



Improvement of Poly(lactic acid)-Poly(hydroxy butyrate) Blend Properties for Use in Food Packaging: Processing, Structure Relationships

 ,
,  , ,
, ,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Blend Processing
2.2.2. Nanocomposite Processing
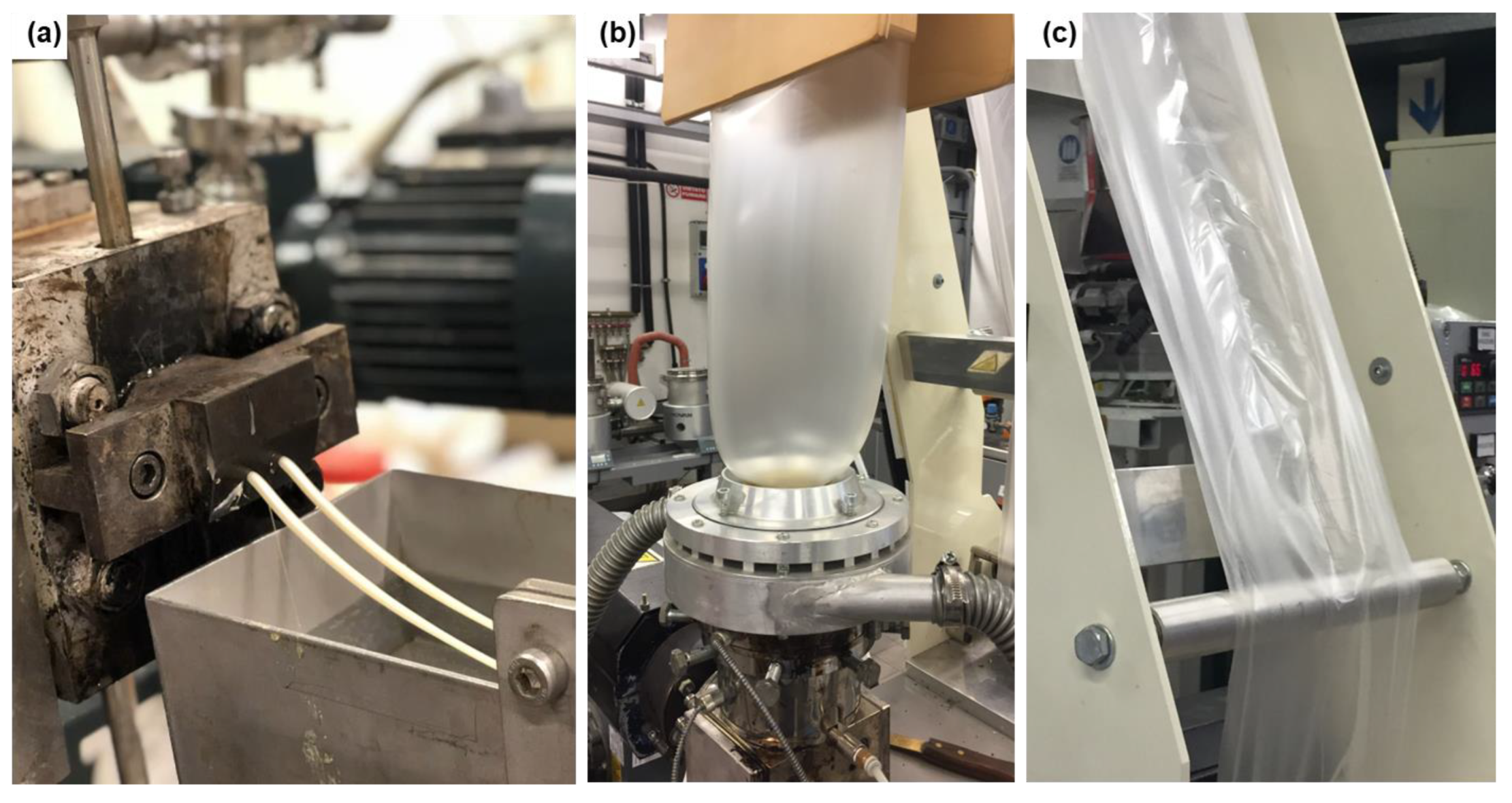
2.2.3. Film Blowing
3. Results
3.1. Material Processability
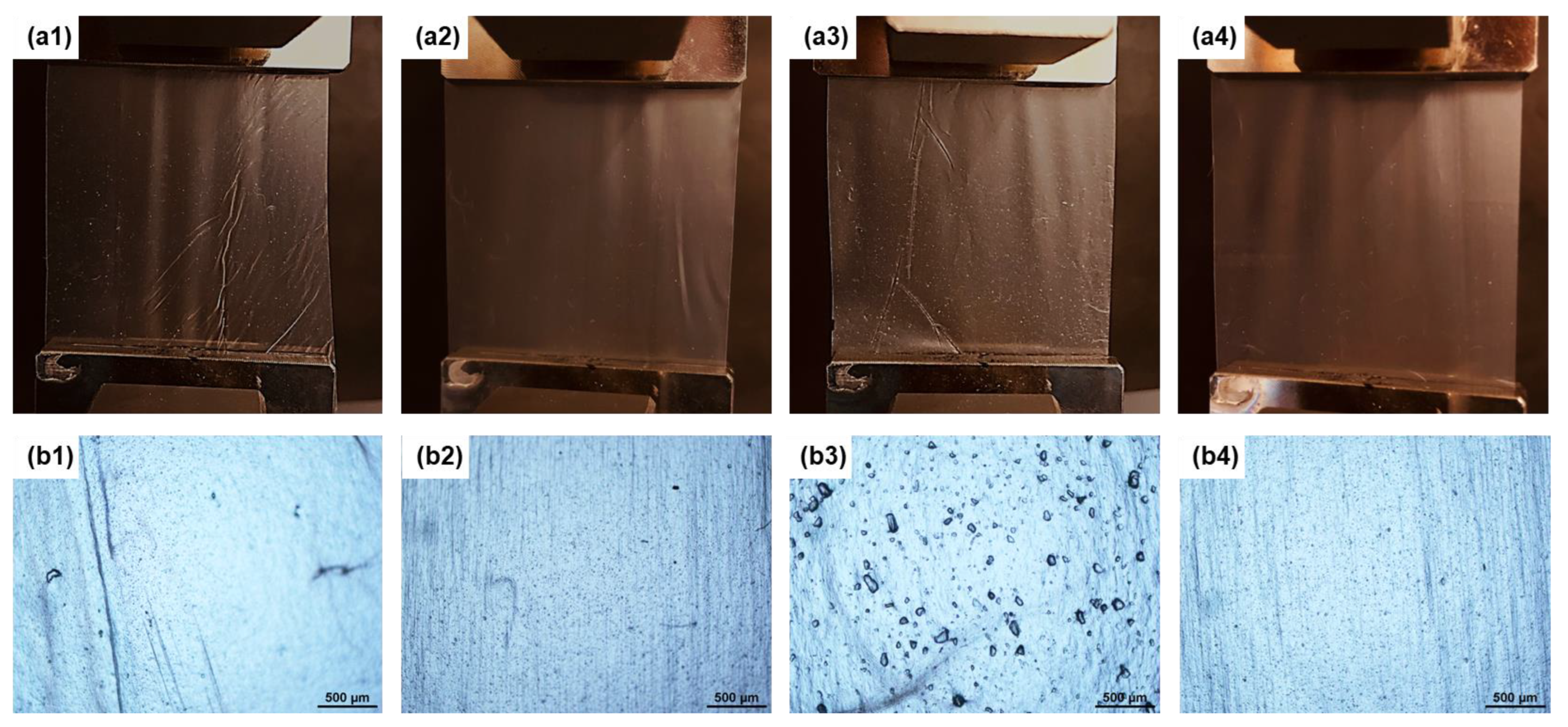
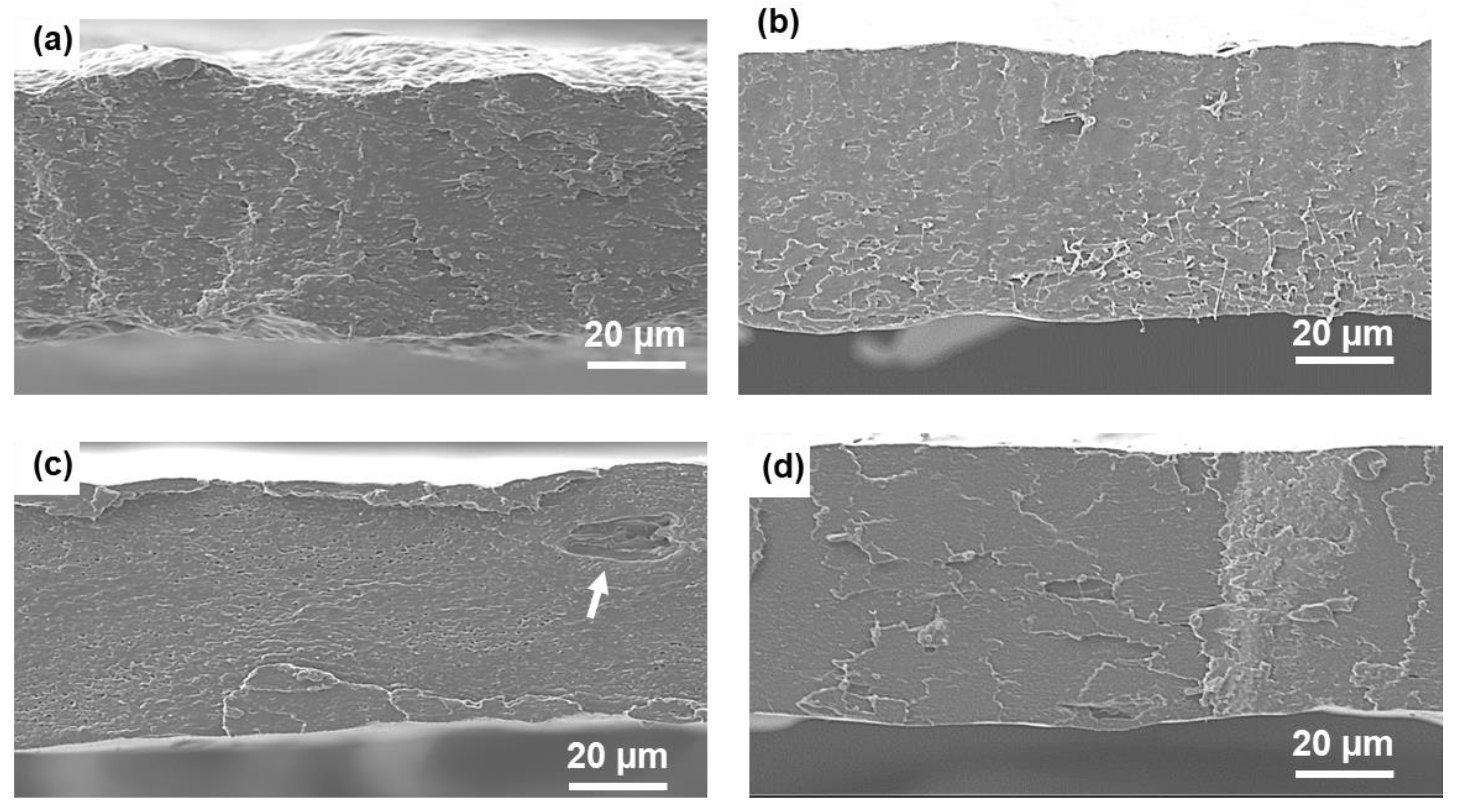
3.2. Material Properties
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Balakrishnan, P.; Thomas, M.S.; Pothen, L.A.; Thomas, S.; Sreekala, M.S. Polymer Films for Packaging. In Encyclopedia of Polymeric Nanomaterials; Kobayashi, S., Müllen, K., Eds.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 1–8. [Google Scholar] [CrossRef]
- Luzi, F.; Torre, L.; Kenny, M.; Puglia, D. Materials Bio-and Fossil-Based Polymeric Blends and Nanocomposites for Packaging: Structure-Property Relationship. Materials 2019, 12, 471. [Google Scholar] [CrossRef]
- Chiara Mistretta, M.; Botta, L.; Arrigo, R.; Leto, F.; Malucelli, G.; Paolo, F.; Mantia, L. Bionanocomposite Blown Films: Insights on the Rheological and Mechanical Behavior. Polymers 2021, 3, 1167. [Google Scholar] [CrossRef] [PubMed]
- Herrera, N.; Salaberria, A.M.; Mathew, A.P.; Oksman, K. Plasticized Polylactic Acid Nanocomposite Films with Cellulose and Chitin Nanocrystals Prepared Using Extrusion and Compression Molding with Two Cooling Rates: Effects on Mechanical, Thermal and Optical Properties. Compos. Part A Appl. Sci. Manuf. 2016, 83, 89–97. [Google Scholar] [CrossRef]
- Fortunati, E.; Armentano, I.; Zhou, Q.; Puglia, D.; Terenzi, A.; Berglund, L.A.; Kenny, J.M. Microstructure and Nonisothermal Cold Crystallization of PLA Composites Based on Silver Nanoparticles and Nanocrystalline Cellulose. Polym. Degrad. Stab. 2012, 97, 2027–2036. [Google Scholar] [CrossRef]
