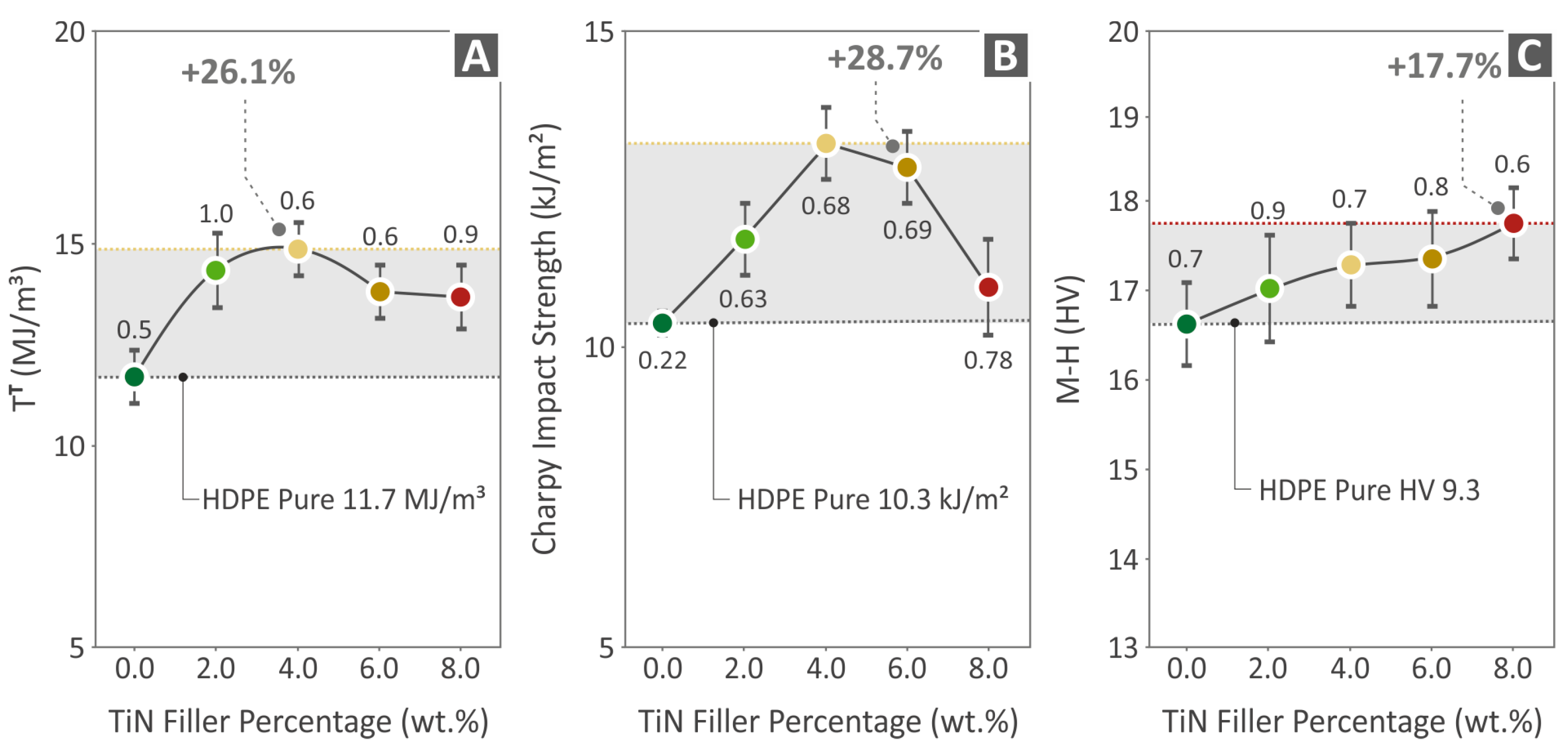
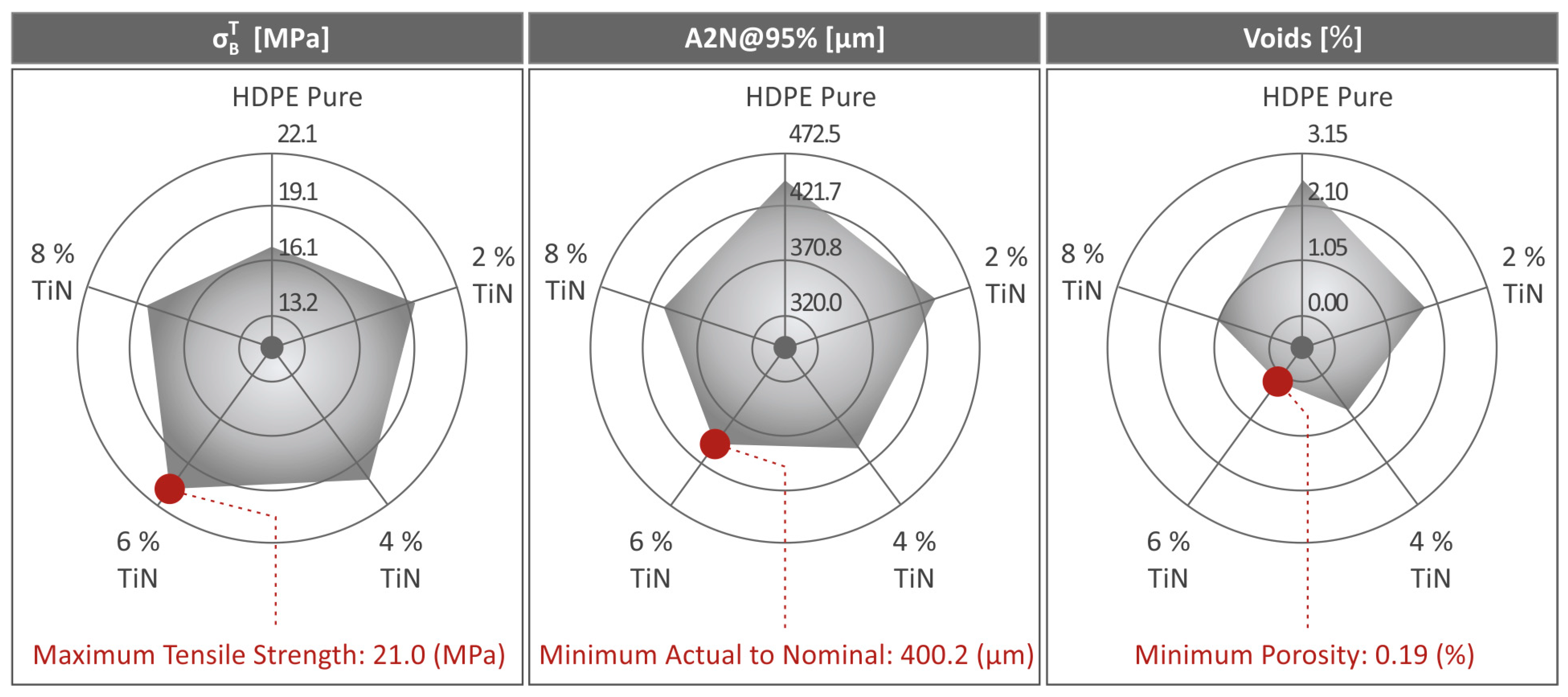
3.5. Mechanical Tests Results
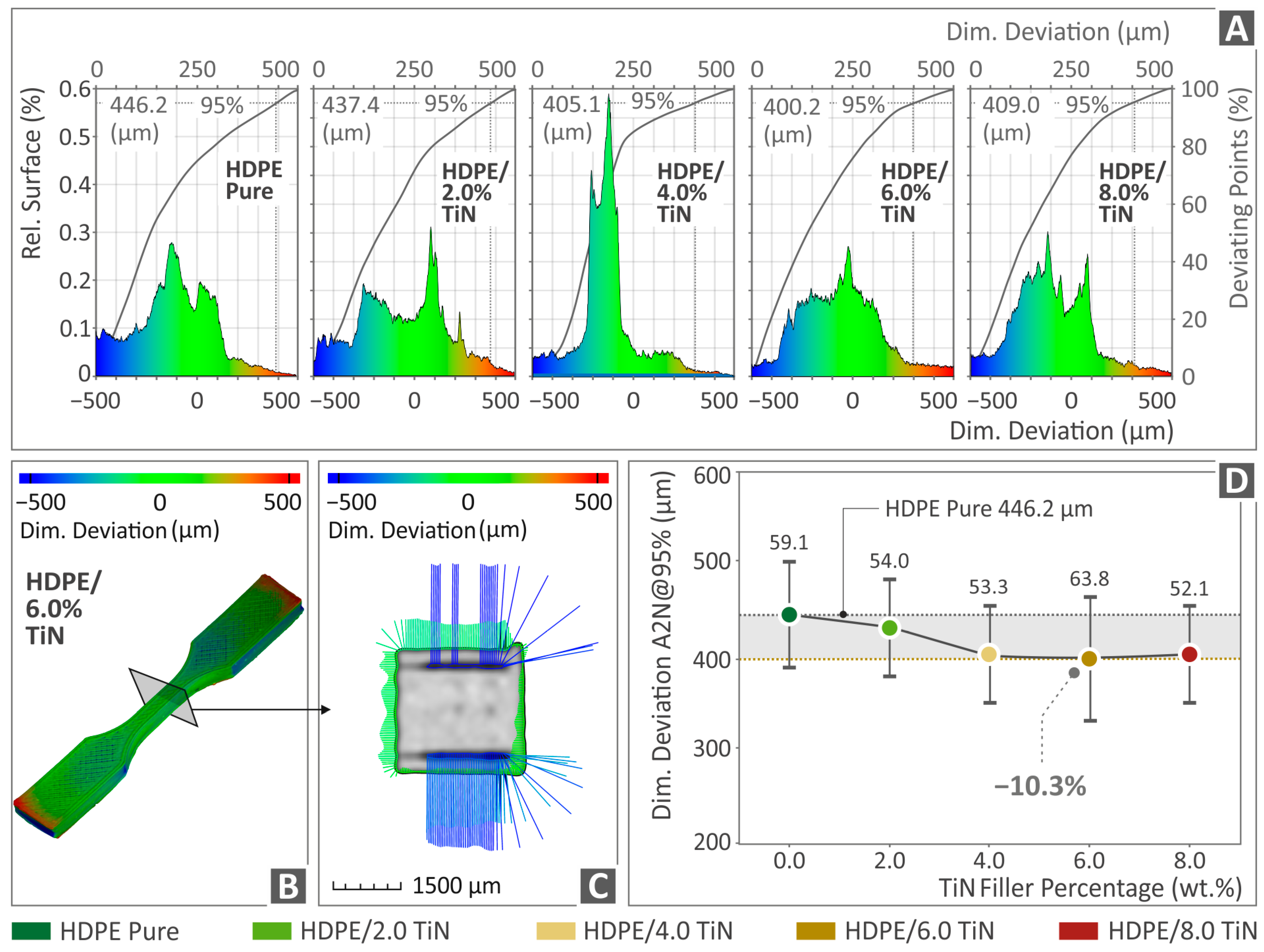
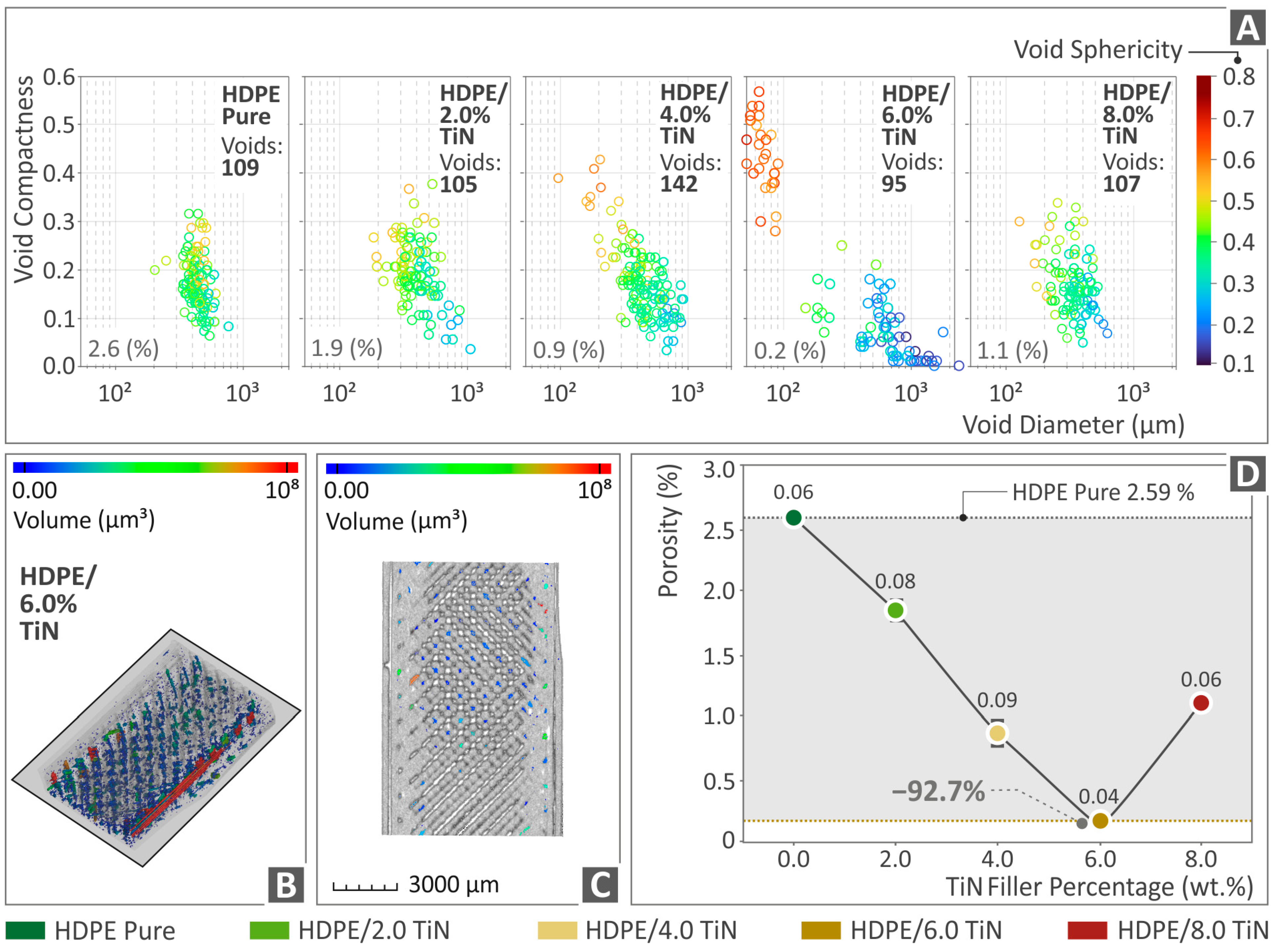
3.6. Micro-CT of the Specimens
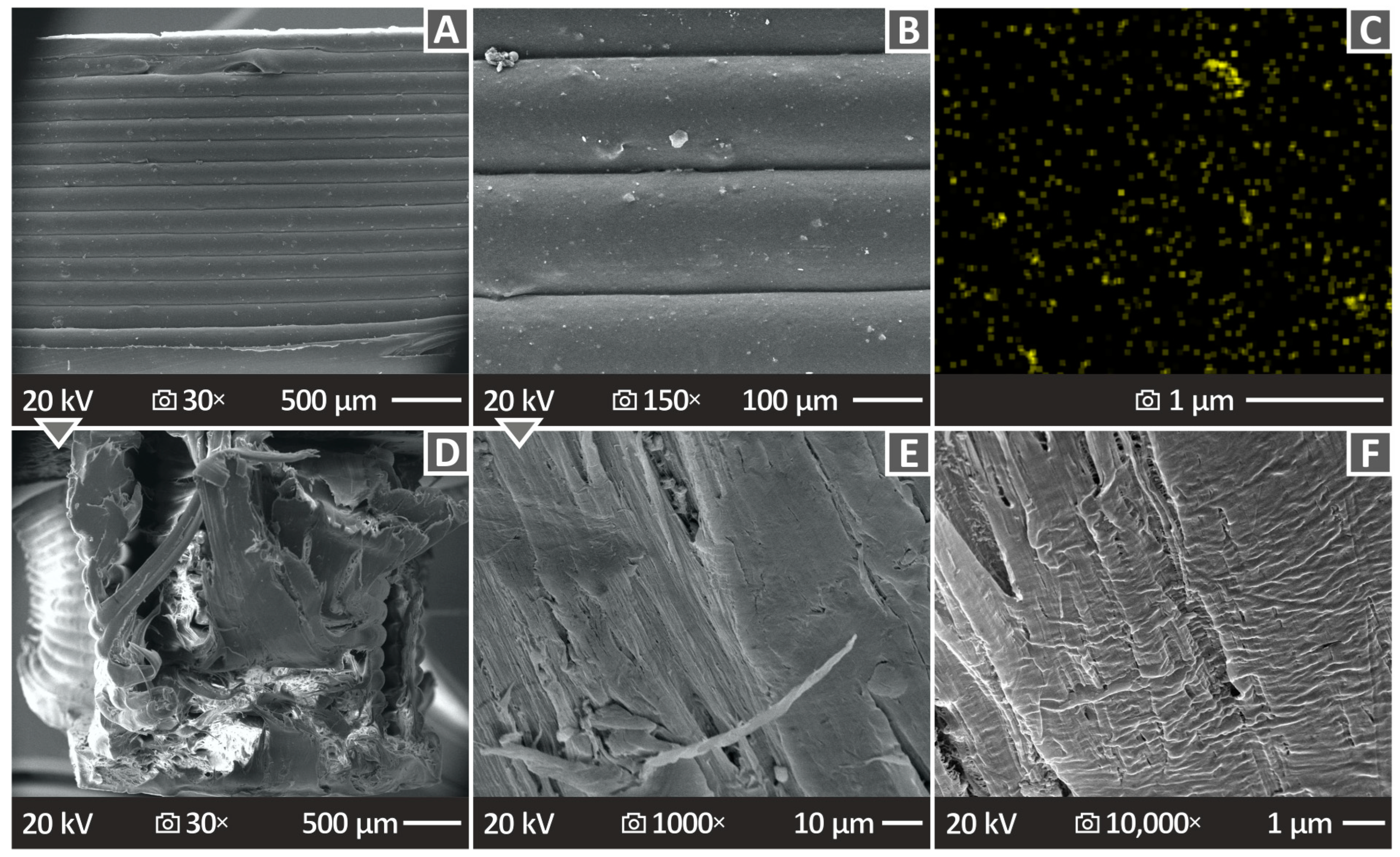
3.7. Morphological Characteristics of the Samples, Evaluated with SEM
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shanmugam, V.; Rajendran, D.J.J.; Babu, K.; Rajendran, S.; Veerasimman, A.; Marimuthu, U.; Singh, S.; Das, O.; Neisiany, R.E.; Hedenqvist, M.S.; et al. The Mechanical Testing and Performance Analysis of Polymer-Fibre Composites Prepared through the Additive Manufacturing. Polym. Test. 2021, 93, 106925. [Google Scholar] [CrossRef]
- Petousis, M.; Vidakis, N.; Mountakis, N.; Papadakis, V.; Kanellopoulou, S.; Gaganatsiou, A.; Stefanoudakis, N.; Kechagias, J. Multifunctional Material Extrusion 3D-Printed Antibacterial Polylactic Acid (PLA) with Binary Inclusions: The Effect of Cuprous Oxide and Cellulose Nanofibers. Fibers 2022, 10, 52. [Google Scholar] [CrossRef]
- McKeown, P.; Jones, M.D. The Chemical Recycling of PLA: A Review. Sustain. Chem. 2020, 1, 1–22. [Google Scholar] [CrossRef]
- Attaran, M. The Rise of 3-D Printing: The Advantages of Additive Manufacturing over Traditional Manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Monfared, V.; Ramakrishna, S.; Nasajpour-Esfahani, N.; Toghraie, D.; Hekmatifar, M.; Rahmati, S. Science and Technology of Additive Manufacturing Progress: Processes, Materials, and Applications. Met. Mater. Int. 2023, 29, 3442–3470. [Google Scholar] [CrossRef]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive Manufacturing: Scientific and Technological Challenges, Market Uptake and Opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Jasiuk, I.; Abueidda, D.W.; Kozuch, C.; Pang, S.; Su, F.Y.; McKittrick, J. An Overview on Additive Manufacturing of Polymers. JOM 2018, 70, 275–283. [Google Scholar] [CrossRef]
- Chiulan, I.; Frone, A.; Brandabur, C.; Panaitescu, D. Recent Advances in 3D Printing of Aliphatic Polyesters. Bioengineering 2017, 5, 2. [Google Scholar] [CrossRef]
- Kumar, L.J.; Pandey, P.M. 3D Printing and Additive Manufacturing Technologies; Kumar, L.J., Pandey, P.M., Wimpenny, D.I., Eds.; Springer: Singapore, 2019; ISBN 978-981-13-0304-3. [Google Scholar]
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Kumar, S. Additive Manufacturing Processes; Springer International Publishing: Cham, Switzerland, 2020; ISBN 978-3-030-45088-5. [Google Scholar]
- Wimpenny, D.I.; Pandey, P.M.; Kumar, L.J. (Eds.) Advances in 3D Printing & Additive Manufacturing Technologies; Springer: Singapore, 2017; ISBN 978-981-10-0811-5. [Google Scholar]
- Chua, C.K.; Leong, K.F. 3D Printing and Additive Manufacturing; World Scientific: Singapore, 2013; ISBN 978-981-4571-40-1. [Google Scholar]
- Chua, C.K.; Matham, M.V.; Kim, Y.-J. Lasers in 3D Printing and Manufacturing; World Scientific: Singapore, 2015; Volume 2, ISBN 978-981-4656-41-2. [Google Scholar]
- Meboldt, M.; Klahn, C. (Eds.) Industrializing Additive Manufacturing-Proceedings of Additive Manufacturing in Products and Applications-AMPA2017; Springer International Publishing: Cham, Switzerland, 2018; ISBN 978-3-319-66865-9. [Google Scholar]
- de Leon, A.C.; Chen, Q.; Palaganas, N.B.; Palaganas, J.O.; Manapat, J.; Advincula, R.C. High Performance Polymer Nanocomposites for Additive Manufacturing Applications. React. Funct. Polym. 2016, 103, 141–155. [Google Scholar] [CrossRef]
- Schiller, G.J. Additive Manufacturing for Aerospace. In Proceedings of the 2015 IEEE Aerospace Conference, Big Sky, MT, USA, 7–14 March 2015; IEEE: Piscataway, NJ, USA, 2015; pp. 1–8. [Google Scholar]
