

Mechanical and Chemical Resistance of UV Coating Systems Prepared under Industrial Conditions Using LED Radiation


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Surface Lacquer Finishing Process
2.3. Nanointendance Research
2.4. Determination of Scratch Resistance
2.5. Impact Test (Ball Method)
2.6. Abrasion Resistance
2.7. Resistance to Cold Liquids
2.8. Roughness Measurement
2.9. Data Processing
3. Results
3.1. Nanointendance Research
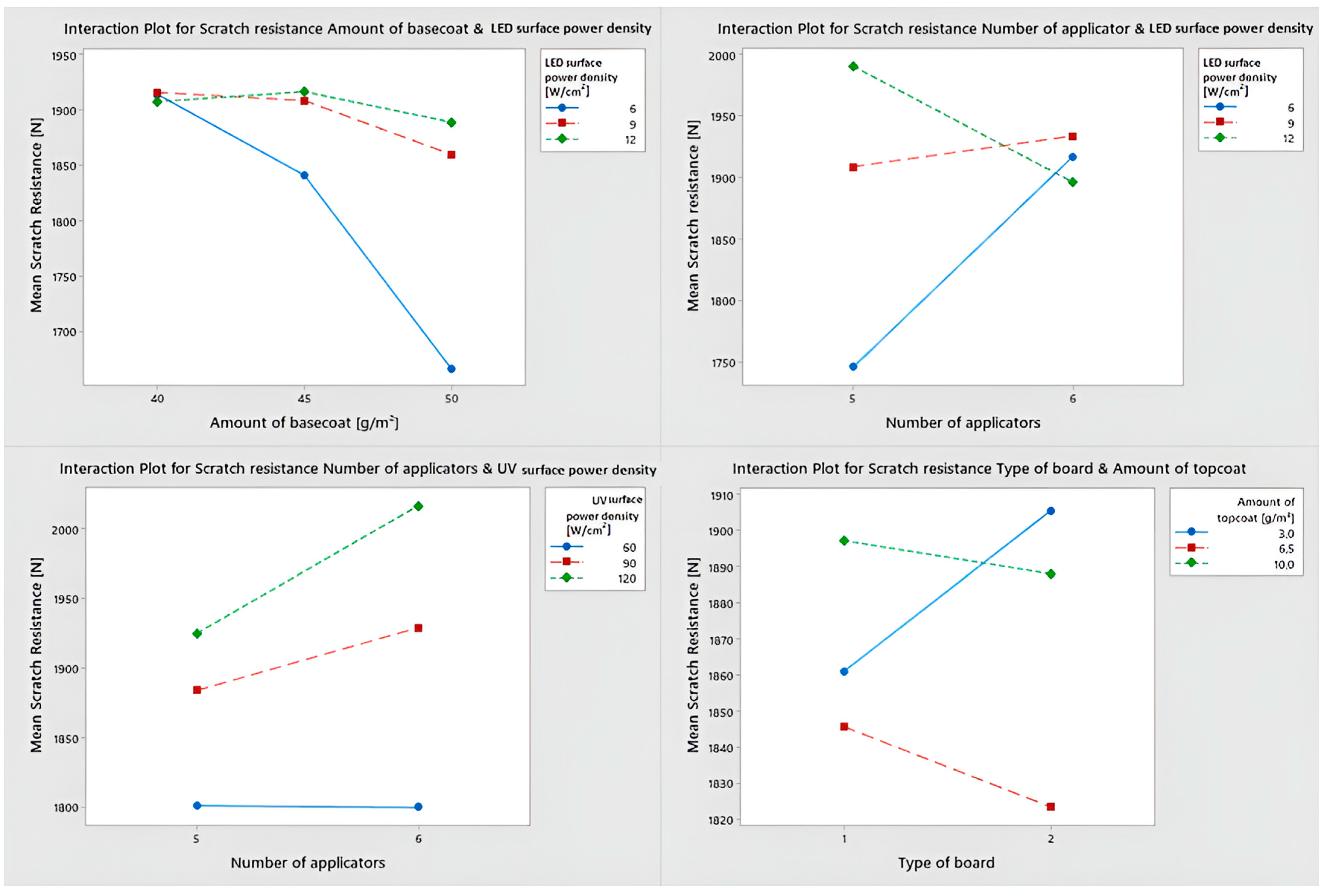
3.2. Scratch Resistance
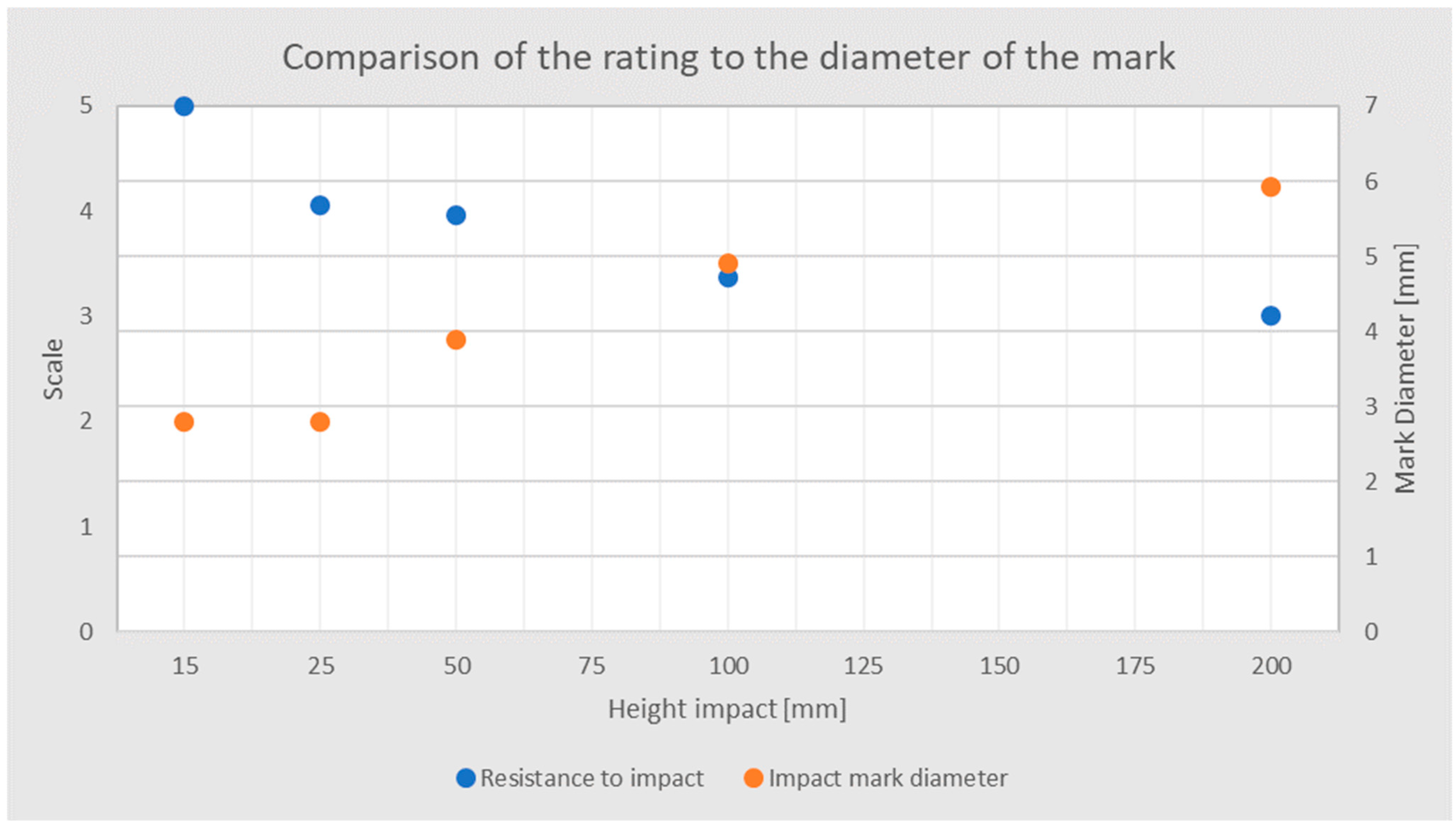
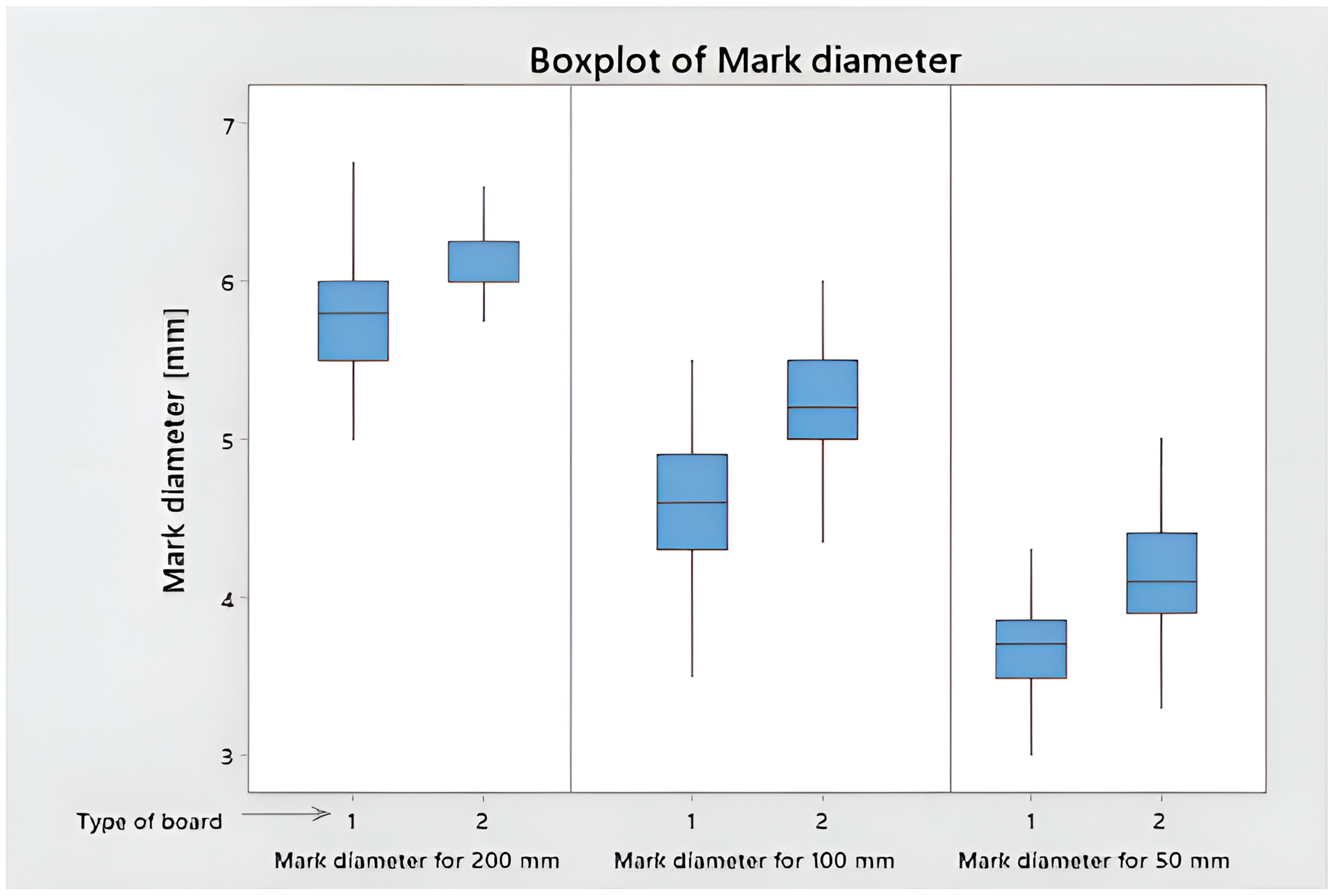
3.3. Impact Resistance
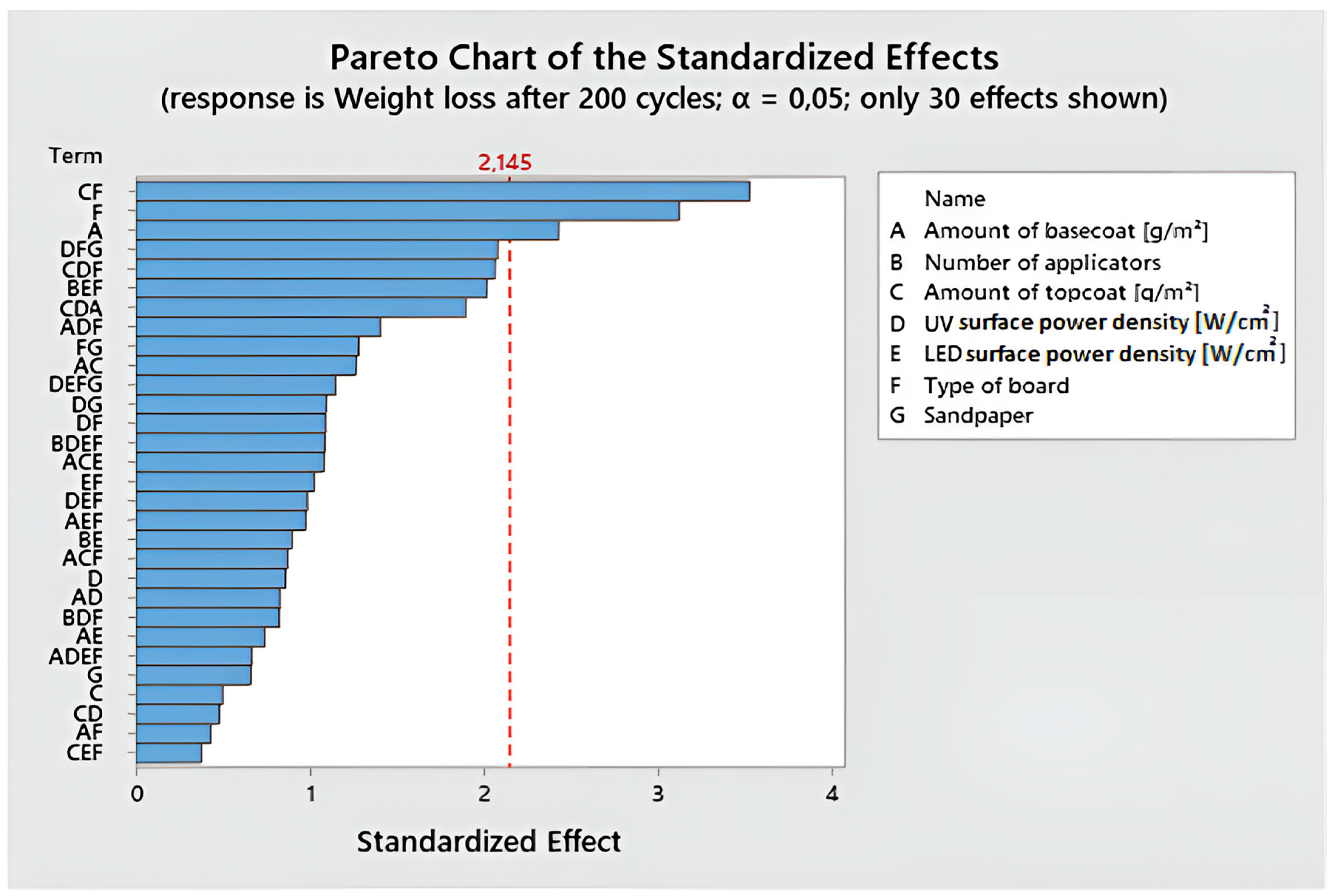
3.4. Abrasion Resistance
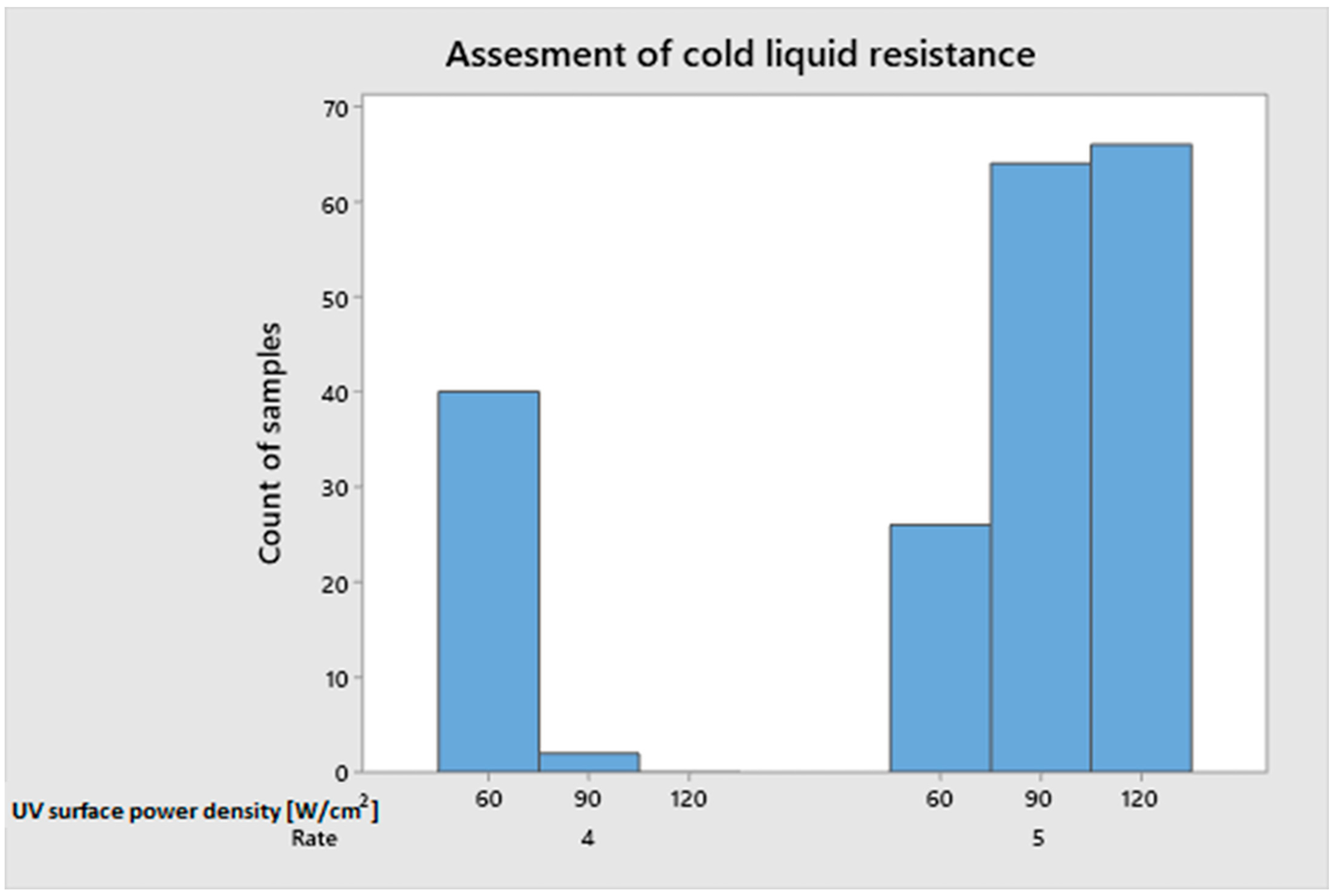
3.5. Resistance to Cold Liquid
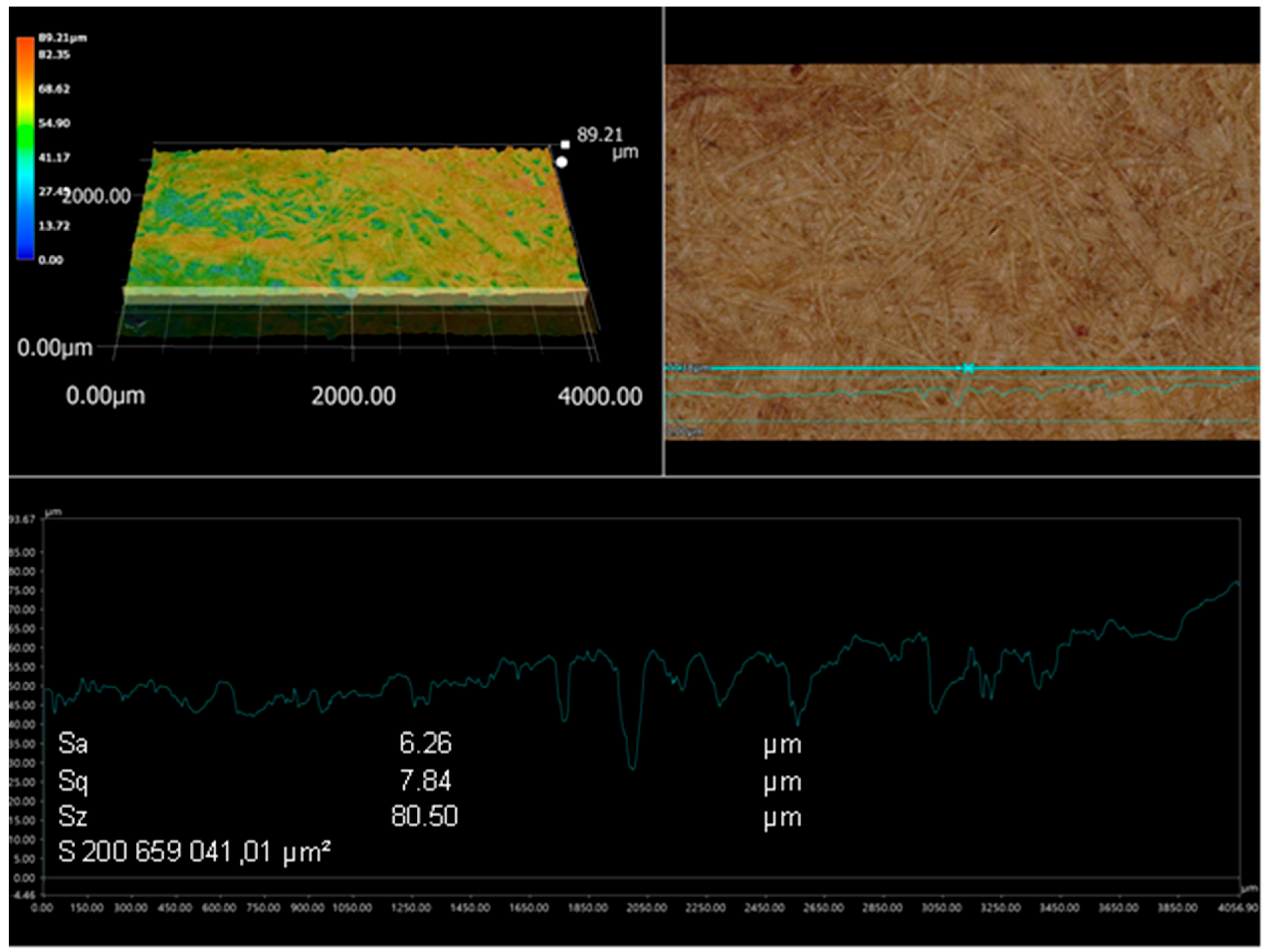
3.6. Roughness Parameter
