

A Novel Method to Characterize the Damping Capacity of EPDM/CIIR Blends Using Vibrating Rubber Balls


Abstract
1. Introduction
2. Experimental
2.1. Materials
2.2. Experimental Formula
2.3. Sample Preparation
2.4. Characterization Methods
3. Results and Discussions
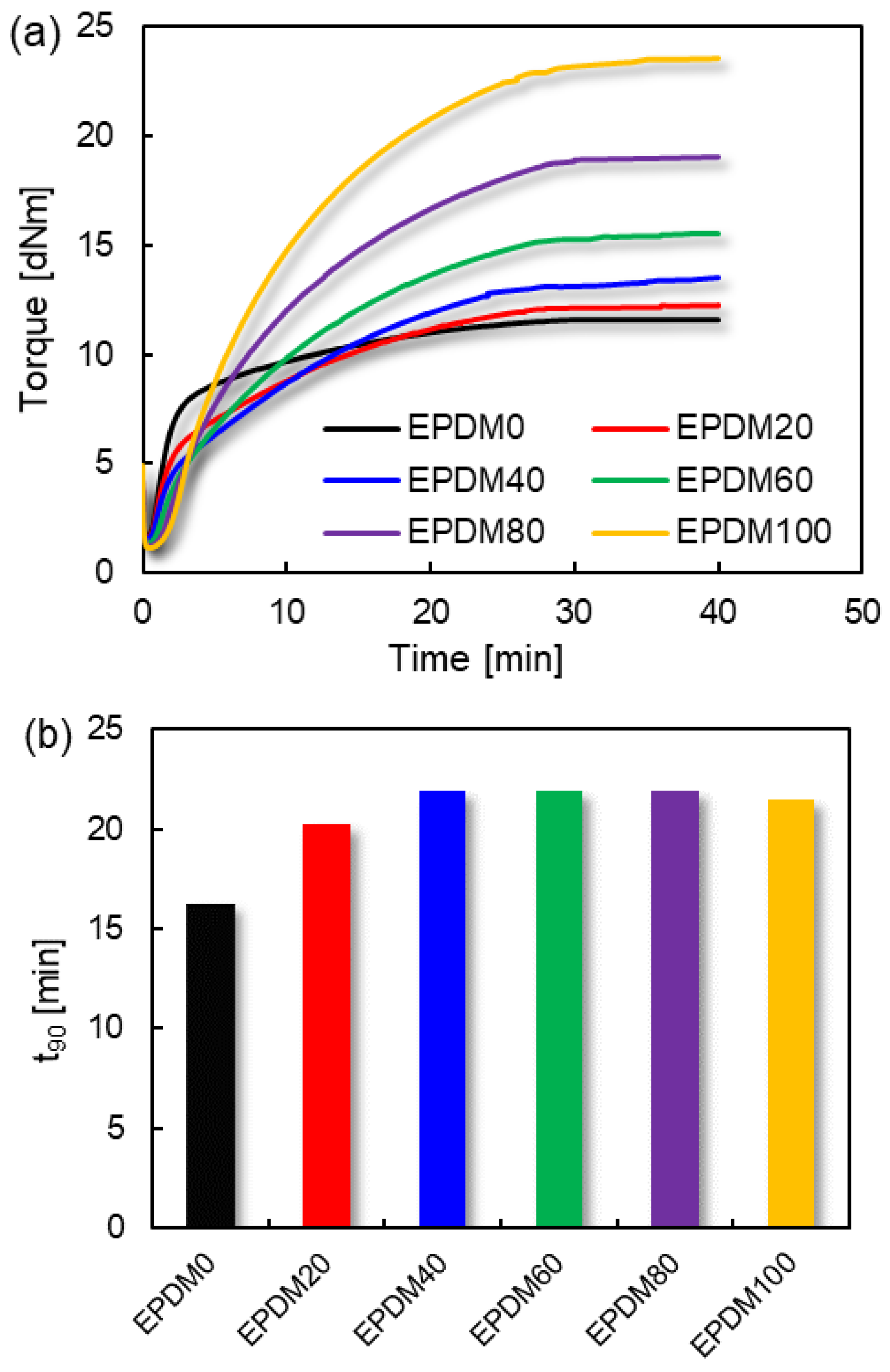
3.1. Curing Characteristics
3.2. Damping Characteristics
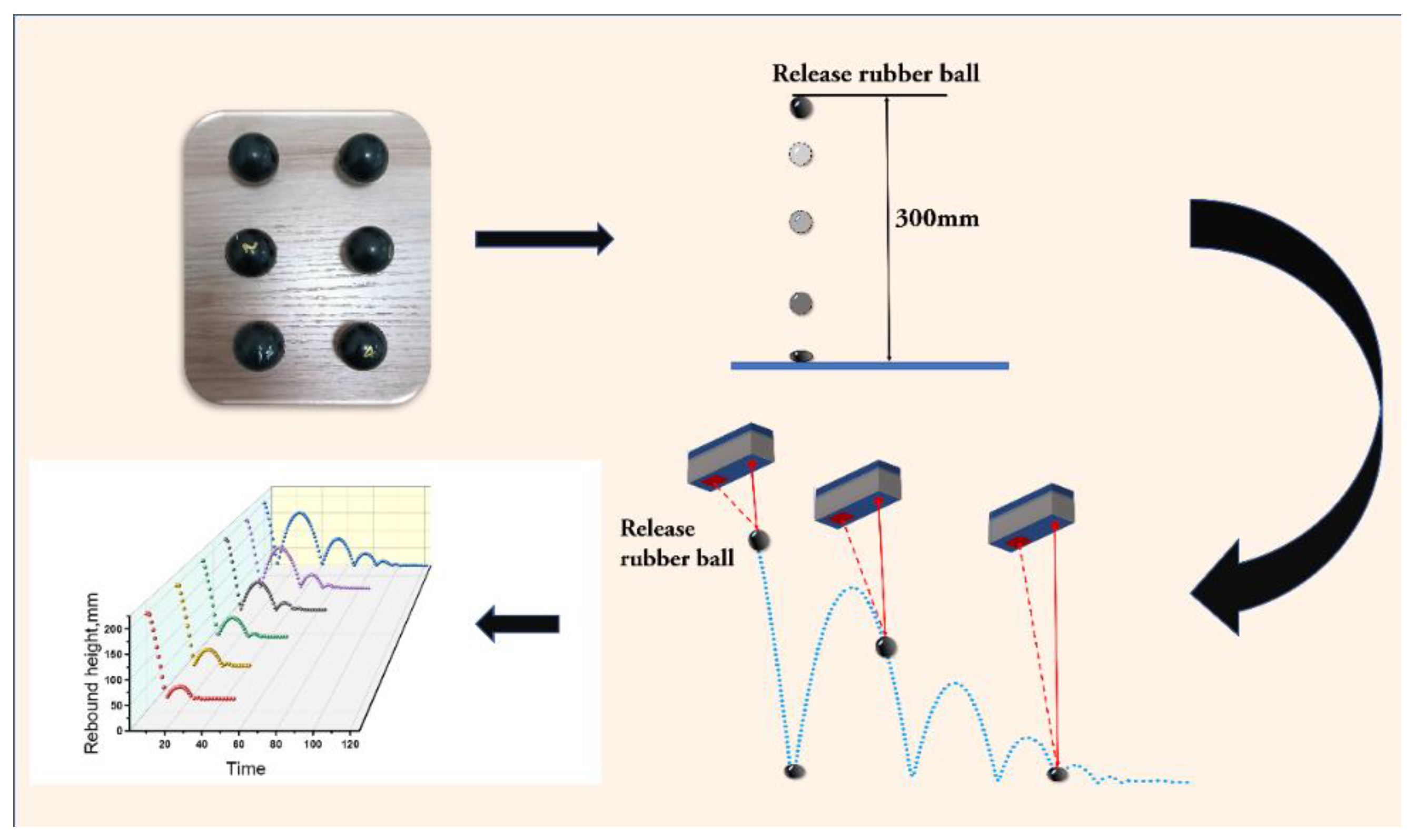
3.2.1. Damping Mechanism of Rubber Materials
- g—gravitational acceleration;
- h0—the height of the rubber ball when it is released;
- hi—the nth rebound height of the rubber ball.
3.2.2. The Deformation Process of Rubber Ball
- ω—the frequency of the periodic deformation;
- E0—Young’s modulus of rubber materials;
- ρ—density of rubber balls;
- d—diameter of rubber ball.
