
Experimental Investigation of the Solid Conveying Behavior of Smooth and Grooved Single-Screw Extruders at High Screw Speeds


Abstract
:1. Introduction
1.1. Particularities of Single-Screw Extrusion at High Screw Speeds
1.2. Analytical Calculation of the Mass Throughput in a Grooved Solid Conveying Zone
2. Materials and Methods
3. Results and Discussion
3.1. Calculation of the Mass Throughput via a Linear Approach Assuming Nut-Screw Conveying
3.2. Results of the Solid Conveying Behavior of PE-HD Granules
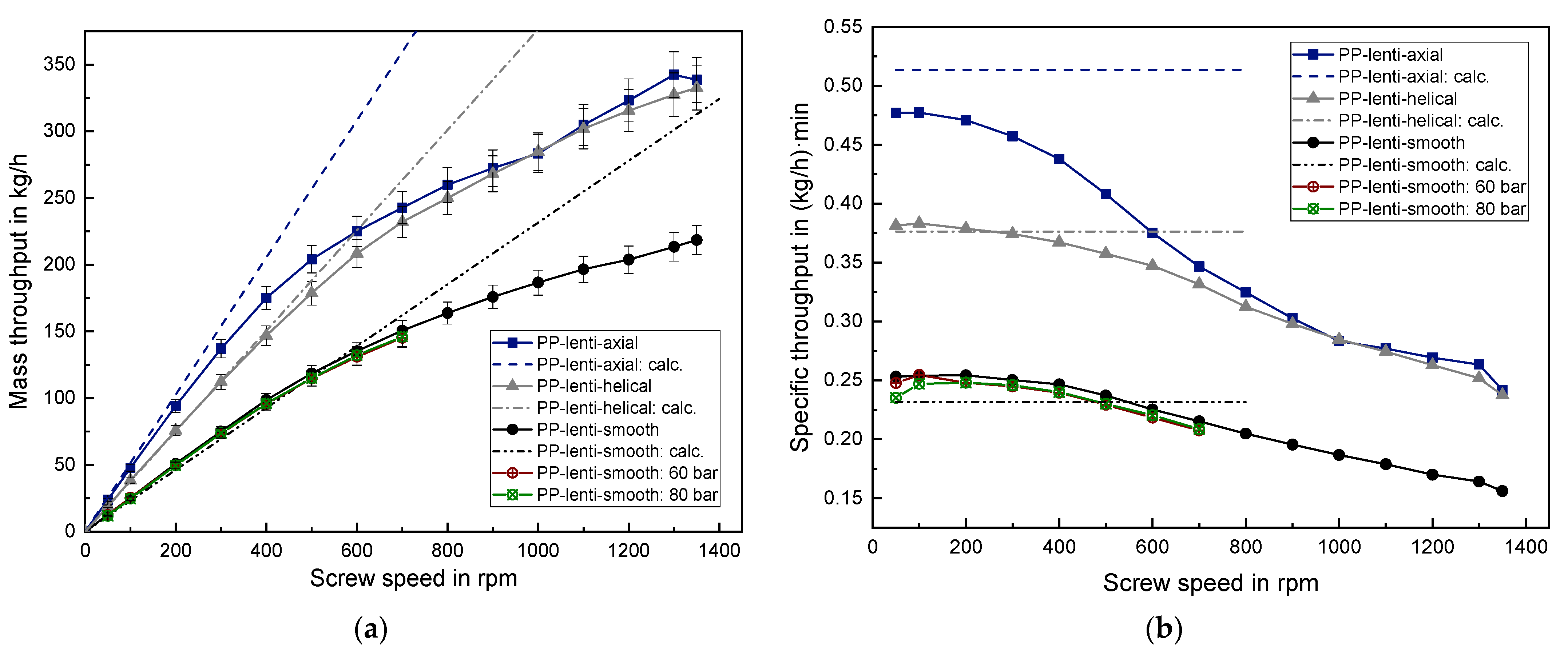
3.3. Results of the Solid Conveying Behavior of PP Granules
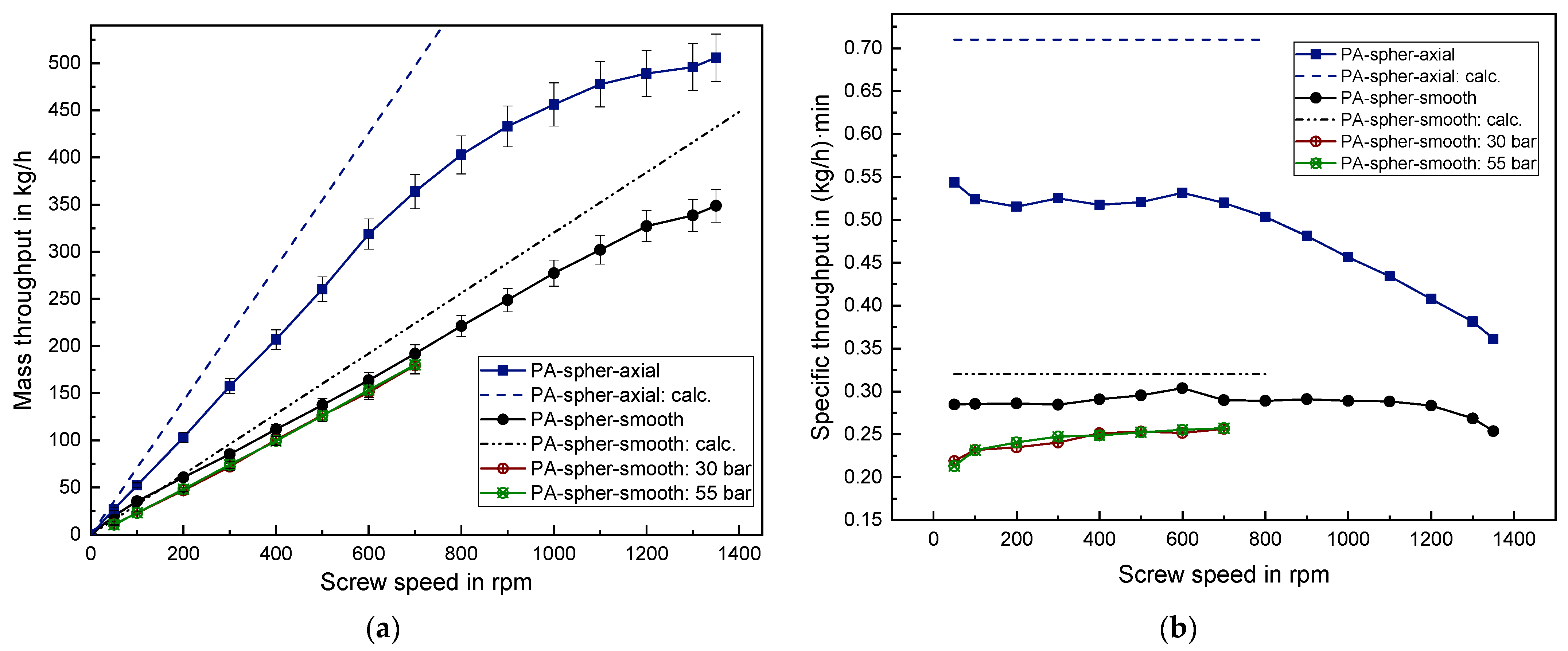
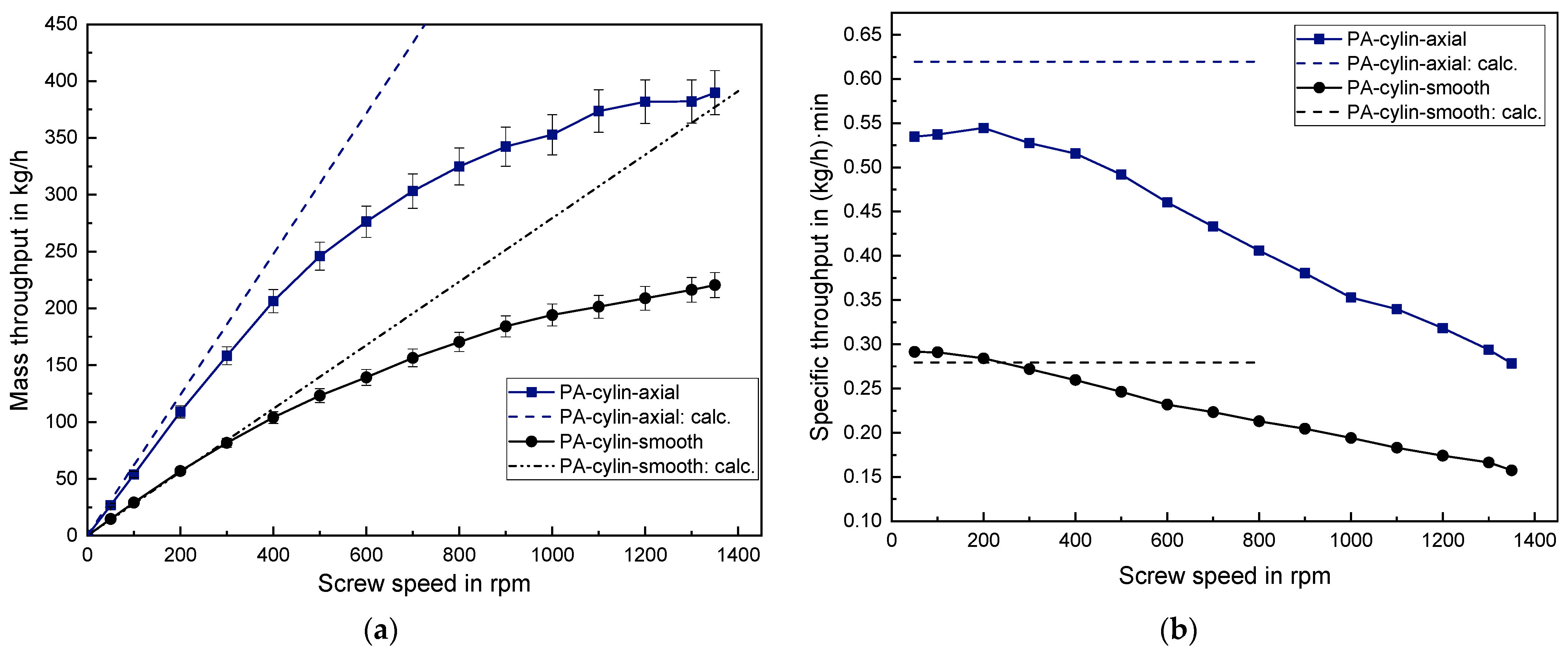
3.4. Results of the Solid Conveying Behavior of PA Granules
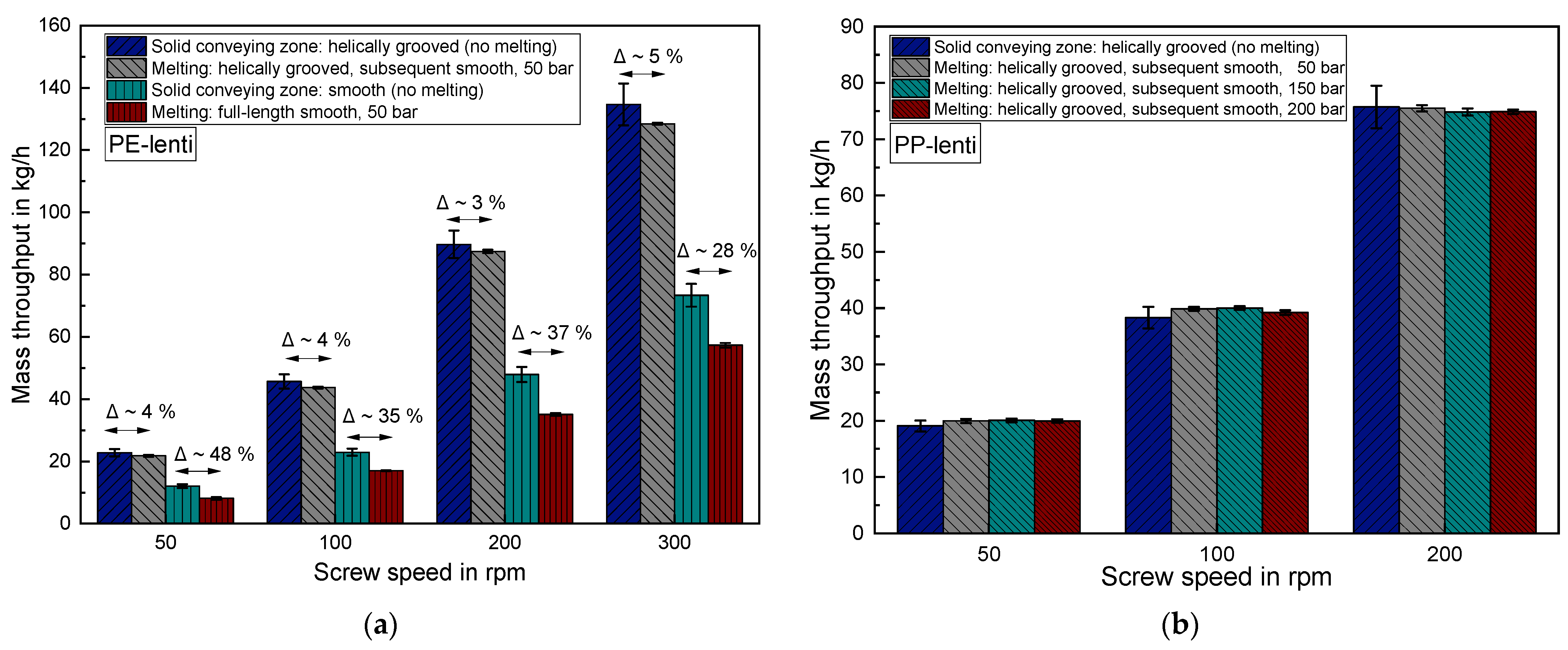
3.5. Comparing the Results of the Mere Solid Conveying Zone to an Entire Extruder Set-Up including Melting
4. Conclusions and Outlook
4.1. Conclusions
4.2. Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bonten, C. Plastics Technology–Introduction and Fundamentals; Hanser Publisher: Munich, Germany, 2019; ISBN 979-1-56990-767-2. [Google Scholar]
- Maillefer, C. Screw Extruder. Swiss Patent CH363149A, 31 December 1959. [Google Scholar]
- Wortberg, J. Screw concepts for high-performance extrusion—Barrier screws. In The Single Screw Extruder—Fundamentals and System Optimization; Wortberg, J., Fischer, P., Eds.; Verein Deutscher Ingenieure VDI-Gesellschaft Kunststofftechnik: Düsseldorf, Germany, 1997; pp. 139–163. ISBN 3-18-234203-7. [Google Scholar]
- Ingen-Housz, J.F. Method and Device for Melting a Plastic. Dutch Patent NL7702020A, 25 February 1977. [Google Scholar]
