

Tensile Strength of Poly(lactic acid)/Bleached Short Hemp Fiber Fully Green Composites as Replacement for Polypropylene/Glass Fiber

 ,
,  ,
,  ,
,  ,
,  and
and 
Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Characterization of Constituents
2.3. Processing
2.4. Injection and Characterization of Composites
2.5. Calculation Methodology
3. Results
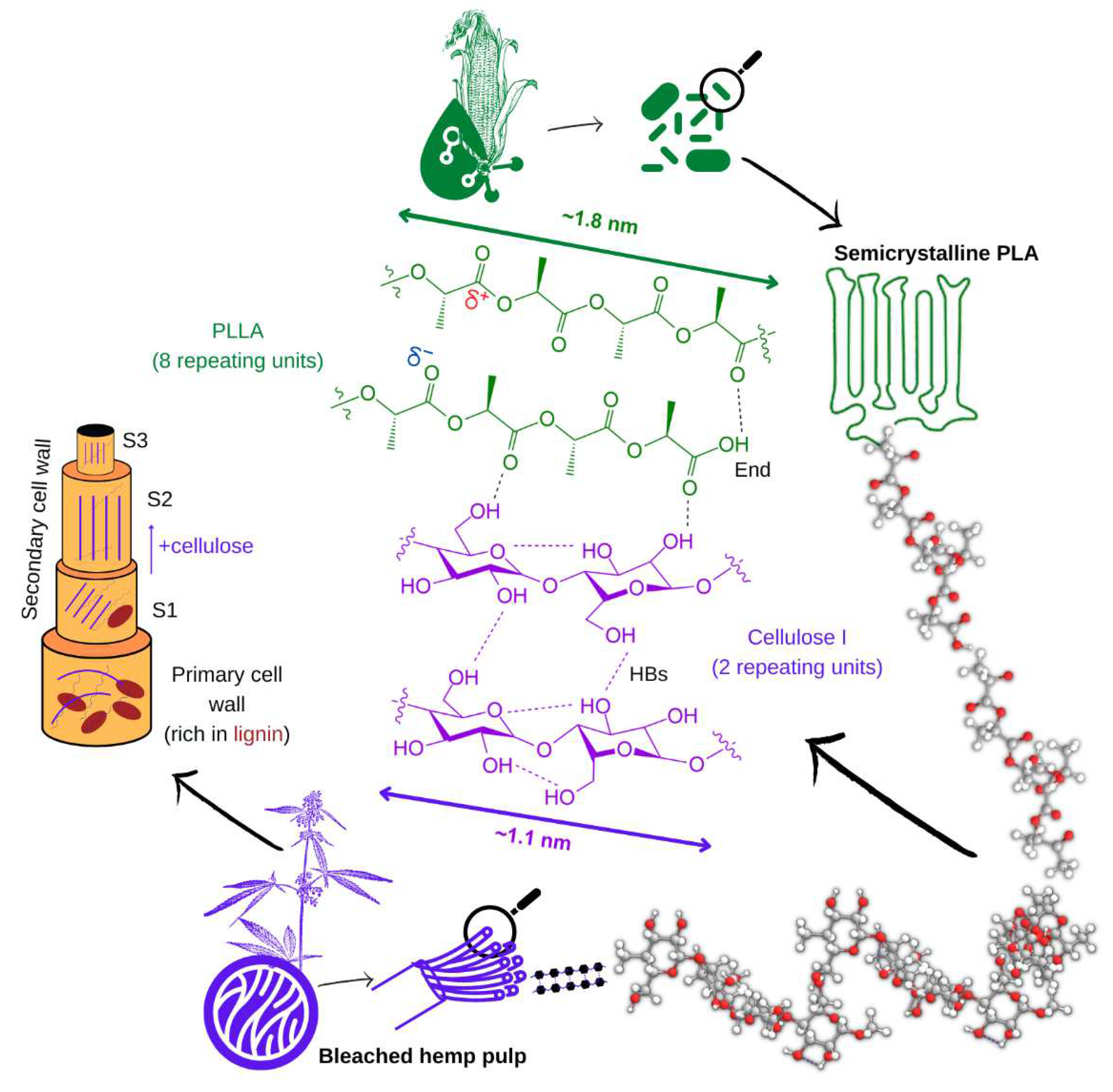
3.1. Effects on Chemical Composition and Polarity
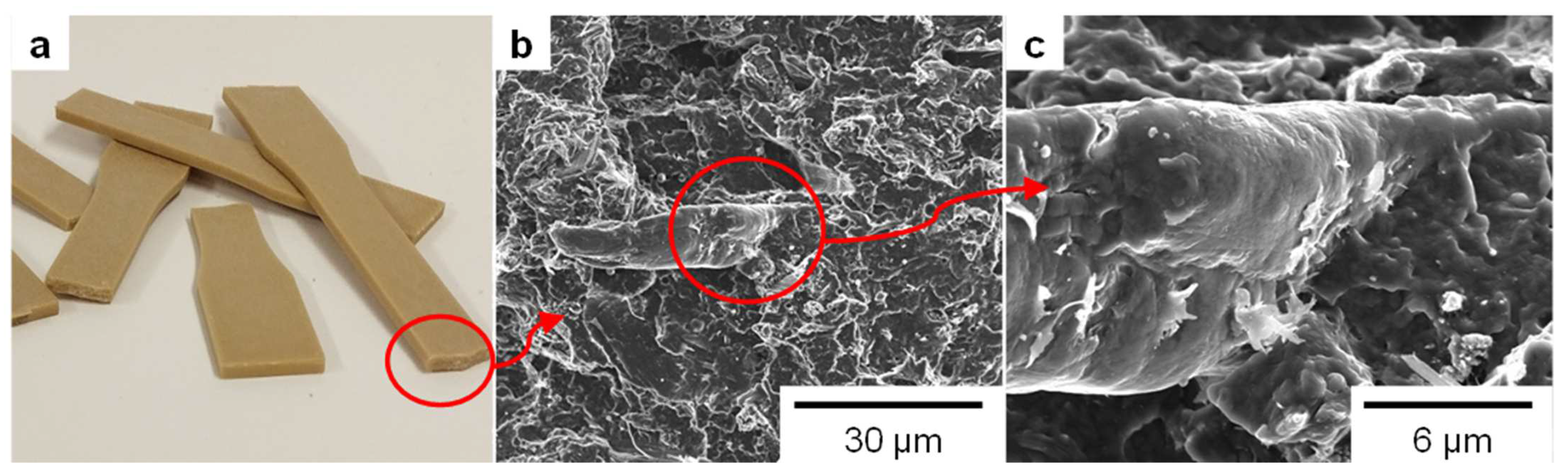
3.2. Features of Biocomposites
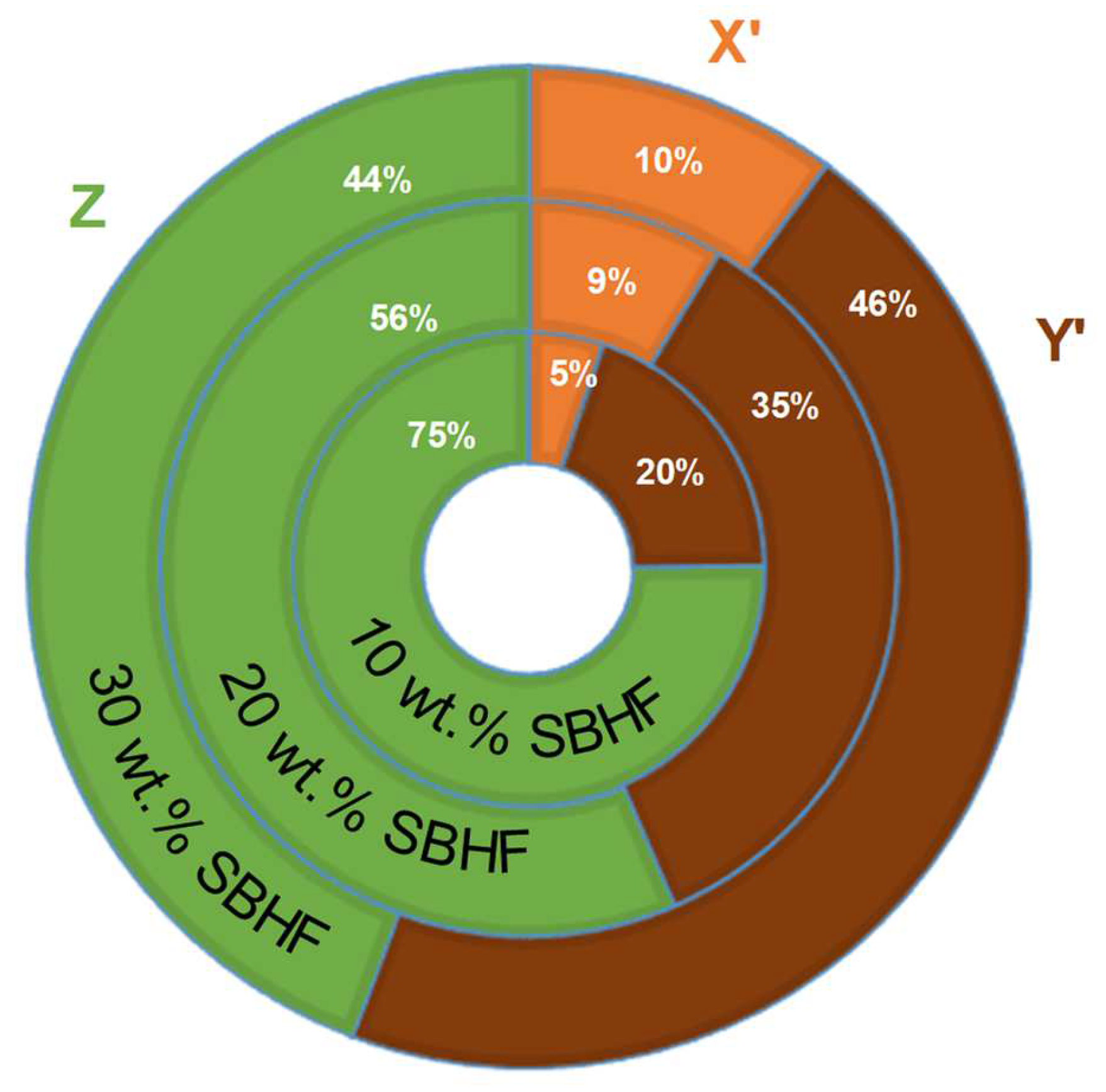
3.3. Micromechanics of the Tensile Strength
4. Discussion
4.1. Insights from Micromechanics: Contribution of Fibers
4.2. Postulating Fiber–Matrix Interactions
4.3. Comparing PLA/SBHF to PLA/UHS, PLA/GF, and PP/GF
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- UN News UN Environment Assembly Opens, Sets Sites on Ending Plastic Pollution. Available online: https://news.un.org/en/story/2022/02/1112972 (accessed on 29 November 2022).