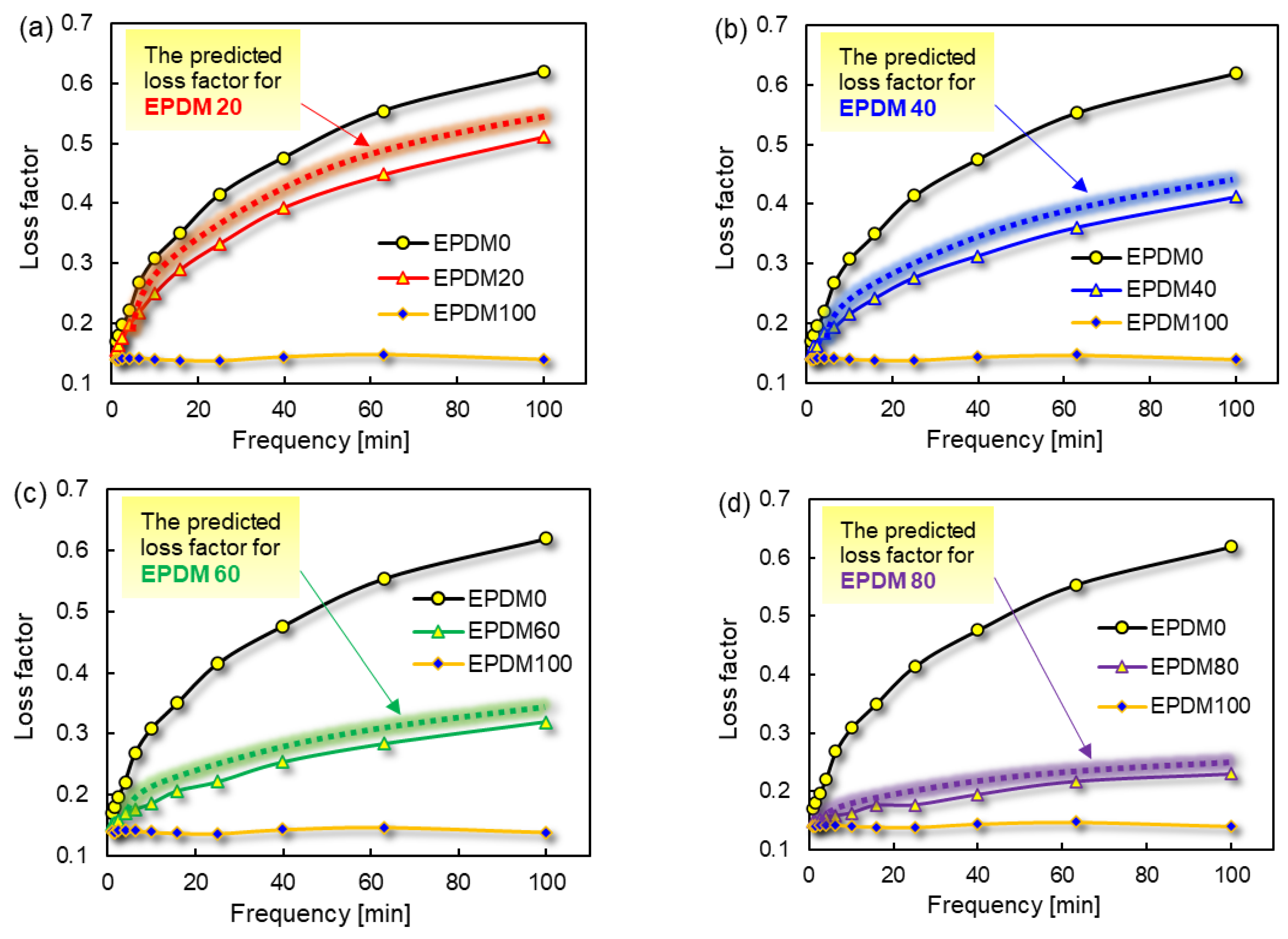
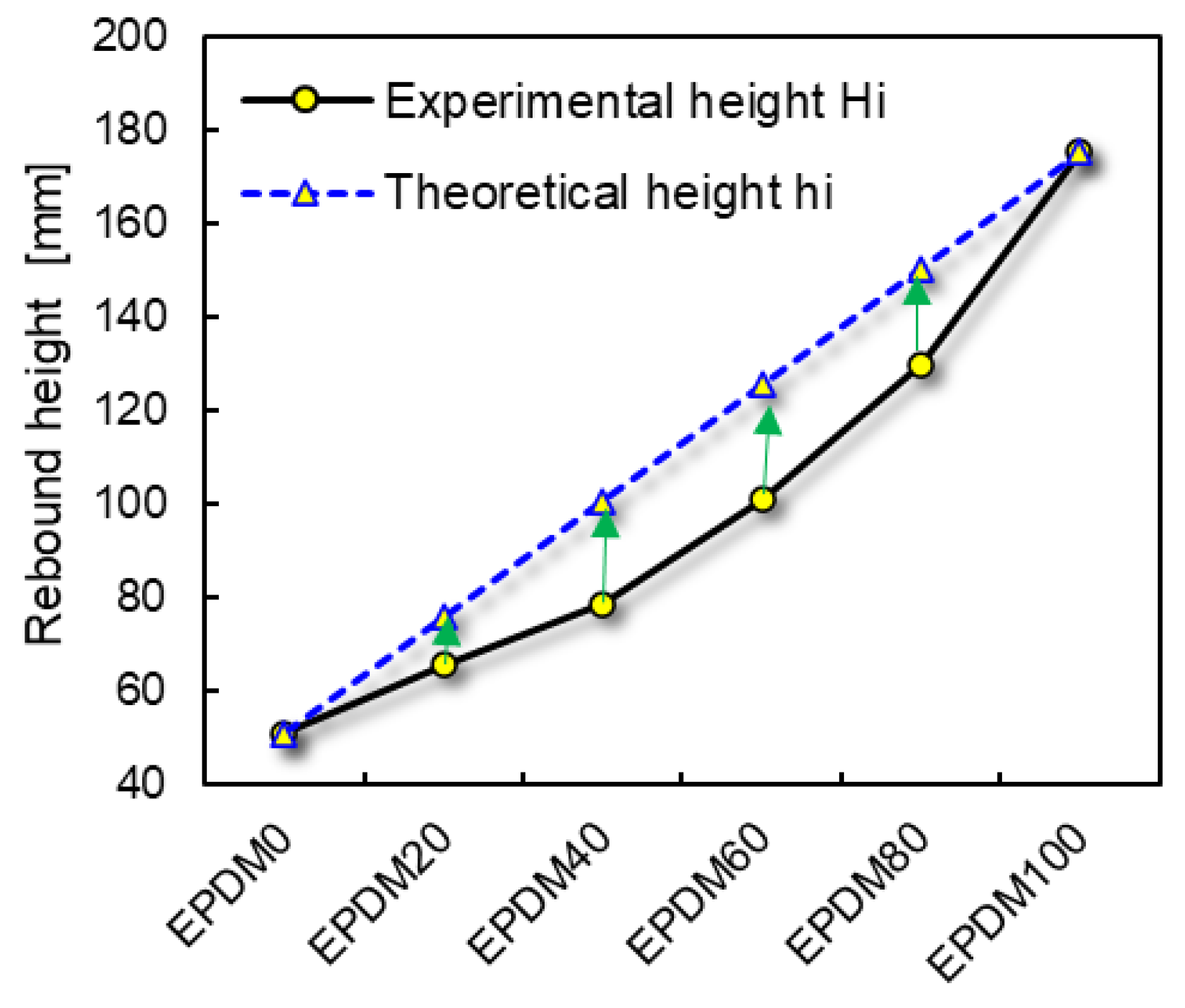
3.3. Prediction of the Rebound Height
- x—mass fraction of rubber 1 in the raw rubber system of the blends.
- y—mass fraction of rubber 2 in the raw rubber system of the blends.
- tanδ1 and tanδ2—loss factors of rubber 1 and 2 at the same frequency, respectively.
- tanδ3—loss factor of blends composed of rubber 1 and 2.
- Δh1 and Δh2—the height differences before and after the rubber 1 and 2 ball rebound, respectively.
- hi—first rebound height of the rubber ball with EPDM content i in the raw rubber system.
- hE—the first rebound height of pure EPDM ball.
- hC—the first rebound height of pure EPDM ball.
- x—mass fraction of EPDM in raw rubber i.
- y—mass fraction of CIIR in the raw rubber (1 − i).
