
A Comparative Analysis of Chemical, Plasma and In Situ Modification of Graphene Nanoplateletes for Improved Performance of Fused Filament Fabricated Thermoplastic Polyurethane Composites Parts


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. GnPs Surface Modification
2.2.1. Low-Temperature Plasma Modification (PGnPs)
2.2.2. Chemical Modification of GnPs (CGnPs)
2.2.3. In Situ Modification (IGnPs)
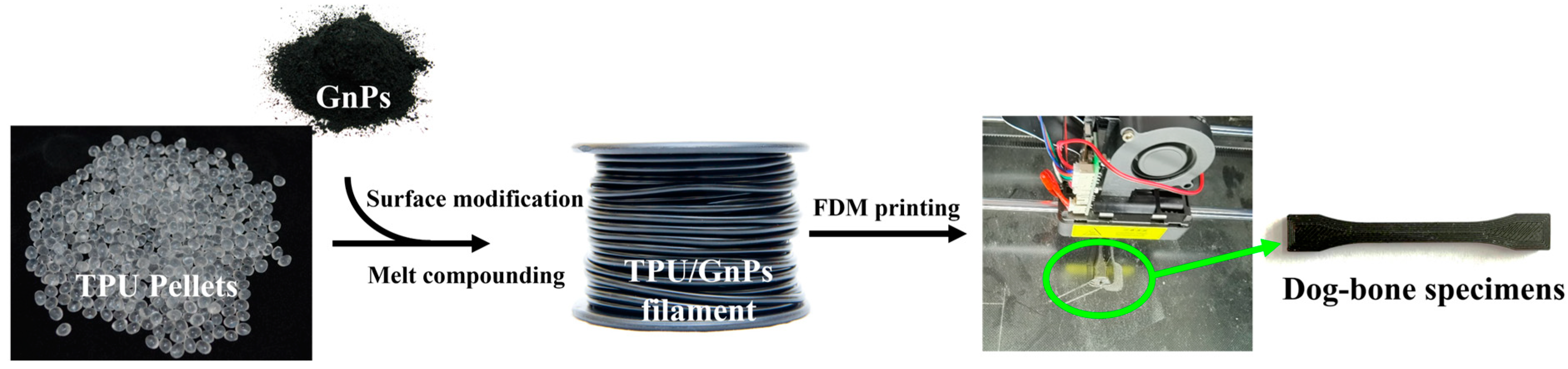
2.3. Filament Fabrication
2.4. Dog-Bone Specimens Printed by FDM
2.5. Characterization
2.5.1. Fourier Transfer Infrared (FTIR) Spectroscopy
2.5.2. Rheological Properties
2.5.3. Electrical Conductivity Measurement
2.5.4. Dimensional Accuracy
2.5.5. Surface Roughness
2.5.6. Tensile Properties
2.5.7. Morphological Properties
3. Results
3.1. GnPs Characterization
3.2. Rheological Properties
3.3. Effect of GnPs on Electrical Conductivity of TPU/GnPs Composites
3.4. Mechanical Properties of FDM Parts
3.5. Dimensional Accuracy
3.6. Morphologies of Various TPU/GnPs Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Caminero, M.; Chacón, J.M.; García-Plaza, E.; Núñez, P.J.; Reverte, J.M.; Becar, J.P. Additive manufacturing of PLA-based composites using fused filament fabrication: Effect of graphene nanoplatelet reinforcement on mechanical properties, dimensional accuracy and texture. Polymers 2019, 11, 799. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Zhang, K.; Li, A.; Wan, L.; Robert, C.; Brádaigh, C.M.; Yang, D. 3D printing of continuous carbon fibre reinforced powder-based epoxy composites. Compos. Commun. 2022, 33, 101239. [Google Scholar] [CrossRef]
- Peng, X.; Zhang, M.; Guo, Z.; Sang, L.; Hou, W. Investigation of processing parameters on tensile performance for FDM-printed carbon fiber reinforced polyamide 6 composites. Compos. Commun. 2020, 22, 100478. [Google Scholar] [CrossRef]
- Kozior, T.; Mamun, A.; Trabelsi, M.; Sabantina, L.; Ehrmann, A. Quality of the Surface Texture and Mechanical Properties of FDM Printed Samples after Thermal and Chemical Treatment. Stroj. Vestn. J. Mech. Eng. 2020, 66, 105–113. [Google Scholar] [CrossRef]
- Garg, A.; Bhattacharya, A.; Batish, A. Chemical vapor treatment of ABS parts built by FDM: Analysis of surface finish and mechanical strength. Int. J. Adv. Manuf. Technol. 2017, 89, 2175–2191. [Google Scholar] [CrossRef]
- Gao, S.; Liu, R.; Xin, H.; Liang, H.; Wang, Y.; Jia, J. The Surface Characteristics, Microstructure and Mechanical Properties of PEEK Printed by Fused Deposition Modeling with Different Raster Angles. Polymers 2021, 14, 77. [Google Scholar] [CrossRef]
- Chohan, J.S.; Singh, R. Pre and post processing techniques to improve surface characteristics of FDM parts: A state of art review and future applications. Rapid Prototyp. J. 2017, 23, 495–513. [Google Scholar] [CrossRef]
- Arif, M.; Alhashmi, H.; Varadarajan, K.; Koo, J.H.; Hart, A.; Kumar, S. Multifunctional performance of carbon nanotubes and graphene nanoplatelets reinforced PEEK composites enabled via FFF additive manufacturing. Compos. Part B Eng. 2020, 184, 107625. [Google Scholar] [CrossRef]