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- FAO. Global Forest Resources Assessment, Key Finding. 2020. Available online: http://www.fao.org/3/ca8753en/CA8753EN.pdf (accessed on 30 September 2023).
- Yildrim, İ.; Alveli, C.; Akyüz, K.C. The Analysis and Estimate of Wood-Based Panel Foreign Trade. Kastamonu Üniversitesi Orman Fakültesi Derg. 2016, 16, 370–382. [Google Scholar] [CrossRef]
- Youngquist, J.A.; Myers, G.E.; Muehl, J.H.; Krzysik, A.M.; Clemons, C.M. Composites from recycled wood and plastics. Report for May 1990–July 1993. United States: N. p., 1995. Web. Available online: https://www.osti.gov/biblio/6613464 (accessed on 29 September 2023).
- Jivkov, V.; Petrova, B.; Yavorov, N. Comparative analysis of physical and mechanical properties of some thin and ultra-thin wood-based and non-wood-based. In Proceedings of the Eleventh International Scientific and Technical Conference “Innovations in Forest Industry and Engenieering Design” INNO 2022, Borovets, Bulgaria, 3–5 October 2022; pp. 83–98. [Google Scholar]
- Khalil, D. Simulate the Honeycomb System as an Inspirational Design Concept in the Field of Furniture. J. Des. Sci. Appl. Arts 2021, 2, 32–43. [Google Scholar] [CrossRef]
- Słonina, M.; Dziurka, D.; Molińska-Glura, M.; Smardzewski, J. Influence of Impregnation with Modified Starch of a Paper Core on Bending of Wood-Based Honeycomb Panels in Changing Climatic Conditions. Materials 2022, 15, 395. [Google Scholar] [CrossRef] [PubMed]
- Al-Khazraji, M.S.; Bakhy, S.H.; Jweeg, M. Composite sandwich structures: Review of manufacturing techniques. J. Eng. Des. Technol. 2023. [Google Scholar] [CrossRef]
- Al-Khazraji, M.; Bakhy, S.; Jweeg, M. Modal Analysis of Specific Composite Sandwich Structures. Eng. Technol. J. 2022, 41, 13–22. [Google Scholar] [CrossRef]
- Busch, K. Lightweight Panel Production gets Real. Surf. Panel 2004, 62–63. Available online: https://stilesmachinery.com/lightweight-panel-production-gets-real/ (accessed on 30 September 2023).
- Inside, G.M.G.M. Paper Honeycomb Market—By Core (Continuous Unexpanded, Slices Unexpanded, Pre-Expanded Sheets), By Application (Automotive, Building & Construction, Furniture, Food & Beverages, Ceramics, Glass, Distribution, Electronics), & Forecast, 2023–2032. Available online: https://www.gminsights.com/industry-analysis/paper-honeycomb-market (accessed on 29 September 2023).
- Fact, M.R. Market Research Survey 10 Years Historical Data, Analysis and Forecast. 2023. Available online: https://www.factmr.com/ (accessed on 30 September 2023).