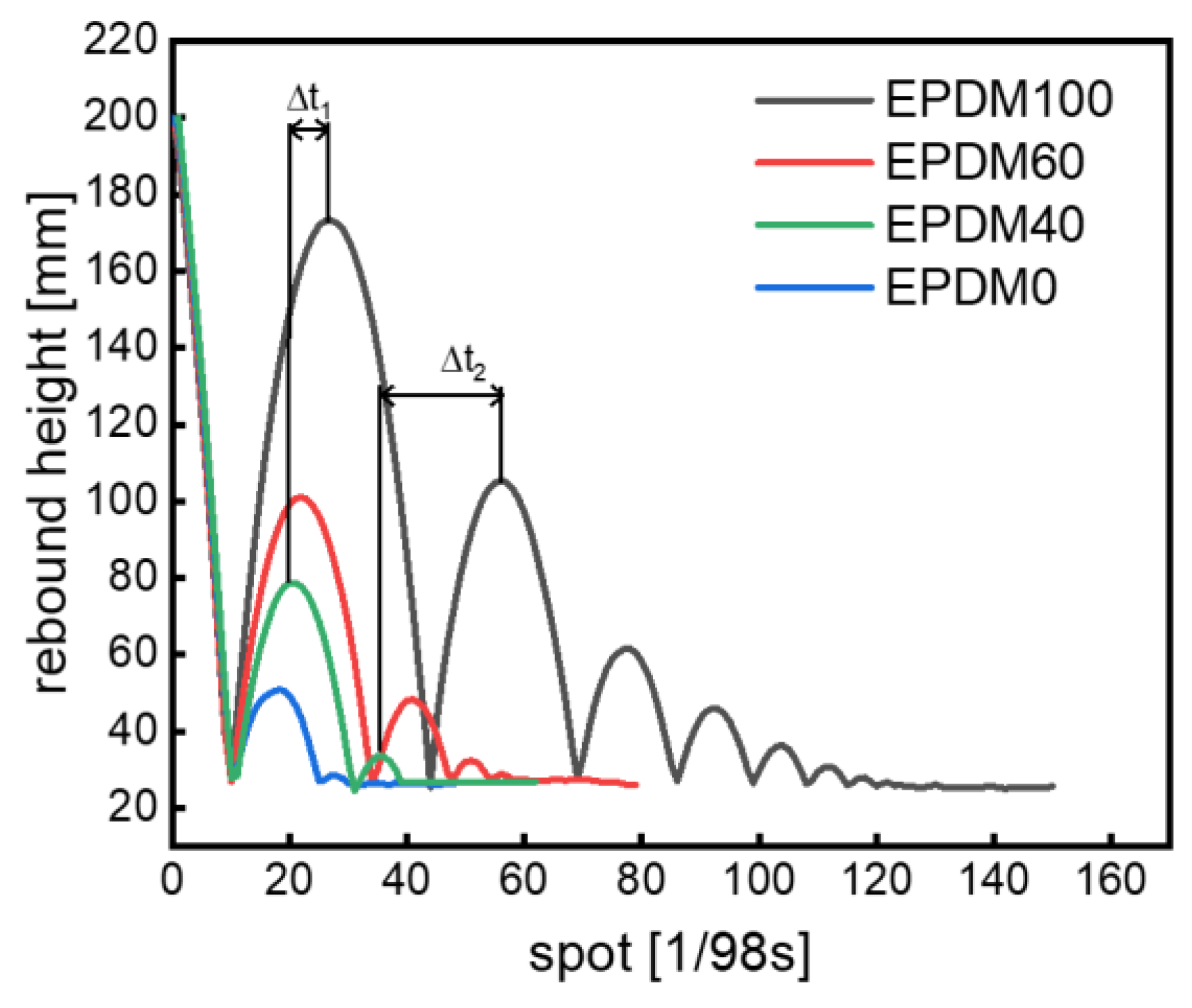
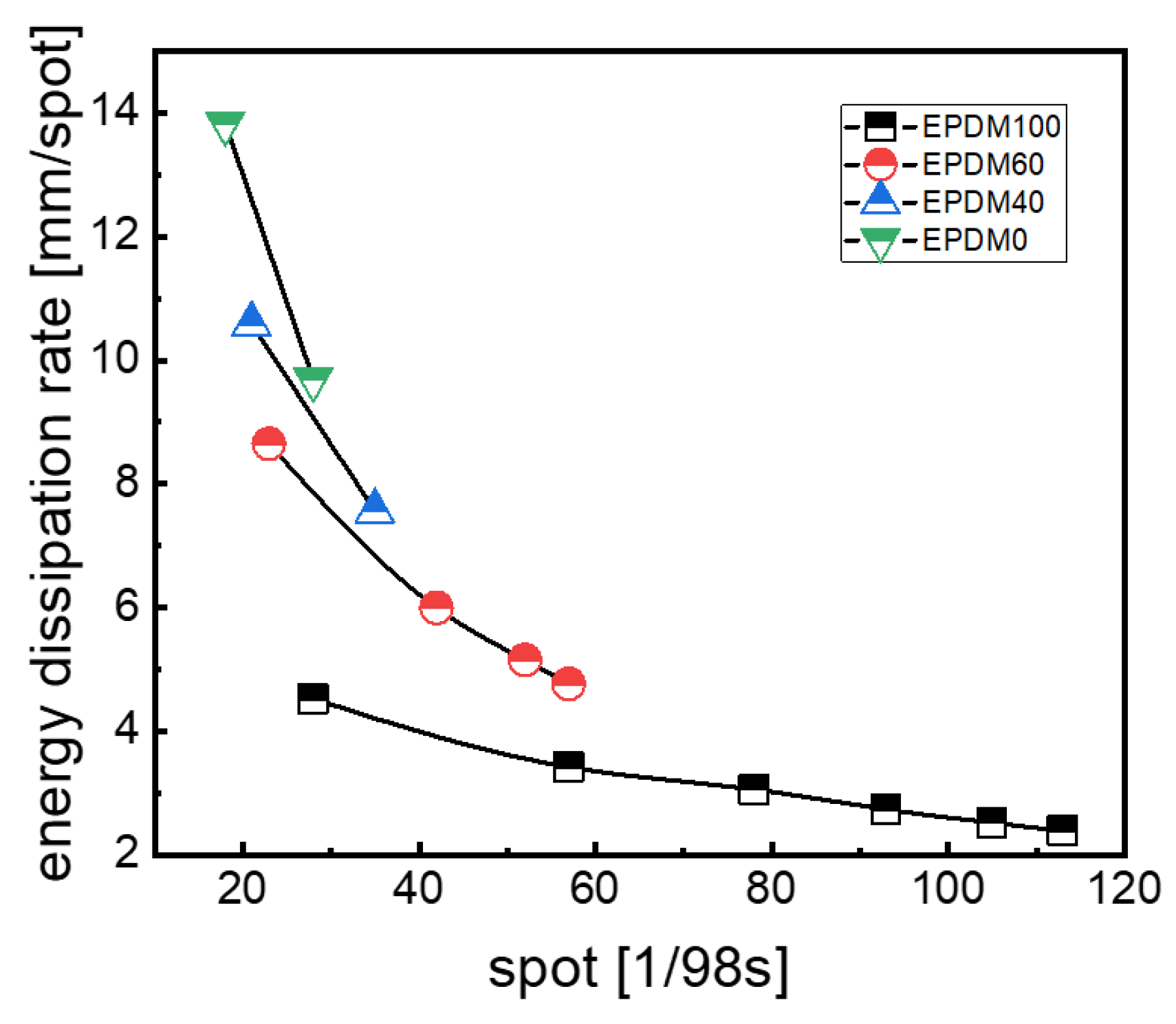
3.4. Rebound Time of the Rubber Ball
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, B.; Dai, J.; Song, T.; Guan, Q. Research and development of high-performance high-damping rubber Materials for high-damping rubber isolation bearings: A review. Polymers 2022, 14, 2427. [Google Scholar] [CrossRef] [PubMed]
- He, Q.; Xu, Z.D.; Xu, Y.; Guo, Y.Q.; Huang, X.H.; Dong, Y.R.; Shah, A.A. Mechanical and Damping Properties Analyses of Small Molecular Modifiers/Nitrile-Butadiene Rubber Composite: Molecular Dynamics Simulation. Macromol. Theory Simul. 2023, 32, 2200051. [Google Scholar] [CrossRef]
- Zhiying, R.; Jinming, L.; Honglin, Q.; Hongbai, B.; Guibin, T.; Shuncong, Z. Research on mechanical properties of metal entangled structure-silicone rubber composite vibration damping materials. Polym. Compos. 2023, 44, 1967–1979. [Google Scholar] [CrossRef]
- Tang, K.; Wang, J. Chlorinated butyl rubber/two-step modified montmorillonite nanocomposites: Mechanical and damping properties. Chin. J. Chem. Eng. 2022, 42, 437–449. [Google Scholar] [CrossRef]
- Shoyama, T.; Fujimoto, K. Direct measurement of high-frequency viscoelastic properties of pre-deformed rubber. Polym. Test. 2018, 67, 399–408. [Google Scholar] [CrossRef]
- Matsubara, M.; Komats, T.; Takara, R.; Kobayashi, M.; Furuta, S.; Uesugi, K.; Nagatani, A.; Kawamura, S.; Tajiri, D. Dynamic observation of a damping material using micro X-ray computed tomography coupled with a phase-locked loop. Polym. Test. 2023, 117, 107810. [Google Scholar] [CrossRef]
- Martins, P.; Natal Jorge, R.M.; Ferreira, A.J.M. A comparative study of several material models for prediction of hyperelastic properties: Application to silicone-rubber and soft tissues. Strain 2006, 42, 135–147. [Google Scholar] [CrossRef]