- Ivanov, E.; Kotsilkova, R.; Xia, H.; Chen, Y.; Donato, R.K.; Donato, K.; Godoy, A.P.; Di Maio, R.; Silvestre, C.; Cimmino, S.; et al. PLA/Graphene/MWCNT composites with improved electrical and thermal properties suitable for FDM 3D printing applications. Appl. Sci. 2019, 9, 1209. [Google Scholar] [CrossRef]
- Madhad, H.V.; Mishra, N.S.; Patel, S.B.; Panchal, S.S.; Gandhi, R.A.; Vasava, D.V. Graphene/graphene nanoplatelets reinforced polyamide nanocomposites: A review. High Perform. Polym. 2021, 33, 981–997. [Google Scholar] [CrossRef]
- Mohan, D.; Sajab, M.S.; Bakarudin, S.B.; Roslan, R.; Kaco, H. 3D Printed Polyurethane Reinforced Graphene Nanoplatelets. Mater. Sci. Forum 2021, 1025, 47–52. [Google Scholar] [CrossRef]
- Cha, J.; Kim, J.; Ryu, S.; Hong, S.H. Comparison to mechanical properties of epoxy nanocomposites reinforced by functionalized carbon nanotubes and graphene nanoplatelets. Compos. Part B Eng. 2019, 162, 283–288. [Google Scholar] [CrossRef]
- Su, X.; Wang, R.; Li, X.; Araby, S.; Kuan, H.-C.; Naeem, M.; Ma, J. A comparative study of polymer nanocomposites containing multi-walled carbon nanotubes and graphene nanoplatelets. Nano Mater. Sci. 2022, 4, 185–204. [Google Scholar] [CrossRef]
- Masarra, N.-A.; Batistella, M.; Quantin, J.-C.; Regazzi, A.; Pucci, M.F.; El Hage, R.; Lopez-Cuesta, J.-M. Fabrication of PLA/PCL/Graphene Nanoplatelet (GNP) Electrically Conductive Circuit Using the Fused Filament Fabrication (FFF) 3D Printing Technique. Materials 2022, 15, 762. [Google Scholar] [CrossRef] [PubMed]
- Misra, S.K.; Ostadhossein, F.; Babu, R.; Kus, J.; Tankasala, D.; Sutrisno, A.; Walsh, K.A.; Bromfield, C.R.; Pan, D. 3D-printed multidrug-eluting stent from graphene-nanoplatelet-doped biodegradable polymer composite. Adv. Healthc. Mater. 2017, 6, 1700008. [Google Scholar] [CrossRef] [PubMed]
- Jing, J.; Chen, Y.; Shi, S.; Yang, L.; Lambin, P. Facile and scalable fabrication of highly thermal conductive polyethylene/graphene nanocomposites by combining solid-state shear milling and FDM 3D-printing aligning methods. Chem. Eng. J. 2020, 402, 126218. [Google Scholar] [CrossRef]
- Li, Z.; Li, B.; Chen, B.; Zhang, J.; Li, Y. 3D printed graphene/polyurethane wearable pressure sensor for motion fitness monitoring. Nanotechnology 2021, 32, 395503. [Google Scholar] [CrossRef]
- Keramati, M.; Ghasemi, I.; Karrabi, M.; Azizi, H.; Sabzi, M. Incorporation of surface modified graphene nanoplatelets for development of shape memory PLA nanocomposite. Fibers Polym. 2016, 17, 1062–1068. [Google Scholar] [CrossRef]
- Karatas, E.; Gul, O.; Karsli, N.G.; Yilmaz, T. Synergetic effect of graphene nanoplatelet, carbon fiber and coupling agent addition on the tribological, mechanical and thermal properties of polyamide 6, 6 composites. Compos. Part B Eng. 2019, 163, 730–739. [Google Scholar] [CrossRef]
- Zhao, Z.; Teng, K.; Li, N.; Li, X.; Xu, Z.; Chen, L.; Niu, J.; Fu, H.; Zhao, L.; Liu, Y. Mechanical, thermal and interfacial performances of carbon fiber reinforced composites flavored by carbon nanotube in matrix/interface. Compos. Struct. 2017, 159, 761–772. [Google Scholar] [CrossRef]
- Zang, C.G.; Zhu, X.D.; Jiao, Q.J. Enhanced mechanical and electrical properties of nylon-6 composite by using carbon fiber/graphene multiscale structure as additive. J. Appl. Polym. Sci. 2015, 132, n/a. [Google Scholar] [CrossRef]
