
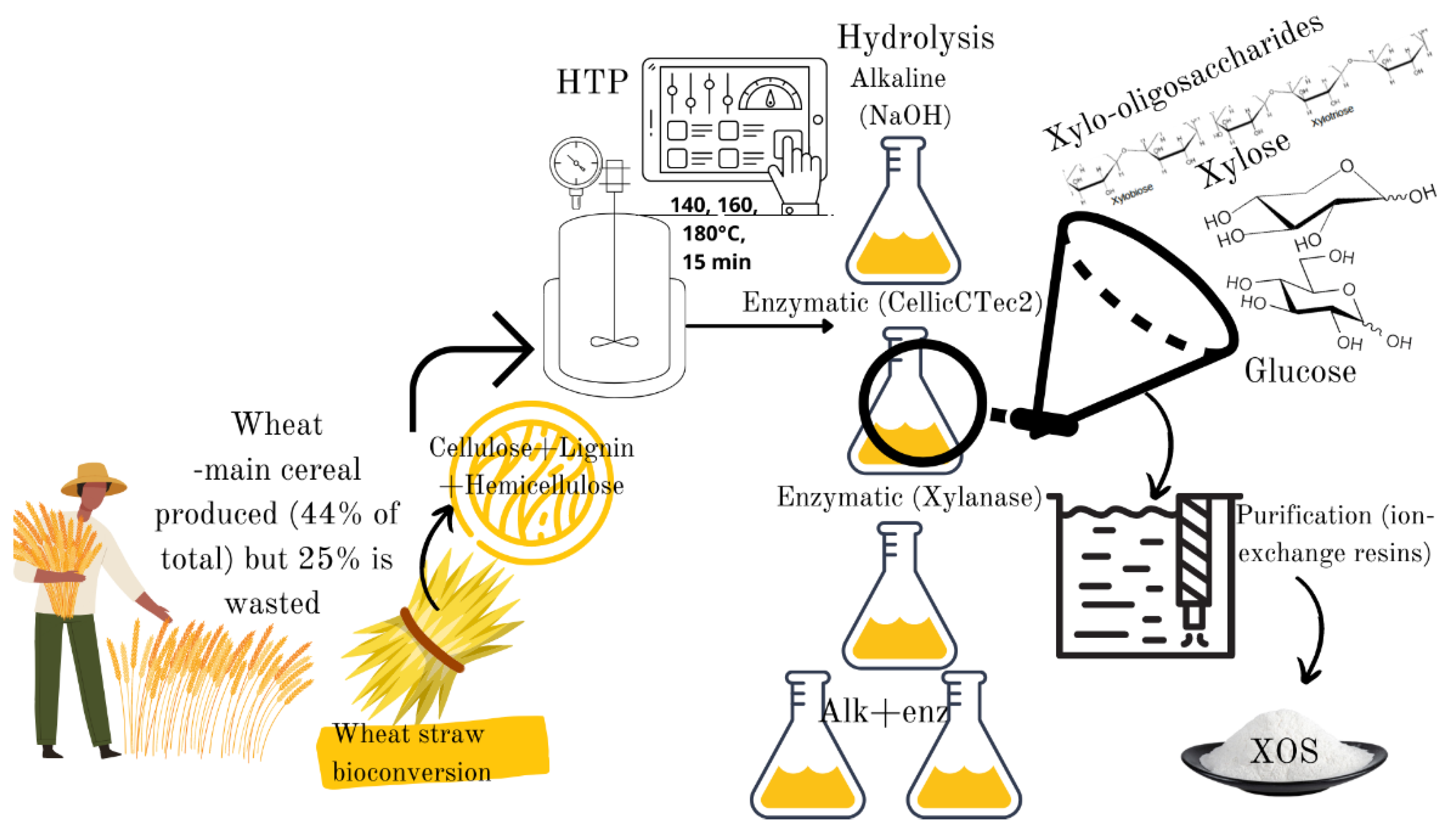
Chemical and Enzymatic Synthesis of Biobased Xylo-Oligosaccharides and Fermentable Sugars from Wheat Straw for Food Applications

 ,
,  , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Hydrothermal Pretreatment (HTP)
2.3. Chemicals
2.4. Analytical Methods
2.4.1. Chemical Characterization of Feedstock and Processed Solids
2.4.2. Chemical Characterization of Hydrolysates
2.4.3. Enzyme Assays
Cellulase Assay
Xylanase Assay
2.4.4. Alkaline and Enzymatic Hydrolysis of the Solid Residues
2.4.5. Filtration and Decolorization
2.4.6. An- and Cation Exchange Chromatography
2.5. Statistical Analysis
3. Results and Discussion
3.1. Chemical Characterization of Feedstock and Processed Solids
3.2. Chemical Characterization of Hydrolysates after HTP, Alkaline and Enzymatic Treatments of the Solid Residues
3.2.1. Sugar Release
3.2.2. Xylo-Oligosaccharide Production and Byproduct Release
3.3. Material Balance
3.4. Downstream Processing
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| XOS | Xylo-oligosaccharides |
| X3 | Xylotriose |
| X4 | Xylotetraose |
| SCFA | Short-chain fatty acids |
| WS | Wheat straw |
| HTP | Hydrothermal pretreatment |
| HMF | Hydroxymethylfurfural |
| DP | Degree of polymerization |
| DNS | Dinitrosalicylic method |
| CCTec2 | Cellic CTec 2 enzyme |
| ADL | acid detergent lignin |
| NS | Not statistically significant |
| ND | Not determined |
| AC | Active charcoal |
References
- Iliev, I.; Vasileva, T.; Bivolarski, V.; Momchilova, A.; Ivanova, I. Metabolic Profiling of Xylooligosaccharides by Lactobacilli. Polymers 2020, 12, 2387. [Google Scholar] [CrossRef]
- Isci, A.; Thieme, N.; Lamp, A.; Zverlov, V.; Kaltschmitt, M. Production of xylo-oligosaccharides from wheat straw using microwave assisted deep eutectic solvent pretreatment. Ind. Crop. Prod. 2021, 164, 113393. [Google Scholar] [CrossRef]
- Gullón, B.; Gullón, P.; Tavaria, F.; Pintado, M.M.; Gomes, A.M.; Alonso, J.L.; Parajó, J.C. Structural features and assessment of prebiotic activity of refined arabinoxylooligosaccharides from wheat bran. J. Funct. Foods 2014, 6, 438–449. [Google Scholar] [CrossRef]
- Samanta, A.K.; Jayapal, N.; Jayaram, C.; Roy, S.; Kolte, A.P.; Senani, S.; Sridhar, M. Xylooligosaccharides as prebiotics from agricultural by-products: Production and applications. Bioact. Carbohydr. Diet. Fibre 2015, 5, 62–71. [Google Scholar] [CrossRef]
- Mano, M.C.R.; Neri-Numa, I.A.; da Silva, J.B.; Paulino, B.N.; Pessoa, M.G.; Pastore, G.M. Oligosaccharide biotechnology: An approach of prebiotic revolution on the industry. Appl. Microbiol. Biotechnol. 2018, 102, 17–37. [Google Scholar] [CrossRef]
- Aachary, A.A.; Prapulla, S.G. Xylooligosaccharides (XOS) as an Emerging Prebiotic: Microbial Synthesis, Utilization, Structural Characterization, Bioactive Properties, and Applications. Compr. Rev. Food Sci. Food Saf. 2011, 10, 2–16. [Google Scholar] [CrossRef]
- Song, L.; Xie, W.; Zhao, Y.; Lv, X.; Yang, H.; Zeng, Q.; Zheng, Z.; Yang, X. Synthesis, Antimicrobial, Moisture Absorption and Retention Activities of Kojic Acid-Grafted Konjac Glucomannan Oligosaccharides. Polymers 2019, 11, 1979. [Google Scholar] [CrossRef] [Green Version]
- Quiñones, T.S.; Retter, A.; Hobbs, P.J.; Budde, J.; Heiermann, M.; Plöchl, M.; Ravella, S.R. Production of xylooligosaccharides from renewable agricultural lignocellulose biomass. Biofuels 2015, 6, 147–155. [Google Scholar] [CrossRef]
