
Mock-Ups in Plastic Conservation Research: Processing and Aging of 3D Celluloid Specimens Simulating Historical Objects
 ,
,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
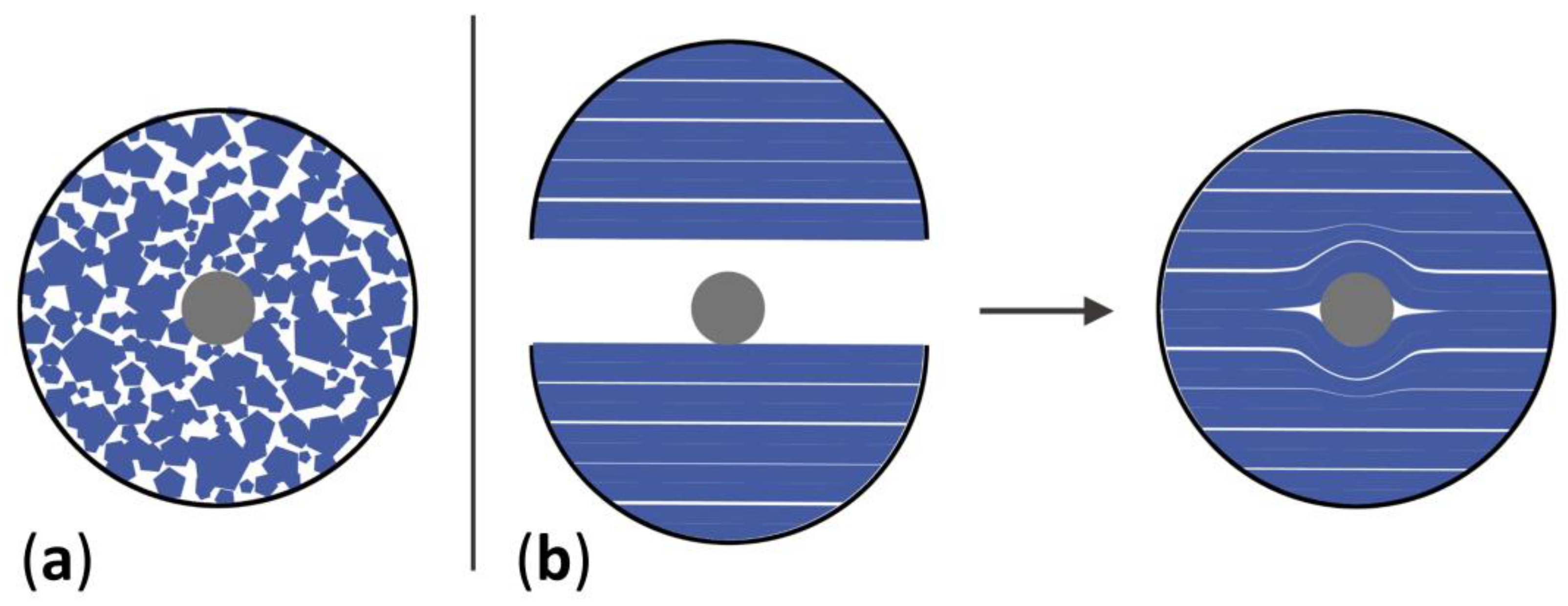
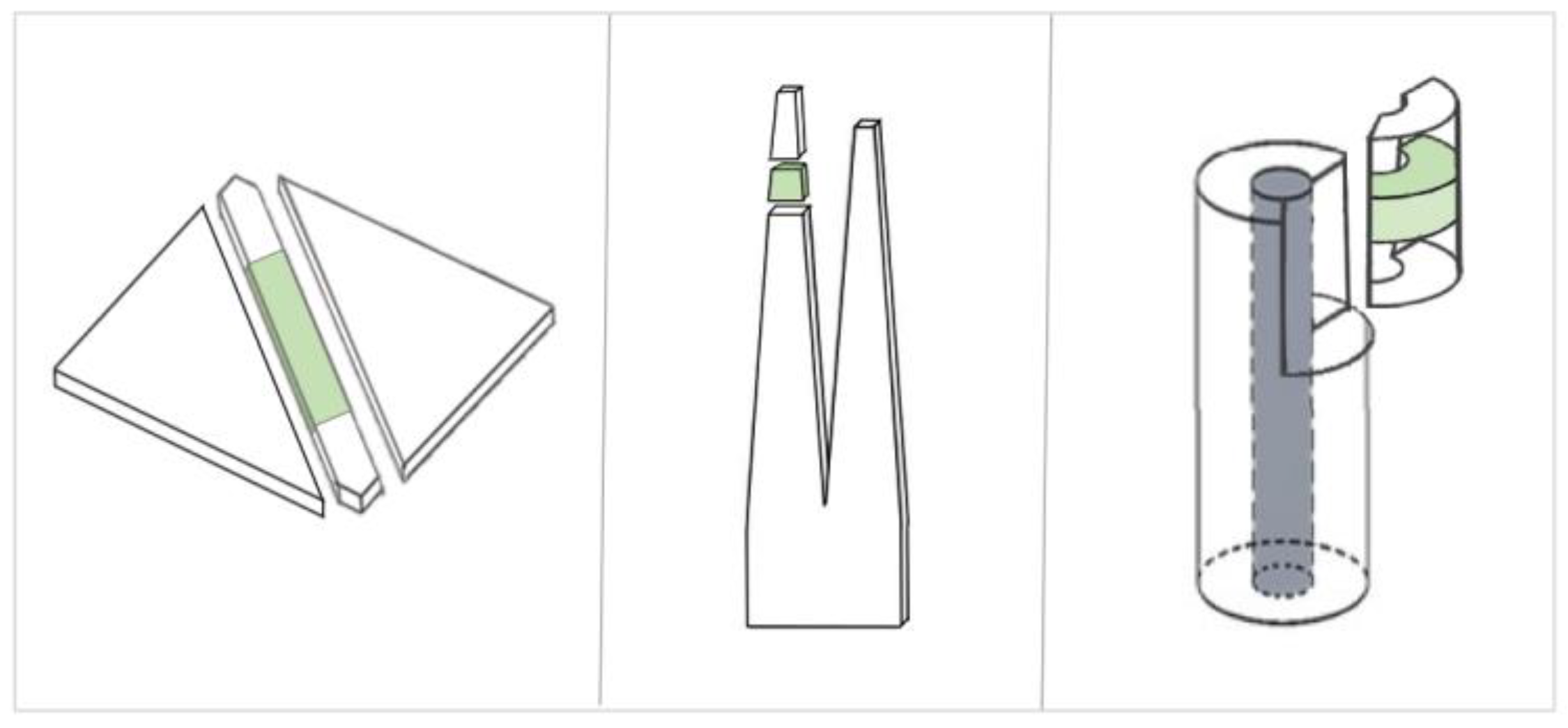
2.1. Mock-Ups: Reflection on Past Industrial Celluloid Processing and Selection of Starting Materials and Geometries
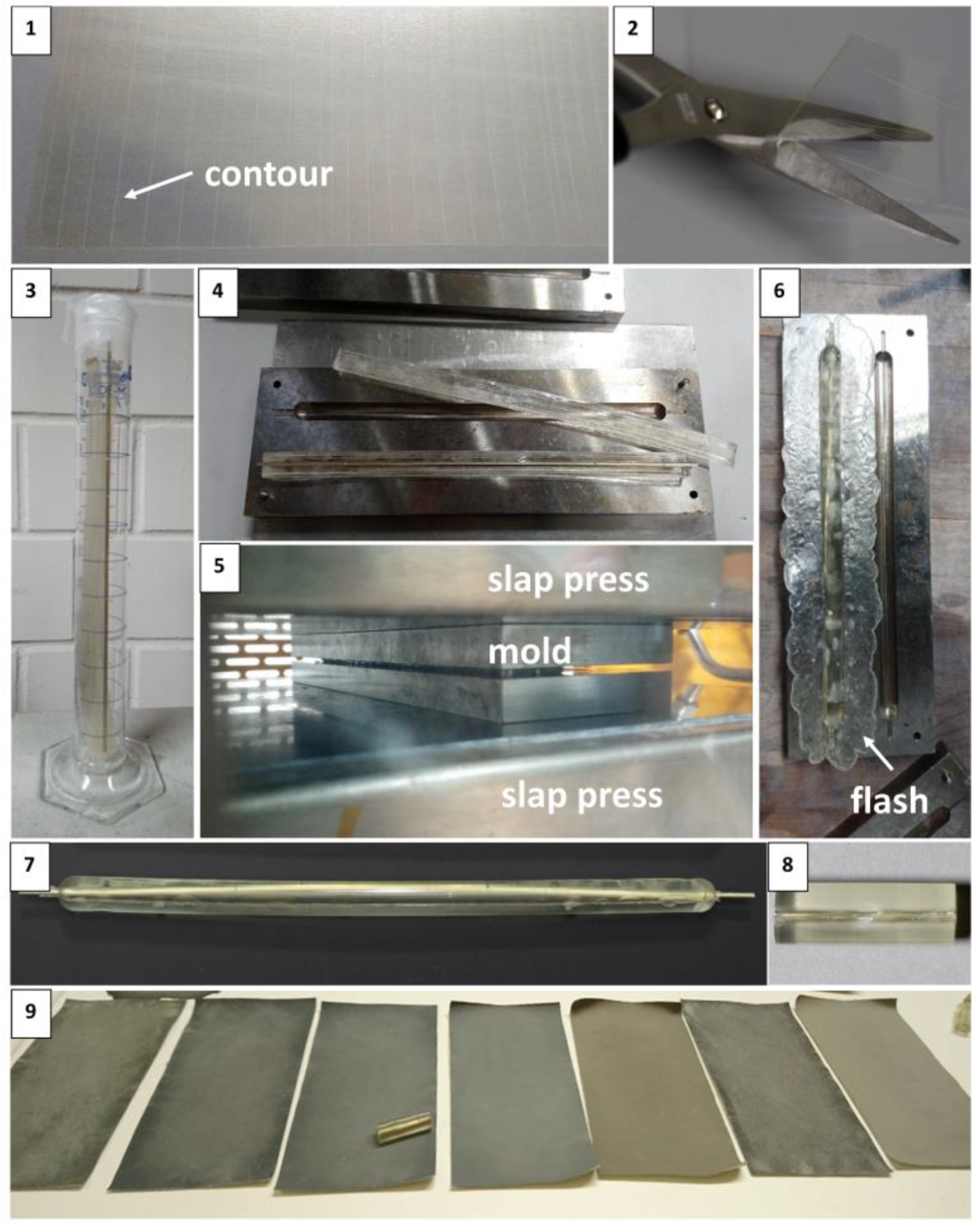
2.2. Mock-Ups: Instrumentation for the Shaping Process
2.3. Selection of Compression Molding Parameters for Processing Tines and Cylinders
- raw material (granules and sheets);
- time between softening and pressing (4 h, 1 day, 2 days, 6 days);
- set temperature of the slab press (90, 100, 120 °C);
- preheating time (for tines: 3, 5 and 7 min; for cylinders: 10, 15, 20 min);
- pressure (0 and 25 bar);
- pressing time (5, 8, 10 min);
- cooling method (after pressing, the mold was either opened directly (no cooling), cooled by the cooling function of the press (slow cooling) or cooled by putting it in a water (fast cooling)).
2.4. Artificial Aging
2.5. Characterization of Mock-Ups
2.5.1. Weight Measurements
