
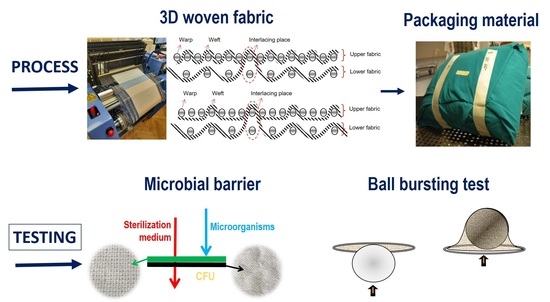
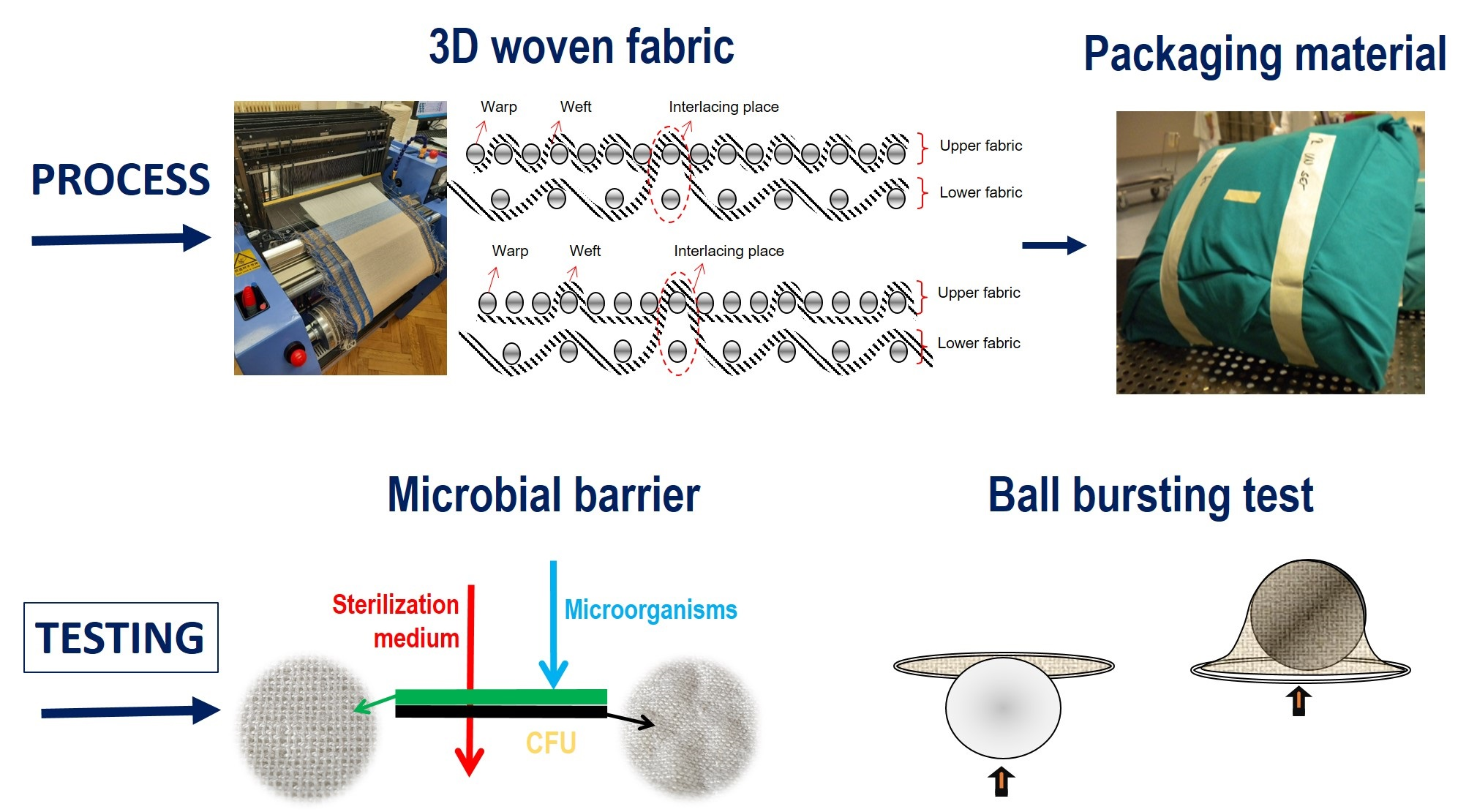
Application of 3D-Woven Fabrics for Packaging Materials for Terminally Sterilized Medical Devices


Abstract
1. Introduction
2. Materials and Methods
2.1. Basic Characteristics of Yarns and Woven Fabrics
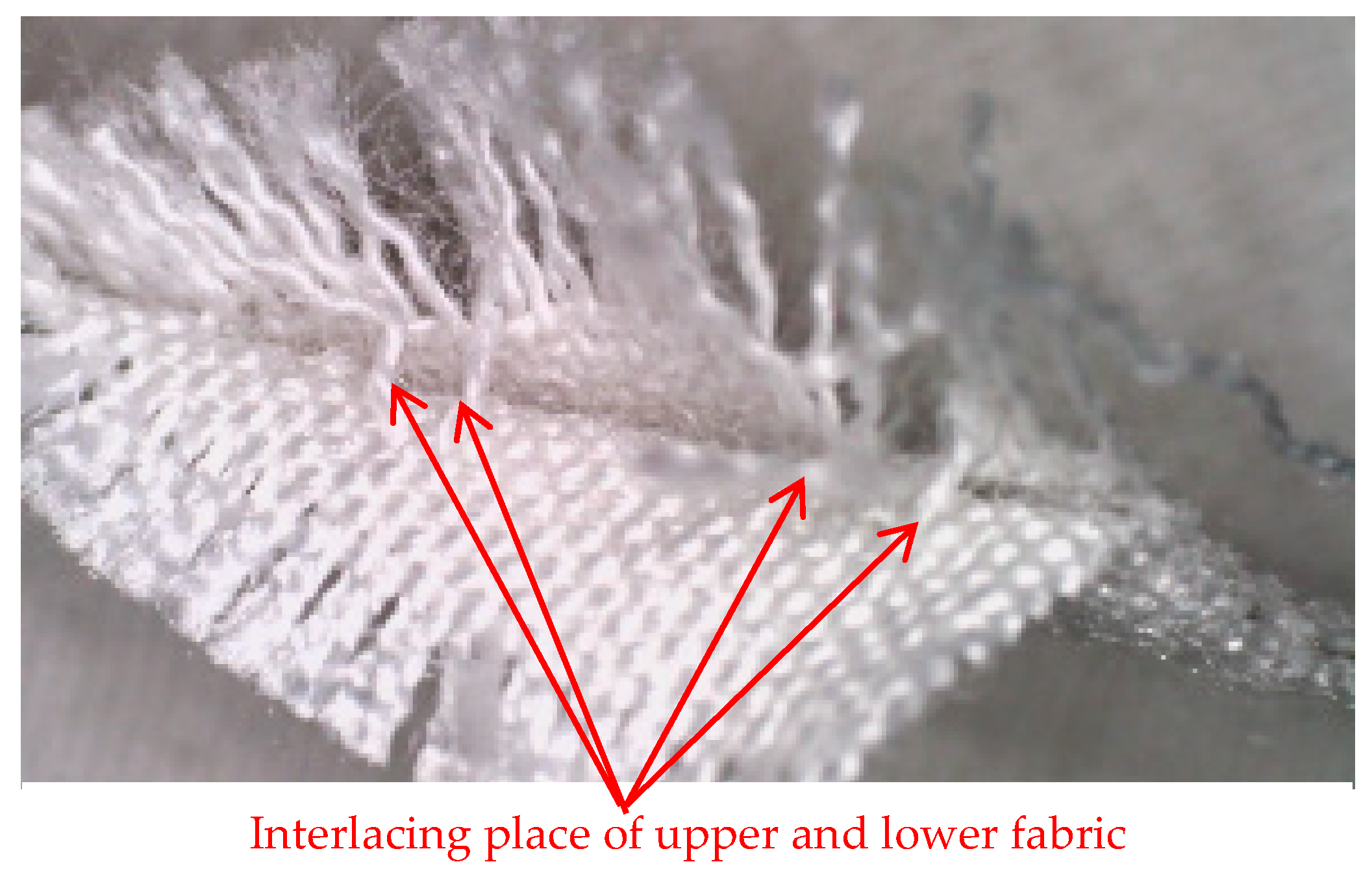
2.2. Microscope Analysis
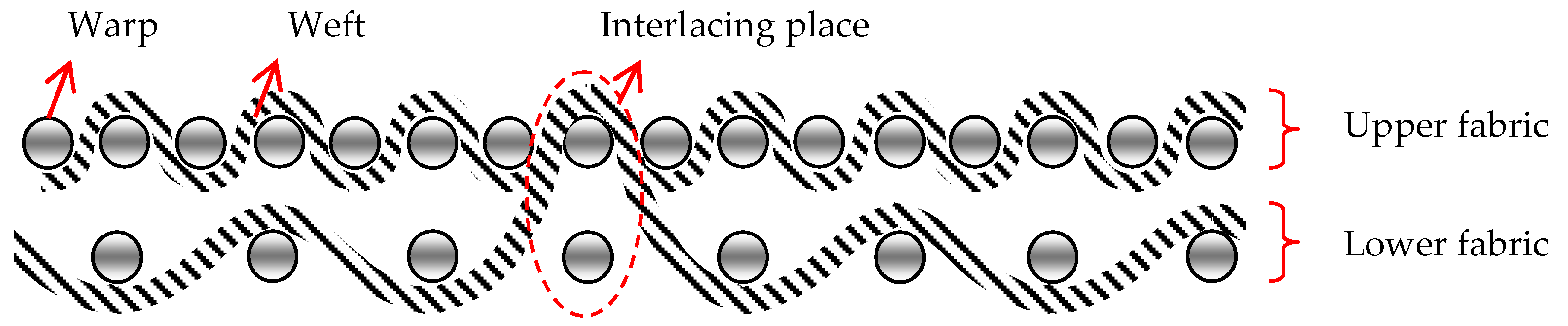
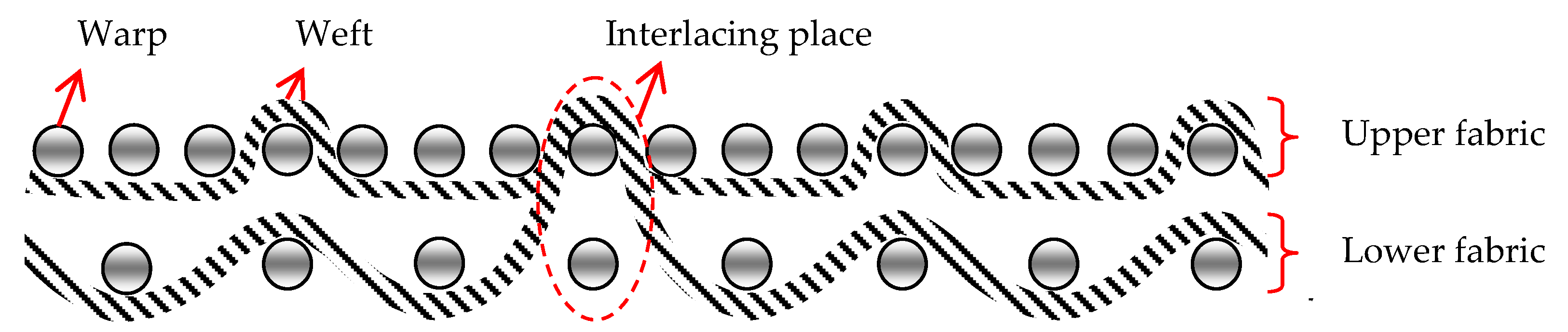
2.3. Description of the Laboratory Weaving Machine
- Weft entry with one rigid weave bar.
- Automatic control with a CAD/CAM weaving system.
- Weft attachment device with an adjustable application force.
- Maximum width of the base 50 cm.
- Number of wefts per minute 25–40.
- Maximum number of sheets 20.
- Automatic, electronic weft selector.
- Number of jobs for weft windings: 8.
- Base release device.
- Automatic regulation of warp tension.
- Fabric-pulling device with adjustable weft density.
- Computer and specialized sample design software.
- Manufacturer and Model: Fanyuan Instrument DW598.