- EUR-Lex Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. Roadmap to a Resource Efficient Europe. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX:52011DC0571 (accessed on 22 December 2022).
- Hopmann, C.; Schippers, S.; Höfs, C. Influence of Recycling of Poly(lactic acid) on Packaging Relevant Properties. J. Appl. Polym. Sci. 2015, 132, 41532. [Google Scholar] [CrossRef]
- Fortea-Verdejo, M.; Bumbaris, E.; Burgstaller, C.; Bismarck, A.; Lee, K.-Y. Plant Fibre-Reinforced Polymers: Where Do We Stand in Terms of Tensile Properties? Int. Mater. Rev. 2017, 62, 441–464. [Google Scholar] [CrossRef]
- Yang, G.; Park, M.; Park, S.-J. Recent Progresses of Fabrication and Characterization of Fibers-Reinforced Composites: A Review. Compos. Commun. 2019, 14, 34–42. [Google Scholar] [CrossRef]
- Murariu, M.; Dubois, P. PLA Composites: From Production to Properties. Adv. Drug Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef]
- Zhao, X.; Liu, J.; Li, J.; Liang, X.; Zhou, W.; Peng, S. Strategies and Techniques for Improving Heat Resistance and Mechanical Performances of Poly(Lactic Acid) (PLA) Biodegradable Materials. Int. J. Biol. Macromol. 2022, 218, 115–134. [Google Scholar] [CrossRef] [PubMed]
- Rajeshkumar, G.; Arvindh Seshadri, S.; Devnani, G.L.; Sanjay, M.R.; Siengchin, S.; Prakash Maran, J.; Al-Dhabi, N.A.; Karuppiah, P.; Mariadhas, V.A.; Sivarajasekar, N.; et al. Environment Friendly, Renewable and Sustainable Poly Lactic Acid (PLA) Based Natural Fiber Reinforced Composites—A Comprehensive Review. J. Clean. Prod. 2021, 310, 127483. [Google Scholar] [CrossRef]
- MarketsAndMarkets Biocomposites Market by Fiber Type (Wood-Fiber and Non-Wood-Fiber), Polymer Type (Synthetic and Natural), Product. Available online: https://www.marketsandmarkets.com/Market-Reports/biocomposite-market-258097936.html (accessed on 15 November 2022).