- Fortunati, E.; Armentano, I.; Iannoni, A.; Kenny, J.M. Development and Thermal Behaviour of Ternary PLA Matrix Composites. Polym. Degrad. Stab. 2010, 95, 2200–2206. [Google Scholar] [CrossRef]
- Naser, A.Z.; Deiab, I.; Darras, B.M. Poly(Lactic Acid) (PLA) and Polyhydroxyalkanoates (PHAs), Green Alternatives to Petroleum-Based Plastics: A Review. RSC Adv. 2021, 11, 17151–17196. [Google Scholar] [CrossRef]
- Zhang, M.; Thomas, N.L. Blending Polylactic Acid with Polyhydroxy butyrate: The Effect on Thermal, Mechanical, and Biodegradation Properties. Adv. Polym. Technol. 2011, 30, 67–79. [Google Scholar] [CrossRef]
- Bucci, D.Z.; Tavares, L.B.B.; Sell, I. Biodegradation and Physical Evaluation of PHB Packaging. Polym. Test. 2007, 26, 908–915. [Google Scholar] [CrossRef]
- Kumar Patel, M.; Hansson, F.; Pitkänen, O.; Geng, S.; Oksman, K. Biopolymer Blends of Poly(Lactic Acid) and Poly(Hydroxybutyrate) and Their Functionalization with Glycerol Triacetate and Chitin Nanocrystals for Food Packaging Applications. ACS Appl. Polym. Mater. 2022, 4, 6592–6601. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Xiong, C.; Deng, X. Miscibility, Crystallization and Morphology of Poly(β-Hydroxybutyrate)/Poly(d,l-Lactide) Blends. Polymer 1996, 37, 235–241. [Google Scholar] [CrossRef]
- Biron, M. Thermoplastic Processing. In Thermoplastics and Thermoplastic Composites, 2nd ed.; Biron, M., Ed.; Plastics Design Library; William Andrew Publishing: New York, NY, USA, 2013; pp. 715–768. [Google Scholar] [CrossRef]
- Golebiewski, J.; Rozanski, A.; Dzwonkowski, J.; Galeski, A. Low Density Polyethylene–Montmorillonite Nanocomposites for Film Blowing. Eur. Polym. J. 2008, 44, 270–286. [Google Scholar] [CrossRef]
- Scaffaro, R.; Sutera, F.; Botta, L. Biopolymeric Bilayer Films Produced by Co-Extrusion Film Blowing. Polym. Test. 2018, 65, 35–43. [Google Scholar] [CrossRef]