2.5.2. Off-Gassing Control with A-D Strips
2.5.3. Attenuated Total Reflection Fourier-Transform Infrared Spectroscopy (ATR-FTIR)
2.5.4. Sampling Strategy for the Quantitative Analysis of the Chromatographic Methods (IC and GPC)
2.5.5. Ion Chromatography (IC)
2.5.6. Gel Permeation Chromatography for Determining Molecular Weight (Mw)
2.5.7. Gel Permeation Chromatography for Determining Camphor Content
2.6. Naturally Aged Transparent Objects
3. Results and Discussion
3.1. Shaping Tines and Cylinders
3.2. Assessing Whether the Processing Methods Induced Molecular Changes in Tines and Cylinders
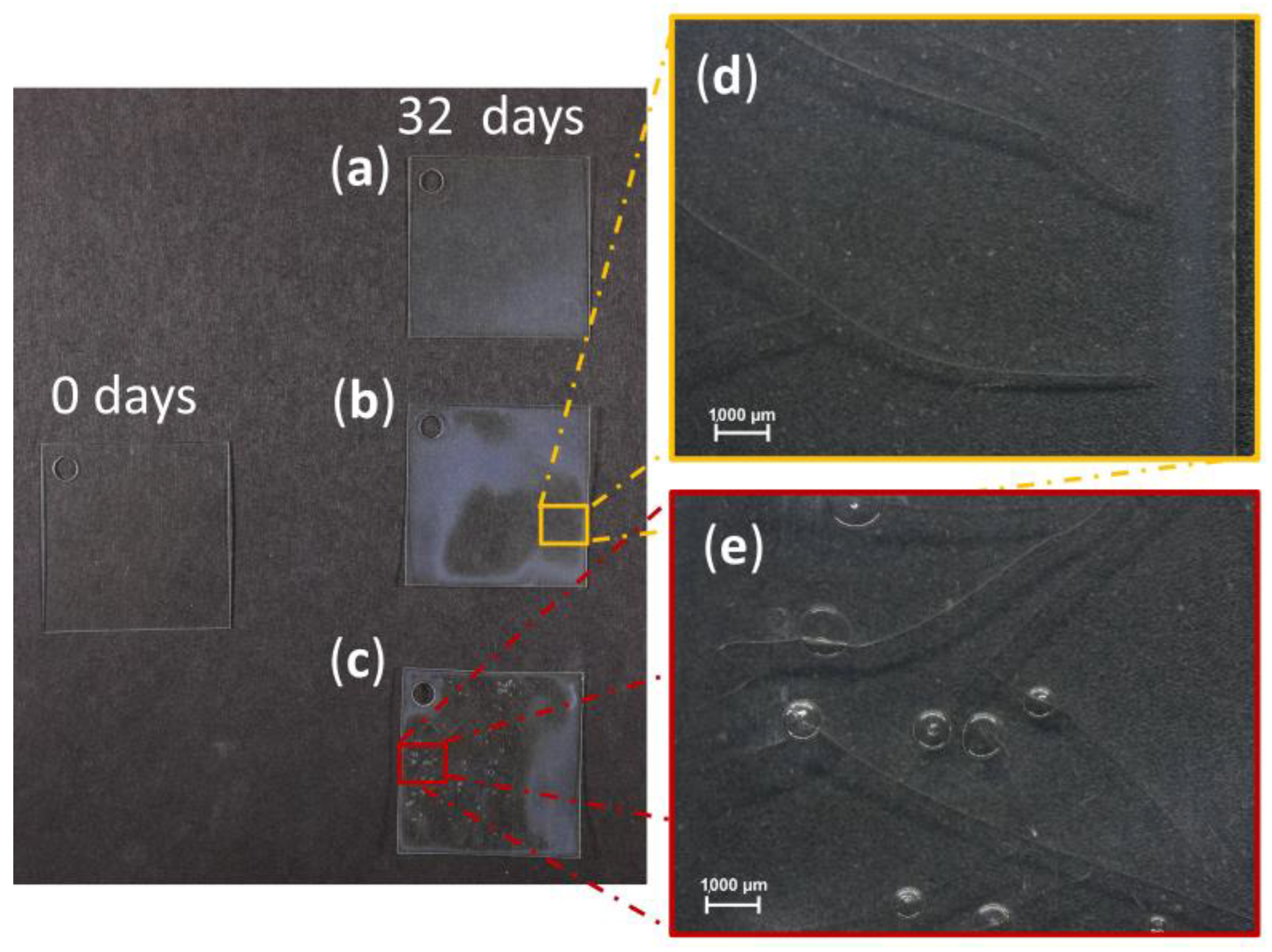
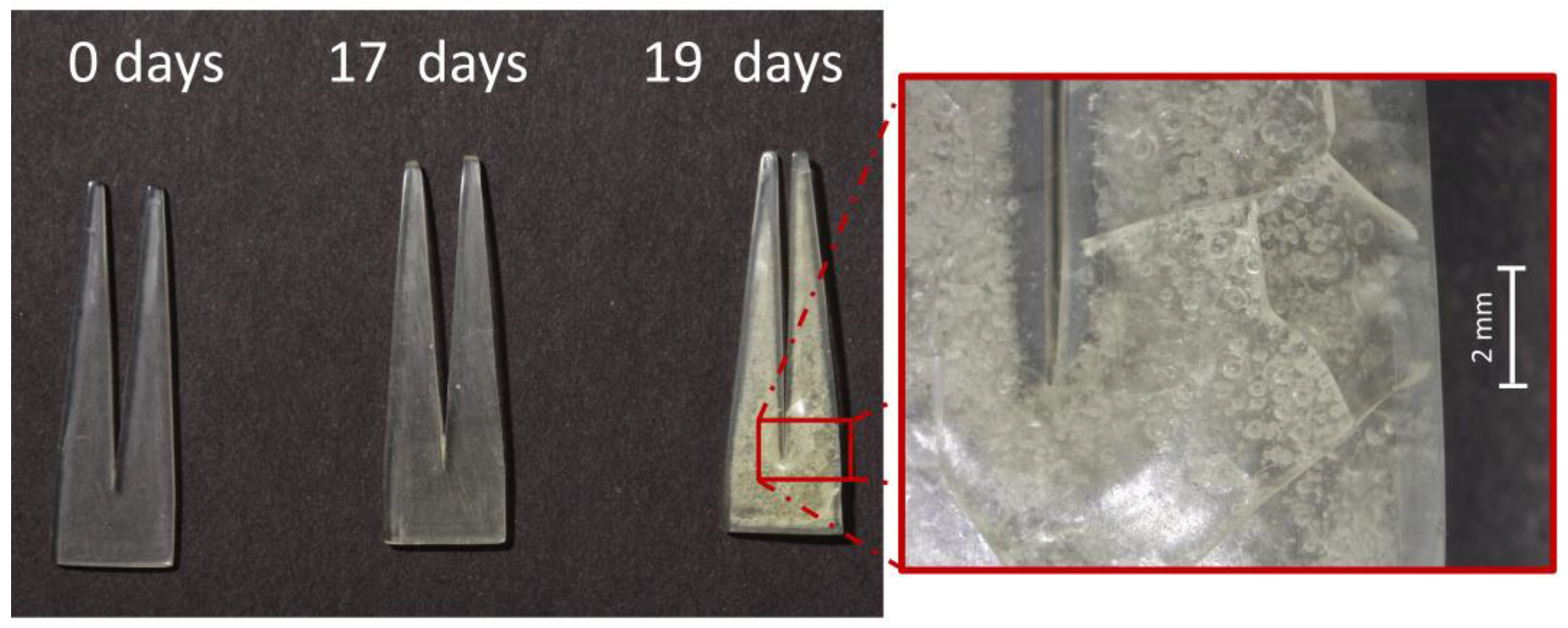
3.3. Artificial Aging of Mock-Ups
3.4. Characterization of Mock-Ups after Artificial Aging
3.4.1. Mass Loss
3.4.2. Off-Gassing Controlling with A-D Strips
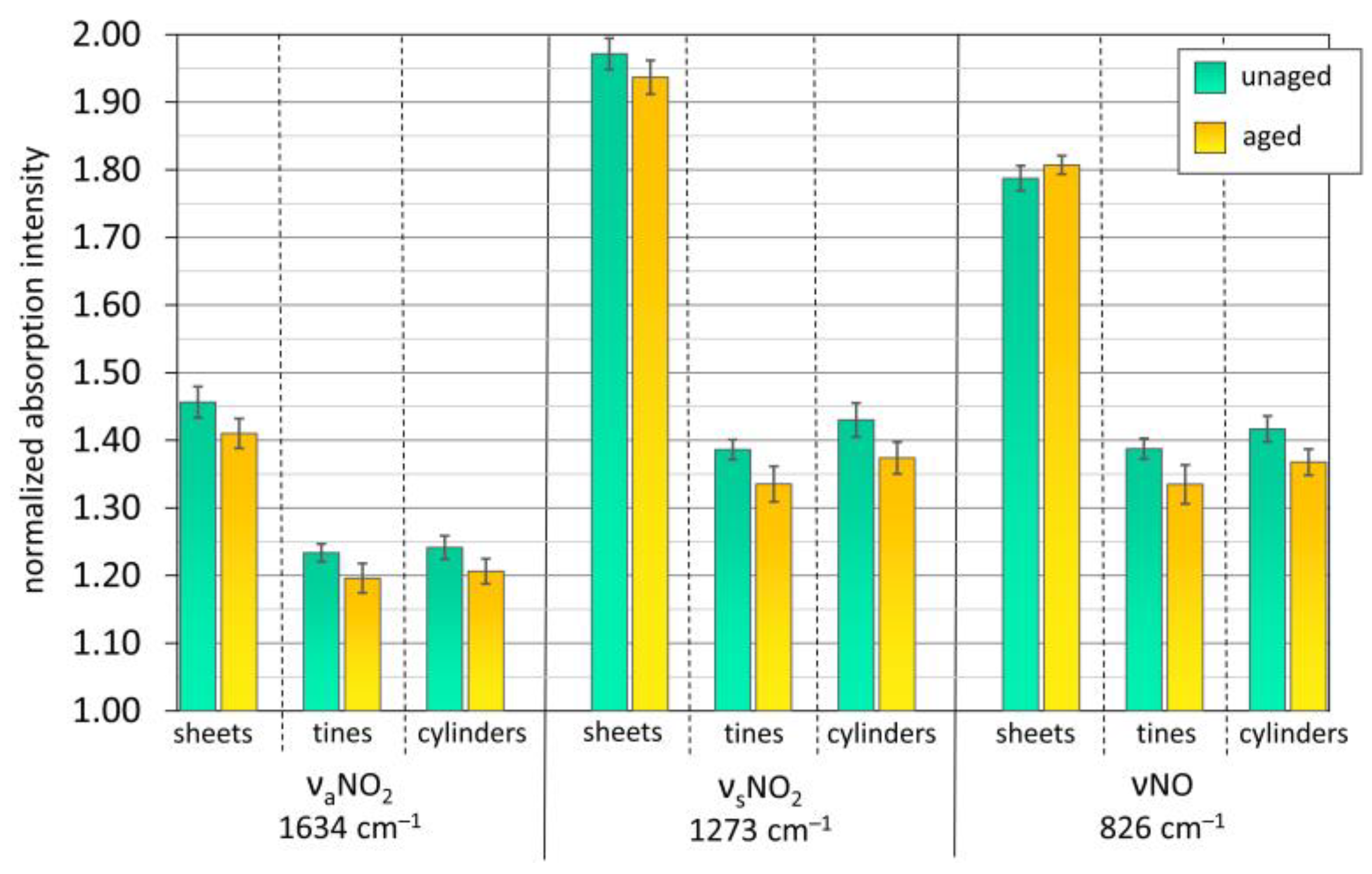
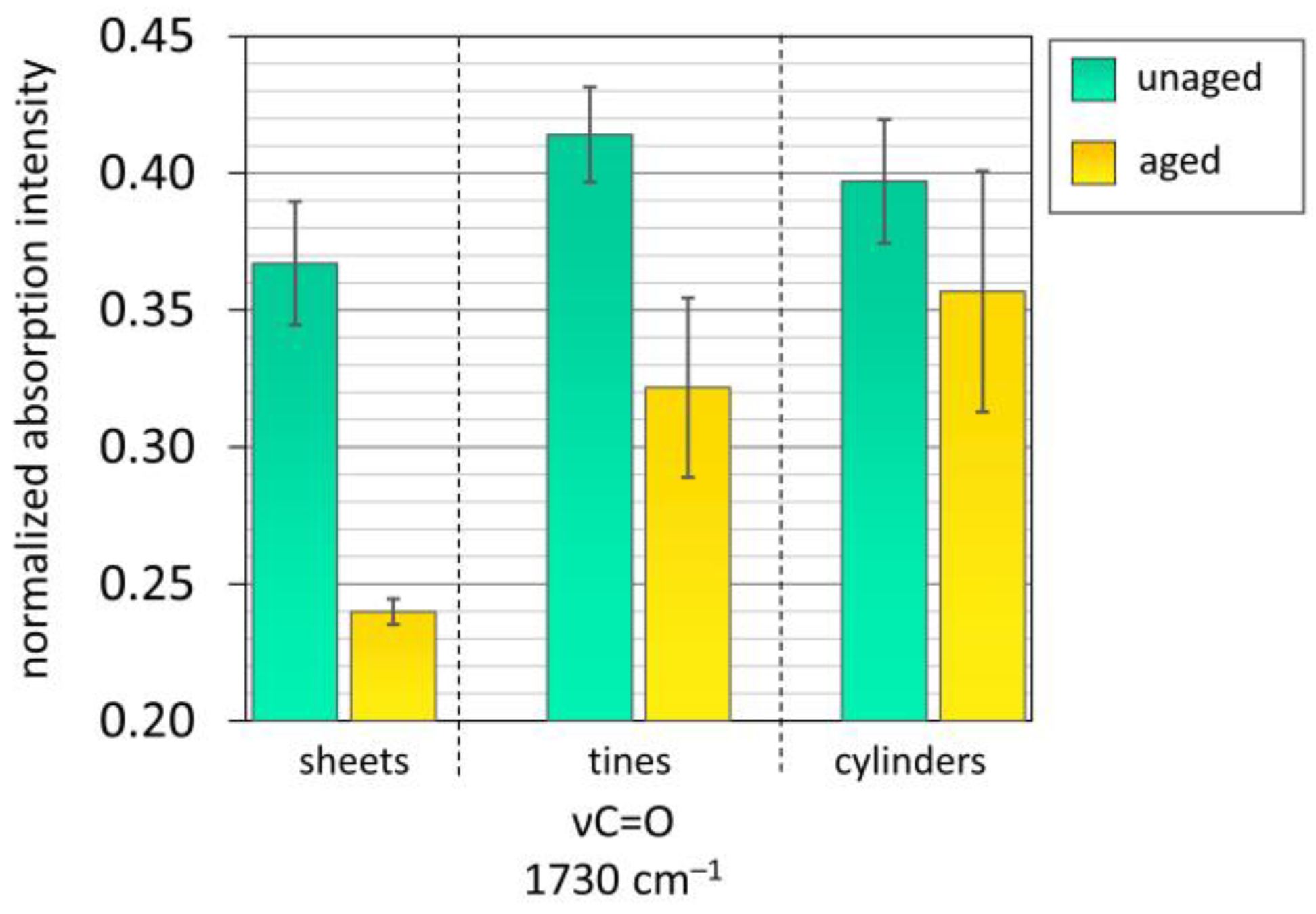
3.4.3. Assessment of Degradation via ATR-FTIR
3.4.4. Characterization of the Mw, Nitrogen, and Camphor Contents through Chromatographic Methods
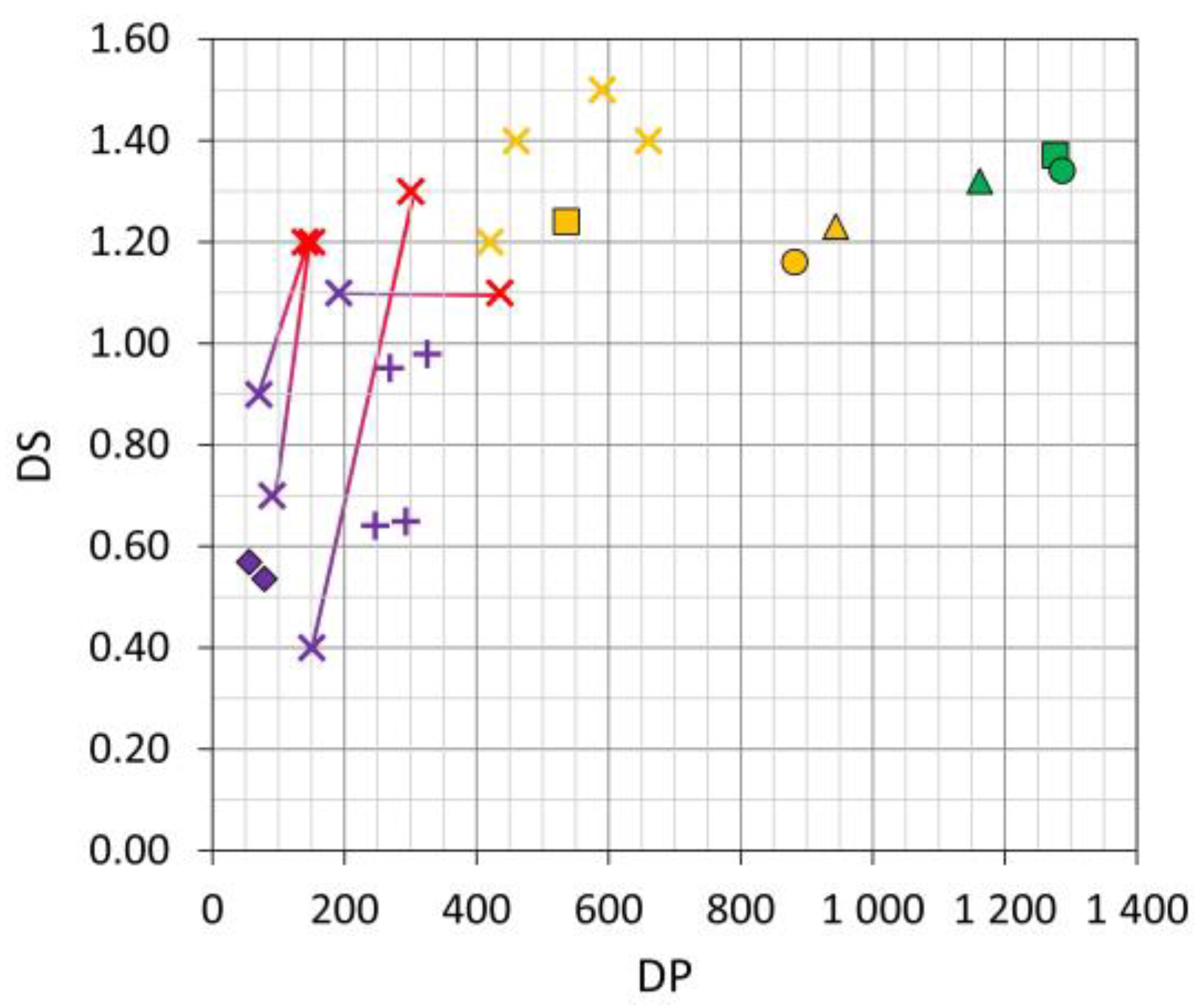
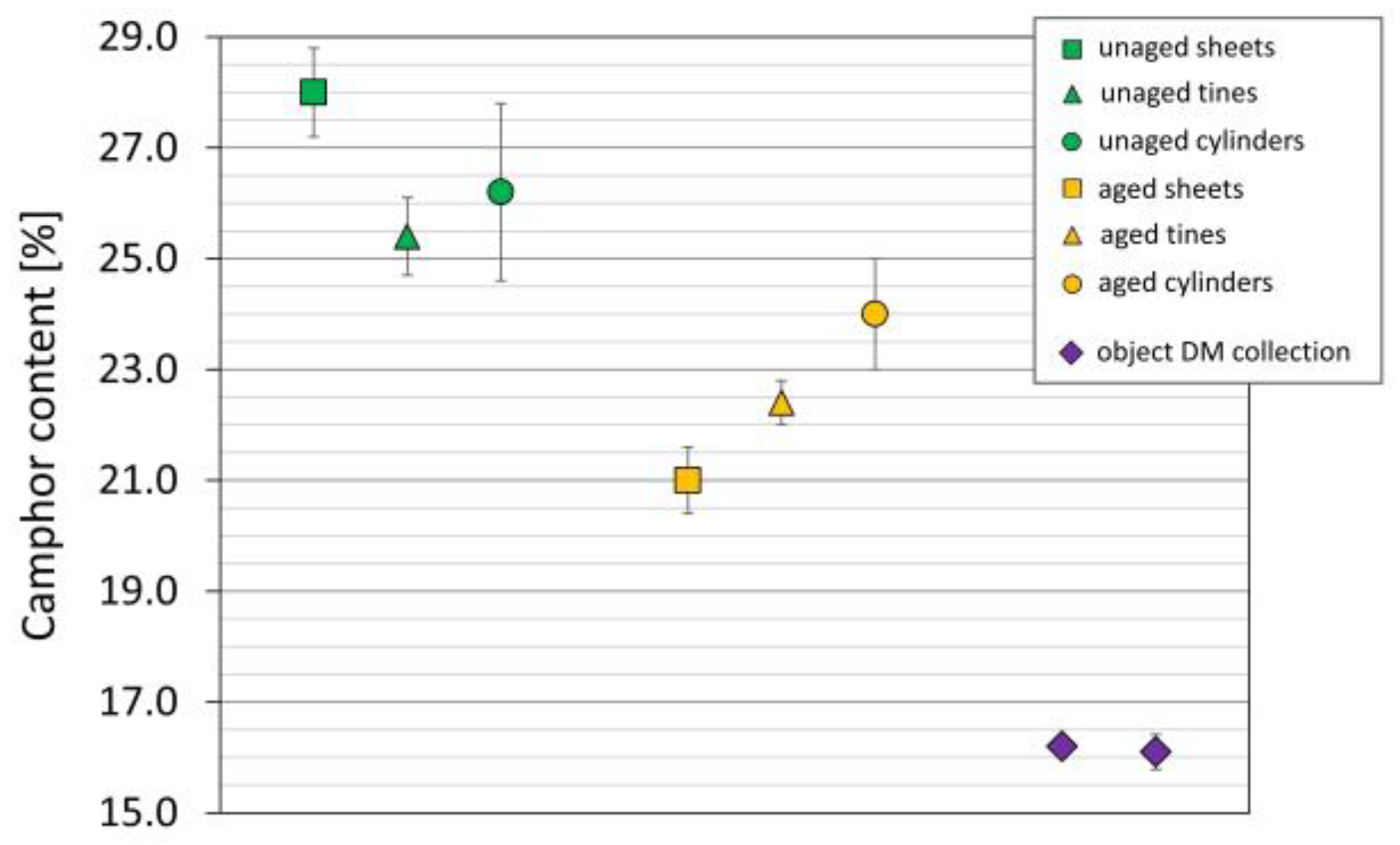