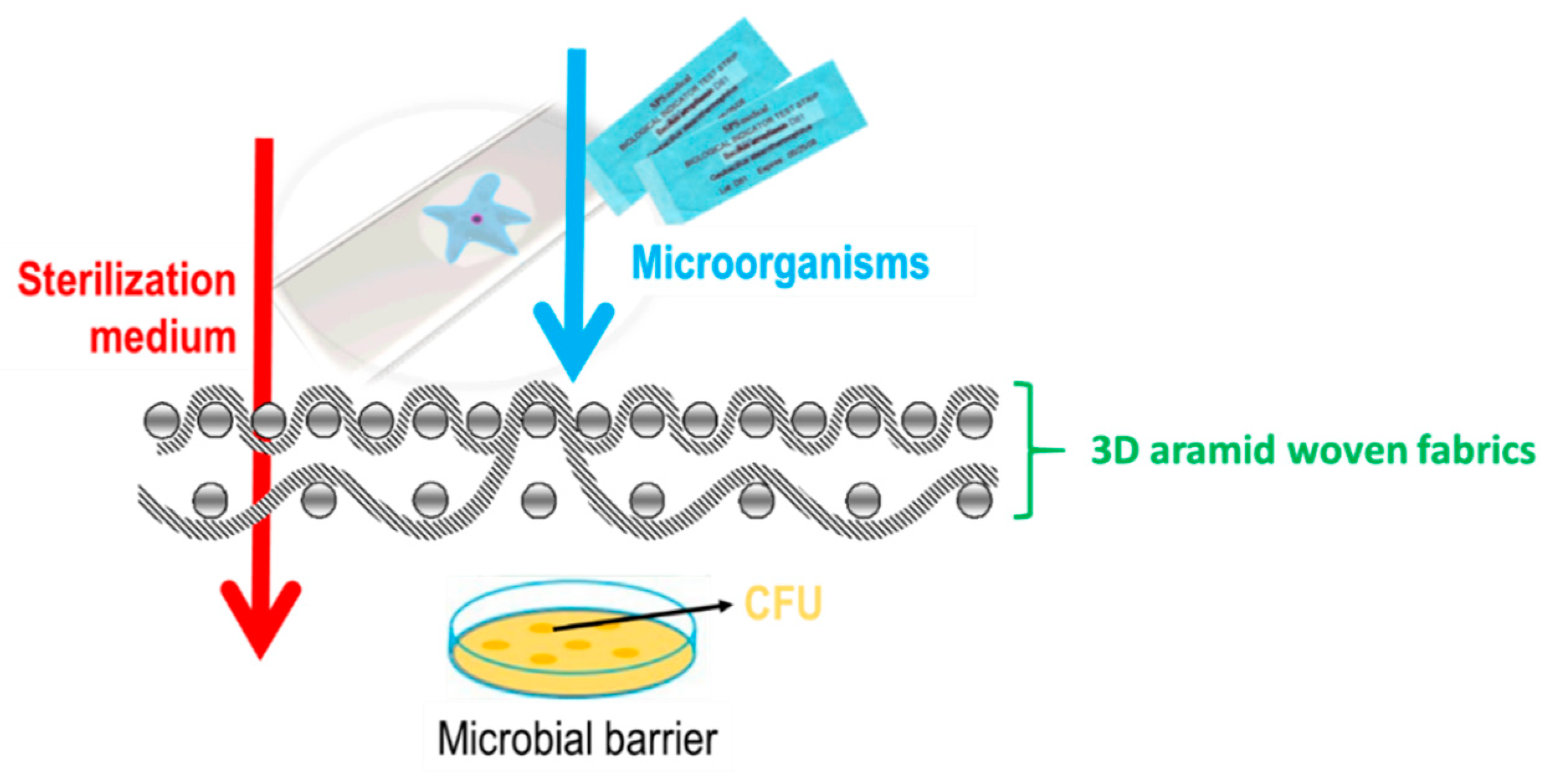
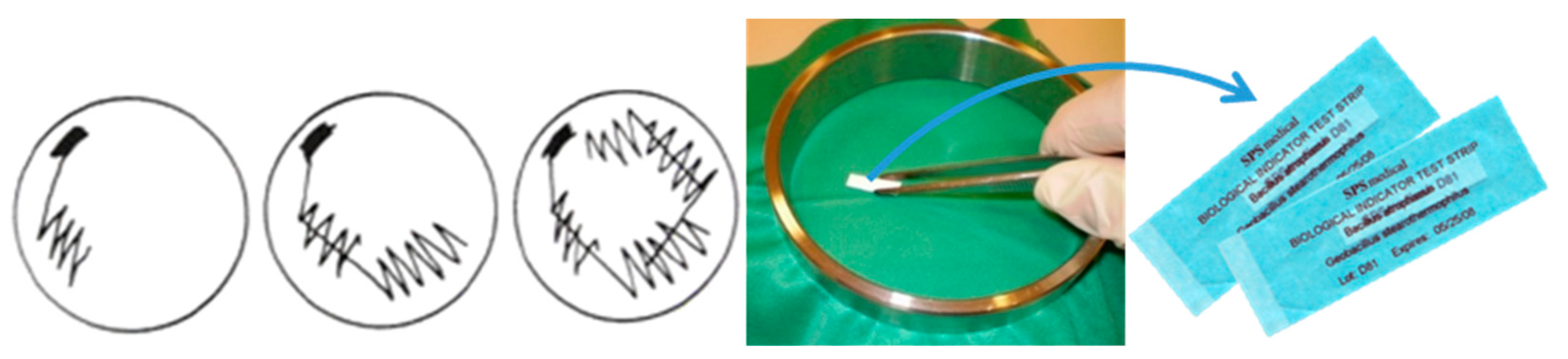
2.4. Microbial Barrier Properties
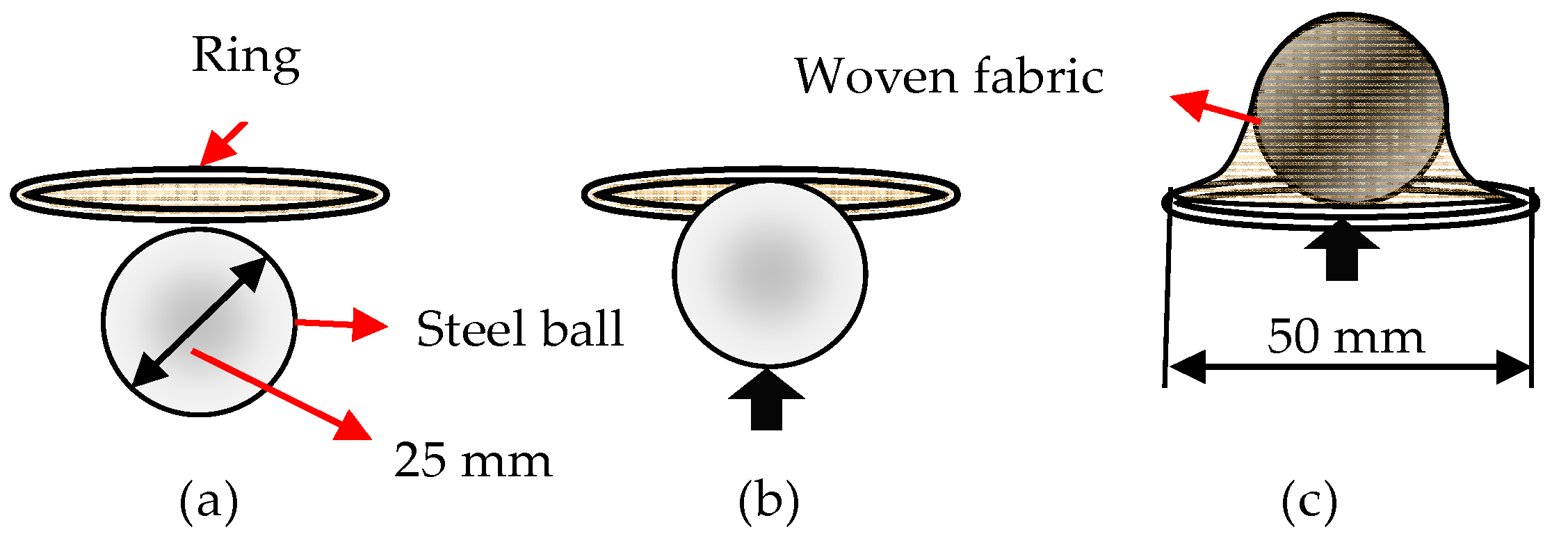
2.5. Bursting Strength of the Woven Fabric Using a Steel Ball
2.6. Washing and Sterilization
3. Results and Discussion
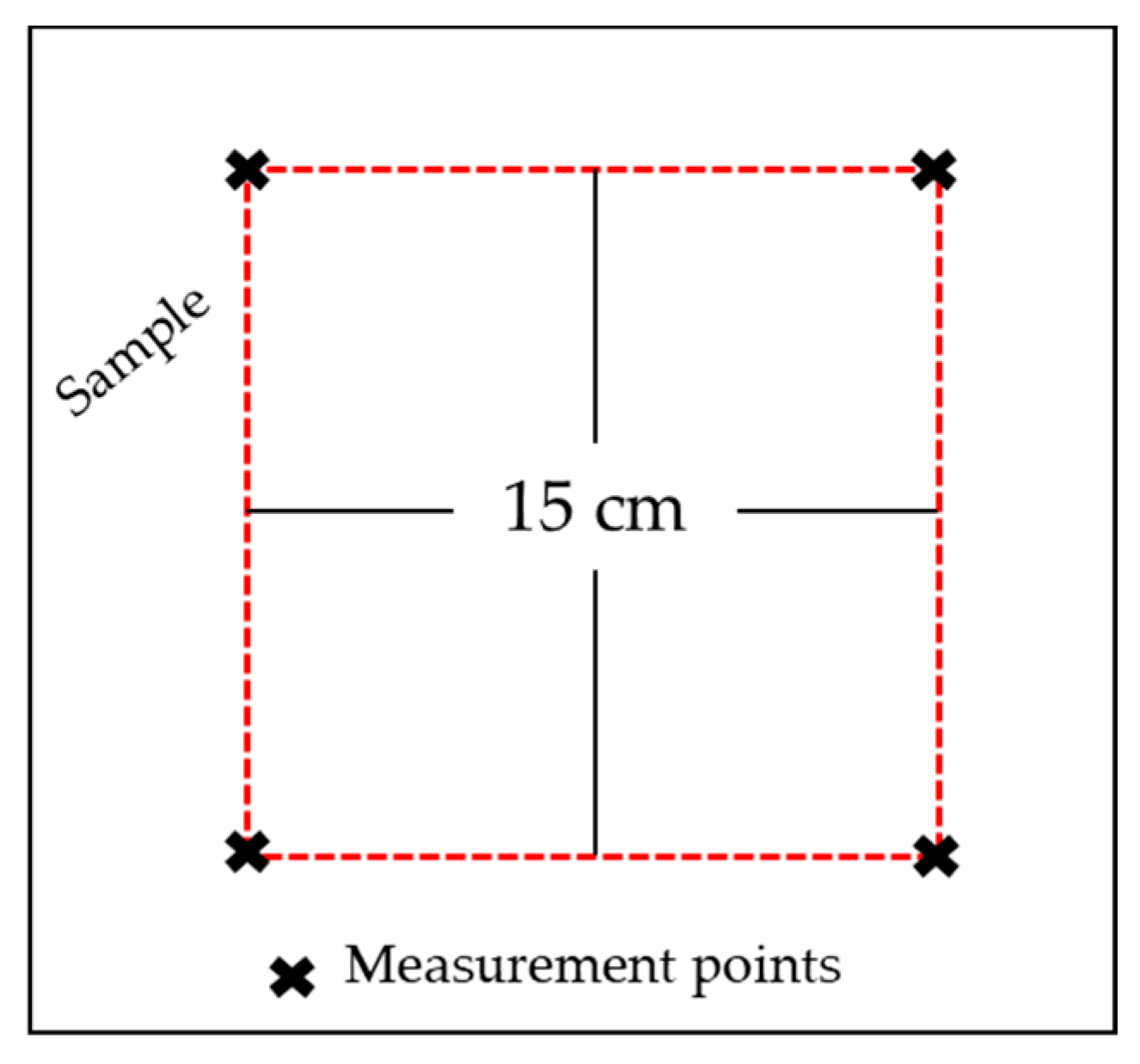
3.1. Dimensional Stability
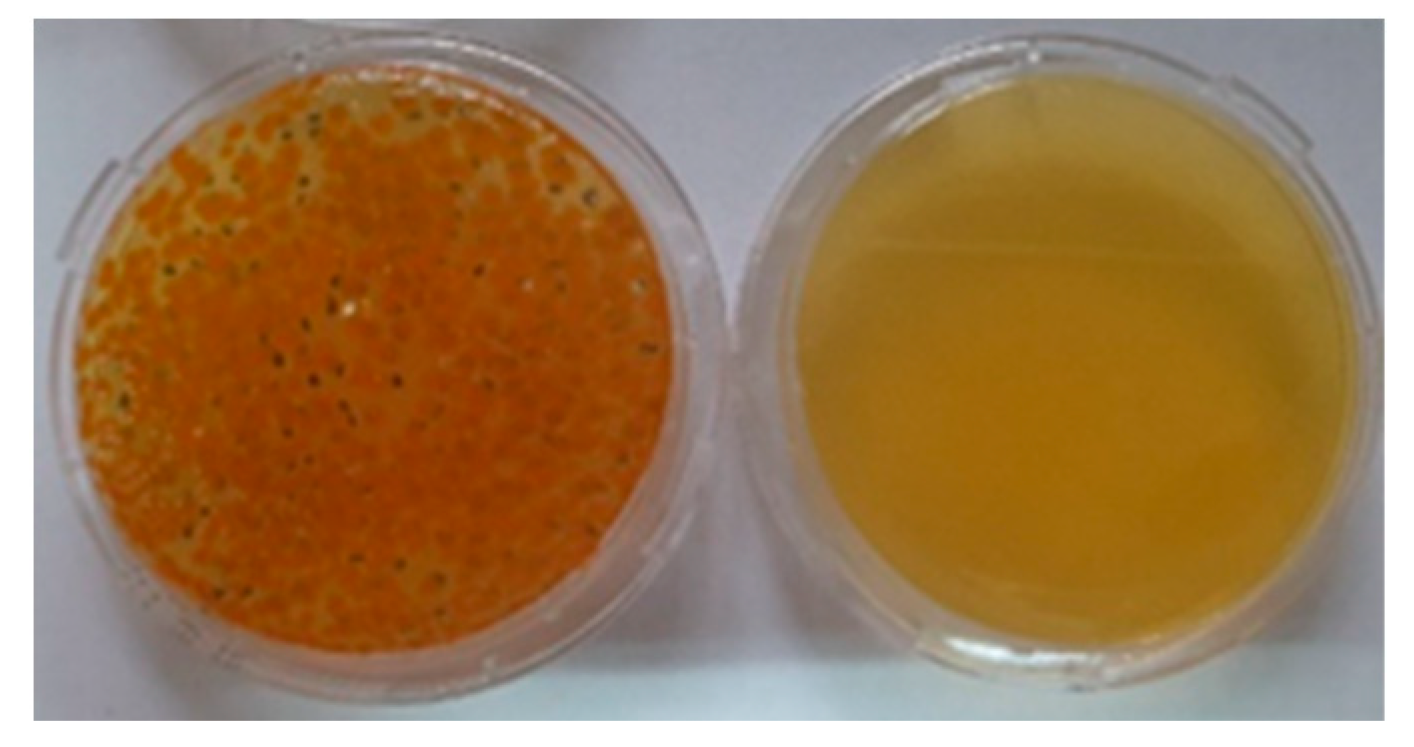
3.2. Microbial Barrier Permeability Results
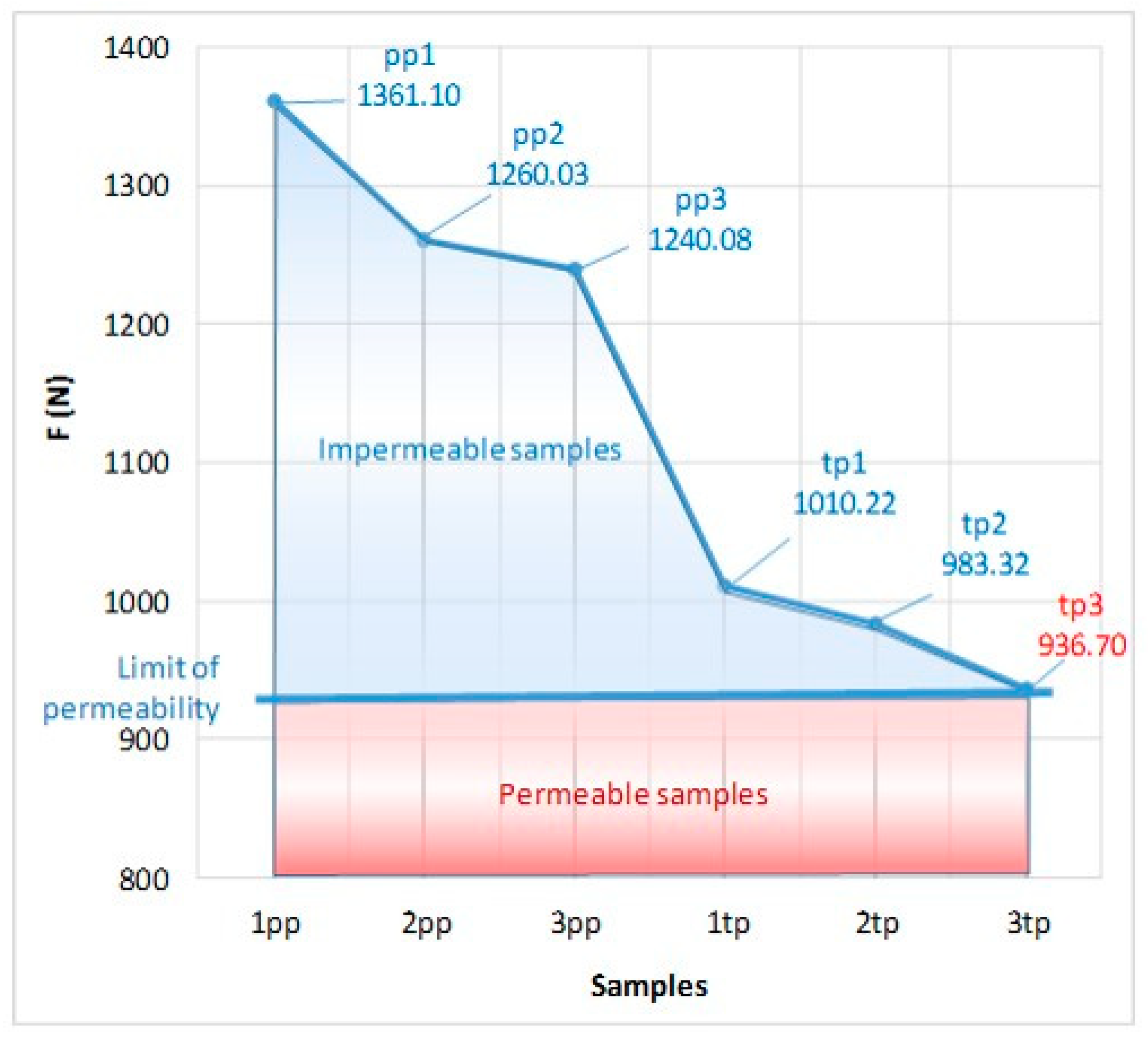
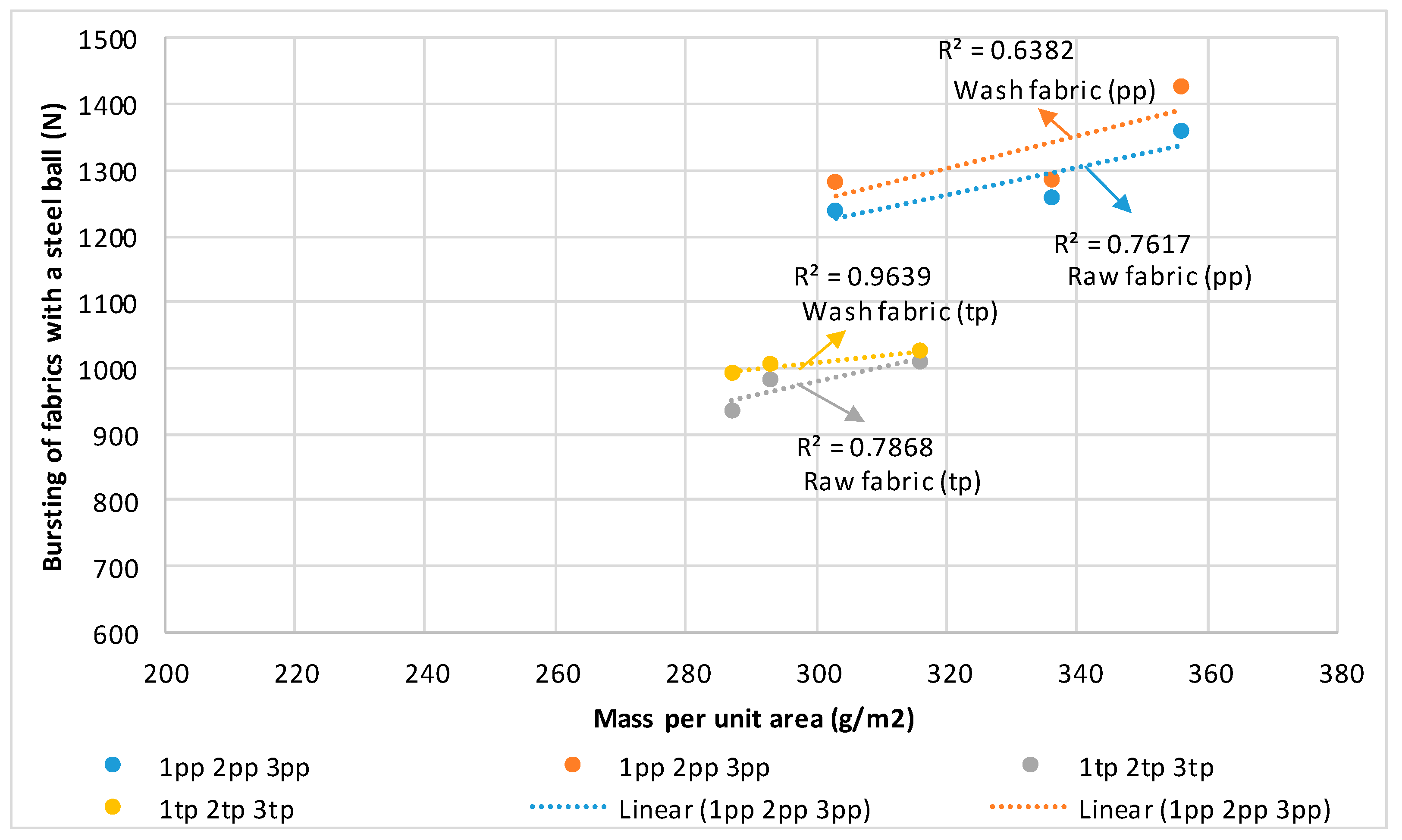
3.3. Results of the Bursting of Fabrics with a Steel Ball
4. Conclusions
- The new structures of 3D-woven aramid fabric provide an effective microbial barrier, and their use is justified in medicine, as packaging for sterile materials.
- The 3D-woven fabric in plain weave, in the upper and lower fabric, provided an effective microbial barrier, i.e., there was no penetration of microorganisms from the front to the back and vice versa.
- Changing the density of the 3D-woven fabric did not affect the penetration of microorganisms, which demonstrates their efficiency and economy.
- The 3D-woven fabric with a weft density of 48 and 52 weft/cm in twill weave in the upper fabric and plain weave in the lower fabric formed an effective microbial barrier.
- The 3D-woven fabric with a weft density of 44 weft/cm in twill weave in the upper fabric (face) and plain weave in the lower fabric (back) did not demonstrate complete protection from the penetration of microorganisms from the face to the back and the back to the face of the fabric.