- Herrera, N.; Roch, H.; Salaberria, A.M.; Pino-Orellana, M.A.; Labidi, J.; Fernandes, S.C.M.; Radic, D.; Leiva, A.; Oksman, K. Functionalized Blown Films of Plasticized Polylactic Acid/Chitin Nanocomposite: Preparation and Characterization. Mater. Des. 2016, 92, 846–852. [Google Scholar] [CrossRef]
- Abdelwahab, M.A.; Flynn, A.; Chiou, B.-S.; Imam, S.; Orts, W.; Chiellini, E. Thermal, Mechanical and Morphological Characterization of Plasticized PLA-PHB Blends. Polym. Degrad. Stab. 2012, 97, 1822–1828. [Google Scholar] [CrossRef]
- Burgos, N.; Armentano, I.; Fortunati, E.; Dominici, F.; Luzi, F.; Fiori, S.; Cristofaro, F.; Visai, L.; Jiménez, A.; Kenny, J.M. Functional Properties of Plasticized Bio-Based Poly(Lactic Acid)_Poly(Hydroxybutyrate) (PLA_PHB) Films for Active Food Packaging. Food. Bioproc. Technol. 2017, 10, 770–780. [Google Scholar] [CrossRef]
- Lim, L.T.; Auras, R.; Rubino, M. Processing Technologies for Poly(Lactic Acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Fortunati, E.; Dominici, F.; López, J.; Kenny, J.M. Bionanocomposite Films Based on Plasticized PLA-PHB/Cellulose Nanocrystal Blends. Carbohydr. Polym. 2015, 121, 265–275. [Google Scholar] [CrossRef]
- Zeng, J.B.; He, Y.S.; Li, S.L.; Wang, Y.Z. Chitin Whiskers: An Overview. Biomacromolecules 2012, 13, 1–11. [Google Scholar] [CrossRef]
- Salaberria, A.M.; Labidi, J.; Fernandes, S.C.M. Chitin Nanocrystals and Nanofibers as Nano-Sized Fillers into Thermoplastic Starch-Based Biocomposites Processed by Melt-Mixing. Chem. Eng. J. 2014, 256, 356–364. [Google Scholar] [CrossRef]
- Kadokawa, J. Preparation and Applications of Chitin Nanofibers/Nanowhiskers. In Biopolymer Nanocomposites; Dufresne, A., Thomas, S., Pothen, L.A., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013; pp. 131–151. [Google Scholar] [CrossRef]