3.4.5. Comparison of the Mock-Ups with 3D Naturally Aged Objects
- green color code: visibly in good condition without acid detection
- yellow color code: visibly in good condition but with acid detection
- red/purple color codes: visibly in poor condition, exhibiting signs of degradation and acids detection. Data plotted in red and purple can derive from samples taken from the same object, displaying the heterogeneous nature of celluloid degradation. Such decay pattern has been already reported in collections [16,19,21,23,27,43,52]. Red corresponds to areas where macroscopically no physical damage appeared, while purple refers to areas that are physically damaged, cracked, or crazed.
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kolhepp, K.G. Wachstum im Wandel der Zeiten. Kunstoffe 2005, 95, 22–32. [Google Scholar]
- Thompson, R.C.; Swan, S.H.; Moore, C.J.; Vom Saal, F.S. Our plastic age. Philos Trans. R. Soc. B 2009, 364, 1973–1976. [Google Scholar] [CrossRef] [PubMed]
- Bartoletti, A.; Barker, R.; Chelazzi, D.; Bonelli, N.; Baglioni, P.; Lee, J.; Angelova, L.V.; Ormsby, B. Reviving WHAAM! a comparative evaluation of cleaning systems for the conservation treatment of Roy Lichtenstein’s iconic painting. Heritage Sci. 2020, 8, 1–30. [Google Scholar] [CrossRef]
- Stoveland, L.P.; Stols-Witlox, M.; Ormsby, B.; Streeton, N.L.W. Mock-ups and materiality in conservation research. Transcending Boundaries: Integrated Approaches to Conservation. In Proceedings of the ICOM-CC 19th Triennial Conference Preprints, Beijing, China, 17–21 May 2021; Bridgland, J., Ed.; International Council of Museums: Paris, France, 2021. [Google Scholar]
- Saviello, D.; Andena, L.; Gastaldi, D.; Toniolo, L.; Goidanich, S. Multi-analytical approach for the morphological, molecular, and mechanical characterization after photo-oxidation of polymers used in artworks. J. Appl. Polym. Sci. 2018, 135, 46194. [Google Scholar] [CrossRef]
- De Sá, S.F.; Ferreira, J.L.; Cardoso, I.P.; Macedo, R.; Ramos, A.M. Shedding new light on polyurethane degradation: Assessing foams condition in design objects. Polym. Degrad. Stab. 2017, 144, 354–365. [Google Scholar] [CrossRef]