- The developed 3D-woven aramid fabrics: 1pp, 2pp, 3pp, 1tp, and 2tp can, due to their effective microbial barrier and other protective properties, be used for packaging in medical sterilization.
- Sample 3tp is not recommended for packaging in medical sterilization because it does not have an adequate microbial barrier and does not meet the mandatory impermeability conditions for microorganisms.
- The developed 3D-woven aramid fabrics demonstrated exceptional resistance to bursting.
- Plain embroidery had a higher number of warp and weft interlacing points (fabrics marked “pp”) compared to the twill weave K3/1 (twice as many) and provided greater resistance to bursting by a steel ball.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, Y.; Huang, C.; Xia, H.; Ni, Q.-Q. Research on development of 3D woven textile-reinforced composites and their flexural behavior. Mater. Des. 2021, 212, 110267–110278. [Google Scholar] [CrossRef]
- Bilisk, K. New method of weaving multiaxis three dimensional flat woven fabric: Feasibility of prototype tube carrier weaving. Fibres Text. East. Eur. 2009, 17, 63–69. [Google Scholar]
- Bilisik, K. Multiaxis three dimensional (3D) woven fabric. In Advances in Modern Woven Fabrics Technology; IntechOpen: London, UK, 2011. [Google Scholar]
- Ansar, M.; Xinwei, W.; Chouwei, Z. Modeling strategies of 3D woven composites: A review. Compos. Struct. 2011, 93, 1947–1963. [Google Scholar] [CrossRef]
- Zahid, B.; Chen, X. Manufacturing of single-piece textile reinforced riot helmet shell from vacuum bagging. J. Compos. Mater. 2013, 47, 2343–2351. [Google Scholar] [CrossRef]
- El-Dessouky, H.M.; Snape, A.E.; Turner, J.L.; Saleh, M.N.; Tew, H.; Scaife, R.J. 3D weaving for advanced composite manufacturing: From research to reality. In Proceedings of the SAMPE Conference, Seattle, DC, USA, 22–25 May 2017. [Google Scholar]
- Alagirusamy, R.; Das, A. Technical Textile Yarns; Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Behera, B.K.; Dash, B.P. An experimental investigation into structure and properties of 3D-woven aramid and PBO fabrics. J. Text. Inst. 2013, 104, 1337–1344. [Google Scholar] [CrossRef]
- Czajka, R. Development of Medical Textile Market. Fibres Text. East. Eur. 2005, 13, 13–15. [Google Scholar]
- Oltarzhevskaya, N.D.; Krichevskii, G.E. New medical textile materials koletex: Effective multifunctional depot systems. Pharm. Chem. J. 2005, 39, 42–50. [Google Scholar] [CrossRef]
- Alistair, J.; Subhash, R.; Anand, C. Medical textiles. In Handbook of Technical Textiles; Bolton Institute: Bolton, UK, 2001; pp. 407–424. [Google Scholar]
- Kovačević, S.; Schwarz, I.; Brnada, S. Technical Fabrics; University textbook; University of Zagreb Faculty of Textile Technology Zagreb: Zagreb, Croatia, 2020. [Google Scholar]
