
Recycling of Epoxy/Fiberglass Composite Using Supercritical Ethanol with (2,3,5-Triphenyltetrazolium)2[CuCl4] Complex



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results and Discussion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Muflikhun, M.A.; Higuchi, R.; Yokozeki, T.; Aoki, T. Failure Mode Analysis of CFRP-SPCC Hybrid Thin Laminates under Axial Loading for Structural Applications: Experimental Research on Strain Performance. Compos. B Eng. 2019, 172, 262–270. [Google Scholar] [CrossRef]
- Muflikhun, M.A.; Fiedler, B. Failure Prediction and Surface Characterization of GFRP Laminates: A Study of Stepwise Loading. Polymers 2022, 14, 4322. [Google Scholar] [CrossRef] [PubMed]
- Muflikhun, M.A.; Yokozeki, T.; Aoki, T. The Strain Performance of Thin CFRP-SPCC Hybrid Laminates for Automobile Structures. Compos. Struct. 2019, 220, 11–18. [Google Scholar] [CrossRef]
- Balıkoğlu, F.; Demircioğlu, T.K.; Yıldız, M.; Arslan, N.; Ataş, A. Mechanical Performance of Marine Sandwich Composites Subjected to Flatwise Compression and Flexural Loading: Effect of Resin Pins. J. Sandw. Struct. Mater. 2018, 22, 2030–2048. [Google Scholar] [CrossRef]
- Saitta, L.; Pergolizzi, E.; Tosto, C.; Sergi, C.; Cicala, G. Fully-Recyclable Epoxy Fibres Reinforced Composites (FRCs) for Maritime Field: Chemical Recycling and Re-Use Routes. Prog. Mar. Sci. Technol. 2022, 6, 70–77. [Google Scholar] [CrossRef]
- Li, X.; Li, P.; Lin, Z.; Yang, D. Mechanical Behavior of a Glass-Fiber Reinforced Composite to Steel Joint for Ships. J. Mar. Sci. Appl. 2015, 14, 39–45. [Google Scholar] [CrossRef]
- Thomsen, O.T. Sandwich Materials for Wind Turbine Blades—Present and Future. J. Sandw. Struct. Mater. 2009, 11, 7–26. [Google Scholar] [CrossRef]
- Mattsson, C.; André, A.; Juntikka, M.; Trnkle, T.; Sott, R. Chemical Recycling of End-of-Life Wind Turbine Blades by Solvolysis/HTL. In Proceedings of the IOP Conference Series: Materials Science and Engineering; IOP Publishing Ltd.: Bristol, UK, 2020; Volume 942. [Google Scholar]
- Mangalgiri, P.D. Composite Materials for Aerospace Applications. Bull. Mater. Sci. 1999, 22, 657–664. [Google Scholar] [CrossRef]
- Soutis, C. Fibre Reinforced Composites in Aircraft Construction. Prog. Aerosp. Sci. 2005, 41, 143–151. [Google Scholar] [CrossRef]
