In this investigation, the silane concentration relative to the silica concentration was varied. In general, a fixed ratio of silica to silane is used; however, in the devulcanizate, carbon black as well as silica were already present in the feed material. Carbon black might interfere with the silanization of the additional filler by adsorbing and, thus, deactivating the silane, and the originally contained silica might become activated and, Thus, consume some of the added silane.
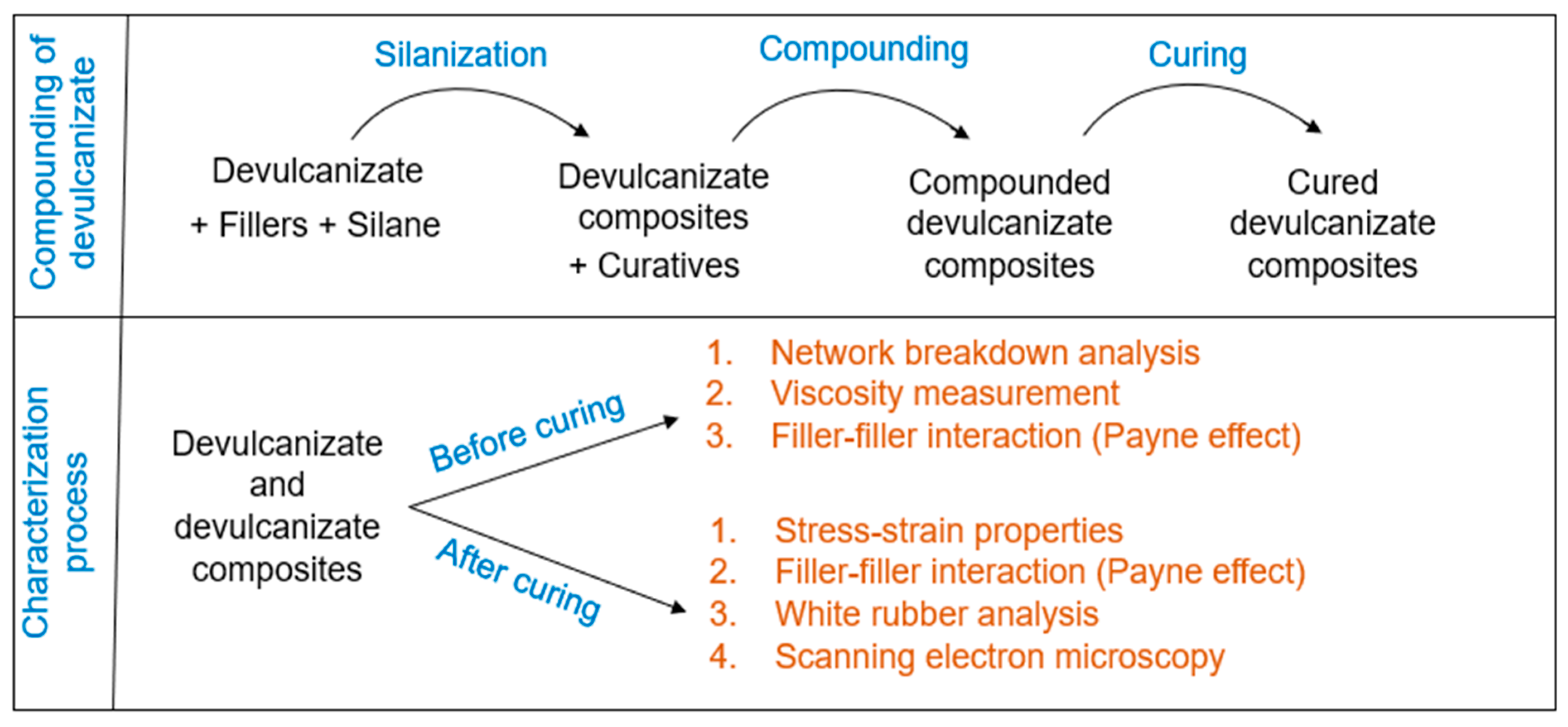
The devulcanizate was compounded with additional silica and varying amounts of silane. Highly dispersible silica (ULTRASIL® 7000GR) and TESPD were compounded in six different combinations, keeping the same revulcanizate formulation.
3.2. Results and Discussion
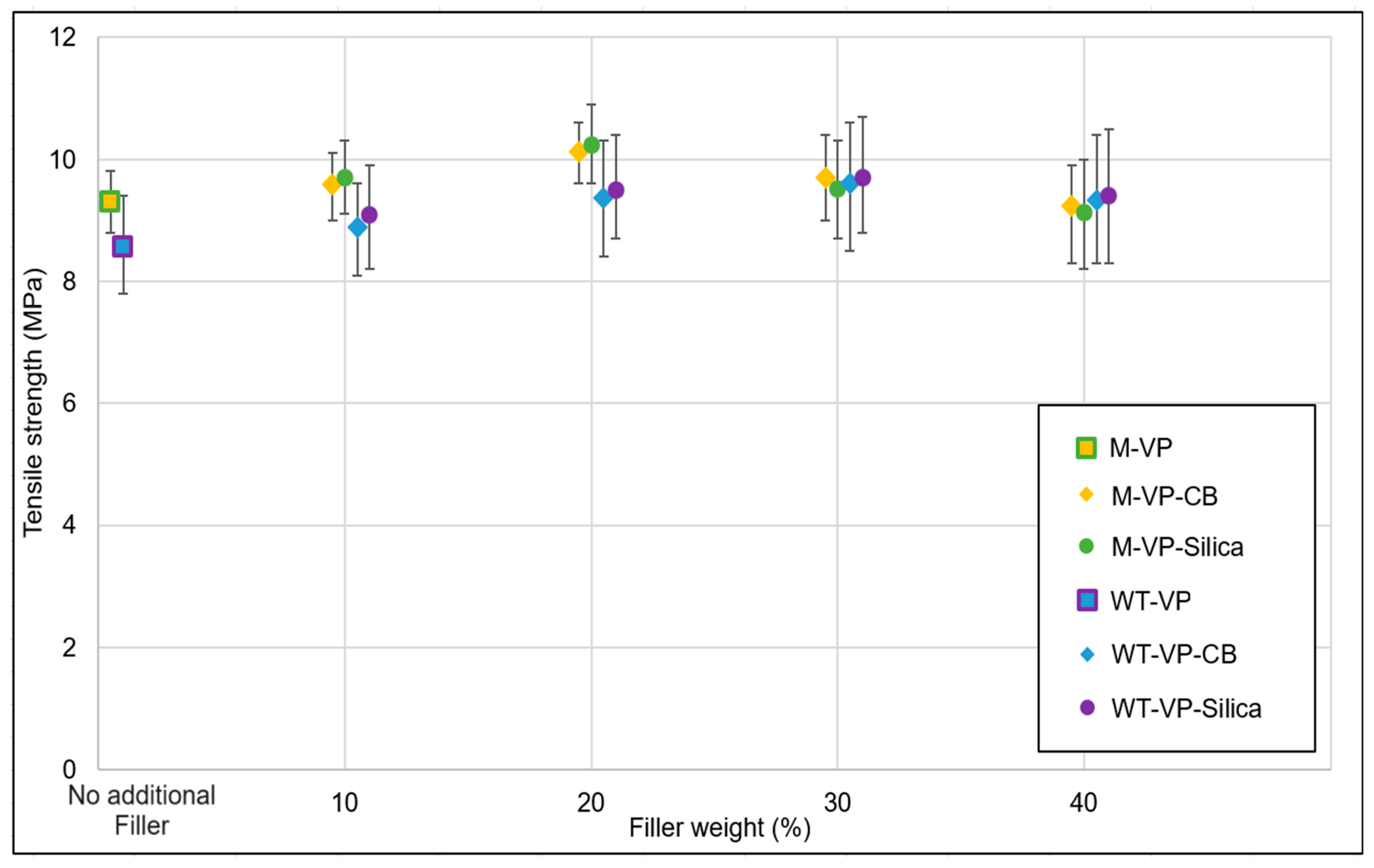
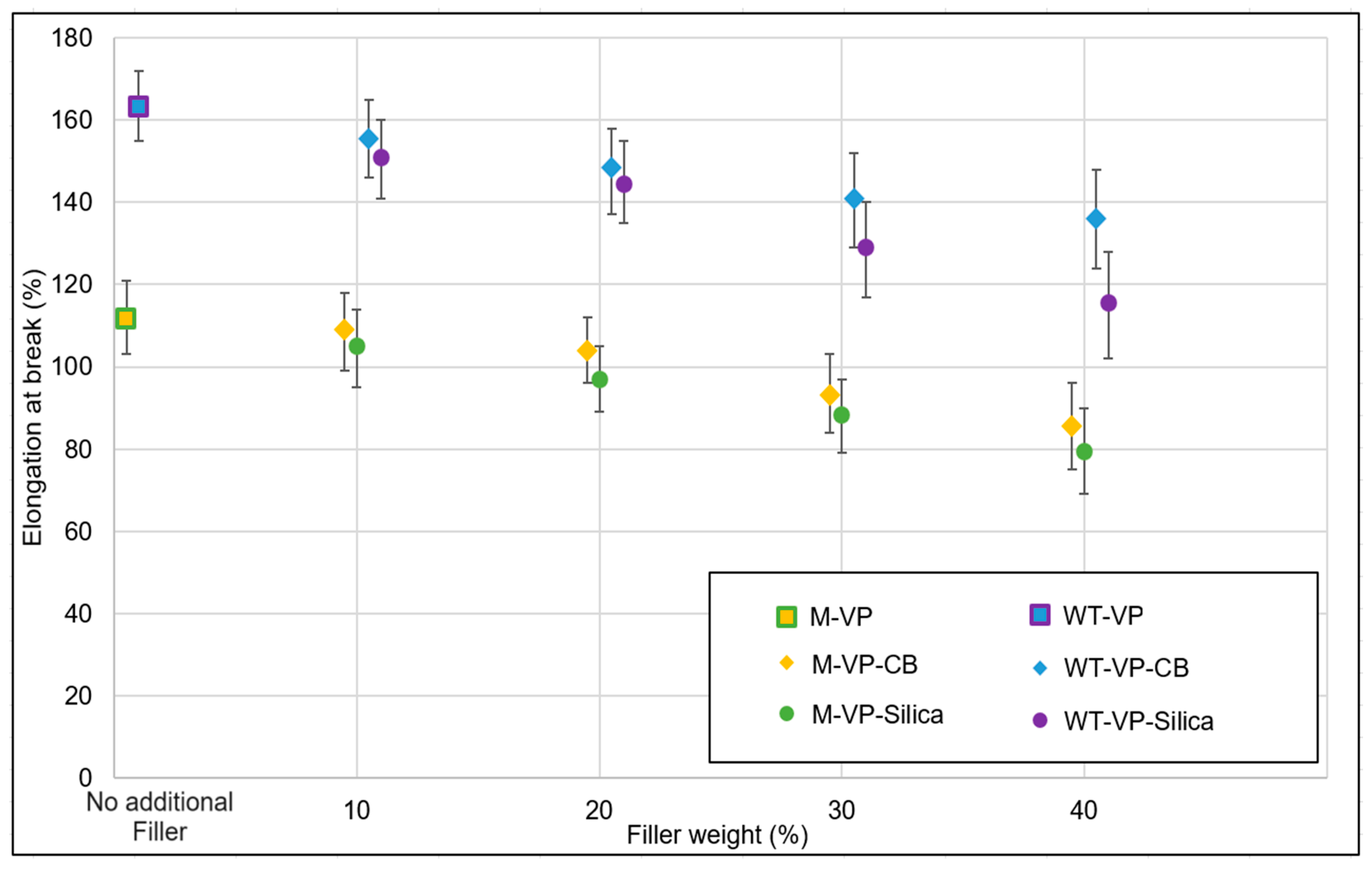
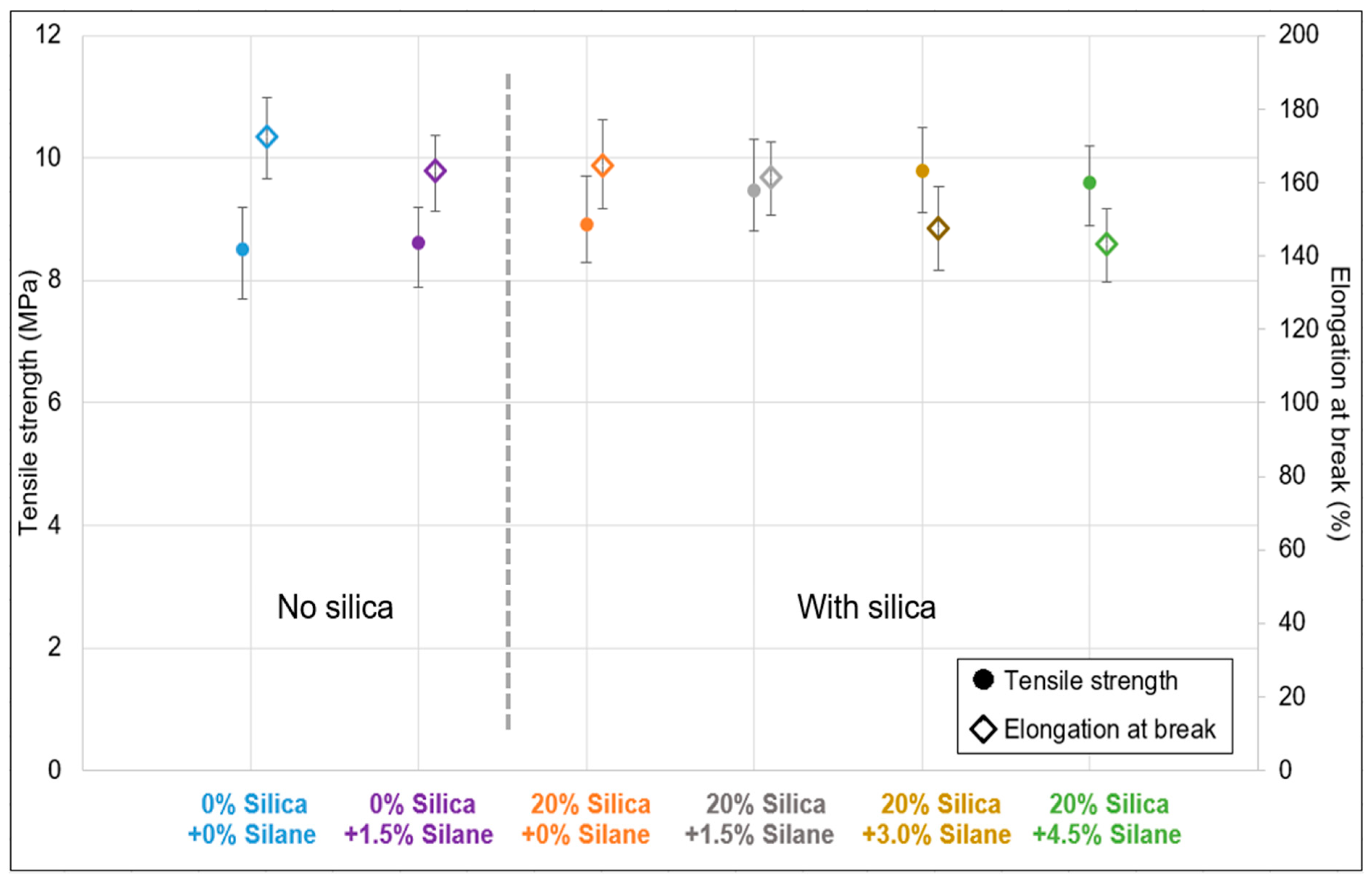
Figure 11 displays the stress–strain characteristics. The sample without additional silica and silane exhibited the lowest tensile strength and the highest elongation at break. When only 1.5% silane was added, no significant increase in tensile strength was noticed but a slight reduction in elongation at break was noticed. In the case of the additionally filled samples, the silica concentration remained constant at 20% (
w/
w), while the silane concentration was varied from no silane to 4.5% (
w/
w); the commonly used concentration is 1.5% (
w/
w). In this series, the tensile strength improved up to a silane concentration of 3%, beyond which no further enhancement was observed. Elongation at break gradually decreased as the silane concentration increased due to the formation of an additional filler–polymer and polymer–polymer network during the revulcanization process. This trend was expected, as stronger materials, in general, show reduced strain.