- Kovačević, S.; Dimitrovski, K.; Hađina, J. Weaving Processes; University of Zagreb Faculty of Textile Technology: Zagreb, Croatia, 2008; ISBN 978-953-7105-21-1. [Google Scholar]
- Shahjalal, M.; Mridha, J.H.; Hasan, S.M.; Alam, A.M.R. Medical Textiles: Application of implantable medical textiles. Glob. J. Med. Res. 2019, 19, 1–6. [Google Scholar]
- Čepič, G.; Gorjanc, D.Š. Influence of the Web Formation of a Basic Layer of Medical Textiles on Their Functionality. Polymers 2022, 14, 2258. [Google Scholar] [CrossRef] [PubMed]
- Rogina-Car, B. Microbial Barrier Properties of Medical Textiles. Ph.D. Thesis, University of Zagreb, Zagreb, Croatia, 2014. [Google Scholar]
- Belkin, N.L. Aseptic barrier materials for surgical gowns and drapes. AORN J. 1988, 47, 572–576. [Google Scholar]
- Šoša, T. Kirurgija; Naklada Ljevak: Zagreb, Croatia, 2007; ISBN 978-953-178-855-7. [Google Scholar]
- Van Langenhove, L. Smart Textiles for Medicine and Healthcare; Woodhead Publishing Limited: Cambrige, UK, 2007; ISBN -13: 978-1-84569-097-7. [Google Scholar]
- Scott, R.A. Textiles for Protection; Woodhead Publishing Limited: Cambrige, UK, 2005; ISBN -13: 978-1-85573-921-5. [Google Scholar]
- Die EN 13795: OP-Textilien Sind Medizinprodukte. Medical Fabrick GORE™ und ASSIST™ Sind Marken von W.L. Gore & Associates W.L. Gore & Associates GmbH. 2006. Printed in Germany. D1020.TESB7025L02. Available online: https://www.beuth.de/de/norm/din-en-13795/135087909 (accessed on 2 October 2022).