- Martău, G.A.; Emoke, T.B.; Ranga, F.; Pop, I.D.; Vodnar, D.C. Apple pomace as a sustainable substrate in sourdough fermentation. Front. Microbiol. 2021, 12, 742020. [Google Scholar] [CrossRef]
- Chen, X.; Li, H.; Sun, S.; Cao, X.; Sun, R. Co-production of oligosaccharides and fermentable sugar from wheat straw by hydrothermal pretreatment combined with alkaline ethanol extraction. Ind. Crop. Prod. 2018, 111, 78–85. [Google Scholar] [CrossRef]
- Samanta, A.K.; Senani, S.; Kolte, A.P.; Sridhar, M.; Sampath, K.T.; Jayapal, N.; Devi, A. Production and in vitro evaluation of xylooligosaccharides generated from corn cobs. Food Bioprod. Process. 2012, 90, 466–474. [Google Scholar] [CrossRef]
- Amorim, C.; Silvério, S.C.; Prather, K.L.J.; Rodrigues, L.R. From lignocellulosic residues to market: Production and commercial potential of xylooligosaccharides. Biotechnol. Adv. 2019, 37, 107397. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, L.; Ren, J.; Zhang, Y.; Liu, X.; Ouyang, J. Simultaneously separation of xylo-oligosaccharide and lignosulfonate from wheat straw magnesium bisulfite pretreatment spent liquor using ion exchange resin. Bioresour. Technol. 2018, 249, 189–195. [Google Scholar] [CrossRef]
- Zhao, X.; Dong, C. Extracting xylooligosaccharides in wheat bran by screening and cellulase assisted enzymatic hydrolysis. Int. J. Biol. Macromol. 2016, 92, 748–752. [Google Scholar] [CrossRef]
- Ertas, M.; Han, Q.; Jameel, H.; Chang, H.-M. Enzymatic hydrolysis of autohydrolyzed wheat straw followed by refining to produce fermentable sugars. Bioresour. Technol. 2014, 152, 259–266. [Google Scholar] [CrossRef]
- Jagtap, S.; Deshmukh, R.A.; Menon, S.; Das, S. Xylooligosaccharides production by crude microbial enzymes from agricultural waste without prior treatment and their potential application as nutraceuticals. Bioresour. Technol. 2017, 245, 283–288. [Google Scholar] [CrossRef]
- Antov, M.G.; Đorđević, T.R. Environmental-friendly technologies for the production of antioxidant xylooligosaccharides from wheat chaff. Food Chem. 2017, 235, 175–180. [Google Scholar] [CrossRef]
- Huang, C.; Lai, C.; Wu, X.; Huang, Y.; He, J.; Huang, C.; Li, X.; Yong, Q. An integrated process to produce bio-ethanol and xylooligosaccharides rich in xylobiose and xylotriose from high ash content waste wheat straw. Bioresour. Technol. 2017, 241, 228–235. [Google Scholar] [CrossRef]
- Duarte, L.C.; Silva-Fernandes, T.; Carvalheiro, F.; Gírio, F.M. Dilute Acid Hydrolysis of Wheat Straw Oligosaccharides. Appl. Biochem. Biotechnol. 2008, 153, 116. [Google Scholar] [CrossRef]
- Nabarlatz, D.; Ebringerová, A.; Montané, D. Autohydrolysis of agricultural by-products for the production of xylo-oligosaccharides. Carbohydr. Polym. 2007, 69, 20–28. [Google Scholar] [CrossRef] [Green Version]
- Cano, M.E.; García-Martin, A.; Comendador Morales, P.; Wojtusik, M.; Santos, V.E.; Kovensky, J.; Ladero, M. Production of Oligosaccharides from Agrofood Wastes. Fermentation 2020, 6, 31. [Google Scholar] [CrossRef] [Green Version]
- Christophersen, C.T.; Petersen, A.; Licht, T.R.; Conlon, M.A. Xylo-Oligosaccharides and Inulin Affect Genotoxicity and Bacterial Populations Differently in a Human Colonic Simulator Challenged with Soy Protein. Nutrients 2013, 5, 3740–3756. [Google Scholar] [CrossRef] [Green Version]