- Goh, G.L.; Zhang, H.; Chong, T.H.; Yeong, W.Y. 3D Printing of Multilayered and Multimaterial Electronics: A Review. Adv. Electron. Mater. 2021, 7, 2100445. [Google Scholar] [CrossRef]
- Lu, B.-H.; Lan, H.-B.; Liu, H.-Z. Additive Manufacturing Frontier: 3D Printing Electronics. Opto-Electron. Adv. 2018, 1, 17000401–17000410. [Google Scholar] [CrossRef]
- Ganesh Sarvankar, S.; Yewale, S.N. Additive Manufacturing in Automobile Industry. Int. J. Res. Aeronaut. Mech. Eng. 2019, 7, 1–10. [Google Scholar]
- Guo, N.; Leu, M.C. Additive Manufacturing: Technology, Applications and Research Needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Al Rashid, A.; Khan, S.A.; Al-Ghamdi, S.G.; Koç, M. Additive Manufacturing: Technology, Applications, Markets, and Opportunities for the Built Environment. Autom. Constr. 2020, 118, 103268. [Google Scholar] [CrossRef]
- Yu, D.M.; Fang, A.; Zhang, J.B. 3D Printing: Technology and Application. Met. World 2013, 6, 6–11. [Google Scholar]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer International Publishing: Cham, Switzerland, 2021; ISBN 978-3-030-56126-0. [Google Scholar]
- Dimitrov, D.; Schreve, K.; de Beer, N. Advances in Three Dimensional Printing–State of the Art and Future Perspectives. Rapid Prototyp. J. 2006, 12, 136–147. [Google Scholar] [CrossRef]
- Chen, L.; He, Y.; Yang, Y.; Niu, S.; Ren, H. The Research Status and Development Trend of Additive Manufacturing Technology. Int. J. Adv. Manuf. Technol. 2017, 89, 3651–3660. [Google Scholar] [CrossRef]
- Wu, H.; Fahy, W.P.; Kim, S.; Kim, H.; Zhao, N.; Pilato, L.; Kafi, A.; Bateman, S.; Koo, J.H. Recent Developments in Polymers/Polymer Nanocomposites for Additive Manufacturing. Prog. Mater. Sci. 2020, 111, 100638. [Google Scholar] [CrossRef]
- Chuang, K.C.; Grady, J.E.; Draper, R.D.; Patterson, C.; Santelle, T.D. Additive Manufacturing and Characterization of Ultem Polymers and Composites. In Proceedings of the CAMX-The Composites and Advanced Materials Expo, Atlanta, GA, USA, 30 October–2 November 2023. [Google Scholar]
- Mazzei Capote, G.A.; Rudolph, N.M.; Osswald, P.V.; Osswald, T.A. Failure Surface Development for ABS Fused Filament Fabrication Parts. Addit. Manuf. 2019, 28, 169–175. [Google Scholar] [CrossRef]
- Roach, D.J.; Roberts, C.; Wong, J.; Kuang, X.; Kovitz, J.; Zhang, Q.; Spence, T.G.; Qi, H.J. Surface Modification of Fused Filament Fabrication (FFF) 3D Printed Substrates by Inkjet Printing Polyimide for Printed Electronics. Addit. Manuf. 2020, 36, 101544. [Google Scholar] [CrossRef]
- Nordin, N.A.B.; Johar, M.A.B.; Ibrahim, M.H.I.; Marwah, O.M.F.B. Advances in High Temperature Materials for Additive Manufacturing. IOP Conf. Ser. Mater. Sci. Eng. 2017, 226, 12176. [Google Scholar] [CrossRef]
- Stansbury, J.W.; Idacavage, M.J. 3D Printing with Polymers: Challenges among Expanding Options and Opportunities. Dent. Mater. 2016, 32, 54–64. [Google Scholar] [CrossRef]
- Muhammad, M.S.; Kerbache, L.; Elomri, A. Potential of Additive Manufacturing for Upstream Automotive Supply Chains. Supply Chain. Forum Int. J. 2022, 23, 1–19. [Google Scholar] [CrossRef]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of Additive Manufacturing Technologies and Applications in the Aerospace Industry. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 7–31. [Google Scholar]
- Revilla-León, M.; Meyers, M.J.; Zandinejad, A.; Özcan, M. A Review on Chemical Composition, Mechanical Properties, and Manufacturing Work Flow of Additively Manufactured Current Polymers for Interim Dental Restorations. J. Esthet. Restor. Dent. 2019, 31, 51–57. [Google Scholar] [CrossRef]
