
A Study of the Mechanical Properties in Composite Materials with a Dammar Based Hybrid Matrix and Reinforcement from Crushed Shells of Sunflower Seeds



Abstract
1. Introduction
2. Materials and Methods
2.1. Manufacture of Test Specimens
2.2. Equipment Used for Tests
- -
- A SPIDER 8 data acquisition system to which the NEXUS 2692-A-0I4 signal conditioner (Hottinger Brüel and Kjaer A/S, Virum, Denmark) has been connected;
- -
- CATMAN EASY software (Hottinger Brüel and Kjaer Gmbh, Darmstadt, Germany) for data acquisition and processing;
- -
- accelerometer with a sensitivity of 0.04 pC/ms.
3. Results and Discussions
- -
- For the average value ;
- -
- For the linear average deviation ;
- -
- For the average square deviation ,
- -
- is the value of the first maximum and is the value of the second maximum chosen for the calculation of the depreciation factor;
- -
- is time for the maximum and is time for the maximum , from the experimentally recorded diagram used to calculate the damping factor.
- -
- for composite CS0;
- -
- for composite CS1;
- -
- for composite CS2.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jambeck, J.R.; Geyer, R.; Wilcox, C.; Siegler, T.R.; Perryman, M.; Andrady, A.; Narayan, R.; Law, K.L. Plastic waste inputs from land into the ocean. Science 2015, 347, 768–771. [Google Scholar] [CrossRef]
- Stepczynska, M.; Moraczewski, K.; Malinowski, R.; Zenkiewicz, M. Effects of UV radiation on some properties of dyed polylactide film. Polimery 2017, 62, 193–197. [Google Scholar] [CrossRef]
- Prociak, A.; Kuranska, M.; Malewska, E. Porous polyurethane plastics synthetized using bio-polyols from renewable raw materials. Polimery 2017, 62, 353–363. [Google Scholar] [CrossRef]
- Low, J.H.; Andenan, N.; Rahman, W.A.W.A.; Rusman, R.; Majid, R.A. Evaluation of rice straw as natural filler for injection molded high density polyethylene bio-composite materials. Chem. Eng. Trans. 2017, 56, 1081–1086. [Google Scholar] [CrossRef]
- Brzyski, P.; Barnat-hunek, D.; Fic, S.; Szelag, M. Hydrophobization of lime composites with lignocellulosic raw materials from flax. J. Nat. Fibers 2017, 14, 609–620. [Google Scholar] [CrossRef]
- Ribeiro, G.L.; Gandara, M.; Moreno, D.D.P.; Saron, C. Low-density polyethylene/sugarcane fiber composites from recycled polymer and treated fiber by steam explosion. J. Nat. Fibers 2019, 16, 13–24. [Google Scholar] [CrossRef]
- Fahma, F.; Hori, N.; Iwata, T.; Takemura, A. PVA nanocomposites reinforced with cellulose nanofibers from oil palm empty fruit bunches (OPEFBS). Emir. J. Food Agric. 2017, 29, 323–329. [Google Scholar] [CrossRef]
- Dissanayake, N.P.J.; Summerscales, J.; Grove, S.M.; Singh, M.M. Energy use in the production of flax fiber for the reinforcement of composites. J. Nat. Fibers 2009, 6, 331–346. [Google Scholar] [CrossRef]
- Jiang, B.; Wang, L.; Zhu, M.; Wu, S.; Wang, X.; Li, D.; Liu, C.; Feng, Z.; Tian, B. Separation, structural characteristics and biological activity of lactic acid bacteria exopolysaccharides separated by aqueous two-phase system. LWT 2021, 147, 111617. [Google Scholar] [CrossRef]
- Wang, Q.; Liu, W.; Tian, B.; Li, D.; Liu, C.; Jiang, B.; Feng, Z. Preparation and characterization of coating based on protein nanofibers and polyphenol and application for salted duck egg Yolks. Foods 2020, 9, 449. [Google Scholar] [CrossRef]