- Meijer, H.E.H. Melting in Single Screw Extrusion—Models, Calculations, Screw Design. Ph.D. Thesis, Technische Hogeschool Twente, Enschede, The Netherlands, 1980. [Google Scholar]
- Fritz, H.-G. Development Trends for Single Screw Extruders. Chem. Ing. Tech. 1983, 55, 256–266. [Google Scholar] [CrossRef]
- Ingen-Housz, J.F.; Meijer, H.E.H. Screw Design and Melting Performance in Single Screw Extrusion. In Proceedings of the International Conference on Practical Rheology in Polymer Processing, Loughborough, UK, 26–28 March 1980. [Google Scholar]
- Grünschloß, E. Polymer Single Screw Extrusion: Modeling. In Encyclopedia of Materials: Science and Technology; Buschow, K.H.J., Cahn, R.W., Eds.; Elsevier Science Ltd.: Amsterdam, The Netherlands, 2001; ISBN 0-08-0431526. pp. 7491–7504. [Google Scholar]
- Wortberg, J. Increased Efficiency Through Innovative Machine Technology. Kunststoffe 1999, 89, 54–58. [Google Scholar]
- Pohl, T.C. Development of High-Speed Single Screw Systems for Plastics Processing Based on Basic Theoretical Investigation. Ph.D. Thesis, Fakultät für Maschinenbau, Universität Paderborn, Paderborn, Germany, 2003. [Google Scholar]
- Predöhl, W. Technology of Extruding Plastic Films; VDI-Verlag: Düsseldorf, Germany, 1979; ISBN 9783184004330. [Google Scholar]
- Roth, M. High-Speed Single Screw Extruders: State of Development. In Extrusionstechnik 2010: Hochleistungsextrusion und Betriebskostenoptimierung; VDI Wissensforum GmbH: Düsseldorf, Germany; VDI-Gesellschaft Kunststofftechnik: Bonn, Germany, 2010; pp. 21–32. [Google Scholar]