- Coelho, E.; Rocha, M.A.M.; Moreira, A.S.P.; Domingues, M.R.M.; Coimbra, M.A. Revisiting the structural features of arabinoxylans from brewers’ spent grain. Carbohydr. Polym. 2016, 139, 167–176. [Google Scholar] [CrossRef]
- Tsai, Y.-L.; Lin, T.-L.; Chang, C.-J.; Wu, T.-R.; Lai, W.-F.; Lu, C.-C.; Lai, H.-C. Probiotics, prebiotics and amelioration of diseases. J. Biomed. Sci. 2019, 26, 3. [Google Scholar] [CrossRef]
- Hutkins, R.W.; Krumbeck, J.A.; Bindels, L.B.; Cani, P.D.; Fahey, G., Jr.; Goh, Y.J.; Hamaker, B.; Martens, E.C.; Mills, D.A.; Rastal, R.A.; et al. Prebiotics: Why definitions matter. Curr. Opin. Biotechnol. 2016, 37, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Gibson, G.R.; Probert, H.M.; Loo, J.V.; Rastall, R.A.; Roberfroid, M.B. Dietary modulation of the human colonic microbiota: Updating the concept of prebiotics. Nutr. Res. Rev. 2004, 17, 259–275. [Google Scholar] [CrossRef] [Green Version]
- Precup, G.; Vodnar, D.-C. Gut Prevotella as a possible biomarker of diet and its eubiotic versus dysbiotic roles: A comprehensive literature review. Br. J. Nutr. 2019, 122, 131–140. [Google Scholar] [CrossRef]
- Mitrea, L.; Vodnar, D.C. Klebsiella pneumoniae—A useful pathogenic strain for biotechnological purposes: Diols biosynthesis under controlled and uncontrolled pH levels. Pathogens 2019, 8, 293. [Google Scholar] [CrossRef] [Green Version]
- Juhász, R.; Penksza, P.; Sipos, L. Effect of xylo-oligosaccharides (XOS) addition on technological and sensory attributes of cookies. Food Sci. Nutr. 2020, 8, 5452–5460. [Google Scholar] [CrossRef]
- Dai, H.; Leung, C.E.; Corradini, M.G.; Xiao, H.; Kinchla, A.J. Increasing the nutritional value of strawberry puree by adding xylo-oligosaccharides. Heliyon 2020, 6, e03769. [Google Scholar] [CrossRef]
- Ferrão, L.L.; Ferreira, M.V.S.; Cavalcanti, R.N.; Carvalho, A.F.A.; Pimentel, T.C.; Silva, H.L.A.; Silva, R.; Esmerino, E.A.; Neto, R.P.C.; Tavares, M.I.B.; et al. The xylooligosaccharide addition and sodium reduction in requeijão cremoso processed cheese. Food Res. Int. 2018, 107, 137–147. [Google Scholar] [CrossRef] [PubMed]
- Vodnar, D.C.; Călinoiu, L.F.; Mitrea, L.; Precup, G.; Bindea, M.; Păcurar, A.M.; Szabo, K.; Ştefănescu, B.E. A New Generation of Probiotic Functional Beverages Using Bioactive Compounds from Agro-Industrial Waste. Funct. Med. Beverages 2019, 11, 483–528. [Google Scholar]
- Ribeiro, T.; Cardoso, V.; Ferreira, L.M.A.; Lordelo, M.M.S.; Coelho, E.; Moreira, A.S.P.; Domingues, M.R.M.; Coimbra, M.A.; Bedford, M.R.; Fontes, C.M.G.A. Xylo-oligosaccharides display a prebiotic activity when used to supplement wheat or corn-based diets for broilers. Poult. Sci. 2018, 97, 4330–4341. [Google Scholar] [CrossRef] [PubMed]
- Moure, A.; Gullón, P.; Domínguez, H.; Parajó, J.C. Advances in the manufacture, purification and applications of xylo-oligosaccharides as food additives and nutraceuticals. Process Biochem. 2006, 41, 1913–1923. [Google Scholar] [CrossRef]
- Aragon, C.C.; Santos, A.F.; Ruiz-Matute, A.I.; Corzo, N.; Guisan, J.M.; Monti, R.; Mateo, C. Continuous production of xylooligosaccharides in a packed bed reactor with immobilized–stabilized biocatalysts of xylanase from Aspergillus versicolor. J. Mol. Catal. B Enzym. 2013, 98, 8–14. [Google Scholar] [CrossRef] [Green Version]