- Caccioti, I.; Mori, S.; Cherubini, V.; Nanni, F. Eco-sustainable systems based on poly(lactic acid), diatomite and coffee grounds extract for food packaging. Int. J. Biol. Macromol. 2018, 112, 567–575. [Google Scholar] [CrossRef] [PubMed]
- Vincent, P.; Ham-Pichavant, F.; Michaud, C.; Mignani, G.; Mastroianni, S.; Cramail, H.; Grelier, S. Extraction and Characterization of Hemicelluloses from a Softwood Acid Sulfite Pulp. Polymers 2021, 13, 2044. [Google Scholar] [CrossRef]
- Ali, H.Q.; Raza, M.A.; Westwood, A.; Ghauri, F.A.; Asgar, H. Development and mechanical characterization of composites based on unsaturated polyester reinforced with maleated high oleic sunflower oil-treated cellulose fiber. Polym. Compos. 2019, 40, 901–908. [Google Scholar] [CrossRef]
- Essabir, H.; Nekhlaoui, S.; Malha, M.; Bensalah, M.O.; Arrakhiz, F.Z.; Qaiss, A.; Bouhfid, R. Bio-composites based on polypropylene reinforced with almond shells particles: Mechanical and thermal properties. Mat. Des. 2013, 51, 225–230. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Tutak, N.; Szostak, M. Polypropylene composites obtained from self-reinforced hybrid fiber system. J. Appl. Polym. Sci. 2016, 133, 43283. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Szostak, M.; Barczewski, M.; Łuczak, P. Cork-wood hybrid filler system for polypropylene and poly(lactic acid) based injection molded composites. Structure evaluation and mechanical performance. Compos. B Eng. 2019, 163, 655–668. [Google Scholar] [CrossRef]
- Erdogan, S.; Huner, U. Physical and mechanical properties of PP composites based on different types of lignocellulosic fillers. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2018, 33, 1298–1307. [Google Scholar] [CrossRef]
- Kaymakci, A.; Ayrilmis, N.; Ozdemir, F.; Gulec, T. Utilization of sunflower stalk in manufacture of thermoplastic composite. J. Polym. Environ. 2013, 21, 1135–1142. [Google Scholar] [CrossRef]
- El Messiry, M.; El Deeb, R. Analysis of the wheat straw/flax fiber reinforced polymer hybrid composites. J. Appl. Mech. Eng. 2016, 5, 1000240. [Google Scholar] [CrossRef]
- Paukszta, D.; Szostak, M.; Rogacz, M. Mechanical properties of polypropylene copolymers composites filled with rapeseed straw. Polimery 2014, 59, 165–169. [Google Scholar] [CrossRef]
- Arjmandi, R.; Hassan, A.; Majeed, K.; Zakaria, Z. Rice husk filled polymer composites. Int. J. Polym. Sci. 2015, 2, 1–32. [Google Scholar] [CrossRef]
- Lai, S.M.; Han, J.L.; Yu, Y.F. Properties of rice husk/epoxy composites under different interfacial treatments. Polym. Compos. 2017, 38, 1992–2000. [Google Scholar] [CrossRef]
- Sui, G.; Fuqua, M.A.; Ulven, C.A.; Zhong, W.H. A plant fiber reinforced polymer composite prepared by a twin-screw extruder. Bioresour. Technol. 2008, 100, 1246–1251. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Abdan, K.; Ishak, M.R. The effect of silane treated fibre loading on mechanical properties of pineapple leaf/kenaf fibre filler phenolic composites. J. Polym. Environ. 2018, 26, 1520–1527. [Google Scholar] [CrossRef]
- Hejna, A.; Sulyman, M.; Przybysz, M.; Saeb, M.R.; Klein, M.; Formela, K. On the correlation of lignocellulosic filler composition with the performance properties of poly(ε-caprolactone) based biocomposites. Waste Biomass. Valor. 2020, 11, 1467–1479. [Google Scholar] [CrossRef]