- Gorczyca, P. Analysis and Optimization of Single Screw Extruders with Fast Rotating Screws. Ph.D. Thesis, Fachbereich Ingenieurwissenschaften, Abteilung Maschinenbau, Universität Duisburg-Essen, Duisburg, Germany, 2011. [Google Scholar]
- Kaczmarek, D. Solids Conveying and Alternative Plasticizing during Extrusion. Ph.D. Thesis, Fachbereich Ingenieurwissenschaften, Abteilung Maschinenbau, Universität Duisburg-Essen, Duisburg, Germany, 2004. [Google Scholar]
- Michels, R. Improving the Processing Range and Performance of Single-Screw Extruders. Ph.D. Thesis, Fachbereich Ingenieurwissenschaften, Abteilung Maschinenbau, Universität Duisburg-Essen, Duisburg, Germany, 2005. [Google Scholar]
- Potente, H.; Pohl, T.; Vinke, T. Trickling Behavior in Single Screw Extruders: Filling Degree in the Feed Section Influences the Specific Throughput. Kunststoffe 2001, 91, 62–66. [Google Scholar]
- Thieleke, P.; Bonten, C. Enhanced Processing of Regrind as Recycling Material in Single-Screw Extruders. Polymers 2021, 13, 1540. [Google Scholar] [CrossRef]
- Kast, O.; Bonten, C. Influence of a Grooved Melting Zone on High-speed Single Screw Extrusion. AIP Conf. Proc. 2016, 1779, 030004. [Google Scholar] [CrossRef] [Green Version]
- Kast, O.; Bonten, C. Investigation of a High-speed Extruder with a Helically Grooved Melting Zone. J. Plast. Technol. 2015, 3, 180–203. [Google Scholar]
- Grünschloß, E. A Powerful Universal Plasticating System for Single-Screw Extruders and Injection-Molding Machines. Int. Polym. Proc. 2003, 18, 226–234. [Google Scholar] [CrossRef]
- Grünschloß, E. A New Style Single Screw Extruder with Improved Plastification and Output Power. Int. Polym. Proc. 2002, 17, 291–300. [Google Scholar] [CrossRef]