- Mäkeläinen, H.; Juntunen, M.; Hasselwander, O. Prebiotic Potential of Xylo-Oligosaccharides. In Prebiotics and Probiotics Science and Technology; Charalampopoulos, D., Rastall, R.A., Eds.; Springer: New York, NY, USA, 2009; pp. 245–258. [Google Scholar] [CrossRef]
- EFSA Panel on Dietetic Products, Nutrition and Allergies (NDA); Turck, D.; Bresson, J.-L.; Burlingame, B.; Dean, T.; Fairweather-Tait, S.; Heinonen, M.; Hirsch-Ernst, K.I.; Mangelsdorf, I.; McArdle, H.J.; et al. Safety of xylo-oligosaccharides (XOS) as a novel food pursuant to Regulation (EU) 2015/2283. EFSA J. 2018, 16, e05361. [Google Scholar] [CrossRef] [Green Version]
- European Commission. Commission Implementing Regulation (EU) 2018/1648 of 29 October 2018 Authorising the Placing on the Market of Xylo-Oligosaccharides as a Novel Food under Regulation (EU) 2015/2283 of the European Parliament and of the Council and Amending Commission Implementing Regulation (EU) 2017/2470. Off. J. Eur. Union 2018, L 275/1. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A32018R1648 (accessed on 20 January 2022).
- Ververis, E.; Ackerl, R.; Azzollini, D.; Colombo, P.A.; de Sesmaisons, A.; Dumas, C.; Fernandez-Dumont, A.; da Costa, L.F.; Germini, A.; Goumperis, T. Novel foods in the European Union: Scientific requirements and challenges of the risk assessment process by the European Food Safety Authority. Food Res. Int. 2020, 137, 109515. [Google Scholar] [CrossRef]
- EFSA Panel on Dietetic Products, Nutrition and Allergies (NDA); Turck, D.; Bresson, J.-L.; Burlingame, B.; Dean, T.; Fairweather-Tait, S.; Heinonen, M.; Hirsch-Ernst, K.I.; Mangelsdorf, I.; McArdle, H.; et al. Guidance on the preparation and presentation of an application for authorisation of a novel food in the context of Regulation (EU) 2015/2283. EFSA J. 2016, 14, e04594. [Google Scholar]
- Kont, R.; Kurašin, M.; Teugjas, H.; Väljamäe, P. Strong cellulase inhibitors from the hydrothermal pretreatment of wheat straw. Biotechnol. Biofuels 2013, 6, 135. [Google Scholar] [CrossRef] [Green Version]
- Guo, J.; Huang, K.; Zhang, S.; Xu, Y. Optimization of selective acidolysis pretreatment for the valorization of wheat straw by a combined chemical and enzymatic process. J. Chem. Technol. Biotechnol. 2020, 95, 694–701. [Google Scholar] [CrossRef]
- Carvalheiro, F.; Silva-Fernandes, T.; Duarte, L.C.; Gírio, F.M. Wheat Straw Autohydrolysis: Process Optimization and Products Characterization. Appl. Biochem. Biotechnol. 2009, 153, 84–93. [Google Scholar] [CrossRef] [PubMed]
- Parajó, J.C.; Garrote, G.; Cruz, J.M.; Dominguez, H. Production of xylooligosaccharides by autohydrolysis of lignocellulosic materials. Trends Food Sci. Technol. 2004, 15, 115–120. [Google Scholar] [CrossRef]
- Jayapal, N.; Samanta, A.K.; Kolte, A.P.; Senani, S.; Sridhar, M.; Suresh, K.P.; Sampath, K.T. Value addition to sugarcane bagasse: Xylan extraction and its process optimization for xylooligosaccharides production. Ind. Crop. Prod. 2013, 42, 14–24. [Google Scholar] [CrossRef]
- Yang, G.; Xu, F.; Ji, X.; Dong, J.; Ni, Y.; Fatehi, P.; Zhang, K.; Chen, J. Enhanced biochemical process for purifying xylo-oligosaccharides from pre-hydrolysis liquor. Res. Sq. 2020, 1–26. [Google Scholar] [CrossRef]
- Kumar, V.; Satyanarayana, T. Generation of xylooligosaccharides from microwave irradiated agroresidues using recombinant thermo-alkali-stable endoxylanase of the polyextremophilic bacterium Bacillus halodurans expressed in Pichia pastoris. Bioresour. Technol. 2015, 179, 382–389. [Google Scholar] [CrossRef]