- Keramati, M.; Ghasemi, I.; Karrabi, M.; Azizi, H.; Sabzi, M. Dispersion of graphene nanoplatelets in polylactic acid with the aid of a zwitterionic surfactant: Evaluation of the shape memory behavior. Polym. Plast. Technol. 2016, 55, 1039–1047. [Google Scholar] [CrossRef]
- Choi, J.T.; Dao, T.D.; Oh, K.M.; Lee, H.-I.; Jeong, H.M.; Kim, B.K. Shape memory polyurethane nanocomposites with functionalized graphene. Smart Mater. Struct. 2012, 21, 075017. [Google Scholar] [CrossRef]
- Cao, Y.; Feng, J.; Wu, P. Alkyl-functionalized graphene nanosheets with improved lipophilicity. Carbon 2010, 48, 1683–1685. [Google Scholar] [CrossRef]
- Wang, W.; Wang, X.; Pan, Y.; Liew, K.M.; Mohamed, O.A.; Song, L.; Hu, Y. Synthesis of phosphorylated graphene oxide based multilayer coating: Self-assembly method and application for improving the fire safety of cotton fabrics. Ind. Eng. Chem. Res. 2017, 56, 6664–6670. [Google Scholar] [CrossRef]
- Zeng, M.; Wang, J.; Li, R.; Liu, J.; Chen, W.; Xu, Q.; Gu, Y. The curing behavior and thermal property of graphene oxide/benzoxazine nanocomposites. Polymer 2013, 54, 3107–3116. [Google Scholar] [CrossRef]
- Li, L.; Li, B. Rheology, morphology and mechanical property relationship of non-halogen flame retarded glass fibre reinforced polyamide 66. Polym. Polym. Compos. 2011, 19, 603–610. [Google Scholar] [CrossRef]
- Zadhoush, A.; Reyhani, R.; Naeimirad, M. Evaluation of surface modification impact on PP/MWCNT nanocomposites by rheological and mechanical characterization, assisted with morphological image processing. Polym. Compos. 2019, 40, E501–E510. [Google Scholar] [CrossRef]
- Baimark, Y.; Srihanam, P. Influence of chain extender on thermal properties and melt flow index of stereocomplex PLA. Polym. Test. 2015, 45, 52–57. [Google Scholar] [CrossRef]
- Zhu, D.; Ren, Y.; Liao, G.; Jiang, S.; Liu, F.; Guo, J.; Xu, G. Thermal and mechanical properties of polyamide 12/graphene nanoplatelets nanocomposites and parts fabricated by fused deposition modeling. J. Appl. Polym. Sci. 2017, 134, 45332. [Google Scholar] [CrossRef]
- Jun, Y.S.; Hyun, B.G.; Hamidinejad, M.; Habibpour, S.; Yu, A.; Park, C.B. Maintaining electrical conductivity of microcellular MWCNT/TPU composites after deformation. Compos. Part B Eng. 2021, 223, 109113. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, Y.; Meng, Q.; Wang, T.; Guo, W.; Wu, G.; You, L. Preparation of high antistatic HDPE/polyaniline encapsulated graphene nanoplatelet composites by solution blending. RSC Adv. 2017, 7, 2796–2803. [Google Scholar] [CrossRef]
- Albadarin, A.B.; Yang, Z.; Mangwandi, C.; Glocheux, Y.; Walker, G.; Ahmad, M. Experimental design and batch experiments for optimization of Cr (VI) removal from aqueous solutions by hydrous cerium oxide nanoparticles. Chem. Eng. Sci. Des. 2014, 92, 1354–1362. [Google Scholar] [CrossRef]
- Rai, V.; Mukherjee, R.; Routray, A.; Ghosh, A.K.; Roy, S.; Ghosh, B.P.; Mandal, P.B.; Bose, S.; Chakraborty, C. Serum-based diagnostic prediction of oral submucous fibrosis using FTIR spectrometry. Spectrochim. Acta A Mol. Biomol. Spectrosc. 2018, 189, 322–329. [Google Scholar] [CrossRef]