- Sanchez-Garcia, M.D.; Lagaron, J.M. On the Use of Plant Cellulose Nanowhiskers to Enhance the Barrier Properties of Polylactic Acid. Cellulose 2010, 17, 987–1004. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Fortunati, E.; Dominici, F.; Rayón, E.; López, J.; Kenny, J.M. PLA-PHB/Cellulose Based Films: Mechanical, Barrier and Disintegration Properties. Polym. Degrad. Stab. 2014, 107, 139–149. [Google Scholar] [CrossRef]
- Singh, S.; Patel, M.; Schwendemann, D.; Zaccone, M.; Geng, S.; Maspoch, M.L.; Oksman, K. Effect of Chitin Nanocrystals on Crystallization and Properties of Poly(Lactic Acid)-Based Nanocomposites. Polymers 2020, 12, 726. [Google Scholar] [CrossRef]
- Singh, S.; Maspoch, M.L.; Oksman, K. Crystallization of Triethyl-Citrate-Plasticized Poly(Lactic Acid) Induced by Chitin Nanocrystals. J. Appl. Polym. Sci. 2019, 136, 47936. [Google Scholar] [CrossRef]
- Jandas, P.J.; Mohanty, S.; Nayak, S.K. Morphology and Thermal Properties of Renewable Resource-Based Polymer Blend Nanocomposites Influenced by a Reactive Compatibilizer. ACS Sustain. Chem. Eng. 2014, 2, 377–386. [Google Scholar] [CrossRef]
- Jonoobi, M.; Harun, J.; Mathew, A.P.; Oksman, K. Mechanical Properties of Cellulose Nanofiber (CNF) Reinforced Polylactic Acid (PLA) Prepared by Twin Screw Extrusion. Compos. Sci. Technol. 2010, 70, 1742–1747. [Google Scholar] [CrossRef]
- Wu, W.; Wang, S.; Colijn, I.; Yanat, M.; Terhaerdt, G.; Molenveld, K.; Boeriu, C.G.; Schroën, K. Chitin Nanocrystal Hydrophobicity Adjustment by Fatty Acid Esterification for Improved Polylactic Acid Nanocomposites. Polymers 2022, 14, 2619. [Google Scholar] [CrossRef]
- Wei, L.; Luo, S.; McDonald, A.G.; Agarwal, U.P.; Hirth, K.C.; Matuana, L.M.; Sabo, R.C.; Stark, N.M. Preparation and Characterization of the Nanocomposites from Chemically Modified Nanocellulose and Poly(Lactic Acid). J. Renew. Mater. 2017, 5, 410–422. [Google Scholar] [CrossRef]