- Enko, M.T. Sterile Supply Packaging; WFHSS-ÖGSV Basic Script: Brussels, Belgium, 2009. [Google Scholar]
- Bojić-Turčić, V. Sterilization and Disinfection in Medicine; Medicom: Zagreb, Croatia, 1994. [Google Scholar]
- ISO 11607-1; Packaging for Terminally Sterilized Medical Devices—Part 1: Requirements for Materials, Sterile Barrier Systems and Packaging Systems. International Organization for Standardization: Geneva, Switzerland, 2006. Available online: https://www.iso.org/obp/ui/#iso:std:iso:11607:-1:ed-1:v1:en (accessed on 1 October 2022).
- ISO 11607-2; Packaging for Terminally Sterilized Medical Devices—Part 2: Validation Requirements for Forming, Sealing and Assembly Processes. International Organization for Standardization: Geneva, Switzerland, 2006. Available online: https://www.iso.org/standard/70800.html (accessed on 1 October 2022).
- Lee, K.P.; Kelly, D.P.; O’Neal, F.O.; Stadler, J.C.; Kennedy, G.L. Aramid fibres. Fundam. Appl. Toxicol. 1988, 11, 12–18. [Google Scholar]
- Rogina-Car, B.; Kovačević, S.; Schwarz, I.; Dimitrovski, K. Microbial Barrier Properties of Cotton Fabric—Influence of Weave Architecture. Polymers 2020, 12, 1570. [Google Scholar] [CrossRef] [PubMed]
- Rogina-Car, B.; Kovačević, S.; Đorđević, S.; Đorđević, D. Influence of Washing and Sterilization on Properties of Polyurethane Coated Fabrics Used in Surgery and for Wrapping Sterile Items. Polymers 2020, 12, 642. [Google Scholar] [CrossRef] [PubMed]
- Rogina-Car, B.; Budimir, A.; Turcic, V.; Katović, D. Do multi-use cellulosic textiles provide safe protection against contamination of sterilized items? Cellulose 2014, 21, 2101–2109. [Google Scholar] [CrossRef]
- Rogina-Car, B.; Budimir, A.; Turcic, V.; Katović, D. New method for determination of barrier properties of medical textiles. Tekstil 2014, 62, 403–408. [Google Scholar]
- Rogina-Car, B.; Budimir, A.; Turcic, V.; Katović, D. Cellulosic Textiles as Wrapping Material in Medical Sterilization. In Cellulose and Cellulose Composites: Modification, Characterization and Applications; Nova Science Publishers, Inc.: New York, NY, USA, 2015; pp. 415–444. [Google Scholar]
- HRN EN ISO 3801; Textil—Woven Fabrics—Determination of Mass Per Unit Length and Mass Per Unit Area (ISO 3801:1977). International Organization for Standardization: Geneva, Switzerland, 2003. Available online: https://www.iso.org/standard/9335.html (accessed on 2 October 2022).
- ISO 5084; Textiles-Determination of Thickness of Textiles and Textile Products. International Organization for Standardization: Geneva, Switzerland, 1996. Available online: https://www.iso.org/standard/23348.html (accessed on 2 October 2022).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Woven Fabric | Weave Upper Fabric-Lower Fabric | Density Warp-Weft (Thread/cm) | Yarn Fineness (tex) | Yarn Composition | Mass Per Unit Area (g/m2) | Thickness (mm) | |
|---|---|---|---|---|---|---|---|---|
| Warp | Weft | Warp and Weft | ||||||
| 1pp 1 | Upper | Plain | 40-35 | 12.5 × 2 | 16.7 × 2 | 95.0% M-aramid Conex NEO 5.0% P-aramid Twaron | 356 | 0.63 |
| Lower | Plain | 20-17 | 12.5 × 2 | 25 | 45.0% Cotton Long Stapel Combed 55.0% Modacrylic Sevel FRSA/L | |||
| 2pp | Upper | Plain | 40-32 | 12.5 × 2 | 16.7 × 2 | 95.0% M-aramid Conex NEO 5.0% P-aramid Twaron | 336 | 0.61 |
| Lower | Plain | 20-16 | 17 × 2 | 25 | 45.0% Cotton Long Stapel Combed 55.0% Modacrylic Sevel FRSA/L | |||
| 3pp | Upper | Plain | 40-30 | 12.5 × 2 | 16.7 × 2 | 95.0% M-aramid Conex NEO 5.0% P-aramid Twaron | 303 | 0.59 |
| Lower | Plain | 20-14 | 17 × 2 | 25 | 45.0% Cotton Long Stapel Combed 55.0% Modacrylic Sevel FRSA/L | |||
| 1tp 2 | Upper | Twill 3/1 | 40-35 | 12.5 × 2 | 16.7 × 2 | 95.0% M-aramid Conex NEO 5.0% P-aramid Twaron | 316 | 0.61 |
| Lower | Plain | 20-17 | 17 × 2 | 25 | 45.0% Cotton Long Stapel Combed 55.0% Modacrylic Sevel FRSA/L | |||
| 2tp | Upper | Twill 3/1 | 40-32 | 12.5 × 2 | 16.7 × 2 | 95.0% M-aramid Conex NEO 5.0% P-aramid Twaron | 293 | 0.58 |