- Majewski, P.; Florin, N.; Jit, J.; Stewart, R.A. End-of-Life Policy Considerations for Wind Turbine Blades. Renew. Sustain. Energy Rev. 2022, 164, 112538. [Google Scholar] [CrossRef]
- Pico, D.; Seide, G.; Gries, T. Thermo Chemical Processes: Potential Improvement of the Wind Blades Life Cycle. Chem. Eng. Trans. 2014, 36, 211–216. [Google Scholar] [CrossRef]
- Robert Walker, T.; Chatziparaskeva, G.; Papamichael, I.; Voukkali, I.; Loizia, P.; Sourkouni, G.; Argirusis, C.; Zorpas, A.A. End-of-Life of Composite Materials in the Framework of the Circular Economy. Microplastics 2022, 1, 377–392. [Google Scholar] [CrossRef]
- Parveez, B.; Kittur, M.I.; Badruddin, I.A.; Kamangar, S.; Hussien, M.; Umarfarooq, M.A. Scientific Advancements in Composite Materials for Aircraft Applications: A Review. Polymers 2022, 14, 5007. [Google Scholar] [CrossRef] [PubMed]
- Marsh, G. Composites Consolidate in Commercial Aviation. Reinf. Plast. 2016, 60, 302–305. [Google Scholar] [CrossRef]
- Gao, C.; Zhang, J.; Liu, C.; Wang, Z. In Proceedings of the 2018 Annual Meeting of China Society of Automotive Engineering; China Society of Automotive Engineers: Beijing, China, 2018; Volume 6. [Google Scholar]
- Kumar, A.; Srivastava, A. Preparation and Mechanical Properties of Jute Fiber Reinforced Epoxy Composites. Ind. Eng. Manag. 2017, 6, 234. [Google Scholar] [CrossRef]
- Pietroluongo, M.; Padovano, E.; Frache, A.; Badini, C. Mechanical Recycling of an End-of-Life Automotive Composite Component. Sustain. Mater. Technol. 2020, 23, e00143. [Google Scholar] [CrossRef]
- Howarth, J.; Mareddy, S.S.R.; Mativenga, P.T. Energy Intensity and Environmental Analysis of Mechanical Recycling of Carbon Fibre Composite. J. Clean Prod. 2014, 81, 46–50. [Google Scholar] [CrossRef]
- Schwarz, S.; Höftberger, T.; Burgstaller, C.; Hackl, A.; Schwarzinger, C. Pyrolytic Recycling of Carbon Fibers from Prepregs and Their Use in Polyamide Composites. Open J. Compos. Mater. 2020, 10, 92–105. [Google Scholar] [CrossRef]
- Kooduvalli, K.; Unser, J.; Ozcan, S.; Vaidya, U.K. Embodied Energy in Pyrolysis and Solvolysis Approaches to Recycling for Carbon Fiber-Epoxy Reinforced Composite Waste Streams. Recycling 2022, 7, 6. [Google Scholar] [CrossRef]