- Revilla-León, M.; Sadeghpour, M.; Özcan, M. A Review of the Applications of Additive Manufacturing Technologies Used to Fabricate Metals in Implant Dentistry. J. Prosthodont. 2020, 29, 579–593. [Google Scholar] [CrossRef]
- Revilla-León, M.; Meyer, M.J.; Özcan, M. Metal Additive Manufacturing Technologies: Literature Review of Current Status and Prosthodontic Applications. Int. J. Comput. Dent. 2019, 22, 55–67. [Google Scholar]
- Alammar, A.; Kois, J.C.; Revilla-León, M.; Att, W. Additive Manufacturing Technologies: Current Status and Future Perspectives. J. Prosthodont. 2022, 31, 4–12. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef]
- Joel, R. Fried Polymer Science and Technology; Prentice Hall: Hoboken, NJ, USA, 2014; ISBN 0137039557. [Google Scholar]
- Callister, W.D.; Rethwisch, D.G.; Blicblau, A.; Bruggeman, K.; Cortie, M.; Long, J.; Hart, J.; Marceau, R.; Mitchell, R. Materials Science and Engineering: An Introduction, 9th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2014. [Google Scholar]
- Dominick Rosato, D.R. Plastics Engineered Product Design; Elsevier: Amsterdam, The Netherlands, 2003; ISBN 9781856174169. [Google Scholar]
- Vidakis, N.; Petousis, M.; Maniadi, A. Sustainable Additive Manufacturing: Mechanical Response of High-Density Polyethylene over Multiple Recycling Processes. Recycling 2021, 6, 4. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Kalderis, D.; Michailidis, N.; Maravelakis, E.; Saltas, V.; Bolanakis, N.; Papadakis, V.; Spiridaki, M.; Argyros, A. Reinforced HDPE with Optimized Biochar Content for Material Extrusion Additive Manufacturing: Morphological, Rheological, Electrical, and Thermomechanical Insights. Biochar 2024, 6, 37. [Google Scholar] [CrossRef]
- Vidakis, N.; Michailidis, N.; Petousis, M.; Nasikas, N.K.; Saltas, V.; Papadakis, V.; Mountakis, N.; Argyros, A.; Spiridaki, M.; Valsamos, I. Multifunctional HDPE/Cu Biocidal Nanocomposites for MEX Additive Manufactured Parts: Perspectives for the Defense Industry. Def. Technol. 2024, in press. [Google Scholar] [CrossRef]
- Biron, M. Thermoplastics and Thermoplastic Composites; Elsevier: Amsterdam, The Netherlands, 2007; ISBN 9781856174787. [Google Scholar]
- Benham, E.; McDaniel, M. Ethylene Polymers, HDPE. In Encyclopedia of Polymer Science and Technology; Wiley: Hoboken, NJ, USA, 2010. [Google Scholar]
- Abeysinghe, S.; Gunasekara, C.; Bandara, C.; Nguyen, K.; Dissanayake, R.; Mendis, P. Engineering Performance of Concrete Incorporated with Recycled High-Density Polyethylene (HDPE)—A Systematic Review. Polymers 2021, 13, 1885. [Google Scholar] [CrossRef]
- Musa, E.T.; Hamza, A.; Ahmed, A.S.; Ishiuku, U.S. Investigation of the Mechanical and Morphological Properties of High-Density Polyethylene (Hdpe)/Leather Waste Composites. IOSR J. Appl. Chem. 2017, 10, 48–58. [Google Scholar] [CrossRef]
- Torres-Huerta, A.M.; Domínguez-Crespo, M.A.; Palma-Ramírez, D.; Flores-Vela, A.I.; Castellanos-Alvarez, E.; Del-Angel-López, D. Preparation and Degradation Study of HDPE/PLA Polymer Blends for Packaging Applications. Rev. Mex. Ing. Química 2018, 19, 251–271. [Google Scholar] [CrossRef]
- Dusunceli, N.; Colak, O.U. The Effects of Manufacturing Techniques on Viscoelastic and Viscoplastic Behavior of High Density Polyethylene (HDPE). Mater. Des. 2008, 29, 1117–1124. [Google Scholar] [CrossRef]
- Pawlak, A.; Galeski, A. Plastic Deformation of Crystalline Polymers: The Role of Cavitation and Crystal Plasticity. Macromolecules 2005, 38, 9688–9697. [Google Scholar] [CrossRef]