- Liu, W.; Liu, T.; Liu, H.; Xin, J.; Zhang, J.; Muhidinov, Z.K.; Liu, L. Properties of poly(butylene adipate-co-terephthalate) and sunflower head residue biocomposites. J. Appl. Polym. Sci. 2017, 134, 44644. [Google Scholar] [CrossRef]
- Demir, G.; Nemlioglu, S.; Yazgic, U.; Dogan, E.E.; Bayat, C. Determination of some important emissions of sunflower oil production industrial wastes incineration. J. Sci. Ind. Res. 2005, 64, 226–228. [Google Scholar]
- Kaymakci, A.; Ayrilmis, N.; Gulec, T. Surface properties and hardness of polypropylene composites filled with sunflower stalk flour. BioResources 2013, 8, 592–602. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Kaymakci, A.; Ozdemir, F. Sunflower seed cake as reinforcing filler in thermoplastic composites. J. Appl. Polym. Sci. 2013, 129, 1170–1178. [Google Scholar] [CrossRef]
- Barczewski, M.; Matykiewicz, D.; Piasecki, A.; Szostak, M. Polyethylene green composites modified with post agricultural waste filler: Thermo-mechanical and damping properties. Compos. Interfaces 2018, 25, 287–299. [Google Scholar] [CrossRef]
- Barczewski, M.; Salasinska, K.; Szulc, J. Application of sunflower husk, hazelnut shell and walnut shell as waste agricultural fillers for epoxy-based composites: A study into mechanical behavior related to structural and rheological properties. Polym. Test. 2019, 75, 1–11. [Google Scholar] [CrossRef]
- Vold, J.; Ulven, C.; Chisholm, B. Torrefied biomass filled polyamide biocomposites: Mechanical and physical property analysis. J. Mater. Sci. 2015, 50, 725–732. [Google Scholar] [CrossRef]
- Kuram, E. Rheological, mechanical and morphological properties of acrylonitrile butadiene styrene composite filled with sunflower seed (Helianthus annuus L.) husk flour. J. Polym. Res. 2020, 27, 219. [Google Scholar] [CrossRef]
- Fuqua, M.A.; Chevali, V.S.; Ulven, C.A. Lignocellulosic byproducts as filler in polypropylene: Comprehensive study on the effects of compatibilization and loading. J. Appl. Polym. Sci. 2013, 127, 862–868. [Google Scholar] [CrossRef]
- Marhoon, I.I. Effect of sunflower husk particles added to polyurethane polymer matrix composite. Int. J. Sci. Tech. Res. 2017, 6, 174–176. [Google Scholar]
- Kanehashi, S.; Oyagi, H.; Lu, R.; Miyakoshi, T. Developement of bio-based hybrid resin, from natural lacquer. Prog. Org. Coat. 2014, 77, 24–29. [Google Scholar] [CrossRef]
- Ishimura, T.; Lu, R.; Yamasaki, K.; Miyakoshi, T. Development of an eco-friendly hybrid lacquer based on kurome lacquer sap. Prog. Org. Coat. 2010, 69, 12–15. [Google Scholar] [CrossRef]
- Hidayat, A.T.; Farabi, K.; Harneti, D.; Maharani, R.; Mayanti, T.; Setiawan, A.S.; Supratman, U.; Shiono, Y. Cytotoxicity and structure activity relationship of Dammarane-type triterpenoids from the bark of aglaia elliptica against P-388 murine leukemia cells. Nat. Prod. Sci. 2017, 23, 291–298. [Google Scholar] [CrossRef]
- Ukiya, M.; Kikuchi, T.; Tokunda, H.; Tabata, K.; Kimura, Y.; Arai, T.; Ezaki, Y.; Oseto, O.; Suzuki, T.; Akihisa, T. Antitumor-promoting effects and cytotoxic activities of Dammar resin triterpenoids and their derivatives. Chem. Biodivers. 2010, 7, 1871–1884. [Google Scholar] [CrossRef]
- Franz, M.H.; Neda, I.; Maftei, C.V.; Ciucă, I.; Bolcu, D.; Stănescu, M.M. Studies of chemical and mechanical properties of hybrid composites based on natural resin Dammar formulated by epoxy resin. Polym. Bullet. 2021, 78, 2427–2438. [Google Scholar] [CrossRef]