- Liu, T.; Xu, M.; Bai, Z.; Ren, D.; Xu, X.; Liu, X. Toughening Effect of Self-Assembled Thermoplastic Particles on Phthalonitrile Containing Benzoxazine and Improved Mechanical Properties in the Presence of Fibers Reinforcement. Polymer 2022, 260, 125355. [Google Scholar] [CrossRef]
- Etcheverry, M.; Barbosa, S.E. Glass Fiber Reinforced Polypropylene Mechanical Properties Enhancement by Adhesion Improvement. Materials 2012, 5, 1084–1113. [Google Scholar] [CrossRef] [PubMed]
- Mansor, M.R.; Salit, M.S.; Zainudin, E.S.; Aziz, N.A.; Ariff, H. Life Cycle Assessment of Natural Fiber Polymer Composites. In Agricultural Biomass Based Potential Materials; Hakeem, K.R., Jawaid, M., Alothman, O.Y., Eds.; Springer International Publishing: Cham, Switzerland, 2015; pp. 121–141. ISBN 978-3-319-13847-3. [Google Scholar]
- RTP Company Glass Fiber Reinforced PLA Bioplastic. Available online: https://web.archive.org/web/20171215074618/https://www.rtpcompany.com/wp-content/uploads/2013/09/reinforced-pla.pdf (accessed on 16 November 2022).
- Sawpan, M.A.; Pickering, K.L.; Fernyhough, A. Effect of Fibre Treatments on Interfacial Shear Strength of Hemp Fibre Reinforced Polylactide and Unsaturated Polyester Composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1189–1196. [Google Scholar] [CrossRef]
- Alao, P.F.; Marrot, L.; Burnard, M.D.; Lavrič, G.; Saarna, M.; Kers, J. Impact of Alkali and Silane Treatment on Hemp/PLA Composites’ Performance: From Micro to Macro Scale. Polymers 2021, 13, 851. [Google Scholar] [CrossRef]
- Delgado-Aguilar, M.; Reixach, R.; Tarrés, Q.; Espinach, F.X.; Mutjé, P.; Méndez, J.A. Bleached Kraft Eucalyptus Fibers as Reinforcement of Poly(Lactic Acid) for the Development of High-Performance Biocomposites. Polymers 2018, 10, 699. [Google Scholar] [CrossRef]
- Ardila-Fierro, K.J.; Hernández, J.G. Sustainability Assessment of Mechanochemistry by Using the Twelve Principles of Green Chemistry. ChemSusChem 2021, 14, 2145–2162. [Google Scholar] [CrossRef] [PubMed]
- Das, T.K.; Houtman, C. Evaluating Chemical-, Mechanical-, and Bio-Pulping Processes and Their Sustainability Characterization Using Life-Cycle Assessment. Environ. Prog. 2004, 23, 347–357. [Google Scholar] [CrossRef]
- Song, Y.; Liu, J.; Chen, S.; Zheng, Y.; Ruan, S.; Bin, Y. Mechanical Properties of Poly (Lactic Acid)/Hemp Fiber Composites Prepared with a Novel Method. J. Polym. Environ. 2013, 21, 1117–1127. [Google Scholar] [CrossRef]
- Song, Y.S.; Lee, J.T.; Ji, D.S.; Kim, M.W.; Lee, S.H.; Youn, J.R. Viscoelastic and Thermal Behavior of Woven Hemp Fiber Reinforced Poly(Lactic Acid) Composites. Compos. Part B Eng. 2012, 43, 856–860. [Google Scholar] [CrossRef]
- Serra-Parareda, F.; Tarrés, Q.; Espinach, F.X.; Vilaseca, F.; Mutjé, P.; Delgado-Aguilar, M. Influence of Lignin Content on the Intrinsic Modulus of Natural Fibers and on the Stiffness of Composite Materials. Int. J. Biol. Macromol. 2020, 155, 81–90. [Google Scholar] [CrossRef] [PubMed]