- Dunlop, M.J.; Sabo, R.; Bissessur, R.; Acharya, B. Polylactic Acid Cellulose Nanocomposite Films Comprised of Wood and Tunicate CNCs Modified with Tannic Acid and Octadecylamine. Polymers 2021, 13, 3661. [Google Scholar] [CrossRef] [PubMed]
- Bondeson, D.; Oksman, K. Polylactic Acid/Cellulose Whisker Nanocomposites Modified by Polyvinyl Alcohol. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2486–2492. [Google Scholar] [CrossRef]
- Oksman, K.; Mathew, A.P.; Bondeson, D.; Kvien, I. Manufacturing Process of Cellulose Whiskers/Polylactic Acid Nanocomposites. Compos. Sci. Technol. 2006, 66, 2776–2784. [Google Scholar] [CrossRef]
- Patel, M.; Schwendemann, D.; Spigno, G.; Geng, S.; Berglund, L.; Oksman, K. Functional Nanocomposite Films of Poly(Lactic Acid) with Well-Dispersed Chitin Nanocrystals Achieved Using a Dispersing Agent and Liquid-Assisted Extrusion Process. Molecules 2021, 26, 4557. [Google Scholar] [CrossRef]
- Burgos, N.; Tolaguera, D.; Fiori, S.; Jiménez, A. Synthesis and Characterization of Lactic Acid Oligomers: Evaluation of Performance as Poly(Lactic Acid) Plasticizers. J. Polym. Environ. 2014, 22, 227–235. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Díez García, A.; López, D.; Fiori, S.; Peponi, L. Antioxidant Bilayers Based on PHBV and Plasticized Electrospun PLA-PHB Fibers Encapsulating Catechin. Nanomaterials 2019, 9, 346. [Google Scholar] [CrossRef]
- Luzi, F.; Dominici, F.; Armentano, I.; Fortunati, E.; Burgos, N.; Fiori, S.; Jiménez, A.; Kenny, J.M.; Torre, L. Combined Effect of Cellulose Nanocrystals, Carvacrol and Oligomeric Lactic Acid in PLA_PHB Polymeric Films. Carbohydr. Polym. 2019, 223, 115131. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Samper, M.D.; López, J.; Jiménez, A. Combined Effect of Poly(Hydroxybutyrate) and Plasticizers on Polylactic Acid Properties for Film Intended for Food Packaging. J. Polym. Environ. 2014, 22, 460–470. [Google Scholar] [CrossRef]