- Mulinari, D.; Voorwald, H.; Cioffi, M.; Dasilva, M.; Dacruz, T.; Saron, C. Sugarcane Bagasse Cellulose/HDPE Composites Obtained by Extrusion. Compos. Sci. Technol. 2009, 69, 214–219. [Google Scholar] [CrossRef]
- Kanagaraj, S.; Varanda, F.R.; Zhil’tsova, T.V.; Oliveira, M.S.A.; Simões, J.A.O. Mechanical Properties of High Density Polyethylene/Carbon Nanotube Composites. Compos. Sci. Technol. 2007, 67, 3071–3077. [Google Scholar] [CrossRef]
- Kim, J.I.; Ryu, S.H.; Chang, Y.W. Mechanical and Dynamic Mechanical Properties of Waste Rubber Powder/HDPE Composite. J. Appl. Polym. Sci. 2000, 77, 2595–2602. [Google Scholar] [CrossRef]
- Zhang, S.; Cao, X.Y.; Ma, Y.M.; Ke, Y.C.; Zhang, J.K.; Wang, F.S. The Effects of Particle Size and Content on the Thermal Conductivity and Mechanical Properties of Al2O3/High Density Polyethylene (HDPE) Composites. Express Polym. Lett. 2011, 5, 581–590. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, J.; Han, L.; Xiang, F. Crystallization and Mechanical Properties of T-ZnOw/HDPE Composites. Mater. Sci. Eng. A 2009, 501, 220–228. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Koudoumas, E.; Liebscher, M.; Tzounis, L. Mechanical Properties of 3D-Printed Acrylonitrile–Butadiene–Styrene TiO2 and ATO Nanocomposites. Polymers 2020, 12, 1589. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Koudoumas, E.; Kenanakis, G.; Romanitan, C.; Tutunaru, O.; Suchea, M.; Kechagias, J. The Mechanical and Physical Properties of 3D-Printed Materials Composed of ABS-ZnO Nanocomposites and ABS-ZnO Microcomposites. Micromachines 2020, 11, 615. [Google Scholar] [CrossRef]
- Adhikary, K.B.; Pang, S.; Staiger, M.P. Dimensional Stability and Mechanical Behaviour of Wood–Plastic Composites Based on Recycled and Virgin High-Density Polyethylene (HDPE). Compos. B Eng. 2008, 39, 807–815. [Google Scholar] [CrossRef]
- Charoenvai, S. Durian Peels Fiber and Recycled HDPE Composites Obtained by Extrusion. Energy Procedia 2014, 56, 539–546. [Google Scholar] [CrossRef]
- Ávila, A.F.; Duarte, M. V A Mechanical Analysis on Recycled PET/HDPE Composites. Polym. Degrad. Stab. 2003, 80, 373–382. [Google Scholar] [CrossRef]
- Fouad, H.; Elleithy, R.; Al-Zahrani, S.M.; Ali, M.A. Characterization and Processing of High Density Polyethylene/Carbon Nano-Composites. Mater. Des. 2011, 32, 1974–1980. [Google Scholar] [CrossRef]
- Yuan, Q.; Yang, Y.; Chen, J.; Ramuni, V.; Misra, R.D.K.; Bertrand, K.J. The Effect of Crystallization Pressure on Macromolecular Structure, Phase Evolution, and Fracture Resistance of Nano-Calcium Carbonate-Reinforced High Density Polyethylene. Mater. Sci. Eng. A 2010, 527, 6699–6713. [Google Scholar] [CrossRef]
- Di, W.; Zhang, G.; Xu, J.; Peng, Y.; Wang, X.; Xie, Z. Positive-temperature-coefficient/Negative-temperature-coefficient Effect of Low-density Polyethylene Filled with a Mixture of Carbon Black and Carbon Fiber. J. Polym. Sci. B Polym. Phys. 2003, 41, 3094–3101. [Google Scholar] [CrossRef]
- Bharath Kumar, B.R.; Doddamani, M.; Zeltmann, S.E.; Gupta, N.; Uzma; Gurupadu, S.; Sailaja, R.R.N. Effect of Particle Surface Treatment and Blending Method on Flexural Properties of Injection-Molded Cenosphere/HDPE Syntactic Foams. J. Mater. Sci. 2016, 51, 3793–3805. [Google Scholar] [CrossRef]
- Bharath Kumar, B.R.; Doddamani, M.; Zeltmann, S.E.; Gupta, N.; Ramesh, M.R.; Ramakrishna, S. Processing of Cenosphere/HDPE Syntactic Foams Using an Industrial Scale Polymer Injection Molding Machine. Mater. Des. 2016, 92, 414–423. [Google Scholar] [CrossRef]