- Huri, D.; Mankovits, T. Comparison of the material models in rubber finite element analysis. IOP Conf. Ser. Mater. Sci. Eng. 2018, 393, 012018. [Google Scholar] [CrossRef]
- Kim, B.; Lee, S.B.; Lee, J.; Cho, S.; Park, H.; Yeom, S.; Park, S.H. A comparison among Neo-Hookean model, Mooney-Rivlin model, and Ogden model for chloroprene rubber. Int. J. Precis. Eng. Manuf. 2012, 13, 759–764. [Google Scholar] [CrossRef]
- Denli, F.A.; Kaliske, M.; Açan, A.K.; Tüfekçioğlu, M.E.; Dal, H. Data driven constitutive modelling of rubberlike materials. In Constitutive Models for Rubber XII: Proceedings of the 12th European Conference on Constitutive Models for Rubber (ECCMR 2022), Milano, Italy, 7–9 September 2022; CRC Press: Boca Raton, FL, USA, 2022. [Google Scholar]
- Wright, G.C. The dynamic properties of glass and carbon fibre reinforced plastic beams. J. Sound Vib. 1972, 21, 205–212. [Google Scholar] [CrossRef]
- Guild, F.J.; Adams, R.D. A new technique for the measurement of the specific damping capacity of beams in flexure. J. Phys. E Sci. Instrum. 1981, 14, 355. [Google Scholar] [CrossRef]
- Adams, R.D.; Bacon, D.G.C. Measurement of the flexural damping capacity and dynamic Young’s modulus of metals and reinforced plastics. J. Phys. D Appl. Phys. 1973, 6, 27. [Google Scholar] [CrossRef]
- Talbot, J.P.; Woodhouse, J. The vibration damping of laminated plates. Compos. Part A Appl. Sci. Manuf. 1997, 28, 1007–1012. [Google Scholar] [CrossRef]
- Maheri, M.R. The effect of layup and boundary conditions on the modal damping of FRP composite panels. J. Compos. Mater. 2011, 45, 1411–1422. [Google Scholar] [CrossRef]
- Li, J.Q.; Narita, Y. Analysis and optimal design for the damping property of laminated viscoelastic plates under general edge conditions. Compos. Part-B Eng. 2013, 45, 972–980. [Google Scholar] [CrossRef]
- Fay, J.J.; Thomas, D.A.; Sperling, L.H. Evaluation of the area under linear loss modulus-temperature curves. J. Appl. Polym. Sci. 1991, 43, 1617–1623. [Google Scholar] [CrossRef]