- Weber, H.G.; Schatz, J. Honeycomb technology—Homag plant concept for the production of lightweight paper honeycomb panels in through feed. In Proceedings of the Honeycomb Colloquium 1, Schopfloch, Germany; 2004. [Google Scholar]
- Gindl, M.; Sinn, G.; Gindl, W.; Reiterer, A.; Tschegg, S. A comparison of different methods to calculate the surface free energy of wood using contact angle measurements. Colloids Surf. A Physicochem. Eng. Asp. 2001, 181, 279–287. [Google Scholar] [CrossRef]
- Gurleyen, L. Effects of artificial weathering on the color, gloss, adhesion, and pendulum hardness of UV system parquet varnish applied to doussie (Afzelia africana) wood. Bioresources 2021, 16, 1616. [Google Scholar] [CrossRef]
- Thamrin, D.; Mulyono, G. Usability evaluation of adaptable urban park furniture product with cellular light-weight concrete as material. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018. [Google Scholar]
- Sow, C.K.; Riedl, B.; Blanchet, P. UV-waterborne polyurethane-acrylate nanocomposite coatings containing alumina and silica nanoparticles for wood: Mechanical, optical, and thermal properties assessment. J. Coat. Technol. Res. 2011, 8, 211–221. Available online: https://api.semanticscholar.org/CorpusID:135691525 (accessed on 30 September 2023). [CrossRef]
- Nkeuwa, W.N.; Riedl, B.; Landry, V. Wood surfaces protected with transparent multilayer UV-cured coatings reinforced with nanosilica and nanoclay. Part II: Application of a standardized test method to study the effect of relative humidity on scratch resistance. J. Coat. Technol. Res. 2014, 11, 993–1011. [Google Scholar] [CrossRef]
- Lörinczová, I.; Decker, C. Scratch resistance of UV-cured acrylic clearcoats. Surf. Coat. Int. Part B Coat. Trans. 2006, 89, 133–143. [Google Scholar] [CrossRef]
- Hermann, A.; Giljean, S.; Pac, M.J.; Marsiquet, C.; Beaufils-Marquet, M.; Burr, D.; Landry, V. Understanding indentation, scratch and wear behavior of UV-cured wood finishing products. Prog. Org. Coat. 2021, 161, 106504. [Google Scholar] [CrossRef]
- Nkeuwa, W.N.; Riedl, B.; Landry, V. UV-cured clay/based nanocomposite topcoats for wood furniture. Part II: Dynamic viscoelastic behavior and effect of relative humidity on the mechanical properties. Prog. Org. Coat. 2014, 77, 12–23. [Google Scholar] [CrossRef]
- Bulian, F.; Graystone, J.A. Chapter 3-raw materials for wood coatings (1)-film formers (binders, resins and polymers). Wood Coat. 2009, 53–94. [Google Scholar] [CrossRef]
- Hermann, A.; Giljean, S.; Pac, M.J.; Marsiquet, C.; Burr, D.; Landry, V. Physico-mechanical characterisation of basecoats for tailored UV-cured multilayered wood coating systems. Prog. Org. Coat. 2023, 182, 14. [Google Scholar] [CrossRef]
- Gregorovich, V.; Adamsons, K.; Lin, L. Scratch and mar and other mechanical properties as a function of chemical structure for automotive refinish coatings. Prog. Org. Coat. 2001, 43, 175–187. [Google Scholar] [CrossRef]
- Chen, S.; You, B.; Zhou, S.; Wu, L. Preparation and characterization of scratch and mar resistant waterborne epoxy/silica nanocomposite clearcoat. J. Appl. Polym. Sci. 2009, 112, 3634–3639. [Google Scholar] [CrossRef]
- Ritter, J.E.; Sioui, D.R.; Lardner, T.J. Indentation behavior of polymer coatings on glass. Polym. Eng. Sci. 1992, 32, 1366–1371. [Google Scholar] [CrossRef]
- Lebouvier, D.; Gilormini, P.; Felder, E. A kinematic model for plastic indentation of a bilayer. Thin Solid Film. 1989, 172, 227–239. [Google Scholar] [CrossRef]
- Jiang, H.; Browning, R.; Whitcomb, J.D.; Ito, M.; Shimouse, M.; Chang, T.A.; Sue, H.J. Mechanical Modeling of Scratch Behavior of Polymeric Coatings on Hard and Soft Substrates. Tribol. Lett. 2010, 37, 159–167. [Google Scholar] [CrossRef]
- Jayachandran, R.; Boyce, M.C.; Argon, A.S. Design of multilayer polymeric coatings for indentation resistance. J. Comput. -Aided Mater. Des. 1995, 2, 151–166. [Google Scholar] [CrossRef]
- Pavlič, M.; Petrič, M.; Žigon, J. Interactions of coating and wood flooring surface system properties. Coatings 2021, 11, 1–13. [Google Scholar] [CrossRef]
- Borysiuk, P.; Derda, M.; Auriga, R.; Boruszewski, P.; Monder, S. Comparison of selected properties of varnish coatings curing with the use of UV and UV-LED approach. Ann. Wars. Univ. Life Sci. SGGW For. Wood Technol. 2015, 92, 49–54. [Google Scholar]
- Calvez, I.; Davoudi, S.; Szczepanski, C.R.; Landry, V. Low-gloss UV-curable coatings: Light mechanisms, formulations and processes—A review. Prog. Org. Coat. 2022, 171, 107039. [Google Scholar] [CrossRef]
- Heathcote, J. Mercury Regulation for UV Curing Lamps. In Proceedings of the 2020 UV+EB Conference, Orlando: RadTech International North America The Association for Ultraviolet and Electron Beam Technologies, Orlando, FL, USA, 9–11 March 2020. [Google Scholar]
- Wang, T.; Shaw, J. Physical Properties of UV Curable Composites. In Proceedings of the 2020 UV+EB Conference, Orlando: RadTech International North America The Association for Ultraviolet and Electron Beam Technologies, Orlando, FL, USA, 8–11 March 2020; Available online: https://www.allnex.com (accessed on 30 September 2023).
- Programme, U.N.E. Minamata Convention On Mercury Text And Annexes. October 2019. Available online: https://www.mercuryconvention.org (accessed on 30 September 2023).
- Strengthening the Specific International Programme to Support Capacity-Building and Technical Assistance of the Minamata Convention on Mercury: Enhancing the effective functioning of the Programme. In Minamata Convention on Mercury; UN: New York, NY, USA, 2021.
- European Commission. RoHS 2 FAQ. December 2012. Available online: http://ec.europa.eu/enterprise/policies/single-market-goods/documents/blue-guide/ (accessed on 30 September 2023).
- European Commission-Fact Sheet Questions and answers: EU mercury policy and the ratification of the Minamata Convention. Water Air Soil Pollut. 2017, 231, 439.
- Heathcote, J. Update on Mercury Regulation for UV Curing Lamps. In Proceedings of the 2020 UV+EB Conference, Orlando: The Association for Ultraviolet and Electron Beam Technologies, Orlando, FL, USA, 8–11 March 2020. [Google Scholar]
- Schmitz, C.; Poplata, T.; Feilen, A.; Strehmel, B. Radiation crosslinking of pigmented coating material by UV LEDs enabling depth curing and preventing oxygen inhibition. Prog. Org. Coat. 2020, 144, 105663. [Google Scholar] [CrossRef]
- Dietlin, C.; Schweizer, S.; Xiao, P.; Zhang, J.; Morlet-Savary, F.; Graff, B.; Fouassier, J.P.; Lalevée, J. Photopolymerization upon LEDs: New photoinitiating systems and strategies. Polym. Chem. 2015, 6, 3895–3912. [Google Scholar] [CrossRef]
- Ayub, N.F.; Hashim, S.; Jamaluddina, J.; Adrus, N. New UV LED curing approach for polyacrylamide and poly(N-isopropylacrylamide) hydrogels. R. Soc. Chem. 2017, 41, 5613–5619. [Google Scholar] [CrossRef]
- Landry, V.; Blanchet, P.; Boivin, G.; Bouffard, J.F.; Vlad, M. UV-LED curing efficiency of wood coatings. Coatings 2015, 5, 1019–1033. [Google Scholar] [CrossRef]
- Beutler, P. Mercury-Vapor Lamp or LED? Karlsruhe 2022. Available online: http://assets.thermofisher.com/TFS-Assets/MSD/Product-Information/mercury-vapor-lamp-led-en-p072.pdf (accessed on 30 April 2023).