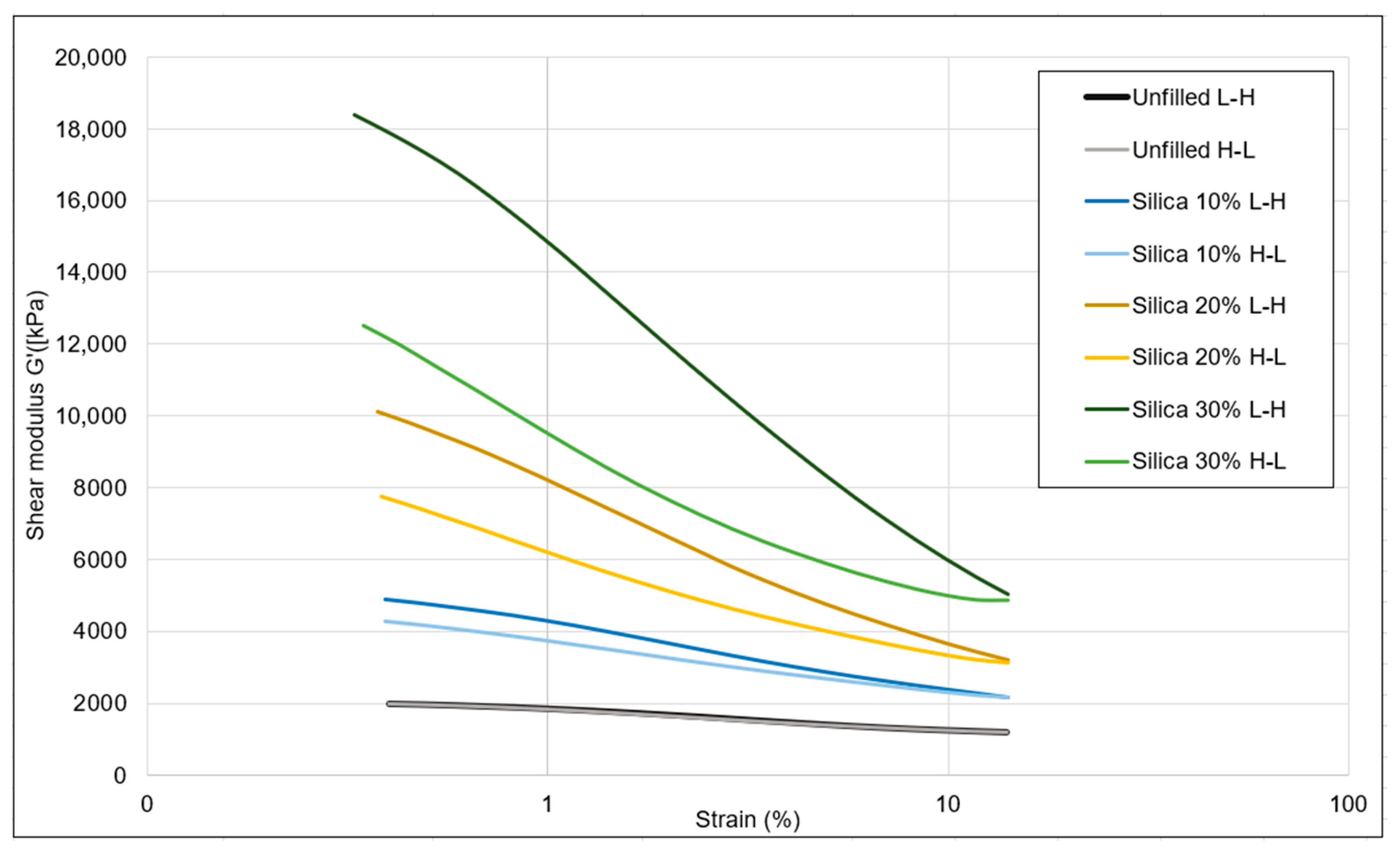
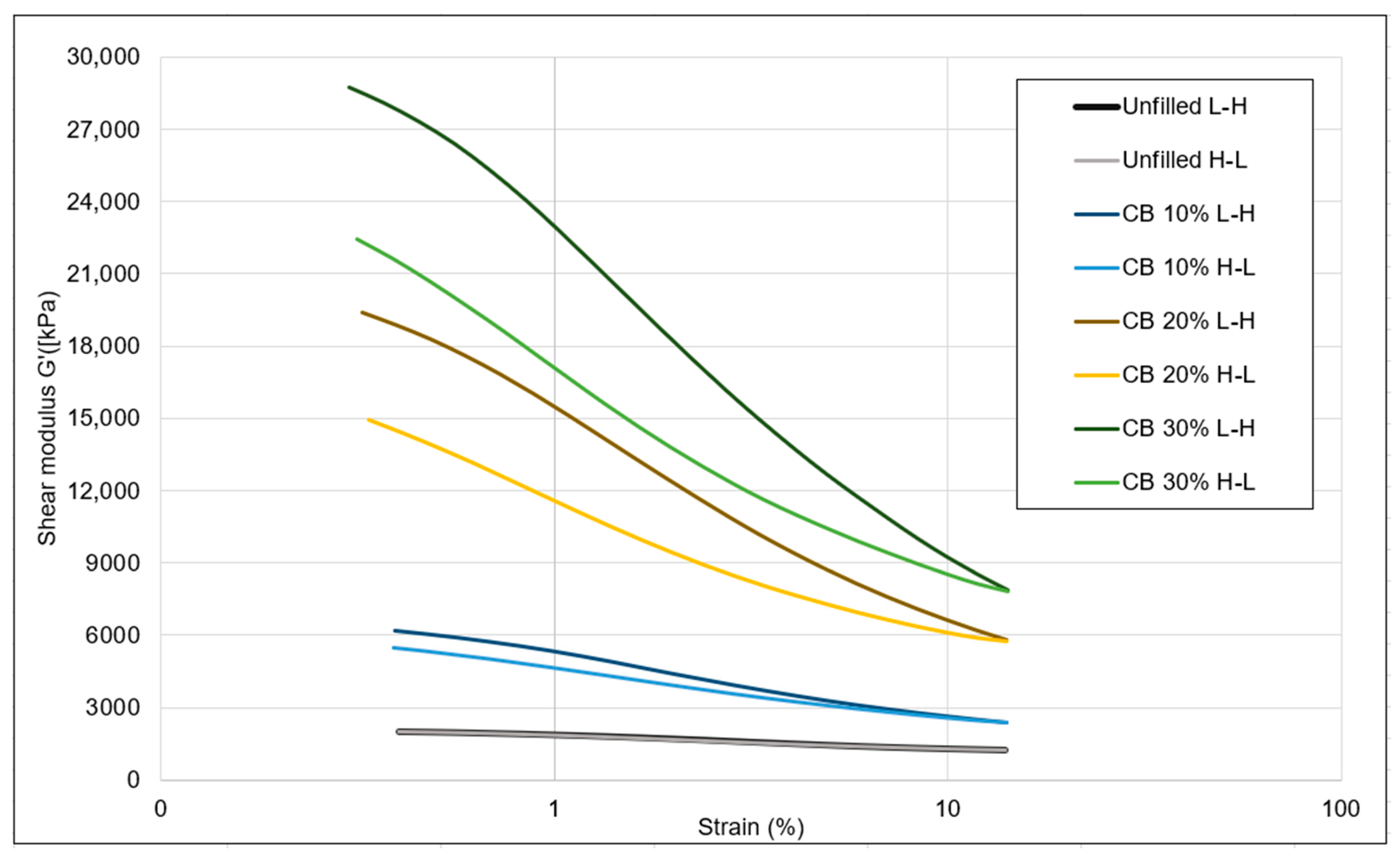
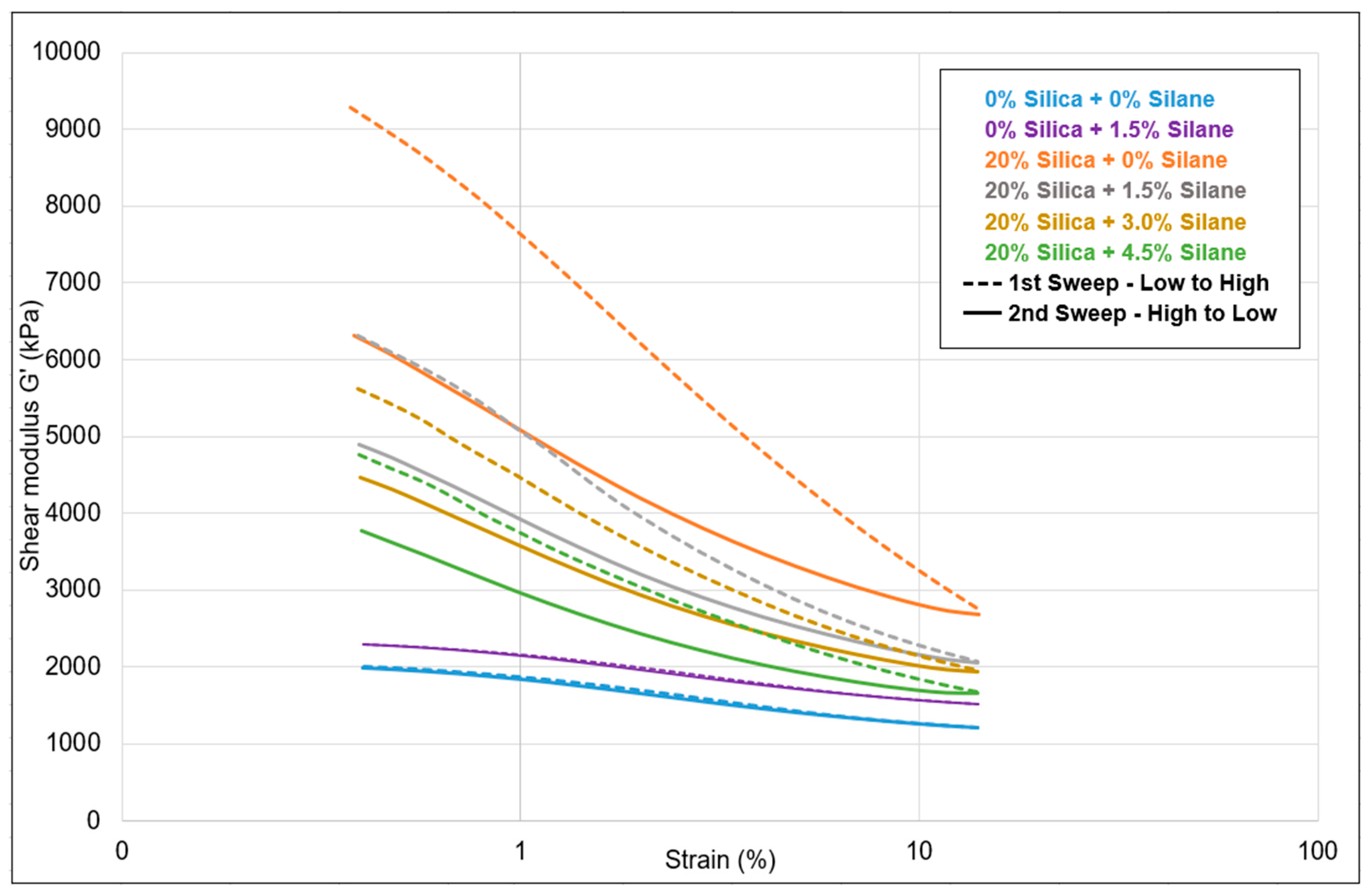
Figure 12 presents a comparative analysis of the Payne effect for not filled and silica-filled samples with varying silane concentrations. The strain sweep curves represented by dotted lines depict the sweep from low to high strain, during which the filler network is broken, leading to a decrease in shear modulus. Conversely, the solid curves represent the high to low strain sweep, during which recombination of the filler network occurs, resulting in an increase in the shear modulus.