- Pethe, A.M.; Joshi, S.B. Physicomedical, mechanical and film forming studies of novel biomaterial. IJPSR 2013, 4, 2761–2769. [Google Scholar] [CrossRef]
- Zakaria, R.; Ahmad, A.H. Adhesion and hardness evaluation of modified silicone-Dammar as natural coating materials. Am. J. Appl. Sci. 2012, 9, 890–893. [Google Scholar] [CrossRef]
- Zakaria, R.; Ahmad, A.H. The performance of modified silicone-Dammar resin in nanoindentation test. Int. J. Adv. Sci. Technol. 2012, 42, 33–44. [Google Scholar]
- Stănescu, M.M.; Bolcu, D. A study of some mechanical properties of a category of composites with a hybrid matrix and natural reinforcements. Polymers 2019, 11, 478. [Google Scholar] [CrossRef]
- Stănescu, M.M.; Bolcu, D. A study of some mechanical properties of composite materials with a Dammar-based hybrid matrix and reinforced by waste paper. Polymers 2020, 12, 1688. [Google Scholar] [CrossRef] [PubMed]
- Bolcu, D.; Stănescu, M.M. The influence of non uniformities on the mechanical behavior of hemp-reinforced composite materials with a Dammar matrix. Materials 2019, 12, 1232. [Google Scholar] [CrossRef] [PubMed]
- Assarar, M.; Zouari, W.; Sabhi, H.; Ayad, R.; Berthelot, J.M. Evaluation of the damping of hybrid carbon-flax reinforced composites. Compos. Struct. 2015, 132, 148–154. [Google Scholar] [CrossRef]
- Gibson, R.F.; Plunkett, R.A. Dynamic stiffness and damping of fiber-reinforced composite materials. Shock Vib. Digest. 1977, 9, 9–17. [Google Scholar] [CrossRef]
- Gibson, R.F.; Wilson, D.G. Dynamic mechanical properties of fiber-reinforced composite materials. Shock Vib. Digest. 1979, 11, 3–11. [Google Scholar] [CrossRef]
- Berthelot, J.M. Damping analysis of laminated beams and plates using the Ritz method. Compos. Struct. 2006, 74, 186–201. [Google Scholar] [CrossRef]
- Berthelot, J.M.; Sefrani, Y. Damping analysis of orthotropic composites with interleaved viscoelastic layers: Modeling. J. Compos. Mater. 2006, 40, 1889–1909. [Google Scholar] [CrossRef]
- Duc, F.; Bourban, P.E.; Manson, J.A.E. Damping of thermoset and thermoplastic flax fibre composites. Compos. Part. A Appl. Sci. Manuf. 2014, 64, 115–123. [Google Scholar] [CrossRef]
- Duc, F.; Bourban, P.E.; Manson, J.A.E. The role of twist and crimp on the vibration behaviour of flax fibre composites. Compos. Sci. Technol. 2014, 102, 94–99. [Google Scholar] [CrossRef]
- Le Guen, M.J.; Newmana, R.H.; Fernyhough, A.; Staiger, M.P. Tailoring the vibration damping behaviour of flax fibre-reinforced epoxy composite laminates via polyol additions. Compos. Part. A Appl. Sci. Manuf. 2014, 67, 37–43. [Google Scholar] [CrossRef]
- Rahman, M.Z.; Jayaraman, K.; Mace, B.R. Vibration damping of flax fibre-reinforced polypropylene composites. Fibers Polym. 2017, 18, 2187–2195. [Google Scholar] [CrossRef]
- Tang, X.; Yan, X. A review on the damping properties of fiber reinforced polymer composites. J. Ind. Text. 2020, 49, 693–721. [Google Scholar] [CrossRef]
- Hermann, L. Vibration of the Euler-Bernoulli beam with allowance for dampings. In Proceedings of the World Congress on Engineering (WCE 2008), London, UK, 2–4 July 2008; Volume II, pp. 901–904. Available online: https://iaeng.org/publication/WCE2008/WCE2008_pp901-904.pdf (accessed on 13 December 2021).