- Kumar, A.R.; Selvaraj, S.; Jayaprakash, K.; Gunasekaran, S.; Kumaresan, S.; Devanathan, J.; Selvam, K.; Ramadass, L.; Mani, M.; Rajkumar, P. Multi-spectroscopic (FT-IR, FT-Raman, 1H NMR and 13C NMR) investigations on syringaldehyde. J. Mol. Struct. 2021, 1229, 129490. [Google Scholar] [CrossRef]
- Rashidi, A.; Shahidi, S.; Ghoranneviss, M.; Dalalsharifi, S.; Wiener, J. Effect of plasma on the zeta potential of cotton fabrics. Plasma Sci. Technol. 2013, 15, 455. [Google Scholar] [CrossRef]
- Borooj, M.B.; Shoushtari, A.M.; Sabet, E.N.; Haji, A. Influence of oxygen plasma treatment parameters on the properties of carbon fiber. J. Adhes. Sci. Technol. 2016, 30, 2372–2382. [Google Scholar] [CrossRef]
- Viji, S.; Anbazhagi, M.; Ponpandian, N.; Mangalaraj, D.; Jeyanthi, S.; Santhanam, P.; Devi, A.S.; Viswanathan, C. Diatom-based label-free optical biosensor for biomolecules. Appl. Biochem. Biotech. 2014, 174, 1166–1173. [Google Scholar] [CrossRef]
- Rinawati, L.; Nugraha, R.E.; Munifa, R.M.I.; Chasanah, U.; Wahyuningsih, S.; Ramelan, A.H. Increasing the effectiveness of pesticides based urea nanofertilizer encapsulatednanosilica with addition of rice husk TiO2 additive substances. Chem. Pharm. Res. 2015, 7, 85–89. [Google Scholar]
- Kozior, T. Rheological properties of polyamide pa 2200 in sls technology. Teh. VJesn. 2020, 27, 1092–1100. [Google Scholar] [CrossRef]
- Thumsorn, S.; Prasong, W.; Kurose, T.; Ishigami, A.; Kobayashi, Y.; Ito, H. Rheological Behavior and Dynamic Mechanical Properties for Interpretation of Layer Adhesion in FDM 3D Printing. Polymers 2022, 14, 2721. [Google Scholar] [CrossRef]
- Li, J.; Li, Z.; Chen, H.; Yang, L.; Zheng, H.; Shang, Y.; Yu, D.; Christiansen, J.D.; Jiang, S. A qualitative analysis of particle-induced viscosity reduction in polymeric composites. J. Mater. Sci. 2016, 51, 3080–3096. [Google Scholar] [CrossRef]
- Lim, B.; Poh, C.; Voon, C.H.; Salmah, H. Rheological and thermal study of chitosan filled thermoplastic elastomer composites. Appl. Mech. Mater. 2015, 754–755, 34–38. [Google Scholar] [CrossRef]
- Rahaman, M.; Theravalappil, R.; Bhandari, S.; Nayak, L.; Bhagabati, P. Electrical conductivity of polymer-graphene composites. In Polymer Nanocomposites Containing Graphene; Elsevier: Cambridge, UK, 2022; pp. 107–139. [Google Scholar] [CrossRef]
- Kim, H.; Kobayashi, S.; AbdurRahim, M.A.; Zhang, M.J.; Khusainova, A.; Hillmyer, M.A.; Abdala, A.A.; Macosko, C.W. Graphene/polyethylene nanocomposites: Effect of polyethylene functionalization and blending methods. Polymer 2011, 52, 1837–1846. [Google Scholar] [CrossRef]
- Bilkar, D.; Keshavamurthy, R.; Tambrallimath, V. Influence of carbon nanofiber reinforcement on mechanical properties of polymer composites developed by FDM. Mater. Today Proc. 2021, 46, 4559–4562. [Google Scholar] [CrossRef]
- Chohan, J.S.; Singh, R.; Boparai, K.S.; Penna, R.; Fraternali, F. Dimensional accuracy analysis of coupled fused deposition modeling and vapour smoothing operations for biomedical applications. Compos. B Eng. 2017, 117, 138–149. [Google Scholar] [CrossRef]