For the samples without additional silica (blue and violet), both sweeps show low shear moduli (
Table 7), indicating effective dispersion of the filler. Upon the addition of silica, in the difference between the shear moduli in the first sweep of low to high strain, the Payne effect increased. This indicates stronger and more frequent interactions between the fillers. This is a commonly seen effect: as the number of silica particles increases, their distance decreases and filler–filler interaction becomes more probable. As the silane concentration increased, the Payne effect gradually decreased, indicating better dispersion of the filler with less filler–filler interactions: with increasing silane concentration, the degree of silanization increases; see
Table 7. This increases the compatibility of the silica with the rather apolar polymers and, thus, enhances the filler–polymer interaction.
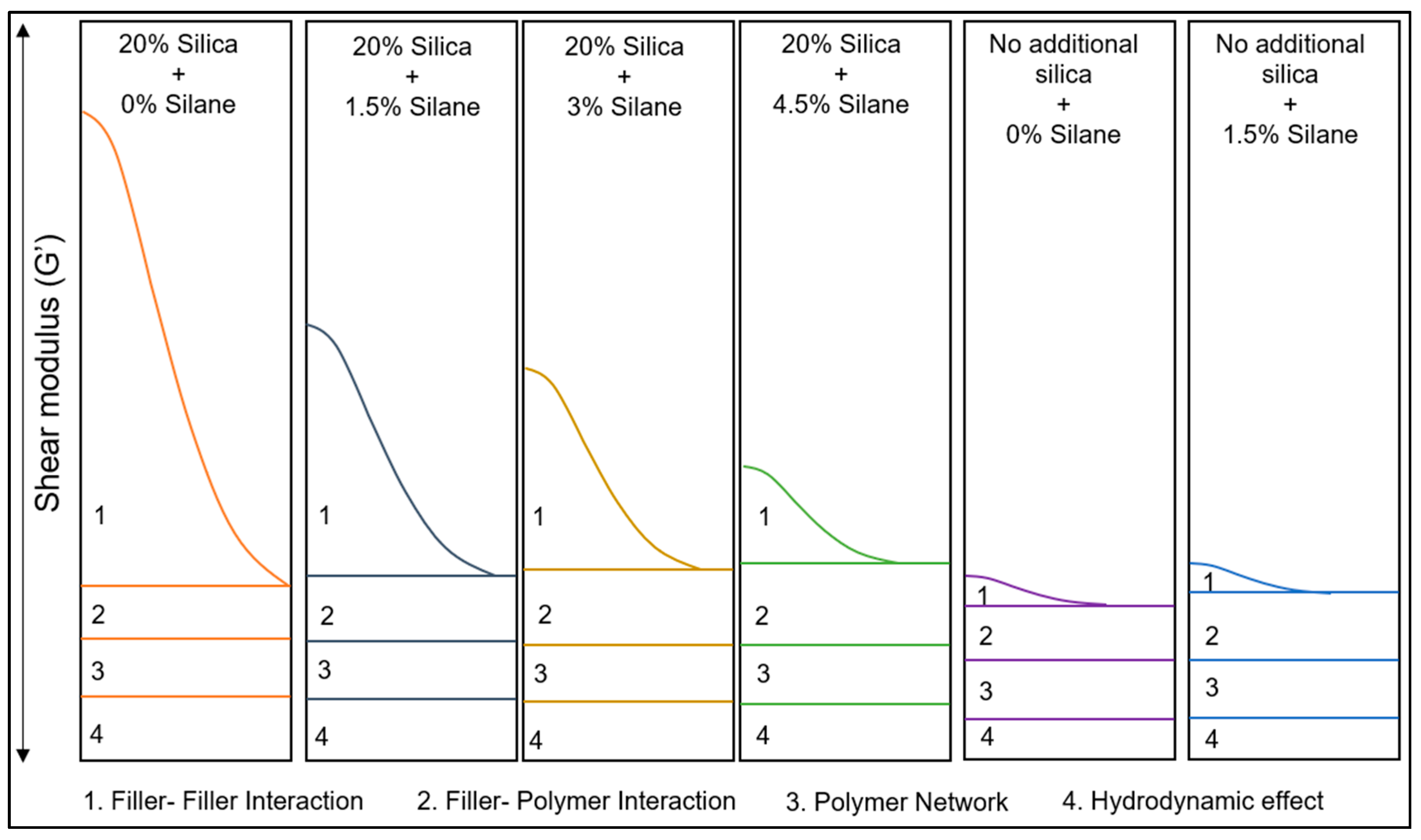
The Payne effect curves are a product of four variable effects, as illustrated in
Figure 13: filler–filler interaction, filler–polymer interaction, polymer network, and the hydrodynamic effect. For samples without additional silica but containing a certain amount of silica from the original compounding, the only parameter that changes is the filler–polymer interaction: filler–polymer bonds might be broken in the mixing process these samples undergo. The other three parameters remain constant in this case. Conversely, in samples filled with additional silica, an increase in silane concentration results in an increase in filler–polymer interaction and a gradual decrease in filler–filler interaction due to the compatibilization and coupling of the silica by the silane. The polymer–polymer network remains unchanged. There might be a slight reduction in the hydrodynamic effect due to the addition of an excess of liquid silane, which did not react with silica.
Based on the findings from the Payne effect data, no reduction was observed when silane was introduced to the samples that were not additionally filled. The consistent Payne effect values indicate the absence of silica reactivation: If silane had reacted with silica, a lower Payne effect would have been anticipated. The lack of any alteration in the Payne effect values confirms the absence of silica reactivation.
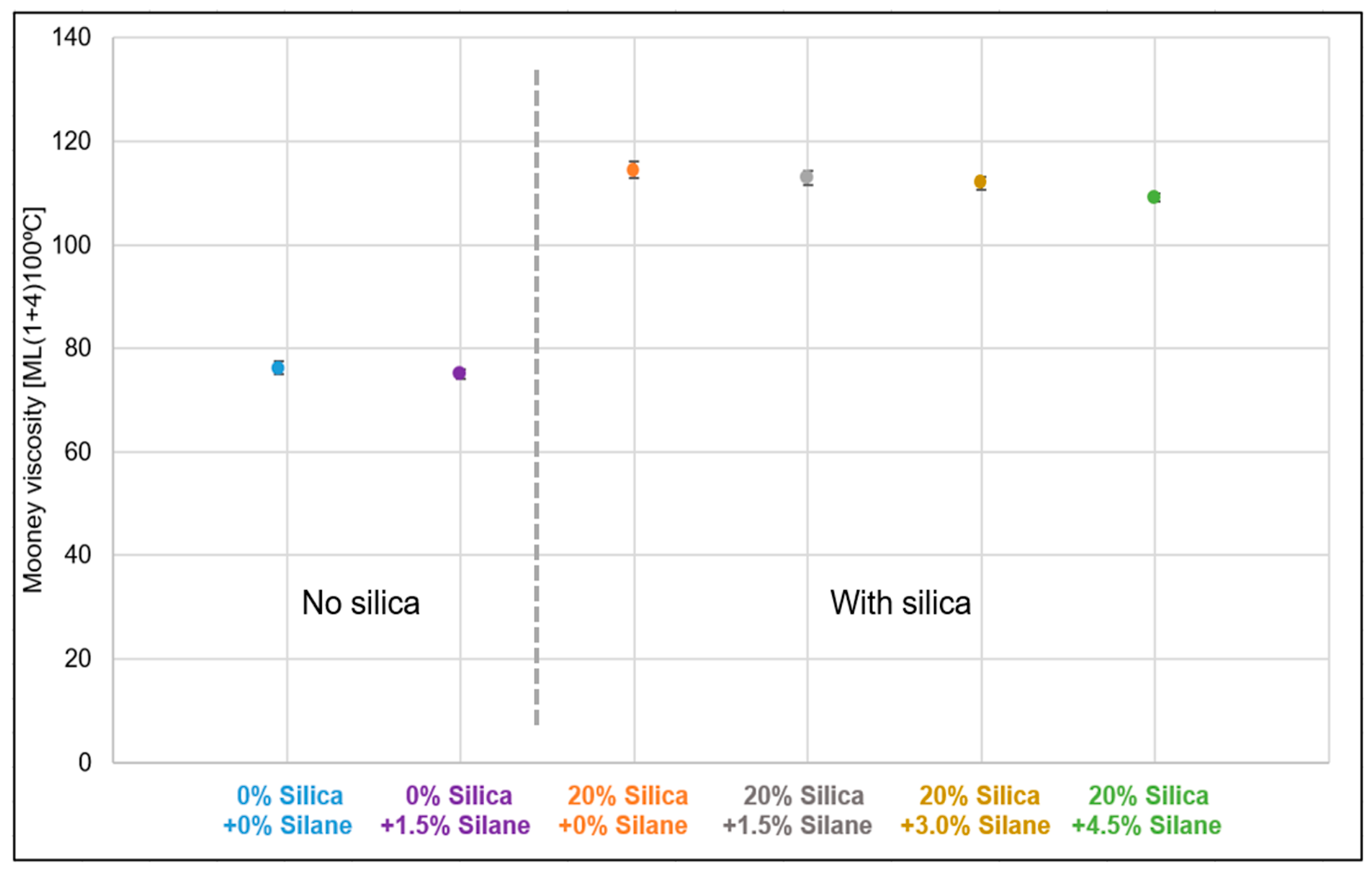
Figure 14 illustrates a comparative analysis of the viscosities of the samples with and without additional silica and different silane concentrations. The viscosity of the samples without additional silica was observed to be in the range of 75 MU to 78 MU. Upon adding 20% (
w/
w) silica, the viscosity increased to approximately 115 MU. The viscosity gradually decreased with increasing silane concentration, reaching around 110 MU. As the silica concentration was constant, an excess of silane contributed to the plasticization effect.