- Kulkarni, P.; Bhattacharjee, A.; Nanda, B.K. Study of damping in composite beams. Mater. Today Proc. 2018, 5, 7061–7067. [Google Scholar] [CrossRef]
- Sarlin, E.; Liu, Y.; Vippola, M.; Zogg, M.; Ermanni, P.; Vuornien, J.; Lepisto, T. Vibration damping properties of steel/rubber/composite hybrid structures. Compos. Struct. 2012, 94, 3327–3335. [Google Scholar] [CrossRef]
- Bowyer, E.P.; Krylov, V.V. Experimental investigation of damping flexural vibrations in glass fibre composite plates containing one and two dimensional acoustic black holes. Compos. Struct. 2014, 107, 406–415. [Google Scholar] [CrossRef]
- Vanwalleghem, J.; De Baere, I.; Loccufier, M.; Van Paepegem, W. External damping losses in measuring the vibration damping properties in lightly damped specimens using transient time-domain methods. J. Sound Vib. 2014, 333, 1596–1611. [Google Scholar] [CrossRef][Green Version]
- Resoltech 1050, Hardeners 1053 to 1059. Structural Lamination Epoxy System. Available online: www.scabro.com/images/.../1/.../Resoltech%201050/DS-1050.pdf (accessed on 22 October 2021).
- ASTM D3039, Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. Available online: https://www.astm.org/Standards/D3039 (accessed on 22 October 2021).
- ASTM D3410/D3410M, Standard Test Method for Compressive Properties of Polymer Matrix Composite Materials with Unsupported Gage Section by Shear Loading. Available online: https://www.astm.org/Standards/D3410 (accessed on 22 October 2021).
- Bolcu, D.; Stănescu, M.M. A study of some mechanical properties of composite materials with a Dammar-based hybrid matrix and two types of flax fabric reinforcement. Polymers 2020, 12, 1649. [Google Scholar] [CrossRef]