- Batidzirai, B.; Valk, M.; Wicke, B.; Junginger, M.; Daioglou, V.; Euler, W.; Faaij, A.P.C. Current and future technical, economic and environmental feasibility of maize and wheat residues supply for biomass energy application: Illustrated for South Africa. Biomass Bioenergy 2016, 92, 106–129. [Google Scholar] [CrossRef] [Green Version]
- Bali, G.; Meng, X.; Deneff, J.I.; Sun, Q.; Ragauskas, A.J. The Effect of Alkaline Pretreatment Methods on Cellulose Structure and Accessibility. ChemSusChem 2015, 8, 275–279. [Google Scholar] [CrossRef]
- Bian, J.; Peng, P.; Peng, F.; Xiao, X.; Xu, F.; Sun, R.-C. Microwave-assisted acid hydrolysis to produce xylooligosaccharides from sugarcane bagasse hemicelluloses. Food Chem. 2014, 156, 7–13. [Google Scholar] [CrossRef]
- Budde, J.; Heiermann, M.; Quiñones, T.S.; Plöchl, M. Effects of thermobarical pretreatment of cattle waste as feedstock for anaerobic digestion. Waste Manag. 2014, 34, 522–529. [Google Scholar] [CrossRef]
- Overend, R.P.; Chornet, E. Fractionation of lignocellulosics by steam-aqueous pretreatments. Philos. Trans. R. Soc. London Ser. A Math. Phys. Sci. 1987, 321, 523–536. [Google Scholar]
- Ghose, T. Measurement of cellulase activities. Pure Appl. Chem. 1987, 59, 257. [Google Scholar] [CrossRef]
- Royston, P. Approximating the Shapiro-Wilk W-test for non-normality. Stat. Comput. 1992, 2, 117–119. [Google Scholar] [CrossRef]
- Ibbett, R.; Gaddipati, S.; Greetham, D.; Hill, S.; Tucker, G. The kinetics of inhibitor production resulting from hydrothermal deconstruction of wheat straw studied using a pressurised microwave reactor. Biotechnol. Biofuels 2014, 7, 45. [Google Scholar] [CrossRef] [Green Version]
- Ilanidis, D.; Stagge, S.; Jönsson, L.J.; Martín, C. Hydrothermal pretreatment of wheat straw: Effects of temperature and acidity on byproduct formation and inhibition of enzymatic hydrolysis and ethanolic fermentation. Agronomy 2021, 11, 487. [Google Scholar] [CrossRef]
- Li, J.; Feng, P.; Xiu, H.; Zhang, M.; Li, J.; Du, M.; Zhang, X.; Kozliak, E.; Ji, Y. Wheat straw components fractionation, with efficient delignification, by hydrothermal treatment followed by facilitated ethanol extraction. Bioresour. Technol. 2020, 316, 123882. [Google Scholar] [CrossRef]
- Faryar, R.; Linares-Pastén, J.A.; Immerzeel, P.; Mamo, G.; Andersson, M.; Stålbrand, H.; Mattiasson, B.; Karlsson, E.N. Production of prebiotic xylooligosaccharides from alkaline extracted wheat straw using the K80R-variant of a thermostable alkali-tolerant xylanase. Food Bioprod. Process. 2015, 93, 1–10. [Google Scholar] [CrossRef]
- Akpinar, O.; Erdogan, K.; Bostanci, S. Enzymatic production of xylooligosaccharide from selected agricultural wastes. Food Bioprod. Process. 2009, 87, 145–151. [Google Scholar] [CrossRef]
- Han, L.; Feng, J.; Zhang, S.; Ma, Z.; Wang, Y.; Zhang, X. Alkali pretreated of wheat straw and its enzymatic hydrolysis. Braz. J. Microbiol. 2012, 43, 53–61. [Google Scholar] [CrossRef]
- Silva-Fernandes, T.; Duarte, L.C.; Carvalheiro, F.; Marques, S.; Loureiro-Dias, M.C.; Fonseca, C.; Gírio, F. Biorefining strategy for maximal monosaccharide recovery from three different feedstocks: Eucalyptus residues, wheat straw and olive tree pruning. Bioresour. Technol. 2015, 183, 203–212. [Google Scholar] [CrossRef] [Green Version]