- Protsenko, A.E.; Pimenova, E.D.; Petrov, V. V Recycling of Glass Fibers Sheets from Thermoset Reinforced Plastic Using Thermolysis Method. IOP Conf. Ser. Mater Sci. Eng. 2020, 734, 012185. [Google Scholar] [CrossRef]
- Ginder, R.S.; Ozcan, S. Recycling of Commercial E-Glass Reinforced Thermoset Composites via Two Temperature Step Pyrolysis to Improve Recovered Fiber Tensile Strength and Failure Strain. Recycling 2019, 4, 24. [Google Scholar] [CrossRef]
- Okajima, I.; Watanabe, K.; Sako, T. Chemical Recycling of Carbon Fiber Reinforced Plastic with Supercritical Alcohol. J. Adv. Res. Phys. 2012, 3, 1–4. [Google Scholar]
- Vallee, M.; Tersac, G.; Destais-Orvoen, N.; Durand, G. Chemical Recycling of Class A Surface Quality Sheet-Molding Composites. Ind. Eng. Chem. Res. 2004, 43, 6317–6324. [Google Scholar] [CrossRef]
- Piñero-Hernanz, R.; Dodds, C.; Hyde, J.; García-Serna, J.; Poliakoff, M.; Lester, E.; Cocero, M.J.; Kingman, S.; Pickering, S.; Wong, K.H. Chemical Recycling of Carbon Fibre Reinforced Composites in Nearcritical and Supercritical Water. Compos. Part A Appl. Sci. Manuf. 2008, 39, 454–461. [Google Scholar] [CrossRef]
- Bai, Y.; Wang, Z.; Feng, L. Chemical Recycling of Carbon Fibers Reinforced Epoxy Resin Composites in Oxygen in Supercritical Water. Mater. Des. 2010, 31, 999–1002. [Google Scholar] [CrossRef]
- Okajima, I.; Sako, T. Recycling of Carbon Fiber-Reinforced Plastic Using Supercritical and Subcritical Fluids. J. Mater. Cycles Waste Manag. 2017, 19, 15–20. [Google Scholar] [CrossRef]
- Piñero-Hernanz, R.; García-Serna, J.; Dodds, C.; Hyde, J.; Poliakoff, M.; Cocero, M.J.; Kingman, S.; Pickering, S.; Lester, E. Chemical Recycling of Carbon Fibre Composites Using Alcohols under Subcritical and Supercritical Conditions. J. Supercrit. Fluids 2008, 46, 83–92. [Google Scholar] [CrossRef]
- Cheng, H.; Huang, H.; Liu, Z.; Zhang, J. Reaction Kinetics of CFRP Degradation in Supercritical Fluids. J. Polym. Environ. 2018, 26, 2153–2165. [Google Scholar] [CrossRef]
- Okajima, I.; Sako, T. Recycling Fiber-Reinforced Plastic Using Supercritical Acetone. Polym. Degrad. Stab. 2019, 163, 1–6. [Google Scholar] [CrossRef]