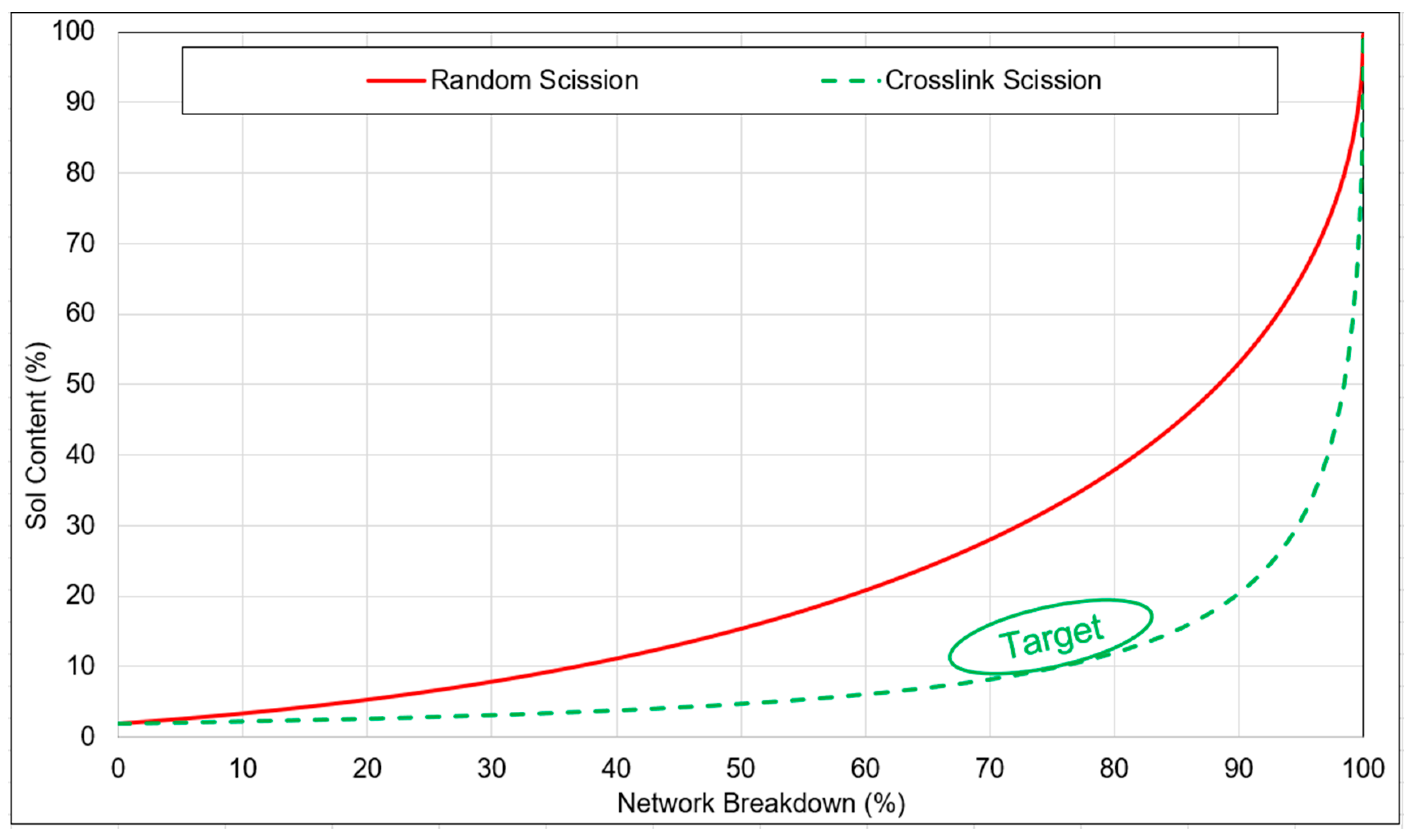
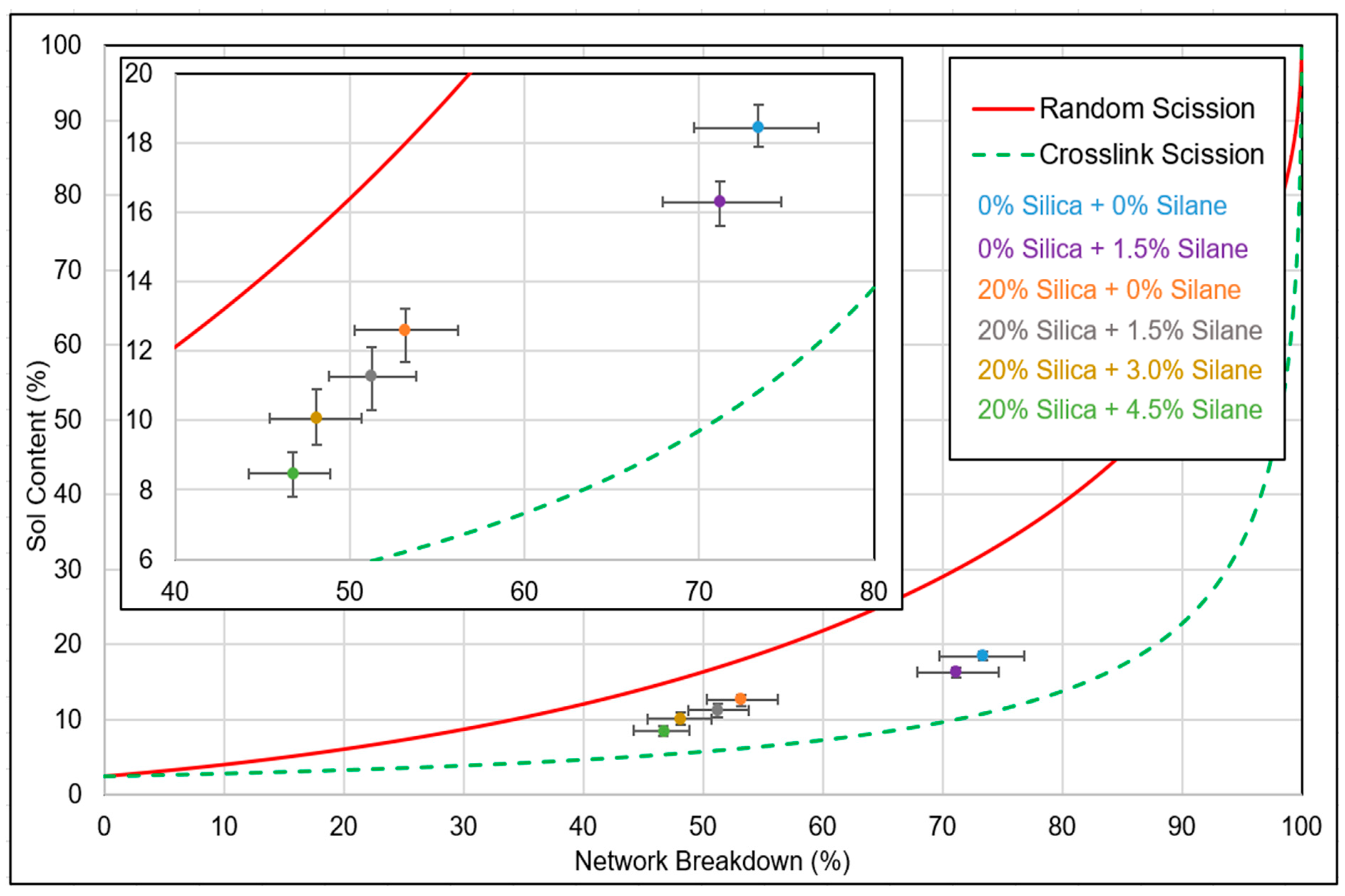
Figure 15 depicts a comparative Horikx–Verbruggen analysis of samples with and without additional silica with varying silane concentrations. The red line represents the limit of random scission, while the dotted green line represents the limit of crosslink scission. The average values of five samples are plotted in terms of network breakdown and sol content. All samples underwent the same devulcanization process, followed by separate compounding with silica and silane.