- Rahal, H. Alternative Methods for Solids Conveying and Plasticizing in Extrusion Technology. Ph.D. Thesis, Fachbereich Ingenieurwissenschaften, Abteilung Maschinenbau, Universität Duisburg-Essen, Duisburg, Germany, 2008. [Google Scholar]
- Moysey, P.A.; Thompson, M.R. Investigation of solids transport in a single-screw extruder using a 3D discrete particle simulation. Polym. Eng. Sci. 2004, 44, 2203–2215. [Google Scholar] [CrossRef]
- Trippe, J.; Leßmann, J.-H.; Schöppner, V. Conveying Solids Efficiently: What Modifications to the Feed Zone Can Increase Throughput. Kunststoffe 2017, 2, 47–51. [Google Scholar]
- Trippe, J.; Schöppner, V. Modeling of solid conveying pressure throughput behavior of single screw smooth barrel extruders under consideration of backpressure and high screw speeds. Int. Polym. Process. 2018, 33, 486–496. [Google Scholar] [CrossRef]
- Schneider, K. The Conveying Process in the Feed Zone of an Extruder. Ph.D. Thesis, Rheinisch-Westfälische Technische Hochschule Aachen, Aachen, Germany, 1968. [Google Scholar]
- Schneider, K. The influence of the feed zone on the conveying characteristics of a single-screw extruder. Kunststoffe 1969, 59, 757–760. [Google Scholar]
- Goldacker, E. Investigation of the Internal Friction of Powders, Particularly Regarding Conveying in Extruders. Ph.D. Thesis, Rheinisch-Westfälische Technische Hochschule Aachen, Aachen, Germany, 1971. [Google Scholar]
- Peiffer, H. Contribution to the Conveying Problem in the Grooved Feed Zone of Single-Screw Extruders. Ph.D. Thesis, Fakultät für Maschinenwesen, Rheinisch-Westfälische Technische Hochschule (RWTH), Aachen, Germany, 1981. [Google Scholar]