- TAPPI. TAPPI Standards, Technical Information Papers, and Useful Methods; Technical Association of the Pulp & Paper Industry: New York, NY, USA, 2020. [Google Scholar]
- Serra-Parareda, F.; Tarrés, Q.; Sanchez-Salvador, J.L.; Campano, C.; Pèlach, M.À.; Mutjé, P.; Negro, C.; Delgado-Aguilar, M. Tuning Morphology and Structure of Non-Woody Nanocellulose: Ranging between Nanofibers and Nanocrystals. Ind. Crops Prod. 2021, 171, 113877. [Google Scholar] [CrossRef]
- ASTM D618-21; Standard Practice for Conditioning Plastics for Testing. ASTM International: Conshohocken, PA, USA, 2021.
- ASTM D3039M-08; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: Conshohocken, PA, USA, 2008.
- Tarrés, Q.; Melbø, J.K.; Delgado-Aguilar, M.; Espinach, F.X.; Mutjé, P.; Chinga-Carrasco, G. Micromechanics of Tensile Strength of Thermo-Mechanical Pulp Reinforced Poly(Lactic) Acid Biodegradable Composites. J. Nat. Fibers 2022, 19, 9931–9944. [Google Scholar] [CrossRef]
- Sanadi, A.R.; Piggott, M.R. Interfacial Effects in Carbon-Epoxies. J. Mater. Sci. 1985, 20, 421–430. [Google Scholar] [CrossRef]
- Aguado, R.; Espinach, F.X.; Vilaseca, F.; Tarrés, Q.; Mutjé, P.; Delgado-Aguilar, M. Approaching a Zero-Waste Strategy in Rapeseed (Brassica Napus) Exploitation: Sustainably Approaching Bio-Based Polyethylene Composites. Sustainability 2022, 14, 7942. [Google Scholar] [CrossRef]
- Kelly, A.; Tyson, W.R. Tensile Properties of Fibre-Reinforced Metals: Copper/Tungsten and Copper/Molybdenum. J. Mech. Phys. Solids 1965, 13, 329–350. [Google Scholar] [CrossRef]
- Bowyer, W.H.; Bader, M.G. On the Re-Inforcement of Thermoplastics by Imperfectly Aligned Discontinuous Fibres. J. Mater. Sci. 1972, 7, 1315–1321. [Google Scholar] [CrossRef]
- Petit, J.; Gulisano, A.; Dechesne, A.; Trindade, L.M. Phenotypic Variation of Cell Wall Composition and Stem Morphology in Hemp (Cannabis Sativa L.): Optimization of Methods. Front. Plant Sci. 2019, 10, 959. [Google Scholar] [CrossRef]
- Sridhara, P.K.; Vilaseca, F. Assessment of Fiber Orientation on the Mechanical Properties of PA6/Cellulose Composite. Appl. Sci. 2020, 10, 5565. [Google Scholar] [CrossRef]
- Lopez, J.P.; Girones, J.; Mendez, J.A.; El Mansouri, N.E.; Llop, M.; Mutjé, P. Stone-Ground Wood Pulp-Reinforced Polypropylene Composites: Water Uptake and Thermal Properties. BioResources 2012, 7, 5478–5487. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Lauke, B. Effects of Fiber Length and Fiber Orientation Distributions on the Tensile Strength of Short-Fiber-Reinforced Polymers. Compos. Sci. Technol. 1996, 56, 1179–1190. [Google Scholar] [CrossRef]
- Migneault, S.; Koubaa, A.; Erchiqui, F.; Chaala, A.; Englund, K.; Wolcott, M.P. Application of Micromechanical Models to Tensile Properties of Wood–Plastic Composites. Wood Sci. Technol. 2011, 45, 521–532. [Google Scholar] [CrossRef]