- Tangdiongga, G.; Dominic, D.-M.; Stephan, D. UV LED curing systems: Measuring accurately and eliminating safety hazards. UV + EB Technol. 2020, 2, 44–49. [Google Scholar]
- Zernickel, M. Radiation curing by LED technology for industrial wood flooring coatings. Focus Powder Coat. 2023, 2023, 6. [Google Scholar] [CrossRef]
- Ghazali, S.K.; Syaimima, F.; Azim, S.; Adrus, N.; Jamaluddin, J. The Effectiveness of UV-LED Photopolymerisation over Conventional UV-Mercury for Polyurethane Acrylate Coating. J. Photopolym. Sci. Technol. 2019, 32, 705–710. [Google Scholar] [CrossRef]
- Goodrich, J.E. Acrylated Amine Oligomers to Enhance Cure with UV LED Sources. In Proceedings of the 2020 UV+EB Conference, Orlando: RadTech International North America The Association for Ultraviolet and Electron Beam Technologies, Orlando, FL, USA, 8–11 March 2020. [Google Scholar]
- Henke, M.; Lis, B.; Krystofiak, T. Mechanical and Chemical Resistance of UV Coating Systems Prepared under Industrial Conditions. Materials 2023, 16, 4468. [Google Scholar] [CrossRef] [PubMed]
- ISO 14577-1:2015; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 1: Test Method. International Organisation for Standardization: Geneva, Switzerland, 2015.
- ISO 14577-4:2016; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 4: Test Method for Metallic and Non-Metallic Coatings. International Organisation for Standardization: Geneva, Switzerland, 2016.
- Broitman, E. Indentation Hardness Measurements at Macro-, Micro-, and Nanoscale: A Critical Overview. Tribol. Lett. 2017, 65, 23. [Google Scholar] [CrossRef]
- NANOVEA PB1000 The Most Powerful Mechanical Tester. Available online: https://nanovea.com/instruments/pb1000/ (accessed on 19 September 2023).
- Polski Komitet Organizacyjny. PN-88 F-06100/11; Meble Metody badań właściwości powłok lakierowych i laminowanych Oznaczanie twardości. 1988. Available online: http://www.ydylstandards.org.cn/static/down/pdf/PN%20F06100-11-1988_6250.pdf (accessed on 29 September 2023).
- ISO 4211-4_ISO; (1988-07) Furniture—Tests for surfaces Part 4: Assesment of resistance to impact. International Organisation for Standardization: Geneva, Switzerland, 1988.
- DIN EN ISO 7784-3. Beschichtungsstoffe—Bestimmung des Abriebwiderstandes—Teil 3: Verfahren Mit Sich Hin und her Bewegender Probenplatte. Available online: https://webstore.ansi.org/standards/din/dineniso77842023de (accessed on 29 September 2023).
- EN 12720:2009+A1. 2013 Möbel—Bewertung der Beständigkeit von Oberflächen Gegen Kalte Flüssigkeiten. Available online: https://webstore.ansi.org/standards/din/dinen12720a12013de (accessed on 29 September 2023).
- DIN EN ISO 11664-4. 2011—07 Farbmetrik—Teil 4: CIE 1976 L*a*b* Farbenraum. Available online: https://infostore.saiglobal.com/preview/98699364393.pdf?sku=875330_saig_nsai_nsai_20808292008 (accessed on 29 September 2023).
- Wang, X.; Wang, F.; Yu, Z.; Zhang, Y.; Qi, C.; Du, L. Surface free energy and dynamic wettability of wood simultaneously treated with acidic dye and flame retardant. J. Wood Sci. 2017, 63, 271–280. [Google Scholar] [CrossRef]
- Pavlič, M.; Žigon, J.; Petrič, M. Wood surface finishing of selected invasive tree species. Drv. Ind. 2020, 71, 271–280. [Google Scholar] [CrossRef]
- Wijekularathna, S.M.; Manage, D.K.; Scariano, A.B.W. Power analysis of several normality tests: A Monte Carlo simulation study. Commun. Stat. Simul. Comput. 2019, 51, 757–773. [Google Scholar] [CrossRef]
- Lewis-Beck, C.; Lewis-Beck, M. Applied Regression: An introduction; Sage Publications: New York, NY, USA, 2015; Volume 22. [Google Scholar]
- Schuh, C.A. Nanoindentation studies of materials. Mater. Today 2006, 9, 32–40. [Google Scholar] [CrossRef]
- Bekhta, P.; Lis, B.; Krystofiak, T.; Bekhta, N. Surface Roughness of Varnished Wood Pre-Treated Using Sanding and Thermal Compression. Forests 2022, 13, 777. [Google Scholar] [CrossRef]
- Krupička, A.; Johansson, M.; Wänstrand, O.; Hult, A. Mechanical response of ductile polymer coatings to contact and tensile deformation. Prog. Org. Coat. 2003, 48, 1–13. [Google Scholar] [CrossRef]
- Blau, P.; Lawn, B. Microindentation Techniques in Materials Science and Engineering. ASTM Spec. Tech. Publ. Am. Soc. Test. Mater. 1985, 889, 12959–19428. [Google Scholar]
- Schwalm, R.; Häußling, L.; Reich, W.; Beck, E.; Enenkel, P.; Menzel, K. Tuning the mechanical properties of UV coatings towards hard and flexible systems. Prog. Org. Coat. 1997, 32, 191–196. [Google Scholar] [CrossRef]
- Baden, H.P. The Physical Properties of Nail From the Department of Dermatology. Massachusetts General Hospital and Harvard Medical School, Boston, Massanchusetts 02114. J. Investig. Dermatol. 1970, 55, 115–122. [Google Scholar] [CrossRef] [PubMed]
- Kardar, P.; Ebrahimi, M.; Bastani, S. Study the effect of nano-alumina particles on physical–mechanical properties of UV cured epoxy acrylate via nano-indentation. Prog. Org. Coat. 2008, 62, 321–325. [Google Scholar] [CrossRef]
- Tiwari, A. Nanomechanical Analysis of Hybrid Silicones and Hybrid Epoxy Coatings—A Brief Review. Adv. Chem. Eng. Sci. 2012, 2, 34–44. [Google Scholar] [CrossRef]
- Chouwatat, P.; Kotaki, M.; Miyamoto, M.; Nishimura, R.; Yokohama, A. Effect of soft baselayer on scratch properties of acrylic hard coatings. Polym. Eng. Sci. 2016, 56, 528. [Google Scholar] [CrossRef]
- Komvopoulos, K. Elastic-Plastic Finite Element Analysis of Indented Layered Media. J. Tribol. 1989, 111, 430–439. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, T.; Zhang, C.; Yin, L.; Wu, Y.; Zhao, Y. Two-dimensional mechanical behavior analysis of multilayered solids subjected to surface contact loading based on a semi-analytical method. Coatings 2020, 10, 429. [Google Scholar] [CrossRef]
- Akkuş, M.; Akbulut, T.; Candan, Z. Application of electrostatic powder coating on wood composite panels using a cooling method. Part 1: Investigation of water intake, abrasion, scratch resistance, and adhesion strength. Bioresources 2019, 14, 9557–9574. [Google Scholar] [CrossRef]