- Grünschloß, E. Bulk density and mass throughput in grooved barrel extruders. Kunststoffe 1993, 83, 309–311. [Google Scholar]
- Schöppner, V. Process Engineering Design of Extrusion Lines. Habilitation Thesis, Fakultät für Maschinenbau, Universität Paderborn, Paderborn, Germany, VDI-Verlag GmbH, Düsseldorf, Germany, 2001. [Google Scholar]
- White, J.L.; Potente, H. Screw Extrusion: Science and Technology; Hanser Publishers: Munich, Germany, 2003; ISBN 978-3-446-19624-7. [Google Scholar]
- Wilczyński, K.; Nastaj, A.; Lewandowski, A.; Wilczyński, K.J.; Buziak, K. Fundamentals of Global Modeling for Polymer Extrusion. Polymers 2019, 11, 2106. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Leßmann, J.S.; Weddige, R.; Schöppner, V.; Porsch, A. Modelling the solids throughput of single screw smooth barrel extruders as a function of the feed section parameters. Int. Polym. Proc. 2012, 27, 469–477. [Google Scholar] [CrossRef]
- Leßmann, J.-S. Calculation and Simulation of Solids Conveying Processes in Single-Screw Extruders Up to the High-Speed Range. Ph.D. Thesis, Fakultät für Maschinenbau, Universität Paderborn, Paderborn, Germany, 2016. [Google Scholar]
- Trippe, J. Extension of Modeling the Throughput and Performance Calculation of Solids Conveying Processes in Single-Screw Extrusion. Ph.D. Thesis, Fakultät für Maschinenbau, Universität Paderborn, Paderborn, Germany, 2018. [Google Scholar]