- Segal, L.; Creely, J.J.; Martin, A.E.; Conrad, C.M. An Empirical Method for Estimating the Degree of Crystallinity of Native Cellulose Using the X-Ray Diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- Zaccone, M.; Patel, M.K.; de Brauwer, L.; Nair, R.; Montalbano, M.L.; Monti, M.; Oksman, K. Influence of Chitin Nanocrystals on the Crystallinity and Mechanical Properties of Poly(Hydroxybutyrate) Biopolymer. Polymers 2022, 14, 562. [Google Scholar] [CrossRef]
- Callister, W.D., Jr. Materials Science and Engineering—An Introduction (5th Ed.). Anti-Corros. Methods Mater. 2000, 47, 580–633. [Google Scholar] [CrossRef]
- Herrera, N.; Mathew, A.P.; Oksman, K. Plasticized Polylactic Acid/Cellulose Nanocomposites Prepared Using Melt-Extrusion and Liquid Feeding: Mechanical, Thermal and Optical Properties. Compos. Sci. Technol. 2015, 106, 149–155. [Google Scholar] [CrossRef]
- Orellana, J.L.; Wichhart, D.; Kitchens, C.L. Mechanical and Optical Properties of Polylactic Acid Films Containing Surfactant-Modified Cellulose Nanocrystals. J. Nanomater. 2018, 2018, 7124260. [Google Scholar] [CrossRef]
- Chen, Y.; Gan, L.; Huang, J.; Dufresne, A. Reinforcing Mechanism of Cellulose Nanocrystals in Nanocomposites. In Nanocellulose; Wiley: Hoboken, NJ, USA, 2019; pp. 201–249. [Google Scholar] [CrossRef]
- Bonilla, J.; Fortunati, E.; Atarés, L.; Chiralt, A.; Kenny, J.M. Physical, Structural and Antimicrobial Properties of Poly Vinyl Alcohol–Chitosan Biodegradable Films. Food Hydrocoll. 2014, 35, 463–470. [Google Scholar] [CrossRef]
- Yaptenco, K.; Kim, J.; Lim, B. Gas Transmission Rates of Commercially Available Polyethylene and Polypropylene Films for Modified Atmosphere Packaging. Philipp. Agric. Sci. 2007, 90, 22–27. [Google Scholar]