- Kavda, S. Aqueous Solvent-Gel Cleaning of Poly (Methyl methacrylate) Surfaces in Museum Collections. Ph.D. Thesis, University College, London, UK, 2019. [Google Scholar]
- Babo, S.; Ferreira, J.L.; Ramos, A.M.; Micheluz, A.; Pamplona, M.; Casimiro, M.H.; Ferreira, L.M.; Melo, M.J. Characterization and Long-Term Stability of Historical PMMA: Impact of Additives and Acrylic Sheet Industrial Production Processes. Polymers 2020, 12, 2198. [Google Scholar] [CrossRef]
- Laganà, A.; David, M.; Doutre, M.; de Groot, S.; van Keulen, H.; Madden, O.; Schilling, M.; van Bommel, M. Reproducing reality. Recreating bonding defects observed in transparent poly(methyl methacrylate) museum objects and assessing defect formation. J. Cult. Heritage 2021, 48, 254–268. [Google Scholar] [CrossRef]
- Micheluz, A.; Angelin, E.M.; Lopes, J.A.; João Melo, M.; Pamplona, M. Discoloration of Historical Plastic Objects: New Insight into the Degradation of β-Naphthol Pigment Lakes. Polymers 2021, 13, 2278. [Google Scholar] [CrossRef]
- Plastic Makes Perfect: Exploring a Modern Material. Available online: https://blogs.getty.edu/iris/plastic-makes-perfect-exploring-a-modern-material/ (accessed on 5 December 2022).