- Deutsches Institut für Normung e. V. Kunststoffe. Determination of the Apparent Density of Molding Compounds that can Flow through a Standardized Funnel (Bulk Density); ISO 60:1977; Deutsche Fassung EN ISO 60:1999; Beuth Verlag: Berlin, Germany, 2000. [Google Scholar]
- Celik, O.; Bonten, C. Three-Dimensional Simulation of a Single-Screw Extruder’s Grooved Feed Section. In Proceedings of the AIP Conference, the Regional Conference, Graz, Austria, 21–25 September 2015; AIP Publishing: College Park, MD, USA, 2016. [Google Scholar]
- Brüning, F.; Schöppner, V. Numerical Simulation of Solids Conveying in Grooved Feed Sections of Single Screw Extruders. Polymers 2022, 14, 256. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Granule | Height h in mm | Diameter d1 in mm | Diameter d2 in mm | Equivalent Spherical Diameter (ESD) in mm | Average Grain Mass in mg |
|---|---|---|---|---|---|
| PE-HD | |||||
| Cylindrical | 2.81 ± 0.10 | 3.22 ± 0.10 | 3.91 ± 0.10 | 3.76 | 28.6 |
| Lenticular | 1.96 ± 0.05 | 4.40 ± 0.16 | 4.69 ± 0.09 | 3.93 | 35.2 |
| PP | |||||
| Cylindrical | 2.88 ± 0.40 | 2.86 ± 0.21 | 4.43 ± 0.19 | 3.79 | 27.8 |
| Lenticular | 2.28 ± 0.01 | 3.70 ± 0.07 | 4.35 ± 0.04 | 3.8 | 29.2 |
| PA | |||||
| Cylindrical | 2.85 ± 0.11 | 3.14 ± 0.17 | 3.25 ± 0.20 | 3.52 | 26.7 |
| Spherical | 2.34 ± 0.06 | 2.67 ± 0.11 | 3.08 ± 0.31 | 2.68 | 12.4 |
| Geometry Parameters | Dimension |
|---|---|
| Outer screw diameter | 34.85 mm |
| Core diameter of the screw | 23.85 mm |
| Helix angle of the screw | 17.73° |
| Screw channel depth | 5.5 mm |
| Width of the screw flight | 3.5 mm |
| Number of screw flights | 1 |
| Width of a groove | 5.5 mm |
| Groove angle | 41.19° (helical) 90.00° (axial) |
| Groove depth | 2.8 mm |
| Number of grooves | 6 (helical) 10 (axial) |