- Jayavardhan, M.L.; Bharath Kumar, B.R.; Doddamani, M.; Singh, A.K.; Zeltmann, S.E.; Gupta, N. Development of Glass Microballoon/HDPE Syntactic Foams by Compression Molding. Compos. B Eng. 2017, 130, 119–131. [Google Scholar] [CrossRef]
- Doddamani, M. Influence of Microballoon Wall Thickness on Dynamic Mechanical Analysis of Closed Cell Foams. Mater. Res. Express 2020, 6, 125348. [Google Scholar] [CrossRef]
- Jayavardhan, M.L.; Doddamani, M. Quasi-Static Compressive Response of Compression Molded Glass Microballoon/HDPE Syntactic Foam. Compos. B Eng. 2018, 149, 165–177. [Google Scholar] [CrossRef]
- Vidakis, N.; Mangelis, P.; Petousis, M.; Mountakis, N.; Papadakis, V.; Moutsopoulou, A.; Tsikritzis, D. Mechanical Reinforcement of ABS with Optimized Nano Titanium Nitride Content for Material Extrusion 3D Printing. Nanomaterials 2023, 13, 669. [Google Scholar] [CrossRef]
- Antoniadis, A.; Vidakis, N.; Bilalis, N. Fatigue Fracture Investigation of Cemented Carbide Tools in Gear Hobbing, Part 2: The Effect of Cutting Parameters on the Level of Tool Stresses-A Quantitative Parametric Analysis. J. Manuf. Sci. Eng. 2002, 124, 792–798. [Google Scholar] [CrossRef]
- Zhang, Y.; Sahasrabudhe, H.; Bandyopadhyay, A. Additive Manufacturing of Ti-Si-N Ceramic Coatings on Titanium. Appl. Surf. Sci. 2015, 346, 428–437. [Google Scholar] [CrossRef]
- Machunze, R.; Janssen, G.C.A.M. Stress and Strain in Titanium Nitride Thin Films. Thin Solid Film. 2009, 517, 5888–5893. [Google Scholar] [CrossRef]
- Santecchia, E.; Hamouda, A.M.S.; Musharavati, F.; Zalnezhad, E.; Cabibbo, M.; Spigarelli, S. Wear Resistance Investigation of Titanium Nitride-Based Coatings. Ceram. Int. 2015, 41, 10349–10379. [Google Scholar] [CrossRef]
- Wu, H.Z.; Chou, T.C.; Mishra, A.; Anderson, D.R.; Lampert, J.K.; Gujrathi, S.C. Characterization of Titanium Nitride Thin Films. Thin Solid Film. 1990, 191, 55–67. [Google Scholar] [CrossRef]
- Jiao, Q.; Zhou, T.; Zhang, N.; Liu, S.; Huang, Q.; Bi, W.; Chu, W.; Wu, X.; Zhu, Y.; Feng, Y.; et al. High-Surface-Area Titanium Nitride Nanosheets as Zinc Anode Coating for Dendrite-Free Rechargeable Aqueous Batteries. Sci. China Mater. 2022, 65, 1771–1778. [Google Scholar] [CrossRef]
- Dzogbewu, T.C.; du Preez, W.B. Additive Manufacturing of Titanium-Based Implants with Metal-Based Antimicrobial Agents. Metals 2021, 11, 453. [Google Scholar] [CrossRef]
- van Hove, R.P.; Sierevelt, I.N.; van Royen, B.J.; Nolte, P.A. Titanium-Nitride Coating of Orthopaedic Implants: A Review of the Literature. Biomed. Res. Int. 2015, 2015, 485975. [Google Scholar] [CrossRef]
- Song, P.; Liu, B.; Qiu, H.; Shi, X.; Cao, D.; Gu, J. MXenes for Polymer Matrix Electromagnetic Interference Shielding Composites: A Review. Compos. Commun. 2021, 24, 100653. [Google Scholar] [CrossRef]
- Simpkins, B.S.; Maximenko, S.I.; Baturina, O. Potential of TiN/GaN Heterostructures for Hot Carrier Generation and Collection. Nanomaterials 2022, 12, 837. [Google Scholar] [CrossRef]
- Naik, G.V.; Schroeder, J.L.; Ni, X.; Kildishev, A.V.; Sands, T.D.; Boltasseva, A. Titanium Nitride as a Plasmonic Material for Visible and Near-Infrared Wavelengths. Opt. Mater. Express 2012, 2, 478. [Google Scholar] [CrossRef]
- Briggs, J.A.; Naik, G.V.; Zhao, Y.; Petach, T.A.; Sahasrabuddhe, K.; Goldhaber-Gordon, D.; Melosh, N.A.; Dionne, J.A. Temperature-Dependent Optical Properties of Titanium Nitride. Appl. Phys. Lett. 2017, 110, 101901. [Google Scholar] [CrossRef]
- Patsalas, P.; Kalfagiannis, N.; Kassavetis, S. Optical Properties and Plasmonic Performance of Titanium Nitride. Materials 2015, 8, 3128–3154. [Google Scholar] [CrossRef]