- Flom, Y. Chapter 2—Strength and margins of brazed joints. In Welding and Other Joining Technologies; Sekulić, D.P., Ed.; Woodhead Publishing Series; Woodhead Publishing: Sawston, UK, 2013; pp. 31–54. ISBN 978-0-85709-423-0. [Google Scholar]
- Sunny, T.; Pickering, K.L. Improving Polypropylene Matrix Composites Reinforced with Aligned Hemp Fibre Mats Using High Fibre Contents. Materials 2022, 15, 5587. [Google Scholar] [CrossRef] [PubMed]
- Templeton, P.A. Strength Predictions of Injection Molding Compounds. J. Reinf. Plast. Compos. 1990, 9, 210–225. [Google Scholar] [CrossRef]
- Fang, X.; Li, Y.; Zhao, J.; Xu, J.; Li, C.; Liu, J.; Liu, Y.; Guo, H. Improved Interfacial Performance of Bamboo Fibers/Polylactic Acid Composites Enabled by a Self-Supplied Bio-Coupling Agent Strategy. J. Clean. Prod. 2022, 380, 134719. [Google Scholar] [CrossRef]
- Sanadi, A.R.; Young, R.A.; Clemons, C.; Rowell, R.M. Recycled Newspaper Fibers as Reinforcing Fillers in Thermoplastics: Part I-Analysis of Tensile and Impact Properties in Polypropylene. J. Reinf. Plast. Compos. 1994, 13, 54–67. [Google Scholar] [CrossRef]
- Martins, A.F.; de Meneses, S.M.; Visconte, L.L.Y.; Nunes, R.C.R. Mechanical and Dynamical Mechanical Properties of Chloroprene Rubber and Cellulose II Composites. J. Appl. Polym. Sci. 2004, 92, 2425–2430. [Google Scholar] [CrossRef]
- Rusinska-Roszak, D. Intramolecular O–H···O═C Hydrogen Bond Energy via the Molecular Tailoring Approach to RAHB Structures. J. Phys. Chem. A 2015, 119, 3674–3687. [Google Scholar] [CrossRef] [PubMed]
- Wohlert, M.; Benselfelt, T.; Wågberg, L.; Furó, I.; Berglund, L.A.; Wohlert, J. Cellulose and the Role of Hydrogen Bonds: Not in Charge of Everything. Cellulose 2022, 29, 1–23. [Google Scholar] [CrossRef]
- Manian, A.P.; Cordin, M.; Pham, T. Extraction of Cellulose Fibers from Flax and Hemp: A Review. Cellulose 2021, 28, 8275–8294. [Google Scholar] [CrossRef]
- Chestee, S.S.; Poddar, P.; Sheel, T.K.; Mamunur Rashid, M.; Khan, R.A.; Chowdhury, A.M.S. Short Jute Fiber Reinforced Polypropylene Composites: Effect of Nonhalogenated Fire Retardants. Adv. Chem. 2017, 2017, 1049513. [Google Scholar] [CrossRef]
- Rahman, N.A.; Hassan, A.; Yahya, R.; Lafia-Araga, R.A. Impact Properties of Glass-Fiber/Polypropylene Composites: The Influence of Fiber Loading, Specimen Geometry and Test Temperature. Fibers Polym. 2013, 14, 1877–1885. [Google Scholar] [CrossRef]
- Joshi, S.V.; Drzal, L.T.; Mohanty, A.K.; Arora, S. Are Natural Fiber Composites Environmentally Superior to Glass Fiber Reinforced Composites? Compos. Part A Appl. Sci. Manuf. 2004, 35, 371–376. [Google Scholar] [CrossRef]