- ASTM C393/C393M, Standard Test Method for Core Shear Properties of Sandwich Constructions by Beam Flexure. Available online: https://www.astm.org/Standards/C393 (accessed on 17 September 2021).
- LLOYD LRX PLUS SERIES, Materials Testing Machine. Available online: http://www.elis.it/lloyd-pdf/LRXPlus.pdf (accessed on 3 September 2021).
- OLYMPUS SZX7, Stereo-Microscope System Olympus. Available online: https://www.olympus-lifescience.com/en/microscopes/stereo/szx7/ (accessed on 3 September 2021).
- ASTM STP 1203, Fractography of Modern Engineering Materials: Composites and Metals. Available online: https://www.astm.org/Standards/STP1203 (accessed on 17 September 2021).
- Kern ABJ 220-4NM, Analytical Balance. Available online: https://www.kern-sohn.com/shop/en/laboratory-balances/analytical-balances/ABS-N_ABJ-NM_ACS_ACJ/ (accessed on 3 September 2021).
- Sayyad, A.S. Comparison of various shear deformation theories for the free vibration of thick isotropic beams. IJCER 2011, 2, 85–97. [Google Scholar]
- Neto, M.A.; Yu, W.; Roy, S. Two finite elements for general composite beams with piezoelectric actuators and sensors. Finite Elem. Anal. Des. 2009, 45, 295–304. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol Set of Test Specimens | Mass Proportion of Resin | Density (g/cm | Dimensions of Test Specimen (mm) |
|---|---|---|---|
| CS0-x | 40 | 1.15 | 250 × 25 × 6.7 |
| CS1-x | 40 | 1.11 | 250 × 25 × 6.8 |
| CS2-x | 42 | 1.07 | 250 × 25 × 6.8 |
| B0-x | 41 | 1.16 | 21 × 21 × 21 |
| B1-x | 42 | 1.12 | 21.1 × 21 × 21 |
| B2-x | 44 | 1.08 | 21.1 × 21 × 21 |
| ST0-x | 41 | 1.16 | 250 × 50 × 15 |
| ST1-x | 42 | 1.13 | 250 × 50 × 15.1 |
| ST2-x | 43 | 1.08 | 250 × 50 × 15.1 |