- De Silva, K.-G.-G.C.; Finale, M.; Chowdhury, S. Plasmon Mediated Deposition of Ni on Titanium Nitride Nanoparticles: Applications in Enhanced Photoreduction of Bicarbonate. Mater. Res. Bull. 2022, 152, 111834. [Google Scholar] [CrossRef]
- Guler, U.; Zemlyanov, D.; Kim, J.; Wang, Z.; Chandrasekar, R.; Meng, X.; Stach, E.; Kildishev, A.V.; Shalaev, V.M.; Boltasseva, A. Plasmonic Titanium Nitride Nanostructures via Nitridation of Nanopatterned Titanium Dioxide. Adv. Opt. Mater. 2017, 5, 1600717. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Mountakis, N.; Korlos, A.; Papadakis, V.; Moutsopoulou, A. Trilateral Multi-Functional Polyamide 12 Nanocomposites with Binary Inclusions for Medical Grade Material Extrusion 3D Printing: The Effect of Titanium Nitride in Mechanical Reinforcement and Copper/Cuprous Oxide as Antibacterial Agents. J. Funct. Biomater. 2022, 13, 115. [Google Scholar] [CrossRef]
- Michailidis, N.; Petousis, M.; Moutsopoulou, A.; Argyros, A.; Ntintakis, I.; Papadakis, V.; Nasikas, N.K.; Vidakis, N. Engineering Response of Biomedical Grade Isotactic Polypropylene Reinforced with Titanium Nitride Nanoparticles for Material Extrusion Three-Dimensional Printing. Eur. J. Mater. 2024, 4, 2340944. [Google Scholar] [CrossRef]
- Petousis, M.; Vidakis, N.; Mountakis, N.; Moutsopoulou, A.; Papadakis, V.; Maravelakis, E. On the Substantial Mechanical Reinforcement of Polylactic Acid with Titanium Nitride Ceramic Nanofillers in Material Extrusion 3D Printing. Ceram. Int. 2023, 49, 16397–16411. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Mountakis, N.; Grammatikos, S.; Papadakis, V.; Kechagias, J.D.; Das, S.C. On the Thermal and Mechanical Performance of Polycarbonate/Titanium Nitride Nanocomposites in Material Extrusion Additive Manufacturing. Compos. Part C Open Access 2022, 8, 100291. [Google Scholar] [CrossRef]
- Pelto, J.; Verho, T.; Ronkainen, H.; Kaunisto, K.; Metsäjoki, J.; Seitsonen, J.; Karttunen, M. Matrix Morphology and the Particle Dispersion in HDPE Nanocomposites with Enhanced Wear Resistance. Polym. Test. 2019, 77, 105897. [Google Scholar] [CrossRef]
- Pelto, J.; Heino, V.; Karttunen, M.; Rytöluoto, I.; Ronkainen, H. Tribological Performance of High Density Polyethylene (HDPE) Composites with Low Nanofiller Loading. Wear 2020, 460–461, 203451. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Tzounis, L.; Grammatikos, S.A.; Porfyrakis, E.; Maniadi, A.; Mountakis, N. Sustainable Additive Manufacturing: Mechanical Response of Polyethylene Terephthalate Glycol over Multiple Recycling Processes. Materials 2021, 14, 1162. [Google Scholar] [CrossRef]
- ASTM D638-02; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM D790-17; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM D6110-18; Standard Test Method for Determining the Charpy Impact Resistance of Notched Specimens of Plastics. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM E384-17; Standard Test Method for Microindentation Hardness of Materials. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM D1238-13; Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer. ASTM International: West Conshohocken, PA, USA, 2020.
- Stuart, B.H. Temperature Studies of Polycarbonate Using Fourier Transform Raman Spectroscopy. Polym. Bull. 1996, 36, 341–346. [Google Scholar] [CrossRef]
- Resta, V.; Quarta, G.; Lomascolo, M.; Maruccio, L.; Calcagnile, L. Raman and Photoluminescence Spectroscopy of Polycarbonate Matrices Irradiated with Different Energy 28Si+ Ions. Vacuum 2015, 116, 82–89. [Google Scholar] [CrossRef]