- Lis, B.; Krystofiak, T.; Proszyk, S. Studies of the resistance upon some factors of UV acrylic lacquer coatings on MDF boards. Part II. Mechanical factors. Ann. Wars. Univ. Life Sci. SGGW For. Wood Technol. 2010, 71, 454–457. [Google Scholar]
- Veigel, S.; Grüll, G.; Pinkl, S.; Obersriebnig, M.; Müller, U.; Gindl-Altmutter, W. Improving the mechanical resistance of waterborne wood coatings by adding cellulose nanofibers. React. Funct. Polym. 2014, 85, 214–220. [Google Scholar] [CrossRef]
- Sacré, C.H.; Lani, F.; Guaino, P.; Libralesso, L.; Favache, A.; Pardoen, T. Effect of polymer interlayer on scratch resistance of hard film: Experiments and finite element modeling. Wear 2017, 378, 136–144. [Google Scholar] [CrossRef]
- Hirata, S.; Ohta, M.; Honma, Y. Hardness distribution on wood surface. J. Wood Sci. 2001, 47, 1–7. [Google Scholar] [CrossRef]
- Gindl, W.; Gupta, H.S.; Schöberl, T.; Lichtenegger, H.C.; Fratzl, P. Mechanical properties of spruce wood cell walls by nanoindentation. Appl. Phys. A 2004, 79, 2069–2073. [Google Scholar] [CrossRef]
- Roche, S.; Pavan, S.; Loubet, J.L.; Barbeau, P.; Magny, B. Influence of the substrate characteristics on the scratch and indentation properties of UV-cured clearcoats. Prog. Org. Coat. 2003, 47, 37–48. [Google Scholar] [CrossRef]
- Hochmańska-Kaniewska, P.; Janiszewska, D.; Oleszek, T. Enhancement of the properties of acrylic wood coatings with the use of biopolymers. Prog. Org. Coat. 2022, 162, 106522. [Google Scholar] [CrossRef]
- Akkuş, M.; Akbulut, T.; Candan, Z. Powder coating for panels. Bioresources 2019, 14, 9557–9574. [Google Scholar] [CrossRef]
- Kanokwijitsilp, T.; Traiperm, P.; Osotchan, T.; Srikhirin, T. Development of abrasion resistance SiO2 nanocomposite coating for teak wood. Prog. Org. Coat. 2016, 93, 118–126. [Google Scholar] [CrossRef]
- Gran, A. Benefits of Formulating with Self-Curing Acrylic Resin In a World Filled with Photoinitiator Challenges. In Proceedings of the 2020 UV+EB Conference, Orlando, FL, USA, 8–11 March 2020. [Google Scholar]
- Scrinzi, E.; Rossi, S.; Deflorian, F.; Zanella, C. Evaluation of aesthetic durability of waterborne polyurethane coatings applied on wood for interior applications. Prog. Org. Coat. 2011, 72, 81–87. [Google Scholar] [CrossRef]
- Rossi, S.; Deflorian, F.; Scrinzi, E. Comparison of different abrasion mechanisms on aesthetic properties of organic coatings. Wear 2009, 267, 1574–1580. [Google Scholar] [CrossRef]
- RadTech International North America. The North American Market for UV/EB Technology. In Proceedings of the 2014 UV+EB Conference, Radtech UV/EB, Rosemont, IL, USA, 12–14 May 2014. [Google Scholar]
- Paquet, C.; Morin, J.-F.; Landry, V. Self-healing UV curable coatings for wood substrates. Coatings 2020, 10, 770. [Google Scholar] [CrossRef]
- Mokrzycki, W.S.; Tatol, M. Colour difference∆ E-A survey. Mach. Graph. Vis. 2011, 20, 383–411. [Google Scholar]
- Kelly, P.; Europe, R. High Performance UV-Cured Enamels for Metal Coatings. In Proceedings of the 2020 UV+EB Conference, Orlando, FL, USA, 8–11 March 2020. [Google Scholar]
- Lis, B.; Krystofiak, T.; Proszyk, S. Studies of the resistance upon some factors of UV acrylic lacquer coatings on MDF boards. Part I. Resistance of heat and cold liquid action. Ann. Wars. Univ. Life Sci. SGGW For. Wood Technol. 2010, 71, 450–453. Available online: http://annals-wuls.sggw.pl/files/files/animal/asc2019no582full.pdf#page=83 (accessed on 30 September 2023).
- Salca, E.A.; Krystofiak, T.; Lis, B.; Hiziroglu, S. Glossiness evaluation of coated wood surfaces as function of varnish type and exposure to different conditions. Coatings 2021, 11, 558. [Google Scholar] [CrossRef]
- Kaygin, B.; Akgun, E. A nano-technological product: An innovative varnish type for wooden surfaces. Sci. Res. Essays 2008, 4, 1–7. [Google Scholar]
- Nance, M.K. Renewable UV Curable Resins for Wood Finishes. In Proceedings of the 2020 UV+EB Conference, Orlando, FL, USA, 8–11 March 2020. [Google Scholar]
- Morris, L. Waterborne UV Curable Resins for Industrial Wood Applications. In Proceedings of the 2020 UV+EB Conference, Orlando, FL, USA, 8–11 March 2020. [Google Scholar]
- Baumgart, C. Innovations in Dual Cure Technology. In Proceedings of the 2020 UV+EB Conference, Orlando, FL, USA, 8–11 March 2020. [Google Scholar]
- Drouet, T.; Leśnikowski, A.; Oniśko, W.; Starecki, A. Technologia Tworzyw Drzewnych. Wydaw. Szk. I Pedagog. Warszawa Poland 1994, 45, 336–343. [Google Scholar]
- Henke, M.; Lis, B.; Krystofiak, T. Evaluation of Surface Roughness Parameters of HDF for Finishing under Industrial Conditions. Materials 2022, 15, 6359. [Google Scholar] [CrossRef]
- Hiziroglu, S. Surface roughness analysis of wood composites: A stylus method. For. Prod. J. 1996, 46, 67. [Google Scholar]
- Weigl, M.; Wimmer, R.; Ters, T.; Mitter, R.; Kuncinger, T. Within-process and seasonal changes during industrial production of high-density fibreboard. Part 1: Influence of wood species composition on polyoses in the products. Holzforschung 2012, 66, 667–672. [Google Scholar] [CrossRef]
- Weigl, M.; Maschl, G.; Wimmer, R.; Mitter, R. Within-process and seasonal changes during industrial production of high-density fibreboard. Part 2: PLS modelling of chemical alterations, refining conditions and panel thickness swell. Holzforschung 2012, 66, 673–678. [Google Scholar] [CrossRef]
- Gurau, L.; Ayrilmis, N.; Benthien, J.T.; Ohlmeyer, M.; Kuzman, M.K.; Racasan, S. Effect of species and grinding disc distance on the surface roughness parameters of medium density fiberboard. Eur. J. Wood Wood Prod. 2017, 75, 335–346. [Google Scholar] [CrossRef]
- Akbulut, T.; Koç, E. The effect of the wood species on the roughness of the surface and profiled areas of medium density fiberboard. Wood Res. 2006, 51, 77–86. [Google Scholar]