- Shi, X.H.; Yuan, X.J.; Guo, X.H.; Zeng, F.Q.; Liu, G.Y. A new way to investigate the damping properties of NR/CIIR blends characterized by the rebound behaviors. Polym. Adv. Technol. 2022, 33, 3522–3531. [Google Scholar] [CrossRef]
- Nihmath, A.; Ramesan, M.T. Development of novel elastomeric blends derived from chlorinated nitrile rubber and chlorinated ethylene propylene diene rubber. Polym. Test. 2020, 89, 106728. [Google Scholar] [CrossRef]
- Kaliyathan, A.V.; Varghese, K.M.; Nair, A.S.; Thomas, S. Rubber–rubber blends: A critical review. Prog. Rubber Plast. Recycl. Technol. 2020, 36, 196–242. [Google Scholar] [CrossRef]
- Ambilkar, S.C.; Kapgate, B.P.; Das, A.; Mandal, S.; Maji, P.K.; Singh, S.; Kasilingam, R.; Gedam, R.S.; Das, C. Precise role of zirconia to boost up the mechanical, thermal, viscoelastic, dielectric, and chemical resistance properties of natural rubber-nitrile rubber blend. Eur. Polym. J. 2023, 194, 112163. [Google Scholar] [CrossRef]
- Huang, Q.N.; Liu, Y.; Li, S.M.; Zhu, M.Y.; Hao, T.F.; Zhou, Z.P.; Nie, Y.J. Blending polar rubber with polyurethane to construct self-healing rubber with multiple hydrogen bond networks. Polymer 2022, 246, 124768. [Google Scholar] [CrossRef]
- Kaliyathan, A.V.; Rane, A.V.; Huskic, M.; Kunaver, M.; Kalarikkal, N.; Rouxel, D.; Thomas, S. Carbon black distribution in natural rubber/butadiene rubber blend composites: Distribution driven by morphology. Compos. Sci. Technol. 2020, 200, 108484. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, Y.; Huang, G.; Wu, J. Damping characteristics of chlorobutyl rubber/poly (ethyl acrylate)/piezoelectric ceramic/carbon black composites. J. Appl. Polym. Sci. 2008, 108, 3670–3676. [Google Scholar] [CrossRef]
- Doi, M. Introduction to Polymer Physics; Oxford University Press: Oxford, UK, 1996. [Google Scholar]