- Butt, J.; Bhaskar, R.; Mohaghegh, V. Investigating the Influence of Material Extrusion Rates and Line Widths on FFF-Printed Graphene-Enhanced PLA. J. Manuf. Mater. Process. 2022, 6, 57. [Google Scholar] [CrossRef]
- Gao, X.; Zhang, D.; Qi, S.; Wen, X.; Su, Y. Mechanical properties of 3D parts fabricated by fused deposition modeling: Effect of various fillers in polylactide. J. Appl. Polym. Sci. 2019, 136, 47824. [Google Scholar] [CrossRef]
- Benwood, C.; Anstey, A.; Andrzejewski, J.; Misra, M.; Mohanty, A.K. Improving the impact strength and heat resistance of 3D printed models: Structure, property, and processing correlationships during fused deposition modeling (FDM) of poly (lactic acid). ACS Omega 2018, 3, 4400–4411. [Google Scholar] [CrossRef]
- Zhang, G.; Wang, F.; Dai, J.; Huang, Z. Effect of functionalization of graphene nanoplatelets on the mechanical and thermal properties of silicone rubber composites. Materials 2016, 9, 92. [Google Scholar] [CrossRef]
- Sezer, H.K.; Eren, O. FDM 3D printing of MWCNT re-inforced ABS nano-composite parts with enhanced mechanical and electrical properties. J. Manuf. Process. 2019, 37, 339–347. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Material | TPU-GnPs |
| Nozzle diameter | 0.4 mm |
| Layer thickness | 0.1 mm |
| Printing speed | 40 mm/s |
| Nozzle temperature | 190 °C |
| Bed Temperature | 60 °C |
| Top/Bottom solid layers | 1.2 mm |
| Outline/perimeters shell | 1.2 mm |
| Internal fill pattern | Mesh |
| External fill pattern | Rectilinear |
| Internal fill percentage | 20% |
| Filament diameter | 1.75 mm |
| Property | Samples | Mean Value | Standard Deviation |
|---|---|---|---|
| Dimensional deviation (%) | TPU/GnPs | 2.52 | 0.015 |
| TPU/IGnPs | 2.12 | 0.108 | |
| TPU/PGnPs | 2.58 | 0.077 | |
| TPU/CGnPs | 1.96 | 0.081 | |
| Surface roughness (µm) | TPU/GnPs | 1.98 | 0.384 |
| TPU/IGnPs | 1.91 | 0.233 | |
| TPU/PGnPs | 1.78 | 0.265 | |
| TPU/CGnPs | 1.82 | 0.252 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Xiao, J.; Kim, J.; Cao, L. A Comparative Analysis of Chemical, Plasma and In Situ Modification of Graphene Nanoplateletes for Improved Performance of Fused Filament Fabricated Thermoplastic Polyurethane Composites Parts. Polymers 2022, 14, 5182. https://doi.org/10.3390/polym14235182
Zhang X, Xiao J, Kim J, Cao L. A Comparative Analysis of Chemical, Plasma and In Situ Modification of Graphene Nanoplateletes for Improved Performance of Fused Filament Fabricated Thermoplastic Polyurethane Composites Parts. Polymers. 2022; 14(23):5182. https://doi.org/10.3390/polym14235182
Chicago/Turabian StyleZhang, Xiaojie, Jianhua Xiao, Jinkuk Kim, and Lan Cao. 2022. "A Comparative Analysis of Chemical, Plasma and In Situ Modification of Graphene Nanoplateletes for Improved Performance of Fused Filament Fabricated Thermoplastic Polyurethane Composites Parts" Polymers 14, no. 23: 5182. https://doi.org/10.3390/polym14235182
APA StyleZhang, X., Xiao, J., Kim, J., & Cao, L. (2022). A Comparative Analysis of Chemical, Plasma and In Situ Modification of Graphene Nanoplateletes for Improved Performance of Fused Filament Fabricated Thermoplastic Polyurethane Composites Parts. Polymers, 14(23), 5182. https://doi.org/10.3390/polym14235182