| Test Specimen Type | Modulus of Elasticity E (N/mm) | Tensile Strength (MPa) | Elongation at Break A (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Average Value | Linear Average Deviation | Average Square Deviation | Average Value | Linear Average Deviation | Average Square Deviation | Average Value | Linear Average Deviation | Average Square Deviation | |
| CS0-x | 3024 | 53.9 | 64.1 | 9.5 | 0.28 | 0.33 | 0.49 | 0.022 | 0.028 |
| CS1-x | 2580 | 51.2 | 59.8 | 7.1 | 0.22 | 0.24 | 0.42 | 0.020 | 0.022 |
| CS2-x | 1814 | 40 | 45.6 | 6.3 | 0.16 | 0.18 | 0.45 | 0.019 | 0.021 |
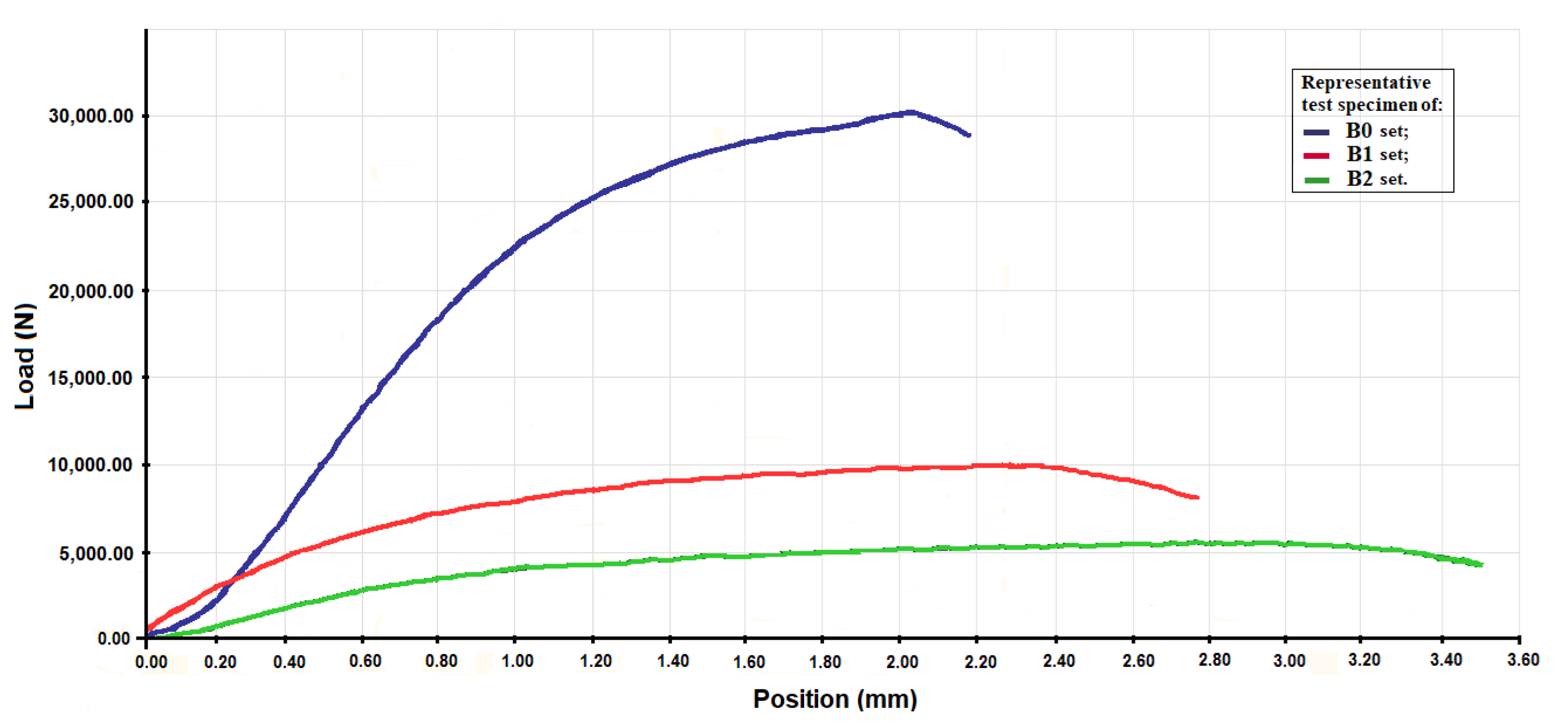
| Test Specimen Type | Maximum Load (N) | Maximum Extension at (mm) | Compressive Strength (MPa) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Average Value | Linear Average Deviation | Average Square Deviation | Average Value | Linear Average Deviation | Average Square Deviation | Average Value | Linear Average Deviation | Average Square Deviation | |
| B0-x | 30050 | 168 | 210 | 2.1 | 0.12 | 0.14 | 68.1 | 1.84 | 2.16 |
| B1-x | 10050 | 138 | 164 | 2.4 | 0.13 | 0.14 | 22.8 | 0.72 | 1.11 |
| B2-x | 5150 | 90 | 103 | 3.1 | 0.15 | 0.18 | 11.7 | 0.44 | 0.52 |
| Test Specimen Type | Water Absorption | Water Loss | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Day 1 | Day 2 | Day 3 | Day 4 | Day 5 | Day 6 | Day 7 | Day 8 | Day 9 | |
| CS0 | 12.598 | 12.874 | 13.155 | 13.448 | 13.823 | 13.990 | 14.030 | 13.239 | 12.611 |
| CS1 | 13.093 | 13.745 | 14.545 | 15.372 | 16.210 | 16.267 | 16.269 | 14.512 | 13.205 |
| CS2 | 12.643 | 13.255 | 13.819 | 14.475 | 14.980 | 15.207 | 15.257 | 13.322 | 12.702 |
| Free Length (mm) | CS0-x | CS1-x | CS2-x | |||
|---|---|---|---|---|---|---|
| Frequency (Hz) | Damping (s | Frequency (Hz) | Damping (s | Frequency (Hz) | Damping (s | |