- Zhao, X.; Wang, X.L.; Tian, F.; An, W.L.; Xu, S.; Wang, Y.Z. A Fast and Mild Closed-Loop Recycling of Anhydride-Cured Epoxy through Microwave-Assisted Catalytic Degradation by Trifunctional Amine and Subsequent Reuse without Separation. Green Chem. 2019, 21, 2487–2493. [Google Scholar] [CrossRef]
- Pakdel, E.; Kashi, S.; Varley, R.; Wang, X. Recent Progress in Recycling Carbon Fibre Reinforced Composites and Dry Carbon Fibre Wastes. Resour. Conserv. Recycl. 2021, 166, 105340. [Google Scholar] [CrossRef]
- Protsenko, A.E.; Petrov, V.V. Recycling of the Polymer Composite Fillers in Amino Alcohol Medium. J. Phys. Conf. Ser. 2022, 2353, 012009. [Google Scholar] [CrossRef]
- Protsenko, A.E.; Petrov, V.V. Recycling of Fiberglass Fillers Obtained from Polymer Composites Based on an Epoxy Vinyl Ester Binder. Mech. Compos. Mater. 2022, 58, 537–544. [Google Scholar] [CrossRef]
- Yang, P.; Zhou, Q.; Yuan, X.X.; Van Kasteren, J.M.N.; Wang, Y.Z. Highly Efficient Solvolysis of Epoxy Resin Using Poly(Ethylene Glycol)/NaOH Systems. Polym. Degrad. Stab. 2012, 97, 1101–1106. [Google Scholar] [CrossRef]
- Hanaoka, T.; Ikematsu, H.; Takahashi, S.; Ito, N.; Ijuin, N.; Kawada, H.; Arao, Y.; Kubouchi, M. Recovery of Carbon Fiber from Prepreg Using Nitric Acid and Evaluation of Recycled CFRP. Compos. B Eng. 2022, 231, 109560. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, J.; Nie, W.; Wang, K.; Wang, Y.; Yang, X.; Tang, T. Degradation of Anhydride-Cured Epoxy Resin Using Simultaneously Recyclable Solvent and Organic Base Catalyst. J. Mater Cycles Waste Manag. 2018, 20, 568–577. [Google Scholar] [CrossRef]
- Jia, X.; Peng, P.; Cui, J.; Xin, N.; Huang, X. Four N,O-Bidentate-Chelated Ligand-Tunable Copper(II) Complexes: Synthesis, Structural Characterization and Exceptional Catalytic Properties for Chan–Lam Coupling Reactions. Asian J. Org. Chem. 2018, 7, 1093–1100. [Google Scholar] [CrossRef]
- Silva, A.C.; Fernández, T.L.; Carvalho, N.M.F.; Herbst, M.H.; Bordinhão, J.; Jr, A.H.; Wardell, J.L.; Oestreicher, E.G.; Antunes, O.A.C. Oxidation of Cyclohexane Catalyzed by Bis-(2-Pyridylmethyl)Amine Cu(II) Complexes. Appl. Catal. A Gen. 2007, 317, 154–160. [Google Scholar] [CrossRef]