- Quye, A.; Littlejohn, D.; Pethrick, R.A.; Stewart, R.A. Accelerated ageing to study the degradation of cellulose nitrate museum artefacts. Polym. Degrad. Stab. 2011, 96, 1934–1939. [Google Scholar] [CrossRef]
- Bussiere, P.-O.; Gardette, J.-L.; Therias, S. Photodegradation of celluloid used in museum artifacts. Polym. Degrad. Stab. 2014, 107, 246–254. [Google Scholar] [CrossRef]
- Berthumeyrie, S.; Collin, S.; Bussiere, P.-O.; Therias, S. Photooxidation of cellulose nitrate: New insights into degradation mechanisms. J. Hazard. Mater. 2014, 272, 137–147. [Google Scholar] [CrossRef]
- Elsässer, C.; Pamplona, M.; Trischler, H. Kaltlagerung von Musealen, Anthropogenen Objekten auf der Basis von Cellulosenitrat—Methoden zur Untersuchung des Chemischen Abbaus; DBU Reports; Objekt- und Restaurierungsforschung, Deutsches Museum von Meisterwerken der Naturwissenschaft und Technik: Munich, Germany, 2022. [Google Scholar]
- Elsässer, C.; Micheluz, A.; Pamplona, M.; Kavda, S.; Montag, P. Selection of thermal, spectroscopic, spectrometric, and chromatographic methods for characterizing historical celluloid. J. Appl. Polym. Sci. 2021, 138, 50477. [Google Scholar] [CrossRef]
- Selwitz, C. Cellulose Nitrate in Conservation; Research in Conservation; Getty Conservation Institute: Marina del Rey, CA, USA, 1988; ISBN 978-0-89236-098-7. [Google Scholar]
- Williams, S. Display and Storage of Museum Objects Containing Cellulose Nitrate. CCI Notes 1994, 15, 1–4. [Google Scholar]
- Keßler, K. Celluloid—Ein Werkstoff Zersetzt Sich. In Kunststoff als Werkstoff Celluloid und Polyurethan-Weichschaum; Material Eigenschaften Erhaltung; Siegl: München, Germany, 2001; p. 139. ISBN 978-3-935643-01-6. [Google Scholar]
- Waentig, F. Kunststoffe in der Kunst; Michael Imhof Verlag: Petersberg, Germany, 2008; pp. 203–216. ISBN 3-937251-46-4. [Google Scholar]
- Shashoua, Y. Conservation of Plastics: Materials Science, Degradation and Preservation, 1st ed.; Elsevier: Oxford, UK, 2008; ISBN 978-0-7506-6495-0. [Google Scholar]
- Quye, A.; Littlejohn, D.; Pethrick, R.A.; Stewart, R.A. Investigation of inherent degradation in cellulose nitrate museum artefacts. Polym. Degrad. Stab. 2011, 96, 1369–1376. [Google Scholar] [CrossRef]
- Mazurek, J.; Laganà, A.; Dion, V.; Etyemez, S.; Carta, C.; Schilling, M.R. Investigation of cellulose nitrate and cellulose acetate plastics in museum collections using ion chromatography and size exclusion chromatography. J. Cult. Heritage 2019, 35, 263–270. [Google Scholar] [CrossRef]
- Kavda, S.; Micheluz, A.; Elsässer, C.; Pamplona, M. Development of a gel permeation chromatography method for analysing cellulose nitrate in museums. J. Sep. Sci. 2021, 44, 1795–1804. [Google Scholar] [CrossRef]
- Andès, L.E. Zelluloid und Seine Verarbeitung; Hartlebens chemisch-technische Bibliothek: Wien/Leipzig, Germany, 1908. [Google Scholar]
- Bonwitt, G. Das Celluloid und Seine Ersatzstoffe; Union Deutsche Verlagsgesellschaft: Berlin, Germany, 1933. [Google Scholar]
- Morgan, J. Conservation of Plastics: An Introduction to Their History, Manufacture, Deterioration, Identification and Care; Plastics Historical Society: Conservation Unit, Museums & Galleries Commission: London, UK, 1991; ISBN 978-0-948630-14-9. [Google Scholar]
- Kutscher, K.-J. Die Hahnmühle und das Celluloid: Die Geschichte der Hessischen Celluloidwarenfabrik Dietz und Böttcher GmbH & Co KG. In Proceedings of the Begleitbroschüre zur Sonderausstellung in der Hahner Heimatstube, Pfungstadt, Germany, 25 January–28 June 2015. [Google Scholar]
- Elsässer, C.; Pamplona, M.; Mayr, V.; Donner, T.; Grießbach, S. Lower Temperature, Longer Lifetime: Practice at the Deutsches Museum and Research Perspectives for Storing 3D Cellulose Nitrate Objects. ZKK 2021, 34, 17–26. [Google Scholar]
- Domininghaus, H. Kunststoffe—Eigenschaften und Anwendungen, 8th ed.; Springer: Berlin/Heidelberg, Germany, 2012; ISBN 978-3-642-16173-5. [Google Scholar]
- DIN EN ISO 293:2004; Plastics—Compression Moulding of Test Specimens of Thermoplastic Materials. International Standardization Organization: Geneva, Switzerland, 2004.