- Kılıç, M.; Burdurlu, E.; Aslan, S.; Altun, S.; Tümerdem, Ö. The effect of surface roughness on tensile strength of the medium density fiberboard (MDF) overlaid with polyvinyl chloride (PVC). Mater. Des. 2009, 30, 4580–4583. [Google Scholar] [CrossRef]
- Akgül, M.; Korkut, S.; Çamlibel, O.; Candan, Z.; Akbulut, T. Wettability and surface roughness characteristics of medium density fiberboard panels from rhododendron (Rhododendron ponticum) biomass. Maderas. Cienc. y Tecnol. 2012, 14, 185–193. [Google Scholar] [CrossRef]
- Jarusombuti, S.; Ayrilmis, N.; Bauchongkol, P.; Fueangvivat, V. Surface characteristics and overlaying properties of MDF panels made from thermally treated rubberwood fibers. Bioresources 2010, 5, 968–978. [Google Scholar] [CrossRef]
- Akbulut, T.; Koc, E. Effects of panel density, panel temperature, and cutter sharpness during edge machining on the roughness of the surface and profiled areas of medium density fiberboard. For. Prod. J. Index 2004, 54, 67–70. [Google Scholar]
- Dai, C.; Yu, C.; Hubert, P. Modeling vertical density profile in wood composites during hot-pressing. In Proceedings of the 5th Pacific Rim Bio-based Composites Symposium, Canberra, Australia, 10–14 December 2000; pp. 220–226. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | HDF | Type of Varnish | |||
|---|---|---|---|---|---|
| A | B | Heavy Putty | Basecoat | Topcoat | |
| Density (kg/m3) acc. to DIN EN 323:1993 | 850 | 830 | - | - | - |
| Modulus of elasticity (MPa) acc. to the DIN EN 310:1993 standard | 4.300 | 4.500 | - | - | - |
| Humidity (%) | 7 | 7 | - | - | - |
| Swelling resistance (%) acc. to the DIN EN 317:1999 standard | 45 | 45 | - | - | - |
| Density (g/cm3) | - | - | 1.63 ± 0.15 | 1.73 ± 0.15 | 1.30 ± 0.15 |
| Solids content (%) acc. to the PN-EN ISO 3251:2019 standard | - | - | 95.3 ± 0.5 | 98.3 ± 0.5 | 97.8 ± 0.5 |
| Viscosity (mPa.s) (Brookfield, Thermosel 35 °C, 20 rpm, spindle 27) | - | - | 7.700 | 400 | 1.475 |
| Rating | Criteria |
|---|---|
| 5 | No visible marks on the surface |
| 4 | No cracks on the surface, but an impact mark is visible only when the light from a light source is reflected off the test surface at, or quite close, to the test point back to the observer’s eyes |
| 3 | Slightly cracked surface, generally one or two circular cracks around the impact mark |
| 2 | Moderate-to-heavy crack formation within the limits of the impact mark |
| 1 | Crack formation beyond the impact mark and/or flaking of the surface finish or surface covering material |
| Cold Liquid | Characteristic |
|---|---|
| Distilled water | - |
| Acetone | - |
| Paraffin | Paraffinum liquidum |
| Ethylene | 48% (v/v) aqueous solution |
| Wine | Merlot Trevenezie IGT 2021 |
| Tea | 1.75 g of tea leaves infused in 175 mL of boiling water, leached for 5 min without stirring, and then carefully decanted |
| Coffee | 40 g of instant, freeze-dried coffee, dissolved in 1 L of boiling water |
| Beetroot juice | 100% beetroot juice (Biurkom Flampol Sp. z o.o., Szczecinek, Poland) |
| Black currant juice | pasteurized nectar, black currant juice from concentrated juice (26%), fruit content minimum of 26%, (Tymbark-MWS Sp. z o.o., Tymbark, Poland) |
| Condensed milk | 8% fat content, sweetened (Milk Company in Gostyn, Gostyn, Poland) |
| Degree | Description |
|---|---|
| 5 | No visible changes (no damage) |
| 4 | Slight change in gloss—visible only in the reflection of a light source, e.g., discoloration or change in color or gloss; no change in the surface structure, e.g., swelling, fiber elevation, cracking, or blistering |
| 3 | Slight traces of damage (gloss)—visible from multiple perspectives, e.g., discoloration or change in color or gloss; no change in the surface structure, e.g., swelling, fiber elevation, cracking, or blistering |
| 2 | Strong traces of damage—visible in all viewing directions, e.g., discoloration, change in color or gloss, and/or the surface structure has changed slightly, e.g., swelling, fiber elevation, cracking, or blistering |
| 1 | Strong damage—the surface structure has changed noticeably, discoloration or change in color or gloss, the surface material has partially or completely come off, and/or the filter paper sticks to the surface |
| One-Way ANOVA Response | Source | DF The Total Degrees of Freedom | Adj SS Adjusted Sums of Squares | Adj MS Adjusted Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Scratch resistance | Surface power density of UV (W/cm2) | 2 | 597,093 | 298,547 | 30.18 | 0.000 |
| Surface power density of LED (W/cm2) | 2 | 293,629 | 146,814 | 12.81 | 0.000 | |
| Amount of basecoat (g/m2) | 2 | 376,220 | 188,110 | 17.05 | 0.000 | |
| Amount of topcoat (g/m2) | 2 | 119,508 | 59,754 | 4.84 | 0.009 | |
| Number of applicators | 1 | 33,406 | 33,406 | 2.62 | 0.107 | |
| Sandpaper | 1 | 29,039 | 29,039 | 2.28 | 0.133 | |
| Type of HDF | 1 | 154 | 154.1 | 0.01 | 0.913 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Henke, M.; Lis, B.; Krystofiak, T. Mechanical and Chemical Resistance of UV Coating Systems Prepared under Industrial Conditions Using LED Radiation. Polymers 2023, 15, 4550. https://doi.org/10.3390/polym15234550
Henke M, Lis B, Krystofiak T. Mechanical and Chemical Resistance of UV Coating Systems Prepared under Industrial Conditions Using LED Radiation. Polymers. 2023; 15(23):4550. https://doi.org/10.3390/polym15234550
Chicago/Turabian StyleHenke, Milena, Barbara Lis, and Tomasz Krystofiak. 2023. "Mechanical and Chemical Resistance of UV Coating Systems Prepared under Industrial Conditions Using LED Radiation" Polymers 15, no. 23: 4550. https://doi.org/10.3390/polym15234550
APA StyleHenke, M., Lis, B., & Krystofiak, T. (2023). Mechanical and Chemical Resistance of UV Coating Systems Prepared under Industrial Conditions Using LED Radiation. Polymers, 15(23), 4550. https://doi.org/10.3390/polym15234550