- Titi, A.; Warad, I.; Tillard, M.; Touzani, R.; Messali, M.; El Kodadi, M.; Eddike, D.; Zarrouk, A. Inermolecular Interaction in [C6H10N3]2[CoCl4] Complex: Synthesis, XRD/HSA Relation, Spectral and Catecholase Catalytic Analysis. J. Mol. Struct. 2020, 1217, 128422. [Google Scholar] [CrossRef]
- Fleischer, J.; Teti, R.; Lanza, G.; Mativenga, P.; Möhring, H.C.; Caggiano, A. Composite Materials Parts Manufacturing. CIRP Ann. 2018, 67, 603–626. [Google Scholar] [CrossRef]
- Erenkov, O.Y.; Ivakhnenko, A.G.; Radchenko, M.V. Method for Molding Fibreglass Objects Based on Polymer Binder Electrophysical Treatment. Chem. Pet. Eng. 2013, 49, 346–350. [Google Scholar] [CrossRef]
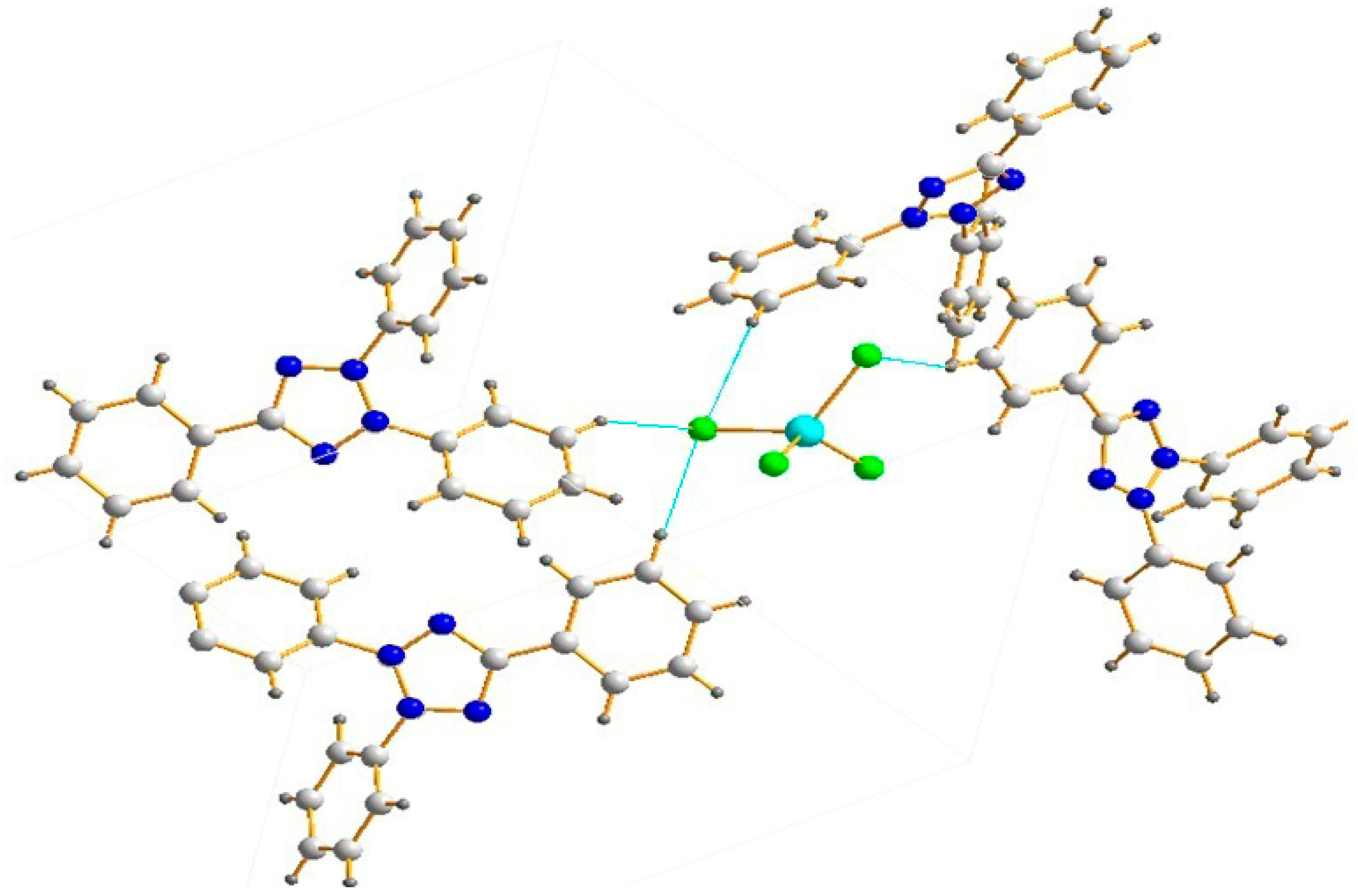
- Protsenko, A.N.; Garifova, V.V.; Shakirova, O.G. Structure and Properties of Copper(Ii) and Cobalt(Ii) Halide Complexes with n–Heterocycles of Composition (Hl)n[MHal4]. Lect. Notes Netw. Syst. 2021, 200, 265–275. [Google Scholar] [CrossRef]
- Elghazzaoui, H.; Salle, E.L.G.; Bellettre, J. Recycling of aeronautical composites by supercritical solvolysis. Matér. Tech. 2012, 100, 517–524. [Google Scholar] [CrossRef]
- Kim, Y.N.; Kim, Y.O.; Kim, S.Y.; Park, M.; Yang, B.; Kim, J.; Jung, Y.C. Application of Supercritical Water for Green Recycling of Epoxy-Based Carbon Fiber Reinforced Plastic. Compos. Sci. Technol. 2019, 173, 66–72. [Google Scholar] [CrossRef]
- Keith, M.J.; Román-Ramírez, L.A.; Leeke, G.; Ingram, A. Recycling a Carbon Fibre Reinforced Polymer with a Supercritical Acetone/Water Solvent Mixture: Comprehensive Analysis of Reaction Kinetics. Polym. Degrad. Stab. 2019, 161, 225–234. [Google Scholar] [CrossRef]
- Xiao, G.Z.; Shanahan, M.E.R. Swelling of DGEBA/DDA Epoxy Resin during Hygrothermal Ageing. Polymer 1998, 39, 3253–3260. [Google Scholar] [CrossRef]
- Magalhães, A.L.; Lito, P.F.; Da Silva, F.A.; Silva, C.M. Simple and Accurate Correlations for Diffusion Coefficients of Solutes in Liquids and Supercritical Fluids over Wide Ranges of Temperature and Density. J. Supercrit. Fluids 2013, 76, 94–114. [Google Scholar] [CrossRef]
- Protsenko, A.E.; Petrov, V.V. Strengthening of Glass Fibers Obtained by Recycling of Polymer Composite Material. Strength. Technol. Coat. 2022, 18, 347–351. [Google Scholar] [CrossRef]