- Thitithammawong, A.; Nakason, C.; Sahakaro, K.; Noordermeer, J.W.M. Multifunctional peroxide as alternative crosslink agents for dynamically vulcanized epoxidized natural rubber/polypropylene blends. J. Appl. Polym. Sci. 2009, 111, 819–825. [Google Scholar] [CrossRef]
- Lu, X.; Li, X.J.; Tian, M. Preparation of high damping elastomer with broad temperature and frequency ranges based on ternary rubber blends. Polym. Adv. Technol. 2014, 25, 21–28. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient (phr) | EPDM0 | EPDM 20 | EPDM 40 | EPDM 60 | EPDM 80 | EPDM 100 |
|---|---|---|---|---|---|---|
| CIIR | 100 | 80 | 60 | 40 | 20 | |
| EPDM | 20 | 40 | 60 | 80 | 100 |
| Rebound Height | EPDM | EPDM80 | EPDM60 | EPDM40 | EPDM20 | CIIR |
|---|---|---|---|---|---|---|
| Hi/mm | 175.3 | 130 | 101.1 | 78.7 | 65 | 50.9 |
| hi/mm | 175.3 | 150.4 | 125.5 | 100.6 | 75.6 | 50.9 |
| (hi − Hi)/mm | 0 | 20.4 | 24.4 | 21.9 | 10.6 | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Wang, K.; Wu, Y.; Zhang, H.; Hao, T.; Qi, H.; Liu, B. A Novel Method to Characterize the Damping Capacity of EPDM/CIIR Blends Using Vibrating Rubber Balls. Polymers 2024, 16, 1447. https://doi.org/10.3390/polym16111447
Liu Z, Wang K, Wu Y, Zhang H, Hao T, Qi H, Liu B. A Novel Method to Characterize the Damping Capacity of EPDM/CIIR Blends Using Vibrating Rubber Balls. Polymers. 2024; 16(11):1447. https://doi.org/10.3390/polym16111447
Chicago/Turabian StyleLiu, Zhixin, Kai Wang, Yongqiang Wu, Hanxiao Zhang, Tianyi Hao, Hongyang Qi, and Bosong Liu. 2024. "A Novel Method to Characterize the Damping Capacity of EPDM/CIIR Blends Using Vibrating Rubber Balls" Polymers 16, no. 11: 1447. https://doi.org/10.3390/polym16111447
APA StyleLiu, Z., Wang, K., Wu, Y., Zhang, H., Hao, T., Qi, H., & Liu, B. (2024). A Novel Method to Characterize the Damping Capacity of EPDM/CIIR Blends Using Vibrating Rubber Balls. Polymers, 16(11), 1447. https://doi.org/10.3390/polym16111447