- Vázquez, M.; Garrote, G.; Alonso, J.; Domínguez, H.; Parajó, J. Refining of autohydrolysis liquors for manufacturing xylooligosaccharides: Evaluation of operational strategies. Bioresour. Technol. 2005, 96, 889–896. [Google Scholar] [CrossRef] [PubMed]
- Vegas, R.; Alonso, J.L.; Domínguez, H.; Parajó, J.C. Processing of rice husk autohydrolysis liquors for obtaining food ingredients. J. Agric. Food Chem. 2004, 52, 7311–7317. [Google Scholar] [CrossRef] [PubMed]
- Xu, F.; Chen, J.; Yang, G.; Ji, X.; Wang, Q.; Liu, S.; Ni, Y. Combined Treatments Consisting of Calcium Hydroxide and Activate Carbon for Purification of Xylo-Oligosaccharides of Pre-Hydrolysis Liquor. Polymers 2019, 11, 1558. [Google Scholar] [CrossRef] [Green Version]
- Fatehi, P.; Ryan, J.; Ni, Y. Adsorption of lignocelluloses of model pre-hydrolysis liquor on activated carbon. Bioresour. Technol. 2013, 131, 308–314. [Google Scholar] [CrossRef] [PubMed]
- Neu, A.-K.; Pleissner, D.; Mehlmann, K.; Schneider, R.; Puerta-Quintero, G.I.; Venus, J. Fermentative utilization of coffee mucilage using Bacillus coagulans and investigation of down-stream processing of fermentation broth for optically pure l(+)-lactic acid production. Bioresour. Technol. 2016, 211, 398–405. [Google Scholar] [CrossRef] [PubMed]
- Olszewska-Widdrat, A.; Alexandri, M.; López-Gómez, J.P.; Schneider, R.; Mandl, M.; Venus, J. Production and Purification of l-lactic Acid in Lab and Pilot Scales Using Sweet Sorghum Juice. Fermentation 2019, 5, 36. [Google Scholar] [CrossRef] [Green Version]
- Pleissner, D.; Schneider, R.; Venus, J.; Koch, T. Separation of lactic acid and recovery of salt-ions from fermentation broth. J. Chem. Technol. Biotechnol. 2017, 92, 504–511. [Google Scholar] [CrossRef]
- Alexandri, M.; Schneider, R.; Venus, J. Membrane Technologies for Lactic Acid Separation from Fermentation Broths Derived from Renewable Resources. Membranes 2018, 8, 94. [Google Scholar] [CrossRef] [Green Version]
- López-Gómez, J.P.; Alexandri, M.; Schneider, R.; Latorre-Sánchez, M.; Coll Lozano, C.; Venus, J. Organic fraction of municipal solid waste for the production of L-lactic acid with high optical purity. J. Clean. Prod. 2020, 247, 119165. [Google Scholar] [CrossRef]
- Dupoiron, S.; Lameloise, M.-L.; Pommet, M.; Bennaceur, O.; Lewandowski, R.; Allais, F.; Teixeira, A.R.; Rémond, C.; Rakotoarivonina, H. A novel and integrative process: From enzymatic fractionation of wheat bran with a hemicellulasic cocktail to the recovery of ferulic acid by weak anion exchange resin. Ind. Crop. Prod. 2017, 105, 148–155. [Google Scholar] [CrossRef]
- Martău, G.A.; Călinoiu, L.-F.; Vodnar, D.C. Bio-vanillin: Towards a sustainable industrial production. Trends Food Sci. Technol. 2021, 109, 579–592. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
| WS | R140 | R160 | R180 | |
|---|---|---|---|---|
| Severity factor | 2.35 | 2.94 | 3.53 | |
| Hemicelluloses | 27.67 ± 0.1 | 24.7 ± 0.2 | 25.3 ± 1 | 11.3 ± 0.1 |
| Celluloses | 36.0 ± 0.3 | 45.12 ± 0.1 | 49.6 ± 0.1 | 51.1 ± 0.5 |
| Lignin (ADL a) | 12.91 ± 0.8 | 6.1 ± 0.4 | 9.67 ± 0.8 | 9.90 ± 1 |
| Holocellulose | 68.67 ± 0.4 | 69.828 ± 0.3 | 74.9 ± 1 | 62.4 ± 0.6 |
| Ash | 5.0 ± 0.1 | 1.2 ± 0.1 | 1 ± 0.2 | 0.8 ± 0.1 |
| Extractives | 1.2 ± 0.1 | 0.6 ± 0.1 | 0.8 ± 0.2 | 1.4 ± 0.1 |
| Others | 17.22 ± 0.1 | 11.18 ± 0.1 | 1.47 ± 0.1 | 2.3 ± 0.2 |
| Yield | 100 | 88.9 ± 0.8 | 87.84 ± 1.4 | 76.8 ± 0.7 |