- Qureshi, J. A Review of Recycling Methods for Fibre Reinforced Polymer Composites. Sustainability 2022, 14, 16855. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Complex | PCM Destruction Products Depending on the Time of Solvolysis | Assignment | ||
|---|---|---|---|---|
| (2,3,5-TPhTz)2[CuCl4] (Figure S1) | 30 min Treatment (Figure S2) | 60 min Treatment (Figure S3) | 90 min Treatment (Figure S4) | |
| 3446 | 3433 | 3404 | 3401 | ν(O–H) |
| 3200 | 3200 | 3200 | ν(N–H) | |
| 3059 | 3061 | 3059 | 3070 2972 | ν(Carom–H) |
| 2922 2854 | 2927 2866 | 2932 2872 | ν(C–H) | |
| 1713 | 1717 | ν(C=O) | ||
| 1632 | 1655 | 1653 | δ(–NH2) | |
| 1563 | 1559 | δ(–NH–) | ||
| 1609 1530 1485 | 1602 1528 1485 | 1608 1509 | 1604 1509 | R(phenyl) |
| 1457 | 1454 | 1455 | 1455 | ν(C=N) |
| 1395 | 1396 | ν(–N=N−) | ||
| 1296 | 1297 | ν(N=N) | ||
| 766 721 687 | 767 721 686 | 753 716 693 | 753 716 690 | δ(Carom–H) |
| Sample | T, °C | τ, h | Tensile Strength, MPa | Residual Strength, % |
|---|---|---|---|---|
| Initial fiberglass | - | - | 2918 | 100 |
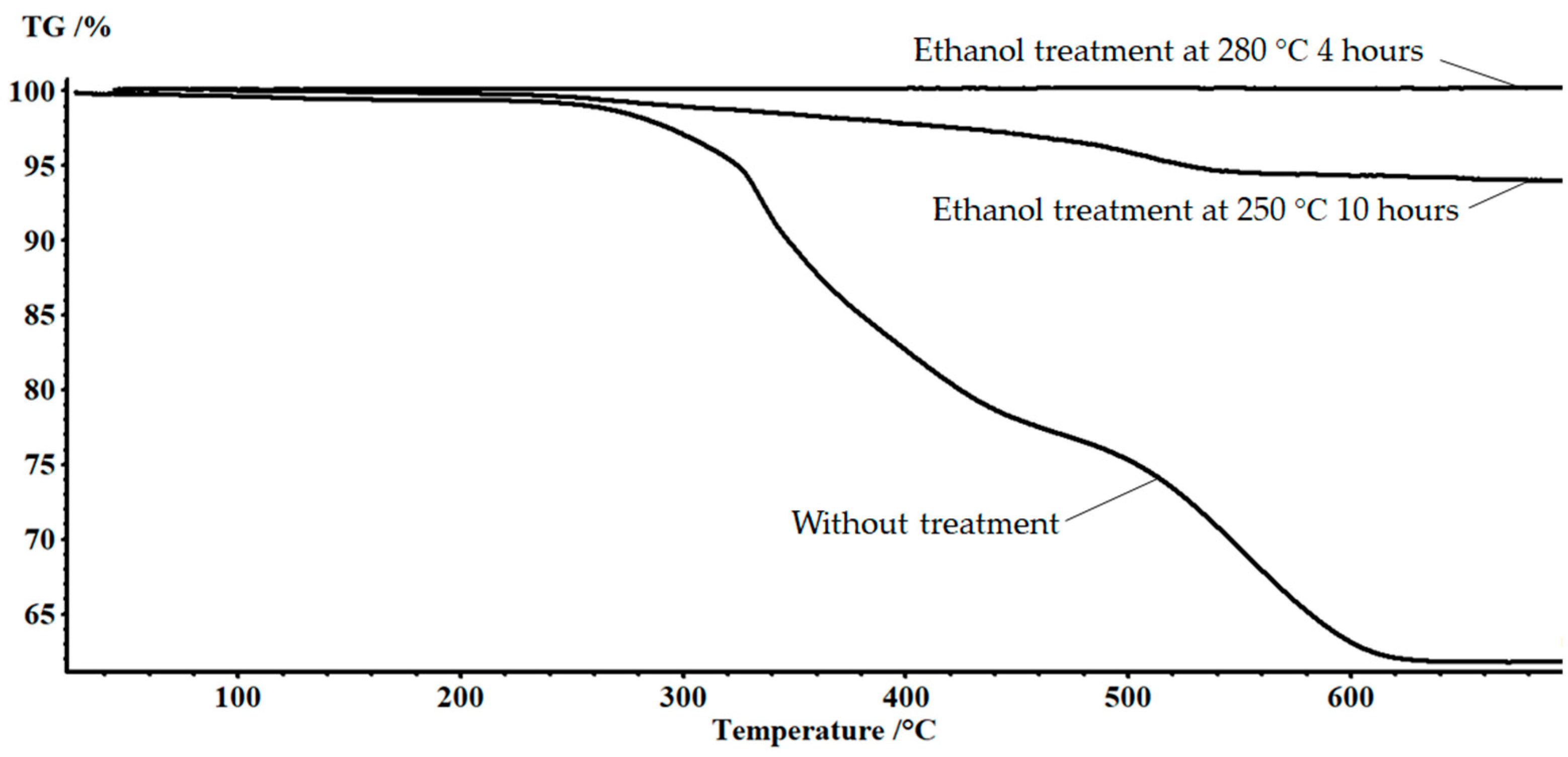
| Fiberglass recovered in ethanol | 280 | 4 | 2897 | 99 |
| Fiberglass recovered in ethanol with (2,3,5-TPhTz)2[CuCl4] (5%) | 250 | 2 | 2850 | 98 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Protsenko, A.E.; Protsenko, A.N.; Shakirova, O.G.; Petrov, V.V. Recycling of Epoxy/Fiberglass Composite Using Supercritical Ethanol with (2,3,5-Triphenyltetrazolium)2[CuCl4] Complex. Polymers 2023, 15, 1559. https://doi.org/10.3390/polym15061559
Protsenko AE, Protsenko AN, Shakirova OG, Petrov VV. Recycling of Epoxy/Fiberglass Composite Using Supercritical Ethanol with (2,3,5-Triphenyltetrazolium)2[CuCl4] Complex. Polymers. 2023; 15(6):1559. https://doi.org/10.3390/polym15061559
Chicago/Turabian StyleProtsenko, Alexander E., Alexandra N. Protsenko, Olga G. Shakirova, and Victor V. Petrov. 2023. "Recycling of Epoxy/Fiberglass Composite Using Supercritical Ethanol with (2,3,5-Triphenyltetrazolium)2[CuCl4] Complex" Polymers 15, no. 6: 1559. https://doi.org/10.3390/polym15061559
APA StyleProtsenko, A. E., Protsenko, A. N., Shakirova, O. G., & Petrov, V. V. (2023). Recycling of Epoxy/Fiberglass Composite Using Supercritical Ethanol with (2,3,5-Triphenyltetrazolium)2[CuCl4] Complex. Polymers, 15(6), 1559. https://doi.org/10.3390/polym15061559