| 140 | 89.3 | 13.1 | 83.6 | 15.6 | 72.2 | 12.6 |
| 160 | 67.8 | 9.8 | 63.4 | 12.9 | 55.8 | 9.8 |
| 180 | 54.4 | 7.4 | 49.8 | 9.5 | 44.6 | 7.5 |
| 200 | 44.9 | 5.4 | 39.9 | 7.9 | 35.4 | 6.3 |
| 220 | 37.1 | 4.2 | 32.8 | 5.9 | 28.7 | 4.7 |
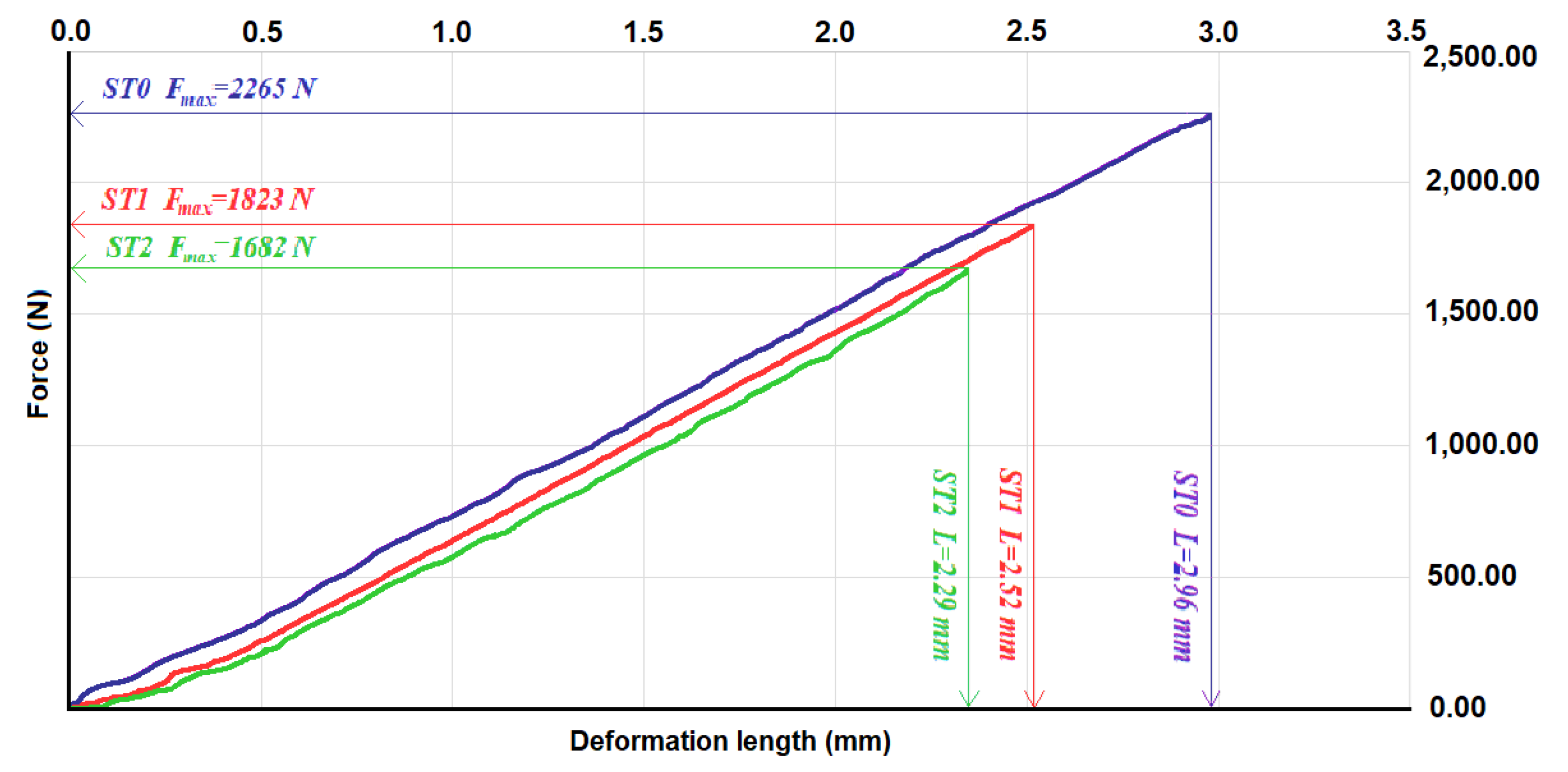
| Test Specimen Type | Maximum Load (N) | Maximum Extension at (mm) | ||||
|---|---|---|---|---|---|---|
| Average Value | Linear Average Deviation | Average Square Deviation | Average Value | Linear Average Deviation | Average Square Deviation | |
| ST0-x | 2255 | 66 | 77 | 2.98 | 0.11 | 0.13 |
| ST1-x | 1810 | 50 | 59 | 2.47 | 0.11 | 0.13 |
| ST2-x | 1680 | 44 | 52 | 2.26 | 0.09 | 0.11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stănescu, M.M.; Bolcu, A. A Study of the Mechanical Properties in Composite Materials with a Dammar Based Hybrid Matrix and Reinforcement from Crushed Shells of Sunflower Seeds. Polymers 2022, 14, 392. https://doi.org/10.3390/polym14030392
Stănescu MM, Bolcu A. A Study of the Mechanical Properties in Composite Materials with a Dammar Based Hybrid Matrix and Reinforcement from Crushed Shells of Sunflower Seeds. Polymers. 2022; 14(3):392. https://doi.org/10.3390/polym14030392
Chicago/Turabian StyleStănescu, Marius Marinel, and Alexandru Bolcu. 2022. "A Study of the Mechanical Properties in Composite Materials with a Dammar Based Hybrid Matrix and Reinforcement from Crushed Shells of Sunflower Seeds" Polymers 14, no. 3: 392. https://doi.org/10.3390/polym14030392
APA StyleStănescu, M. M., & Bolcu, A. (2022). A Study of the Mechanical Properties in Composite Materials with a Dammar Based Hybrid Matrix and Reinforcement from Crushed Shells of Sunflower Seeds. Polymers, 14(3), 392. https://doi.org/10.3390/polym14030392