| Treatment | Glucose (g/L) | Xylose (g/L) | Arabinose (g/L) | Total Sugars (g/L) | ||
|---|---|---|---|---|---|---|
| L140 | HTP (A) | ND | ND | 0.17 ± 0.1 NS (0.05) | 0.17 | |
| Alkaline (NaOH)(B) | 0.49 ± 0.03 NS (0.393) | 0.88 ± 06 NS (0.681) | 0.08 ± 0.01 NS (0.05) | 1.46 | ||
| Enzymatic | Xylanase (C) | 0.88 ± 0.02 ** | 0.64 ± 0.48 ** | 0.28 ± 0.02 NS (0.05) | 1.81 | |
| CCTec2 (E) | 10.72 ± 0.23 ** | 4.98 ± 0.26 NS (0.071) | 0.49 ± 0.02 ** | 16.19 | ||
| Alkaline and enzymatic | Xylanase (D) | 3.43 ± 0.02 ** | 4.4 ± 0.33 NS (0.075) | 1.66 ± 0.11 ** | 9.49 | |
| CCTec2 (F) | 9.96 ± 0.52 ** | 4.97 ± 0.26 ** | 0.49 ± 0.02 * | 15.42 | ||
| L160 | HTP (A) | ND | 0.22 ± 0.08 ** | 0.42 ± 0.28NS (0.513) | 0.64 | |
| Alkaline (NaOH) (B) | 3.73 ± 0.28 NS (0.07) | 3.38 ± 0.25 NS (0.89) | 0.48 ± 0.03NS (0.513) | 7.59 | ||
| Enzymatic | Xylanase (C) | 4.40 ± 0.31 ** | 3.43 ± 0.25 ** | 1.03 ± 0.59 * | 8.86 | |
| CCTec2 (E) | 2.70 ± 0.14 ** | 2.08 ± 0.11 ** | 0.25 ± 0.01 * | 5.03 | ||
| Alkaline and enzymatic | Xylanase (D) | 5.39 ± 0.40 ** | 2.94 ± 0.22 ** | 1.02 ± 0.07 * | 9.35 | |
| CCTec2 (F) | 1.99 ± 0.10 ** | 1.66 ± 0.08 ** | 0.21 ± 0.01 NS (0.513) | 3.86 | ||
| L180 | HTP (A) | ND | 0.10 ± 0.00 ** | 0.79 ± 0.06 NS (0.899) | 0.89 | |
| Alkaline (NaOH) (B) | 3.48 ± 0.26 NS (0.317) | 3.80 ± 0.20 NS (0.061) | 0.59 ± 0.04 ** | 7.87 | ||
| Enzymatic | Xylanase (C) | 2.79 ± 0.21 ** | 4.76 ± 0.35 NS (0.899) | 3.55 ± 0.26 ** | 11.1 | |
| CCTec2 (E) | 9.37 ± 0.49 ** | 4.50 ± 0.23 ** | 0.43 ± 0.02 ** | 14.3 | ||
| Alkaline and enzymatic | Xylanase (D) | 6.67 ± 0.50 ** | 9.47 ± 0.71 ** | 1.54 ± 0.64 ** | 17.68 | |
| CCTec2 (F) | 9.38 ± 0.49 ** | 4.50 ± 0.23 ** | 0.42 ± 0.02 NS (0.611) | 14.3 |
| Xylotriose (g/L) | Xylotetraose (g/L) | Total XOS (g/L) | |||
|---|---|---|---|---|---|
| L140 | HTP (A) | ND | ND | ND | |
| Alkaline (NaOH) (B) | ND | ND | ND | ||
| Enzymatic | Xylanase (C) | ND | ND | ND | |
| CCTec2 (E) | 0.57 ± 0.03 ** | 0.02 ± 0.001 ** | 0.59 ± 0.03 ** | ||
| Alkaline and enzymatic | Xylanase (D) | 1.32 ± 0.1 ** | 0.13 ± 0.01 ** | 1.48 ± 0.2 ** | |
| CCTec2 (F) | 1.07 ± 0.05 ** | 0.04 ± 0.002 NS (0.016) | 1.11 ± 0.05 ** | ||
| L160 | HTP (A) | ND | ND | ND | |
| Alkaline (NaOH) (B) | ND | ND | ND | ||
| Enzymatic | Xylanase (C) | 1.12 ± 0.08 ** | 0.08 ± 0.01 | 1.23 ± 0.12 ** | |
| CCTec2 (E) | 0.52 ± 0.02 ** | 0.07 ± 0.00 | 0.59 ± 0.03 ** | ||
| Alkaline and enzymatic | Xylanase (D) | ND | ND | ND | |
| CCTec2 (F) | 1.14 ± 0.06 NS (0.899) | 0.08 ± 0.00 | 1.23 ± 0.05 NS (0.899) | ||
| L180 | HTP (A) | ND | ND | 0.01 ± 0.00 ** | |
| Alkaline (NaOH) (B) | ND | ND | ND | ||
| Enzymatic | Xylanase (C) | ND | ND | ND | |
| CCTec2 (E) | 0.76 ± 0.04 ** | 0.01 ± 0.00 ** | 0.78 ± 0.03 ** | ||
| Alkaline and enzymatic | Xylanase (D) | 1.25 ± 0.09 NS (0.754) | 0.04 ± 0.00 NS (0.797) | 1.33 ± 0.13 NS (0.721) | |
| CCTec2 (F) | 1.21 ± 0.06 ** | 0.04 ± 0.00 ** | 1.26 ± 0.06 ** |
| Temperature (°C) | Severity Factor | Solid Recovery (%) | Sugars in Filtrates (HTP and Alkaline) (g) | Enzyme Hydrolysates (Combined Enzymatic and Alkali Enzymatic Treatments) (g) | Sugar Recovery | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| G a | X b | A c | T d | G a | X b | A c | T d | (g) e | (%) f | |||
| 140 | 2.35 | 88.9 | 0.49 | 0.88 | 0.25 | 1.62 | 24.98 | 14.99 | 2.92 | 42.89 | 44.5 | 64.8 |
| 160 | 2.94 | 87.84 | 3.73 | 3.6 | 0.9 | 8.23 | 14.48 | 10.11 | 2.51 | 27.1 | 35.3 | 51.4 |