The unfilled samples exhibited a network breakdown ranging from 70% to 75%. Upon the addition of 20% (w/w) silica, when the silane concentration was varied from 0% to 4.5%, the network breakdown percentage decreased from 55% to 45%. The variation in network breakdown was attributed to the increase in silane concentration, as this resulted in an additional polymer–filler network, which counterbalances the reduction in crosslink density in the devulcanization process. Though a Krauss correction for the presence of fillers was performed, the reduction in network breakdown percentage could be due to the fact that the additional 20% silica forms a different type of reinforcement for which the Krauss correction has limited applicability. With increasing silane concentration, the interaction between the filler and the polymer improved due to the silanization reaction, leading to an additional network and, consequently, lower net network breakdown.
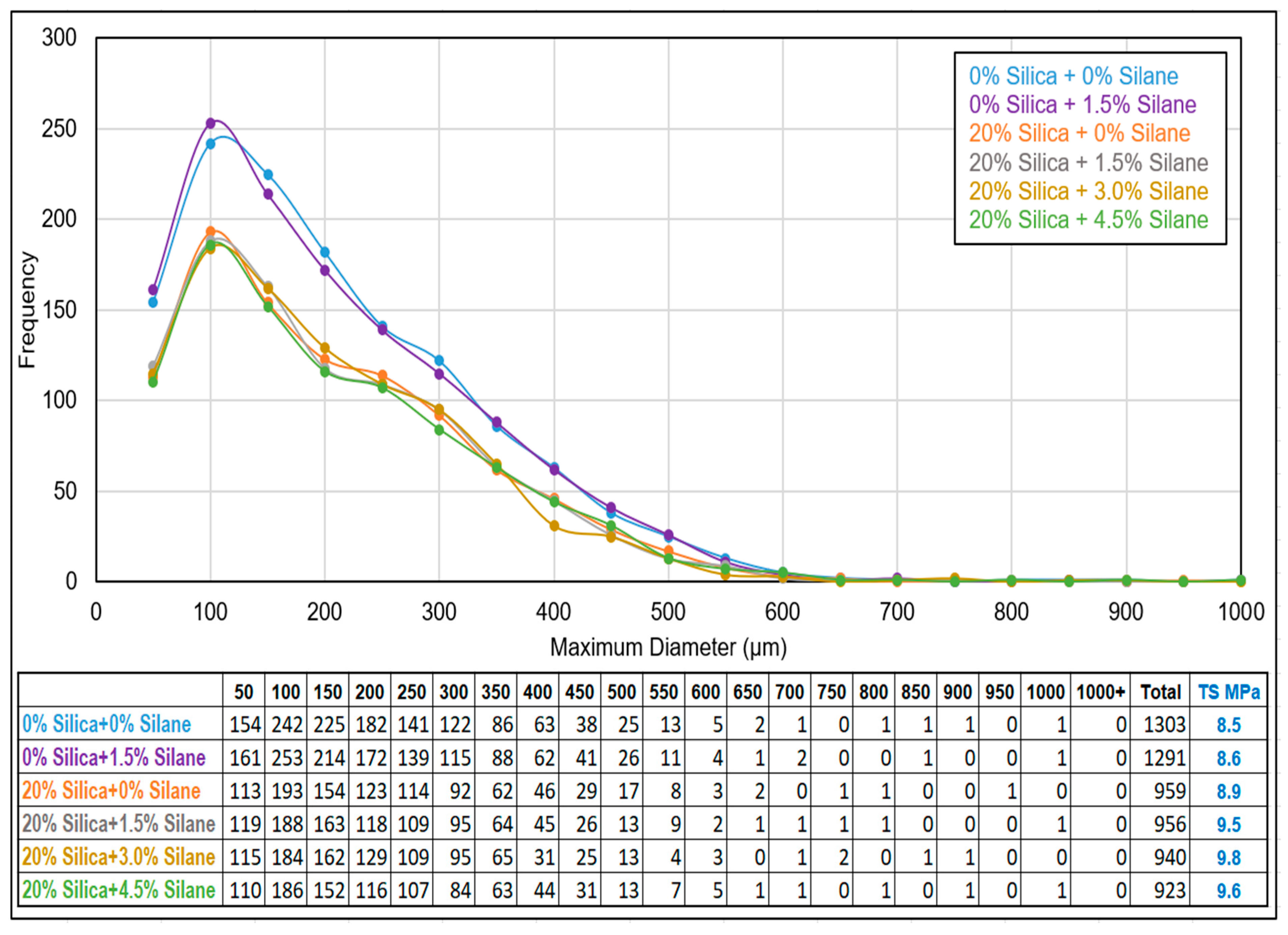
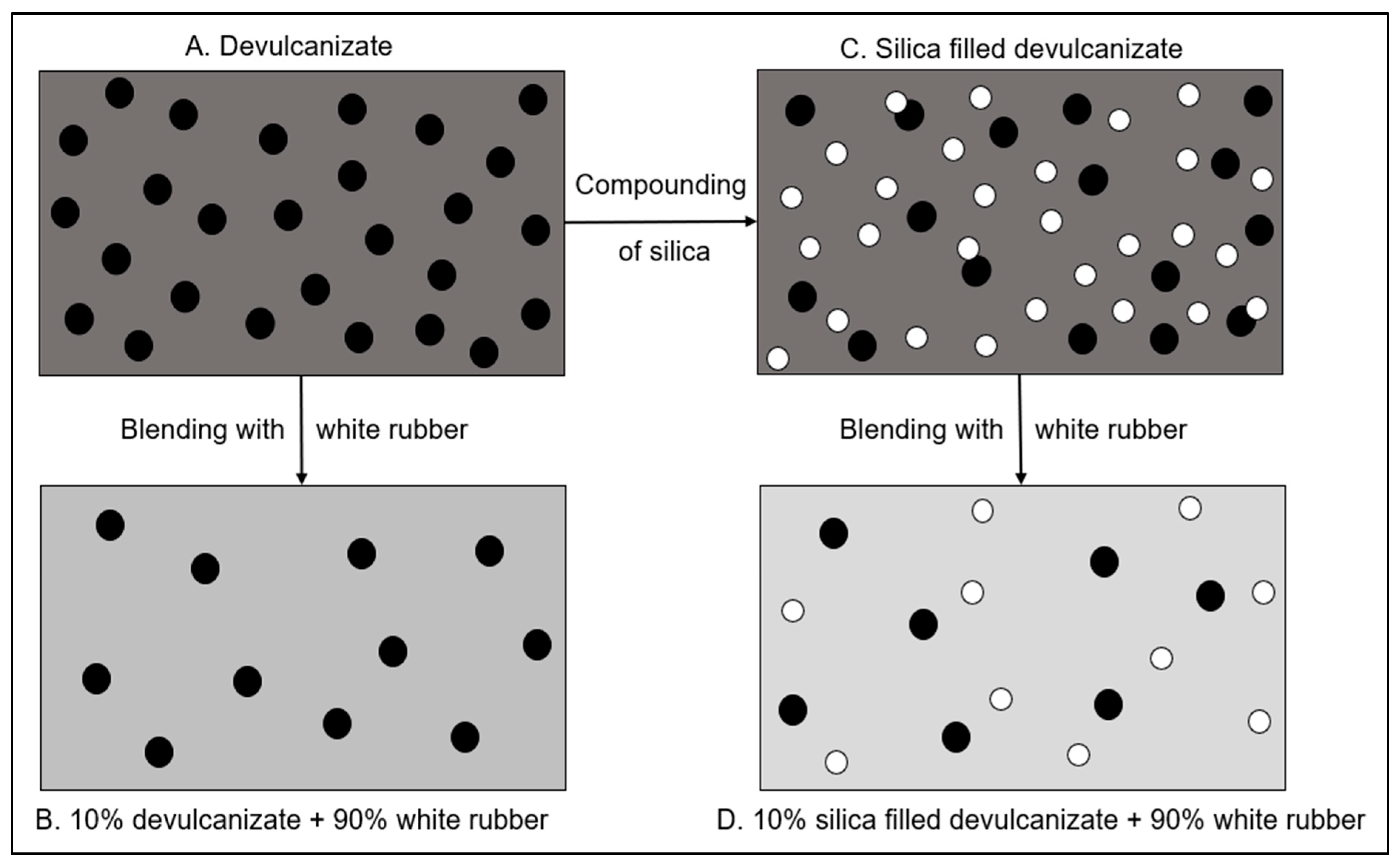
According to
Figure 16, samples without silica exhibited a total number of visible undevulcanized particles in the range of 1290–1300. However, with the addition of 20% (
w/
w) silica together with varying amounts of silane, the total number of visible particles decreased to approximately 920–960. The presence of silica in the additionally filled composite samples led to a decrease in the total number of immiscible particles compared to not-filled devulcanizate, as shown in
Figure 17. Due to the contribution of additional silica, the relative volume of undevulcanized particles was reduced, resulting in a lower number of visible particles.