| Granule | Bulk Density Fit Parameter | Bulk Density at 5.5 mm Dumping Height in g/cm3 | |||
|---|---|---|---|---|---|
| A (Dimensionless) | B (Dimensionless) | ||||
| PE-HD | |||||
| Cylindrical | 0.529 | 1.995 | 1.505 | 0.529 | 0.459 |
| Lenticular | 0.582 | 2.022 | 1.596 | 0.283 | 0.492 |
| PP | |||||
| Cylindrical | 0.491 | 1.787 | 1.122 | 0.463 | 0.389 |
| Lenticular | 0.531 | 1.923 | 1.203 | 0.414 | 0.419 |
| PA | |||||
| Cylindrical | 0.62 | 1.986 | 1.366 | 0.372 | 0.506 |
| Spherical | 0.69 | 0.208 | 0.381 | 0.485 | 0.579 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Johann, K.S.; Mehlich, S.; Laichinger, M.; Bonten, C. Experimental Investigation of the Solid Conveying Behavior of Smooth and Grooved Single-Screw Extruders at High Screw Speeds. Polymers 2022, 14, 898. https://doi.org/10.3390/polym14050898
Johann KS, Mehlich S, Laichinger M, Bonten C. Experimental Investigation of the Solid Conveying Behavior of Smooth and Grooved Single-Screw Extruders at High Screw Speeds. Polymers. 2022; 14(5):898. https://doi.org/10.3390/polym14050898
Chicago/Turabian StyleJohann, Kai S., Stephan Mehlich, Marcus Laichinger, and Christian Bonten. 2022. "Experimental Investigation of the Solid Conveying Behavior of Smooth and Grooved Single-Screw Extruders at High Screw Speeds" Polymers 14, no. 5: 898. https://doi.org/10.3390/polym14050898
APA StyleJohann, K. S., Mehlich, S., Laichinger, M., & Bonten, C. (2022). Experimental Investigation of the Solid Conveying Behavior of Smooth and Grooved Single-Screw Extruders at High Screw Speeds. Polymers, 14(5), 898. https://doi.org/10.3390/polym14050898