| 180 | 3.53 | 76.8 | 3.48 | 3.90 | 1.38 | 8.76 | 28.21 | 23.23 | 4.44 | 55.88 | 64.6 | 94 |
| Parameters | Resins | ||||
|---|---|---|---|---|---|
| Xylose (g/L) | Hydrolysate D severity factor (log R0 = 3.53) | MN-502 | AC | A103S | C150S |
| 9.47 ± 0.01NS (0.992) | 1.31 ± 0.01NS (1.00) | 0.09 ± 0.01 * | 1.29 ± 0.00 ** | 1.28 ± 0.00 ** | |
| Arabinose (g/L) | 1.54 ± 0.64 ** | 0.78 ± 0.05NS (1.00) | 0.79 ± 0.05 ** | 0.18 ± 0.00NS (0.05) | 0.05 ± 0.00 NS (0.05) |
| Monosaccharides removal (%) | 81.01 | 92.0 | 86.64 | 87.92 | |
| XOS (g/L) | 1.33 ± 0.13 NS (0.721) | 1.31 ± 0.06 NS | 1.26 ± 0.03 NS | 1.19 ± 0.04 NS | 1.1 ± 0.01 NS |
| Acetic acid (g/L) | 1.76 ± 0.05 ** | 0.27 ± 0.01 NS (1.00) | 0.2 ± 0.01 NS (1.00) | 0.18 ± 0.01 NS (1.00) | 0.35 ± 0.01 NS (0.05) |
| PO43--P (mg/L) | 58.58 ± 0.50 ** | 16.34 ± 1.23 ** | 23.73 ± 1.79 ** | 1.36 ± 0.01 ** | 11.09 ± 0.83 ** |
| SO42- (mg/L) | 80.82 ± 0.50 ** | 40.04 ± 3.02 ** | 54.73 ± 4.14 ** | 24.3 ± 0.04 ** | 31.76 ± 2.40 ** |
| NO3-N (mg/L) | 3.82 ± 0.10 ** | 1.39 ± 0.10 NS (0.872) | 1.49 ± 0.11 * | 0.19 ± 0.1 * | 1.09 ± 0.08 * |
| Na+ (mg/L) | 31.40 ± 0.60 NS (0.827) | 30.41 ± 2.29 NS (0.05) | 41.50 ± 3.13 ** | 30.54 ± 1 * | 507.22 ± 38.34 ** |
| K+ (mg/L) | 562.69 ± 1.50 ** | 5.95 ± 0.45 ** | 190.83 ± 14.42 ** | 426 ± 1.1 * | 5.33 ± 0.39 ** |
| Mg2+ (mg/L) | 61.74 ± 0.50 ** | 0.44 ± 0.03 ** | 21.15 ± 1.59 ** | 55.07 ± 0.5 * | 4.26 ± 0.32 ** |
| Ca2+ (mg/L) | 95.51 ± 0.50 ** | 3.95 ± 0.29 ** | 28.84 ± 2.18 ** | 66.44 ± 0.1 * | 10.03 ± 0.75 ** |
| NH4+-N (mg/L) | 42.47 ± 1.01 ** | 0.23 ± 0.01 ** | 14.88 ± 1.12 ** | 21.29 ± 0.27 * | 4.20 ± 0.31 ** |
| Parameters | Resins | ||||
|---|---|---|---|---|---|
| Parameter | Hydrolysate D Severity Factor 3.53 | MN502 | AC | A103S | C150S |
| HMF (mg/L) | 9.71 ± 0.02 | 0.50 ± 0.01 | <0.004 | 0.71 ± 0.01 | 0.65 ± 0.01 |
| Furfural (mg/L) | 139 ± 0.3 | 2.31 ± 0.1 | <0.0124 | <0.0124 | 5.37 ± 0.1 |
| Phenol (mg/L) | 16.66 ± 0.02 | <0.079 | <0.079 | <0.079 | 16.20 ± 0.01 |
| Kresol (mg/L) | <0.058 | <0.058 | <0.058 | <0.058 | <0.058 |
| Catechol (mg/L) | <0.027 | <0.027 | <0.027 | <0.027 | <0.027 |
| Guajacol (mg/L) | 3.81 ± 0.01 | <0.008 | <0.008 | <0.008 | <0.008 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Precup, G.; Venus, J.; Heiermann, M.; Schneider, R.; Pop, I.D.; Vodnar, D.C. Chemical and Enzymatic Synthesis of Biobased Xylo-Oligosaccharides and Fermentable Sugars from Wheat Straw for Food Applications. Polymers 2022, 14, 1336. https://doi.org/10.3390/polym14071336
Precup G, Venus J, Heiermann M, Schneider R, Pop ID, Vodnar DC. Chemical and Enzymatic Synthesis of Biobased Xylo-Oligosaccharides and Fermentable Sugars from Wheat Straw for Food Applications. Polymers. 2022; 14(7):1336. https://doi.org/10.3390/polym14071336
Chicago/Turabian StylePrecup, Gabriela, Joachim Venus, Monika Heiermann, Roland Schneider, Ioana Delia Pop, and Dan Cristian Vodnar. 2022. "Chemical and Enzymatic Synthesis of Biobased Xylo-Oligosaccharides and Fermentable Sugars from Wheat Straw for Food Applications" Polymers 14, no. 7: 1336. https://doi.org/10.3390/polym14071336
APA StylePrecup, G., Venus, J., Heiermann, M., Schneider, R., Pop, I. D., & Vodnar, D. C. (2022). Chemical and Enzymatic Synthesis of Biobased Xylo-Oligosaccharides and Fermentable Sugars from Wheat Straw for Food Applications. Polymers, 14(7), 1336. https://doi.org/10.3390/polym14071336