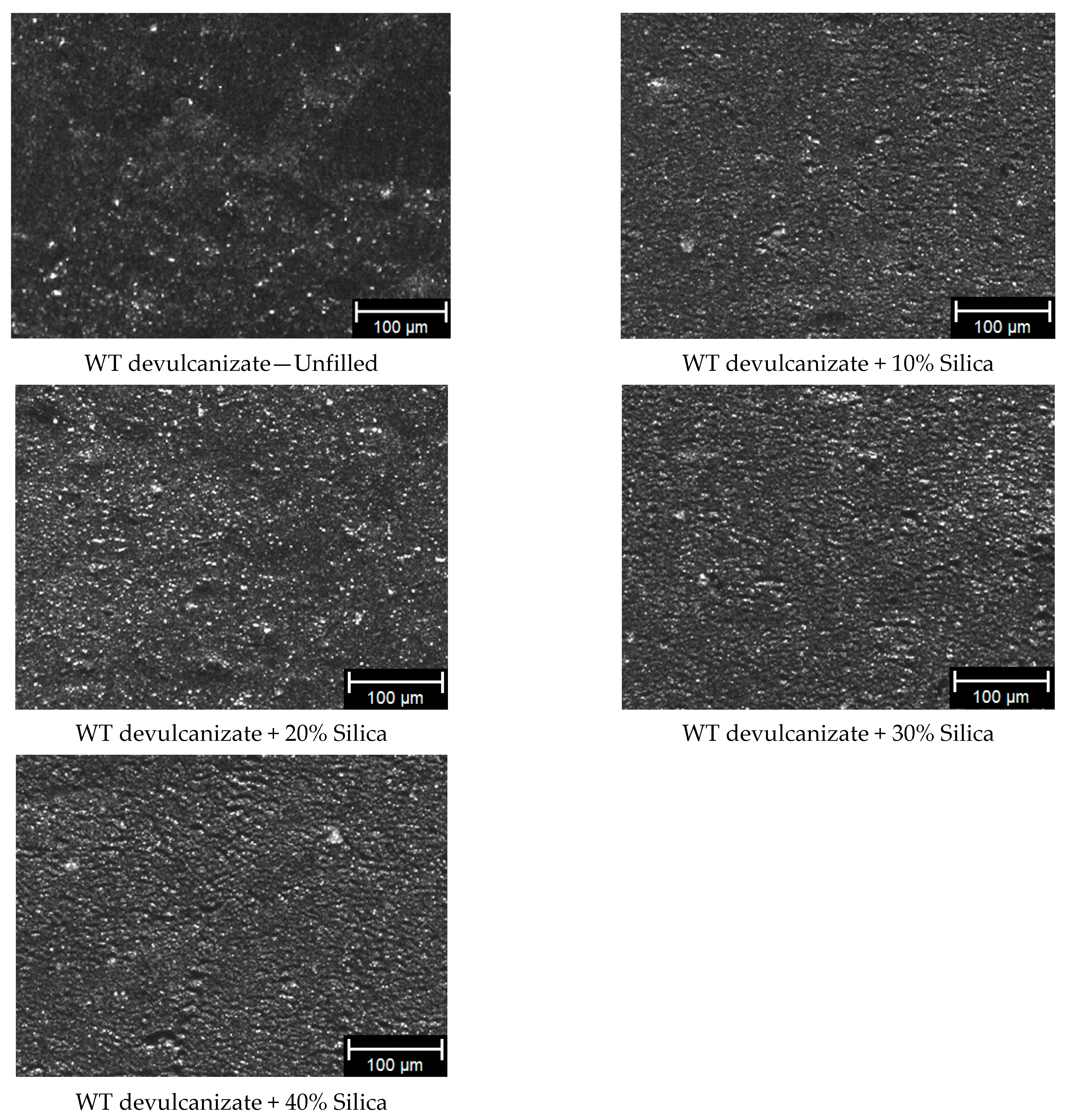
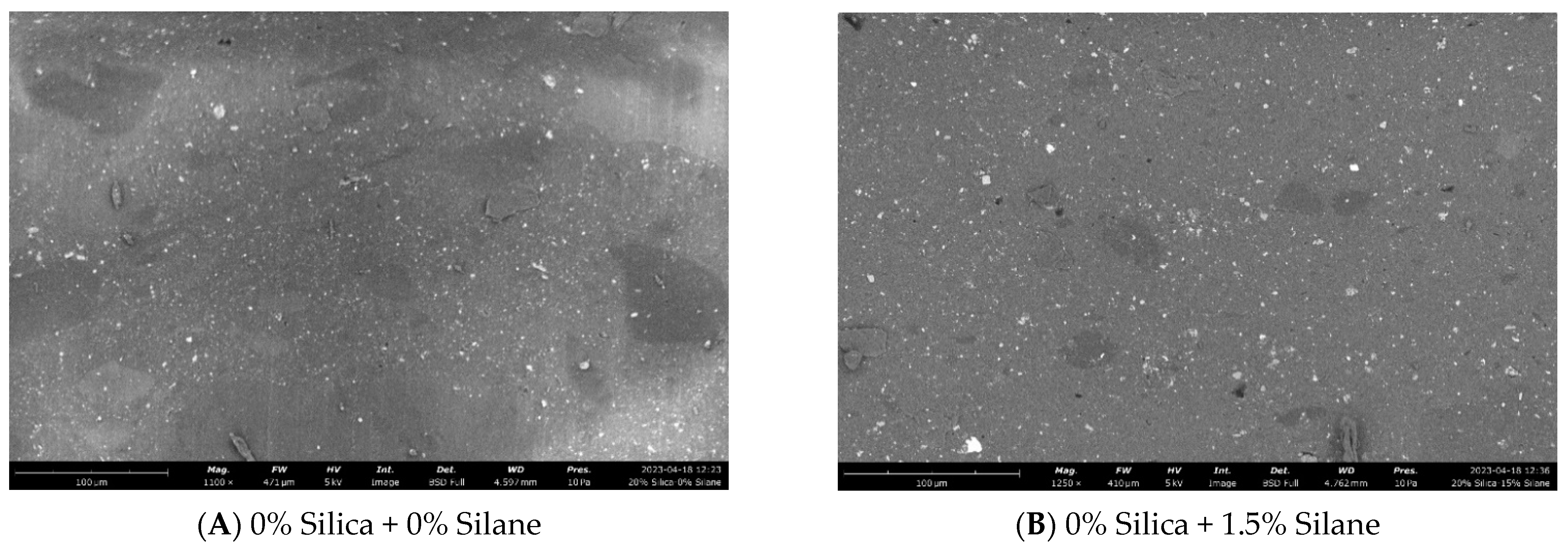
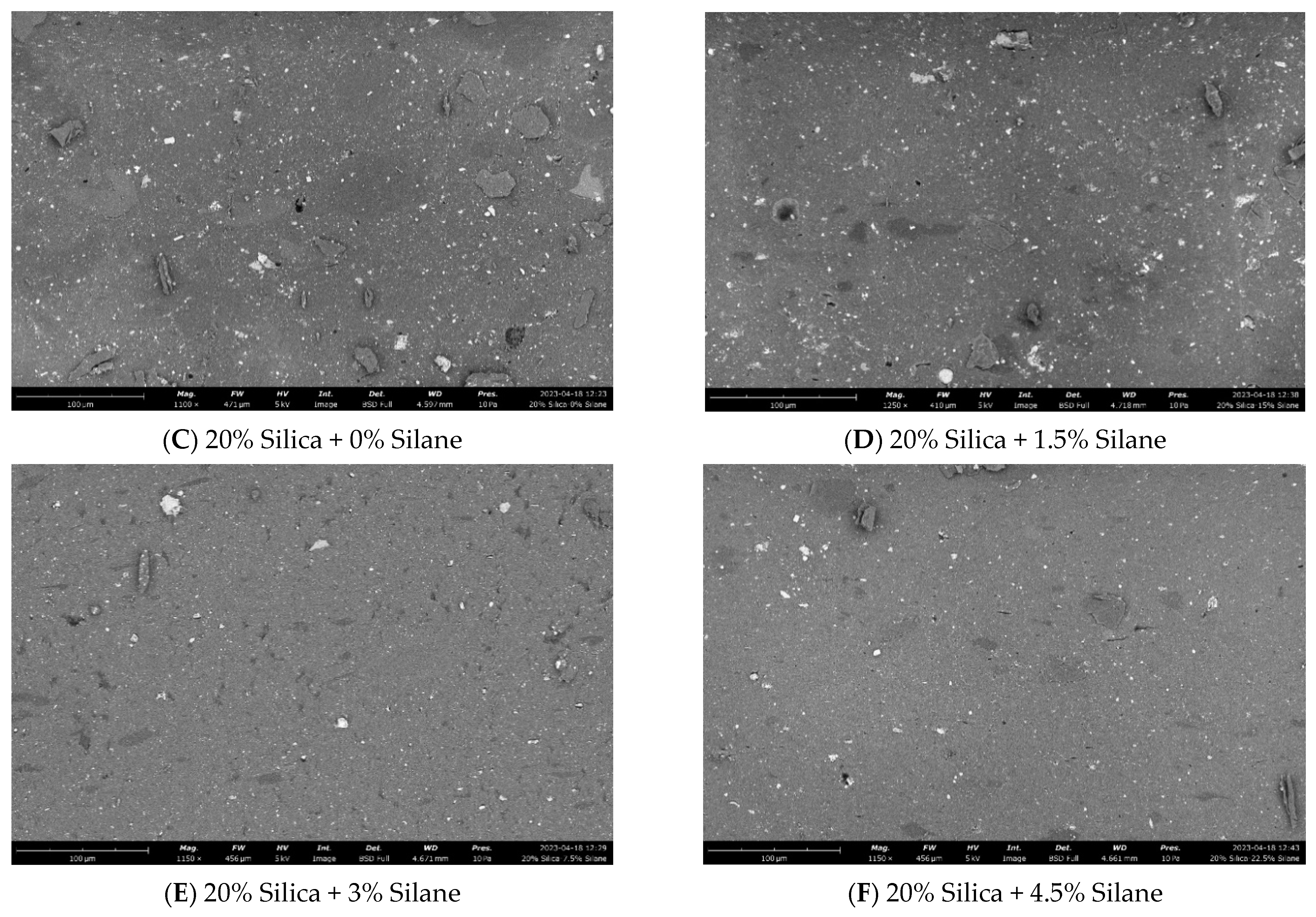
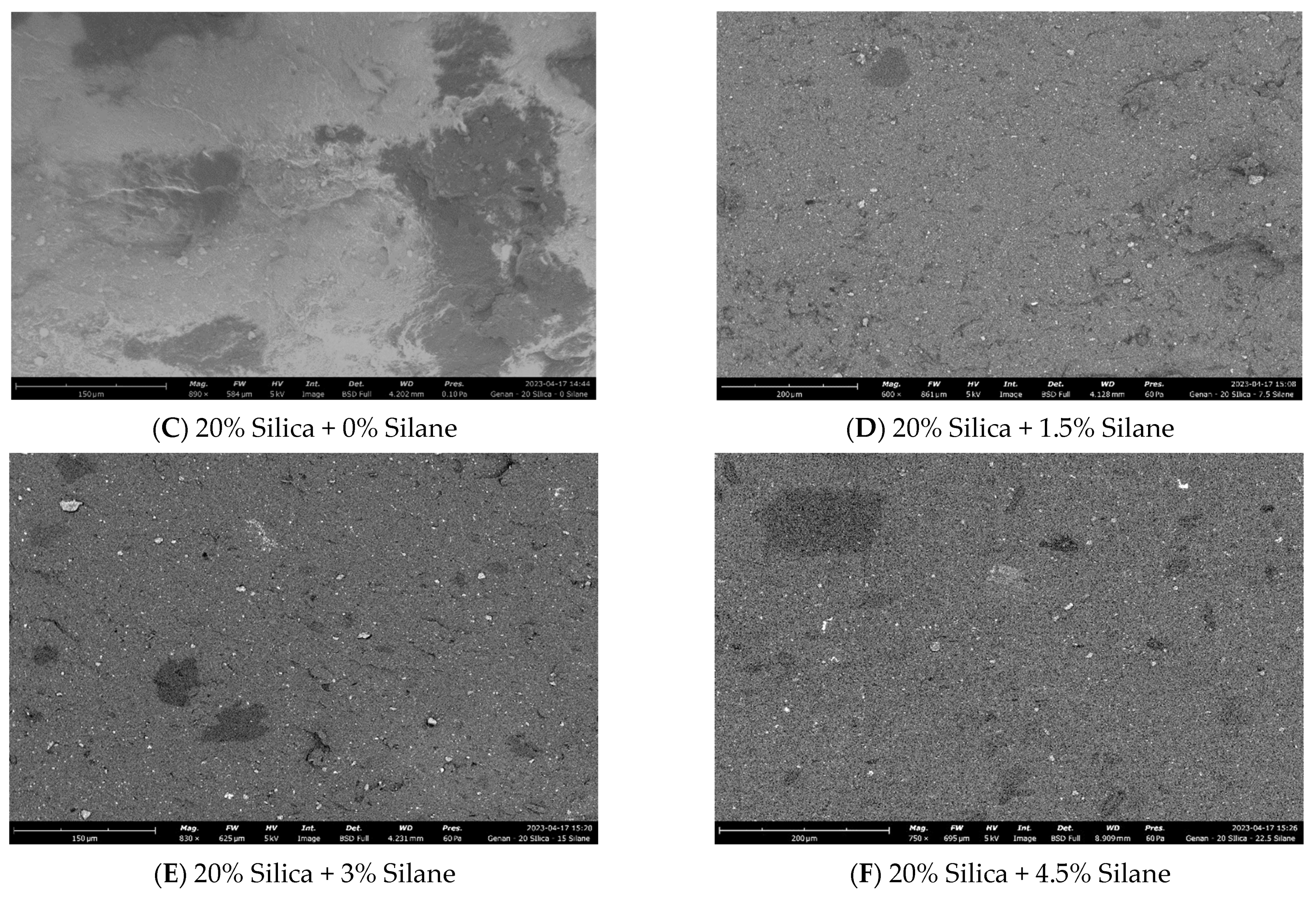
According to the observations in
Figure 18, an increase in silane concentration resulted in improved dispersion of silica:
Figure 18C,D showed comparatively poor dispersion compared to
Figure 18E,F, which correlates with the Payne effect values.
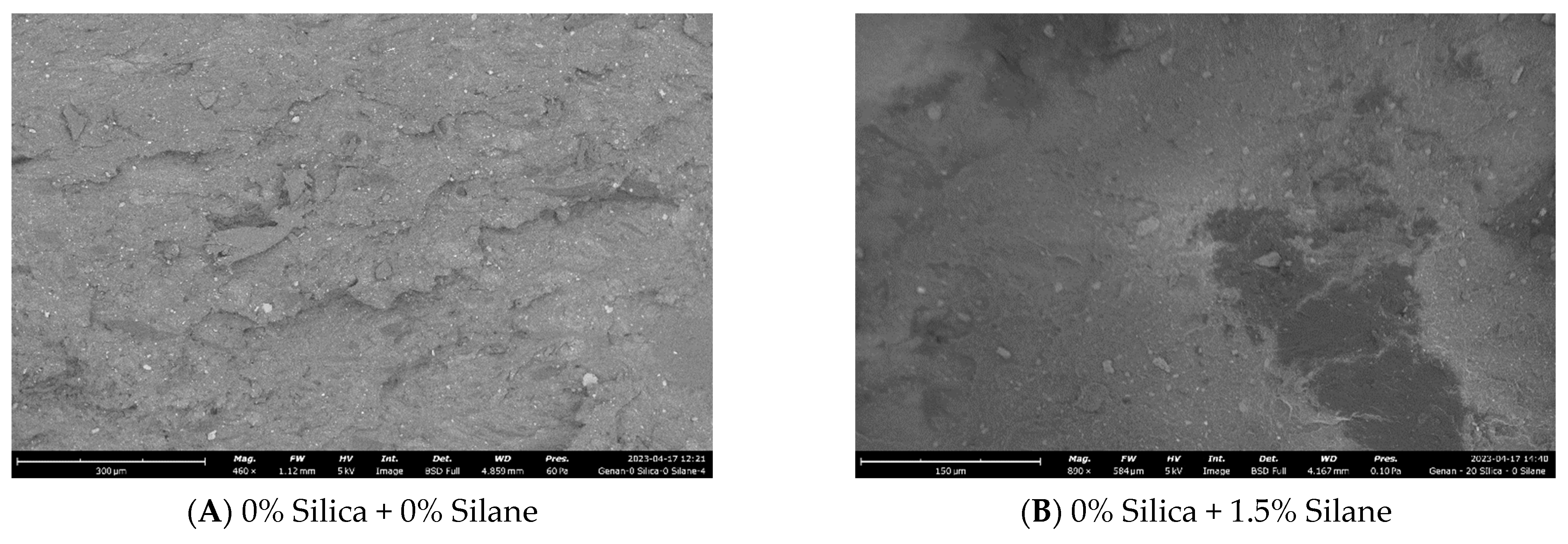
Based on the findings in
Figure 19, in which fracture surfaces are illustrated, the material exhibited smoother fracture surfaces as the silane concentration increased compared to no-silane samples. With increasing silane concentration, the silica dispersion became more homogeneous. Fractures are generated from defective spots; therefore, a more homogeneous and uniform distribution will cause less defects, leading to a smoother fracture surface and resulting in better tensile properties, as seen in
Figure 11.
3.3. Conclusions
With additional 20% (w/w) silica and increasing silane concentration, the tensile strength, Payne effect, and dispersion improved due to better polymer–filler interactions following a higher degree of silanization. With increasing silane concentration, elongation at break and net network breakdown were reduced due an increase in crosslink density by the formation of short, stable filler–polymer bonds during the silanization reaction. Viscosity was reduced due to the plasticization effect of silanes.
A total of 20% (w/w) silica with 3% (w/w) silane showed the best properties in terms of mechanical strength; beyond this concentration, no further improvement was noticed. This can be considered as the optimum concentration for the addition of a silica–silane filler system to the devulcanizate composite.
This high-quality devulcanized composite can be partially integrated into new high-performance rubber products, such as tires and conveyor belts. It can also be used to create lower tensile strength products like road underpads and acoustic protection materials, which can be made entirely from the devulcanized composite.


 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}