- Hashemi, S. Hybridisation Effect on Flexural Properties of Single- and Double-Gated Injection Moulded Acrylonitrile Butadiene Styrene (ABS) Filled with Short Glass Fibres and Glass Beads Particles. J. Mater. Sci. 2008, 43, 4811–4819. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SBHF | UHS | |
|---|---|---|
| Ash (wt.%) | 0.31 ± 0.04 | 2.68 ± 0.67 |
| Extractives (wt.%) | 0.38 ± 0.05 | 3.2 ± 0.2 |
| Total lignin (wt.%) | 0.43 ± 0.8 | 5.12 ± 0.25 |
| Cellulose (wt.%) | 91.3 ± 0.6 | 73.2 ± 1.9 |
| Hemicellulose (wt.%) | 7.9 ± 0.5 | 11.3 ± 1.2 |
| Average dimensions | Short fibers, 730 µm × 21 µm | Long bundles, ~200 µm–wide |
| Content of fines (% in length) | 47 | -- |
| Crystallinity index (%) | 87.0 | 78.5 |
| Surface polarity (µeq MGCh/g) | 12.8 | 28.7 |
| Material | Reinforcement | VF | σtc (MPa) | Δσtc (%) | εtc (%) | Reference |
|---|---|---|---|---|---|---|
| PLA | 0 wt.% | 0 | 51.2 ± 0.1 | -- | 3.2 ± 0.1 | This work |
| PLA/SBHF | 10 wt.% | 0.085 | 59.9 ± 0.2 | 17.0 | 2.9 ± 0.1 | This work |
| 20 wt.% | 0.171 | 70.7 ± 0.4 | 38.1 | 2.7 ± 0.2 | ||
| 30 wt.% | 0.262 | 77.8 ± 0.8 | 52.0 | 2.6 ± 0.2 | ||
| PLA/hemp strands | 30 wt.% | 0.264 | 55.7 ± 0.2 | 8.8 | 2.0 | This work |
| PLA/GF 1 | 30 wt.% | 0.175 | 114 | 83.9 | N/A | [13] |
| PP/sized GF | 30 wt.% | 0.136 | 58.5 | 120 | 3.0 | [33] |
| PP/MAPP/GF | 30 wt.% | 0.136 | 79.9 | 189 | 4.4 | [33] |
| SBHF Proportion | 10 wt.% | 20 wt.% | 30 wt.% |
|---|---|---|---|
| VF | 0.085 | 0.171 | 0.262 |
| σtm* (MPa) | 49.2 | 48.1 | 46.7 |
| dF (µm) | 20.5 | 20.5 | 20.4 |
| lF (µm) | 353 | 318 | 295 |
| χ1 | 0.306 | 0.300 | 0.297 |
| τ (MPa) | 28.6 | 28.1 | 28.0 |
| Mean σtF (MPa) | 850 ± 49 | ||
| χ2 | 0.67 | 0.71 | 0.65 |
| Mean σtF (MPa) | 850 ± 49 | ||
| Mean fc | 0.20 ± 0.1 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aguado, R.J.; Espinach, F.X.; Julián, F.; Tarrés, Q.; Delgado-Aguilar, M.; Mutjé, P. Tensile Strength of Poly(lactic acid)/Bleached Short Hemp Fiber Fully Green Composites as Replacement for Polypropylene/Glass Fiber. Polymers 2023, 15, 146. https://doi.org/10.3390/polym15010146
Aguado RJ, Espinach FX, Julián F, Tarrés Q, Delgado-Aguilar M, Mutjé P. Tensile Strength of Poly(lactic acid)/Bleached Short Hemp Fiber Fully Green Composites as Replacement for Polypropylene/Glass Fiber. Polymers. 2023; 15(1):146. https://doi.org/10.3390/polym15010146
Chicago/Turabian StyleAguado, Roberto J., Francesc X. Espinach, Fernando Julián, Quim Tarrés, Marc Delgado-Aguilar, and Pere Mutjé. 2023. "Tensile Strength of Poly(lactic acid)/Bleached Short Hemp Fiber Fully Green Composites as Replacement for Polypropylene/Glass Fiber" Polymers 15, no. 1: 146. https://doi.org/10.3390/polym15010146
APA StyleAguado, R. J., Espinach, F. X., Julián, F., Tarrés, Q., Delgado-Aguilar, M., & Mutjé, P. (2023). Tensile Strength of Poly(lactic acid)/Bleached Short Hemp Fiber Fully Green Composites as Replacement for Polypropylene/Glass Fiber. Polymers, 15(1), 146. https://doi.org/10.3390/polym15010146