- Feller, R.L. Accelerated Aging: Photochemical and Thermal Aspects; Getty Conservation Institute: Los Angeles, CA, USA, 1994. [Google Scholar]
- Shashoua, Y.; Bradley, S.M.; Daniels, V.D. Degradation of Cellulose Nitrate Adhesive. Stud. Conserv. 1992, 37, 113–119. [Google Scholar] [CrossRef]
- Hamrang, A. Degradation and Stabilisation of Cellulose Based Plastics & Artifacts. Ph.D. Thesis, Manchester Metropolitan University, Manchester, UK, 1994. [Google Scholar]
- Derrick, M.; Daniel, V.; Parker, A. Evaluation of storage and display conditions for cellulose nitrate objects. Stud. Conserv. 1994, 39, 207–211. [Google Scholar] [CrossRef]
- Steward, R.A. Analytical Studies of the Degradation of Cellulose Nitrate Artefacts. Ph.D. Thesis, University of Strathclyde, Glasgow, UK, 1997. [Google Scholar]
- Stewart, R.; Litteljohn, D.; Pethrick, R.A.; Tennen, N.H.; Quye, A. The use of accelerated ageing tests for studying the degradation of cellulose nitrate. In ICOM-CC 11th Triennial Meeting Preprints, Edinburgh, 1–6 September 1996; James & James Ltd.: Northampton, UK, 1996; pp. 967–970. [Google Scholar]
- Richardson, E.; Giachet, M.T.; Schilling, M.; Learner, T. Assessing the physical stability of archival cellulose acetate films by monitoring plasticizer loss. Polym. Degrad. Stab. 2014, 107, 231–236. [Google Scholar] [CrossRef]
- Curran, K.; Underhill, M.; Grau-Bové, J.; Fearn, T.; Gibson, L.T.; Strlič, M. Classifying Degraded Modern Polymeric Museum Artefacts by their Smell. Angew. Chem. Int. Ed. 2018, 57, 7336–7340. [Google Scholar] [CrossRef] [PubMed]
- Kemper, B.; Lichtblau, D.A. Extraction of plasticizers: An entire and reproducible quantification method for historical cellulose acetate material. Polym. Test. 2019, 80, 106096. [Google Scholar] [CrossRef]
- Da Ros, S.; Curran, K.; Del Gaudio, I.; Ormsby, B.; Townsend, J.H.; Cane, D.; Gili, A. Unveiling the importance of diffusion on the deterioration of cellulose acetate artefacts: The profile of plasticiser loss as assessed by infrared microscopy. In Proceedings of the Transcending Boundaries: Integrated Approaches to Conservation. ICOM-CC 19th Triennial Conference Preprints, Beijing, China, 17–21 May 2021; Bridgland, J., Ed.; International Council of Museums: Paris, France, 2021. [Google Scholar]
- Reilly, J.M. IPI Storage Guide for Acetate Film: Instruction for Using the Wheel, Graphs, and Table: Basic Strategy for Film Preservation; Image Permanence Institute: Rochester, NY, USA, 1993. [Google Scholar]
- Coughlin, M.; Seeger, A.M. You Collected What?! The Risks and Rewards of Acquiring Cellulose Nitrate. In Plastics: Looking at the Future and Learning from the Past; Keneghan, B., Louise, E., Eds.; Archetype Publications: London, UK, 2008; pp. 119–124. [Google Scholar]
- Laganà, A.; Mazurek, J.; Huddleston, M.; Dion, V.; Rivenc, R. Facing challenges: Investigations into the conservation of cellulose ester objects. ZKK 2021, 34, 27–36. [Google Scholar]
- Ballany, J.M. An Investigation of the Factors Affecting the Degradation of Cellulose Acetate Artefacts in Museum Collections. Ph.D. Thesis, University of Strathclyde, Glasgow, UK, 2000. [Google Scholar]
- Shashoua, Y.; Johansen, K.B. Investigation of ATR–FTIR spectroscopy as an alternative to the Water-Leach free acidity test for cellulose acetate-based film. In Proceedings of the ICOM-CC 14th Triennial Meeting Preprints, The Hague, The Netherlands, 12–16 September 2005; James & James Ltd.: Northampton, UK, 2005; pp. 548–555. [Google Scholar]
- Fei, P.; Liao, L.; Cheng, B.; Song, J. Quantitative analysis of cellulose acetate with high degree of substitution by FTIR and its application. Anal. Methods. 2017, 9, 6194–6201. [Google Scholar] [CrossRef]
- Neves, A.; Angelin, E.M.; Roldão, É.; Melo, M.J. New Insights into the Degradation Mechanism of Cellulose Nitrate in Cinematographic Films by Raman Microscopy. J. Raman Spectrosc. 2018, 50, 202–212. [Google Scholar] [CrossRef]
- Nunes, S.; Ramacciotti, F.; Neves, A.; Angelin, E.M.; Ramos, A.M.; Roldão, É.; Wallaszkovits, N.; Armijo, A.A.; Melo, M.J. A Diagnostic Tool for Assessing the Conservation Condition of Cellulose Nitrate and Acetate in Heritage Collections: Quantifying the Degree of Substitution by Infrared Spectroscopy. Herit. Sci. 2020, 8, 33. [Google Scholar] [CrossRef]
- Bauer, E.; Osswald, T.A.; Rudolph, N. Plastic Handbook—The Resource for Plastics Engineers, 5th ed.; Hanser Publisher: Munich, Germany, 2019. [Google Scholar]
- POPART Project. Preservation of Plastic Artefacts in Museum Collection, Damage Atlas. Available online: https://popart-highlights.mnhn.fr/collection-survey/damage-atlas/index.html (accessed on 5 December 2022).
- Chavez Lozano, M.V.; Elsässer, C.; Angelin, E.M.; Pamplona, M. Shedding light on degradation gradients in celluloid: An ATR-FTIR study of artificially and naturally aged specimens. Polymers 2022, 15, 522. [Google Scholar] [CrossRef]
- Volltrauer, H.N.; Fontijn, A. Low-temperature pyrolysis studies by chemiluminescence techniques real-time nitrocellulose and PBX 9404 decomposition. Combust Flame 1981, 41, 313–324. [Google Scholar] [CrossRef]
- Edge, M.; Allen, N.S.; Hayes, M.; Riley, P.N.K.; Horie, C.V.; Luc-Gardette, J. Mechanisms of Deterioration in Cellulose Nitrate Base Archival Cinematograph Film. Eur. Polym. J. 1990, 26, 623–630. [Google Scholar] [CrossRef]
- Rychlý, J.; Lattuati-Derieux, A.; Matisová-Rychlá, L.; Csomorová, K.; Janigová, I.; Lavédrine, B. Degradation of aged nitrocellulose investigated by thermal analysis and chemiluminescence. J. Therm. Anal. Calorim. 2012, 107, 1267–1276. [Google Scholar] [CrossRef]
- King, R.; Grau-Bové, J.; Curran, K. Plasticiser loss in heritage collections: Its prevalence, cause, effect, and methods for analysis. Herit. Sci. 2020, 8, 123. [Google Scholar] [CrossRef]
- Pfeil, A.; Krause, H.H.; Eisenreich, N. The Consequences of Beginning Slow Thermal Decomposition on the Molecular Weight of Nitrated Cellulose. Thermochim. Acta 1985, 85, 399–402. [Google Scholar] [CrossRef]
- Neves, A.; Ramos, A.M.; Callapez, M.E.; Friedel, R.; Réfrégiers, M.; Thoury, M.; Melo, M.J. Novel Markers to Early Detect Degradation on Cellulose Nitrate-Based Heritage at the Submicrometer Level Using Synchrotron UV–VIS Multispectral Luminescence. Sci. Rep. 2021, 11, 20208. [Google Scholar] [CrossRef]