- Arrieta, M.P.; López, J.; López, D.; Kenny, J.M.; Peponi, L. Effect of Chitosan and Catechin Addition on the Structural, Thermal, Mechanical and Disintegration Properties of Plasticized Electrospun PLA-PHB Biocomposites. Polym. Degrad. Stab. 2016, 132, 145–156. [Google Scholar] [CrossRef]
- Asri, S.E.A.M.; Zakaria, Z.; Hassan, A.; Kassim, A.H.M. Effect of Chitin Source and Content on Properties of Chitin Nanowhiskers Filled Polylactic Acid Composites. IIUM Eng. J. 2020, 21, 239–255. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | PLA-PHB (75-25) | OLA | CNC | ChNC |
|---|---|---|---|---|
| PLA-PHB | 100 | - | - | - |
| PLA-PHB-OLA | 96 | 4 | - | - |
| PLA-PHB-OLA-CNC | 95 | 4 | 1 | - |
| PLA-PHB-OLA-ChNC | 95 | 4 | - | 1 |
| Materials | Film Thickness (µm) |
|---|---|
| PLA-PHB | 52 ± 12 |
| PLA-PHB-OLA | 48 ± 5 |
| PLA-PHB-OLA-CNC | 48 ± 8 |
| PLA-PHB-OLA-ChNC | 47 ± 3 |
| Materials | Tonset * (°C) | Tmax (°C) | Residue (%) | |
|---|---|---|---|---|
| PHB | PLA | |||
| PLA-PHB | 282 | 293 | 364 | 0.43 |
| PLA-PHB-OLA | 282 | 295 | 362 | 0.47 |
| PLA-PHB-OLA-CNC | 288 | 299 | 366 | 0.53 |
| PLA-PHB-OLA-ChNC | 289 | 302 | 369 | 0.50 |
| Materials | Tg (°C) | Tcc (°C) | ΔHcc (J/g) | Tm (°C) | ΔHm (J/g) | Crystallinity (XC%) |
|---|---|---|---|---|---|---|
| PLA-PHB | 52 | 116 | 6.6 | 150 | 16.0 | 10.2 |
| PLA-PHB-OLA | 51 | 104 | 12.6 | 151 | 17.2 | 5.2 |
| PLA-PHB-OLA-CNC | 57 | 117 | 7.0 | 151 | 17.6 | 12.1 |
| PLA-PHB-OLA-ChNC | 56 | 110 | 9.0 | 146 | 21.2 | 13.8 |
| Materials | Strength (MPa) | Modulus (GPa) | Elongation at Break (%) | Toughness (MJ/m3) |
|---|---|---|---|---|
| PLA-PHB | 26.8 ± 3.4 | 2.9 ± 0.1 | 2 ± 1 | 1.8 ± 0.8 |
| PLA-PHB-OLA | 24.3 ± 2.1 | 2.7 ± 0.3 | 58 ± 6 | 13.6 ± 0.8 |
| PLA-PHB-OLA-CNC | 23.4 ± 0.9 | 2.8 ± 0.3 | 11 ± 0 | 4.9 ± 0.7 |
| PLA-PHB-OLA-ChNC | 36.8 ± 2.8 | 2.9 ± 0.1 | 71 ± 9 | 19.8 ± 1.3 |
| PLA (data sheet) | 53 | 3.5 | 6 | - |
| LDPE [41] | 8.3–31.4 | 0.17–0.28 | 100–650 | - |