- Zimmerer, C.; Matulaitiene, I.; Niaura, G.; Reuter, U.; Janke, A.; Boldt, R.; Sablinskas, V.; Steiner, G. Nondestructive Characterization of the Polycarbonate-Octadecylamine Interface by Surface Enhanced Raman Spectroscopy. Polym. Test. 2019, 73, 152–158. [Google Scholar] [CrossRef]
- Makarem, M.; Lee, C.M.; Kafle, K.; Huang, S.; Chae, I.; Yang, H.; Kubicki, J.D.; Kim, S.H. Probing Cellulose Structures with Vibrational Spectroscopy. Cellulose 2019, 26, 35–79. [Google Scholar] [CrossRef]
- Liu, X.; Zou, Y.; Li, W.; Cao, G.; Chen, W. Kinetics of Thermo-Oxidative and Thermal Degradation of Poly(d,l-Lactide) (PDLLA) at Processing Temperature. Polym. Degrad. Stab. 2006, 91, 3259–3265. [Google Scholar] [CrossRef]
- May, K.; Unterreiner, B.V.; Dapprich, S.; Ahlrichs, R. Structures and C–H Bond Energies of Hydrogenated Polycyclic Aromatic Hydrocarbons. Phys. Chem. Chem. Phys. 2000, 2, 5089–5092. [Google Scholar] [CrossRef]
- McCaffrey, W.C.; Cooper, D.G.; Kamal, M.R. Tertiary Recycling of Polyethylene: Mechanism of Liquid Production from Polyethylene by Thermolysis/Reactive Distillation. Polym. Degrad. Stab. 1998, 62, 513–521. [Google Scholar] [CrossRef]
- Aboulkas, A.; El harfi, K.; El Bouadili, A. Thermal Degradation Behaviors of Polyethylene and Polypropylene. Part I: Pyrolysis Kinetics and Mechanisms. Energy Convers. Manag. 2010, 51, 1363–1369. [Google Scholar] [CrossRef]
- Zhou, L.; Luo, T.; Huang, Q. Co-Pyrolysis Characteristics and Kinetics of Coal and Plastic Blends. Energy Convers. Manag. 2009, 50, 705–710. [Google Scholar] [CrossRef]
- Aboulkas, A.; El Harfi, K.; El Bouadili, A. Non-Isothermal Kinetic Studies on Co-Processing of Olive Residue and Polypropylene. Energy Convers. Manag. 2008, 49, 3666–3671. [Google Scholar] [CrossRef]
- Yu, Z.; Ma, X.; Liu, A. Thermogravimetric Analysis of Rice and Wheat Straw Catalytic Combustion in Air- and Oxygen-Enriched Atmospheres. Energy Convers. Manag. 2009, 50, 561–566. [Google Scholar] [CrossRef]
- Nomura, S. Chapter 12-Blast Furnace Feedstock and Coke Oven Chemical Feedstock. In Plastic Waste and Recycling; Letcher, T.M., Ed.; Academic Press: Cambridge, MA, USA, 2020; pp. 321–358. ISBN 978-0-12-817880-5. [Google Scholar]
- Niang, B.; Diallo, A.K.; Schiavone, N.; Askanian, H.; Verney, V.; Badji, A.M.; Diakite, M.K.; Ndiaye, D. Study of the Thermal, Rheological, Morphological and Mechanical Properties of Biocomposites Based on Rod-of Typha/HDPE Made up of Typha Stem and HDPE. Adv. Mater. Phys. Chem. 2018, 8, 340–357. [Google Scholar] [CrossRef]
- Kord, B.; Ravanfar, P.; Ayrilmis, N. Influence of Organically Modified Nanoclay on Thermal and Combustion Properties of Bagasse Reinforced HDPE Nanocomposites. J. Polym. Environ. 2017, 25, 1198–1207. [Google Scholar] [CrossRef]
- Murty, M.V.S.; Grulke, E.A.; Bhattacharyya, D. Influence of Metallic Additives on Thermal Degradation and Liquefaction of High Density Polyethylene (HDPE). Polym. Degrad. Stab. 1998, 61, 421–430. [Google Scholar] [CrossRef]
- Cai, Y.; Wei, Q.; Huang, F.; Lin, S.; Chen, F.; Gao, W. Thermal Stability, Latent Heat and Flame Retardant Properties of the Thermal Energy Storage Phase Change Materials Based on Paraffin/High Density Polyethylene Composites. Renew Energy 2009, 34, 2117–2123. [Google Scholar] [CrossRef]
- Iftekar, S.F.; Aabid, A.; Amir, A.; Baig, M. Advancements and Limitations in 3D Printing Materials and Technologies: A Critical Review. Polymers 2023, 15, 2519. [Google Scholar] [CrossRef]
- Tsioukas, V.; Pikridas, C.; Karolos, I.-A. Chapter 12-Challenges, Opportunities, and Limitations in 3D Printing. In 3D Printing: Applications in Medicine and Surgery; Tsoulfas, G., Bangeas, P.I., Suri, J.S., Eds.; Elsevier: St. Louis, MO, USA, 2020; pp. 151–155. ISBN 978-0-323-66164-5. [Google Scholar]