- Louvet, A.; Lavedrine, B.; Flieder, F. Size Exclusion Chromatography and Mass Spectrometry of Photographic Bases in Cellulose Nitrate Degradation. J. Photogr. Sci. 1995, 43, 30–35. [Google Scholar] [CrossRef]
- Muller, T.; Alexander, W.J. Characterization of the chain length distribution of wood celluloses by gel permeation chromatography. J. Polym. Sci. Part C Polym. Symp. 1968, 21, 283–295. [Google Scholar] [CrossRef]
- Derrick, M.; Stulik, D.; Ordonez, E. Deterioration of cellulose nitrate sculptures made by Gabo and Pevsner. In Saving the Twentieth Century: The Conservation of Modern Materials; Grattan, D.W., Ed.; Canadian Conservation Institute: Ottawa, ON, Cannada, 1993; pp. 169–182. [Google Scholar]
- Sirkis, L. The History, Deterioration and Conservation of Cellulose Nitrate and Other Early Plastic Objects. Senior Thesis, University of London, Institute of Archaeology, London, UK, 1982. [Google Scholar]
- Reilly, J.A. Celluloid Objects: Their Chemistry and Preservation. J. Am. Inst. Conserv. 1991, 30, 145–162. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sheets | Tines | Cylinders Celluloid Composite with Metal Core |
|---|---|---|
 |  |  |
| 40 (L) × 40 (W) × 0.5 (D) mm | 50 (L) × 16 (W) × 2 (D) mm | Height: 30 mm; Ø = 10 mm |
| Reference | Temperature [°C] | Relative Humidity [%] | Type * | Exposure Time |
|---|---|---|---|---|
| Shashoua et al. 1992, [33] | 60, 70, 100 | n/a | CN | Up to 80 days |
| Hamrang 1994, [34] | 50, 60, 70, 80 | 0, 15, 30, 40, 50, 100 | CN | Up to 60 weeks |
| Derrick 1994, [35] | 50 | 55 | CN | 75 days |
| Steward et al. 1996, [36] | 70 | 75 | CN | n/a |
| Steward 1997, [37] | 70 | 12, 55, 75 | CN | Up to 14 days |
| Quye et al. 2011, [12] | 70 | 12, 55, 75 | CN | Up to 14 days |
| Richardsson et al. 2013, [38] | 70 | 33, 54, 70 | CA | Up to 66 days |
| Curran et al. 2018, [39] | 80 | 65 | CN, CA | Up to 10 weeks |
| Kemper and Lichtblau 2019, [40] | 70 | 50 | CA | Up to 82 days |
| Da Ros et al. 2021, [41] | 70 | 50, 80 | CA | Up to 120 days |
| Experiment A | Experiment B | Experiment C |
|---|---|---|
| 10 x same spot | 10 positions on the same sheet | One position on 10 sheets |
 |  |  |
| Mock-Up Geometry | Sheet | Tine | Cylinder |
|---|---|---|---|
| Spectra acquisition | Direct measurement on the mock-up | Measurement of a sampled chip | Measurement of a sampled chip |
 |  | 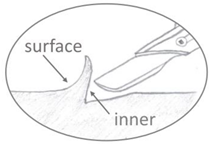 | |
| Location of the measuring and sampling points |  |  |  |
| Parameters | Tested Settings | Evaluation of Results |
|---|---|---|
| Raw material | Granulates | insufficient connection, crowning |
| Sheets | best condition | |
| Time between softening and pressing | 4 h | too much acetone gas, more bubbles, and cavities |
| 1 day | best condition | |
| 2 days | starting to harden, material tensions | |
| 6 days | hardened, strong material tensions | |
| Set temperature of the slap press | 90 °C | best condition |
| 100 °C | more bubbles and cavities | |
| 120 °C | many bubbles, material tensions, deformations | |
| Preheating time | 3 * and 10 ** min | too much acetone remaining |
| 5 * and 15 ** min | best condition | |
| 7 * and 20 ** min | not enough acetone remaining, time-consuming | |
| Pressure | 0 bar | insufficient connection |
| 25 bar | best condition | |
| Pressing time | 5 min. | insufficient connection, more bubbles, and cavities |
| 8 min | best condition | |
| 10 min | harder to demold, time-consuming | |
| Method of cooling | No–directly open in the air | harder to demold, time-consuming |
| Slow-Slab press | time-consuming | |
| Fast-Water quench | best condition |
| 1730 cm−1 νC=O | 1634 cm−1 νaNO2 | 1273 cm−1 νsNO2 | 826 cm−1 νNO | |
|---|---|---|---|---|
| Avg. ± SD | Avg. ± SD | Avg. ± SD | Avg. ± SD | |
| sheets | 0.367 ± 0.020 | 1.442 ± 0.024 | 1.951 ± 0.034 | 1.739 ± 0.025 |
| tines | 0.414 ± 0.017 | 1.234 ± 0.013 | 1.386 ± 0.015 | 1.388 ± 0.015 |
| cylinders | 0.397 ± 0.023 | 1.241 ± 0.017 | 1.430 ± 0.025 | 1.417 ± 0.019 |
| Mock-Up Geometry | Sheets | Tines | Cylinders |
|---|---|---|---|
| Aging conditions | 70 °C, 75% RH | 60 °C, 75% RH | 60 °C, 75% RH |
| Exposure time | 32 d | 17 d | 27 d |
| Mass loss | –9.4% ± 1.5 | –2.6% ± 0.23 | –3.5% ± 0.13 |
| Aging | Mw (GPC) | Camphor Content (GPC) | Nitrogen Content (IC) | ||||
|---|---|---|---|---|---|---|---|
| Avg. ± SD [Da] | RSD | Avg. ± SD [%] | RSD | Avg. ± SD [%] | RSD | ||
| sheets | unaged | 283,000 ± 16,900 (n = 6) | 6.0% | 28.0 ± 0.4 (n = 4) | 1.3% | 8.66 ± 0.13 (n = 4) | 1.5% |
| aged * | 116,000 ± 10,500 (n = 6) | 9.1% | 21.0 ± 0.6 (n = 6) | 2.9% | 7.80 ± 0.17 (n = 4) | 2.2% | |
| tines | unaged | 257,000 ± 9,400 (n = 6) | 3.6% | 25.4 ± 0.7 (n = 4) | 2.8% | 8.23 ± 0.13 (n = 4) | 1.6% |
| aged * | 206,000 ± 24,900 (n = 6) | 12.1% | 22.4 ± 0.4 (n = 6) | 2.0% | 7.82 ± 0.16 (n = 4) | 2.1% | |
| cylinders | unaged | 284,000 ± 15,300 (n = 6) | 5.4% | 26.2 ± 1.6 (n = 4) | 6.0% | 8.28 ± 0.14 (n = 4) | 1.7% |
| aged * | 189,000 ± 26,800 (n = 6) | 12.2% | 24.0 ± 1.0 (n = 6) | 4.1% | 7.71 ± 0.16 (n = 4) | 2.1% | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elsässer, C.; Mayr, V.; Montag, P.; Angelin, E.M.; Hilbig, H.; Grosse, C.U.; Pamplona, M. Mock-Ups in Plastic Conservation Research: Processing and Aging of 3D Celluloid Specimens Simulating Historical Objects. Polymers 2023, 15, 852. https://doi.org/10.3390/polym15040852
Elsässer C, Mayr V, Montag P, Angelin EM, Hilbig H, Grosse CU, Pamplona M. Mock-Ups in Plastic Conservation Research: Processing and Aging of 3D Celluloid Specimens Simulating Historical Objects. Polymers. 2023; 15(4):852. https://doi.org/10.3390/polym15040852
Chicago/Turabian StyleElsässer, Christina, Veronika Mayr, Peter Montag, Eva Mariasole Angelin, Harald Hilbig, Christian Ulrich Grosse, and Marisa Pamplona. 2023. "Mock-Ups in Plastic Conservation Research: Processing and Aging of 3D Celluloid Specimens Simulating Historical Objects" Polymers 15, no. 4: 852. https://doi.org/10.3390/polym15040852
APA StyleElsässer, C., Mayr, V., Montag, P., Angelin, E. M., Hilbig, H., Grosse, C. U., & Pamplona, M. (2023). Mock-Ups in Plastic Conservation Research: Processing and Aging of 3D Celluloid Specimens Simulating Historical Objects. Polymers, 15(4), 852. https://doi.org/10.3390/polym15040852