| PP [41] | 31–41.4 | 1.14–1.55 | 100–600 | - |
| Materials | Oxygen Permeability | ||
|---|---|---|---|
| OTR (cc/m2 24 h) | Permeation (cc µm /m2 24 h) | ||
| PLA-PHB-OLA | 1226 | 67,244 | |
| PLA-PHB-OLA-ChNC | 630 | 25,178 | |
| PLA [10] | 1853 | - | |
| PE [46] | 3374 | - | |
| PP [46] | 1589 | - | |
| Water vapor permeability | |||
| Materials | WVTR (cc/m2 24 h) | Permeance (g/m2 24 h mmHg) | Permeability (g mm/m2 24 h mmHg) |
| PLA-PHB-OLA | 33.8 | 2.4 | 0.12 |
| PLA-PHB-OLA-ChNC | 93.5 | 6.7 | 0.18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Patel, M.K.; Zaccone, M.; De Brauwer, L.; Nair, R.; Monti, M.; Martinez-Nogues, V.; Frache, A.; Oksman, K. Improvement of Poly(lactic acid)-Poly(hydroxy butyrate) Blend Properties for Use in Food Packaging: Processing, Structure Relationships. Polymers 2022, 14, 5104. https://doi.org/10.3390/polym14235104
Patel MK, Zaccone M, De Brauwer L, Nair R, Monti M, Martinez-Nogues V, Frache A, Oksman K. Improvement of Poly(lactic acid)-Poly(hydroxy butyrate) Blend Properties for Use in Food Packaging: Processing, Structure Relationships. Polymers. 2022; 14(23):5104. https://doi.org/10.3390/polym14235104
Chicago/Turabian StylePatel, Mitul Kumar, Marta Zaccone, Laurens De Brauwer, Rakesh Nair, Marco Monti, Vanesa Martinez-Nogues, Alberto Frache, and Kristiina Oksman. 2022. "Improvement of Poly(lactic acid)-Poly(hydroxy butyrate) Blend Properties for Use in Food Packaging: Processing, Structure Relationships" Polymers 14, no. 23: 5104. https://doi.org/10.3390/polym14235104
APA StylePatel, M. K., Zaccone, M., De Brauwer, L., Nair, R., Monti, M., Martinez-Nogues, V., Frache, A., & Oksman, K. (2022). Improvement of Poly(lactic acid)-Poly(hydroxy butyrate) Blend Properties for Use in Food Packaging: Processing, Structure Relationships. Polymers, 14(23), 5104. https://doi.org/10.3390/polym14235104