- Wang, X.; Zhao, L.; Fuh, J.Y.H.; Lee, H.P. Effect of Porosity on Mechanical Properties of 3D Printed Polymers: Experiments and Micromechanical Modeling Based on X-ray Computed Tomography Analysis. Polymers 2019, 11, 1154. [Google Scholar] [CrossRef]
- Liao, Y.; Liu, C.; Coppola, B.; Barra, G.; Di Maio, L.; Incarnato, L.; Lafdi, K. Effect of Porosity and Crystallinity on 3D Printed PLA Properties. Polymers 2019, 11, 1487. [Google Scholar] [CrossRef]
- Al-Maharma, A.Y.; Patil, S.P.; Markert, B. Effects of Porosity on the Mechanical Properties of Additively Manufactured Components: A Critical Review. Mater. Res. Express 2020, 7, 122001. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Papadakis, V.; Manousaki, A. MEX 3D Printed HDPE/TiO2 Nanocomposites Physical and Mechanical Properties Investigation. J. Compos. Sci. 2022, 6, 209. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wavenumber (cm−1) | Raman Spectrum Changes |
|---|---|
| 700–1000 | Gradual increase in photoluminescence |
| 1054 | Gradual decrease C-O-C stretching [99] |
| 1123 | Gradual decrease in C-O-C stretching [100] |
| 1290 | Gradual decrease in C-O-C stretching [99] |
| 1412 | Gradual decrease in CH3 deformation [99] |
| 2843 | Gradual increase CH2 symmetric stretching [102] |
| 2851 | Gradual increase in CH2 symmetric stretching [102] |
| 2885 | Gradual increase in CH2—CH symmetric stretching [102,103] |
| 2920 | Gradual increase in CH2 asymmetric stretching [102] |
| Increase | HDPE (Current Study) | ABS [71] | PA12 [87] | PP [88] | PLA [89] | PC [90] |
|---|---|---|---|---|---|---|
| Tensile strength | 24.3 | 18.1 | 45.5 | 41.5 | 43.4 | 35.5 |
| Flexural strength | 26.5 | 36.9 | 23.0 | 33.7 | 51.5 | 13.6 |
| Impact strength | 28.7 | decrease | 64.3 | 18.0 | 91.4 | 16.2 |
| microhardness | 17.7 | 62.7 | 22.2 | 44.8 | 27.3 | 20.2 |
| Optimum filler loading (wt. %) | 6.0 | 6.0 | 2.0 | 2.0 | 4.0 | 3.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petousis, M.; Sagris, D.; Papadakis, V.; Moutsopoulou, A.; Argyros, A.; David, C.; Valsamos, J.; Spiridaki, M.; Michailidis, N.; Vidakis, N. Optimization Course of Titanium Nitride Nanofiller Loading in High-Density Polyethylene: Interpretation of Reinforcement Effects and Performance in Material Extrusion 3D Printing. Polymers 2024, 16, 1702. https://doi.org/10.3390/polym16121702
Petousis M, Sagris D, Papadakis V, Moutsopoulou A, Argyros A, David C, Valsamos J, Spiridaki M, Michailidis N, Vidakis N. Optimization Course of Titanium Nitride Nanofiller Loading in High-Density Polyethylene: Interpretation of Reinforcement Effects and Performance in Material Extrusion 3D Printing. Polymers. 2024; 16(12):1702. https://doi.org/10.3390/polym16121702
Chicago/Turabian StylePetousis, Markos, Dimitris Sagris, Vassilis Papadakis, Amalia Moutsopoulou, Apostolos Argyros, Constantine David, John Valsamos, Mariza Spiridaki, Nikolaos Michailidis, and Nectarios Vidakis. 2024. "Optimization Course of Titanium Nitride Nanofiller Loading in High-Density Polyethylene: Interpretation of Reinforcement Effects and Performance in Material Extrusion 3D Printing" Polymers 16, no. 12: 1702. https://doi.org/10.3390/polym16121702
APA StylePetousis, M., Sagris, D., Papadakis, V., Moutsopoulou, A., Argyros, A., David, C., Valsamos, J., Spiridaki, M., Michailidis, N., & Vidakis, N. (2024). Optimization Course of Titanium Nitride Nanofiller Loading in High-Density Polyethylene: Interpretation of Reinforcement Effects and Performance in Material Extrusion 3D Printing. Polymers, 16(12), 1702. https://doi.org/10.3390/polym16121702