| Lower | Plain | 20-16 | 17 × 2 | 25 | 45.0% Cotton Long Stapel Combed 55.0% Modacrylic Sevel FRSA/L | |||
| 3tp | Upper | Twill 3/1 | 40-30 | 12.5 × 2 | 16.7 × 2 | 95.0% M-aramid Conex NEO 5.0% P-aramid Twaron | 287 | 0.58 |
| Lower | Plain | 20-14 | 17 × 2 | 25 | 45.0% Cotton Long Stapel Combed 55.0% Modacrylic Sevel FRSA/L | |||
| Woven Fabric | Upper Fabric (Face of the 3D Fabric) | Lower Fabric (Back of the 3D Fabric) | |
|---|---|---|---|
| 1pp |  |  |  |
| 2pp |  |  |  |
| 3pp |  |  |  |
| 1tp |  |  |  |
| 2tp |  |  |  |
| 3tp |  |  |  |
| Washing Solution | Disinfecting Agent | Temperature, °C | Bath Ratio |
|---|---|---|---|
| 0.7 g/kg Ce 2.5 g/kg Ca | 4 g/kg Cc | 60 | 1:5 |
| Samples | Raw Fabric | 1 Dimensional Change (%) | ||
|---|---|---|---|---|
| Warp | Weft | Washed Fabric | ||
| 1pp | 225 cm2 | 15.0 cm | 14.5 cm | 217.5 cm2 −3% |
| 2pp | 225 cm2 | 15.0 cm | 14.5 cm | 217.5 cm2 −3% |
| 3pp | 225 cm2 | 15.0 cm | 14.5 cm | 217.5 cm2 −3% |
| 1tp | 225 cm2 | 14.5 cm | 14.5 cm | 217.5 cm2 −3% |
| 2tp | 225 cm2 | 14.8 cm | 14.6 cm | 216.1 cm2 −4% |
| 3tp | 225 cm2 | 14.7 cm | 14.5 cm | 213.2 cm2 −5% |
| Samples | Mass Per Unit Area (g/m2) | Thickness (mm) | |
|---|---|---|---|
| 1pp | Mean | 356 | 0.63 |
| CV (%) | 4.2 | 1.02 | |
| 2pp | Mean | 336 | 0.61 |
| CV (%) | 3.8 | 1.46 | |
| 3pp | Mean | 303 | 0.59 |
| CV (%) | 3.8 | 2.01 | |
| 1tp | Mean | 316 | 0.61 |
| CV (%) | 4.8 | 1.54 | |
| 2tp | Mean | 299 | 0.58 |
| CV (%) | 3.6 | 1.05 | |
| 3tp | Mean | 287 | 0.58 |
| CV (%) | 3.9 | 1.85 |
| Samples | Number of Isolate | The Average Number of Bacterial Colonies on the Front Side (CFU) | The Average Number of Bacterial Colonies on the Back Side (CFU) | Ratio CFU 1 | The Average Number of Bacterial Colonies on the Back Side (CFU) | The Average Number of Bacterial Colonies on the Front Side (CFU) | Ratio CFU |
|---|---|---|---|---|---|---|---|
| After 1 washing and sterilisation procedure | |||||||
| 1pp | 6 | 154 | 0 | - | 226 | 0 | - |
| 2pp | 6 | 143 | 0 | - | 196 | 0 | - |
| 3pp | 6 | 133 | 0 | - | 252 | 0 | - |
| 1tp | 6 | 141 | 0 | - | 182 | 0 | - |
| 2tp | 6 | 126 | 0 | - | 200 | 0 | - |
| 3tp | 6 | 144 | 1 | 144:1 | 166 | 1 | 166:1 |
| After 5 washing and sterilisation procedures | |||||||
| 1pp | 6 | 161 | 0 | - | 229 | 0 | - |
| 2pp | 6 | 150 | 0 | - | 201 | 0 | - |
| 3pp | 6 | 142 | 0 | - | 265 | 0 | - |
| 1tp | 6 | 149 | 0 | - | 190 | 0 | - |
| 2tp | 6 | 133 | 0 | - | 207 | 0 | - |
| 3tp | 6 | 147 | 0 | - | 172 | 0 | - |
| After 10 washing and sterilisation procedures | |||||||
| 1pp | 6 | 177 | 0 | - | 233 | 0 | - |
| 2pp | 6 | 152 | 0 | - | 211 | 0 | - |
| 3pp | 6 | 145 | 0 | - | 272 | 0 | - |
| 1tp | 6 | 150 | 0 | - | 193 | 0 | - |
| 2tp | 6 | 140 | 0 | - | 215 | 0 | - |
| 3tp | 6 | 151 | 0 | - | 180 | 0 | - |
| Samples | Raw Fabric | After the First Wash | |||
|---|---|---|---|---|---|
| F (N) | l (mm) | F (N) | l (mm) | ||
| 1pp | Mean | 1361.10 | 21.00 | 1427.11 | 25.66 |
| CV (%) | 6.24 | 0.21 | 5.92 | 2.73 | |
| 2pp | Mean | 1260.03 | 21.33 | 1284.73 | 27.42 |
| CV (%) | 8.05 | 2.71 | 7.55 | 2.01 | |
| 3pp | Mean | 1240.08 | 20.00 | 1318.59 | 26.89 |
| CV (%) | 10.30 | 0.46 | 6.17 | 1.58 | |
| 1tp | Mean | 1010.22 | 20.67 | 1025.37 | 23.19 |
| CV (%) | 2.10 | 2.79 | 4.63 | 1.94 | |
| 2tp | Mean | 983.32 | 20.33 | 1005.21 | 23.75 |
| CV (%) | 7.77 | 2.79 | 7.94 | 1.57 | |
| 3tp | Mean | 936.70 | 20.07 | 992.74 | 24.69 |
| CV (%) | 12.51 | 2.79 | 8.48 | 2.06 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kovačević, S.; Rogina-Car, B.; Kiš, A. Application of 3D-Woven Fabrics for Packaging Materials for Terminally Sterilized Medical Devices. Polymers 2022, 14, 4952. https://doi.org/10.3390/polym14224952
Kovačević S, Rogina-Car B, Kiš A. Application of 3D-Woven Fabrics for Packaging Materials for Terminally Sterilized Medical Devices. Polymers. 2022; 14(22):4952. https://doi.org/10.3390/polym14224952
Chicago/Turabian StyleKovačević, Stana, Beti Rogina-Car, and Ana Kiš. 2022. "Application of 3D-Woven Fabrics for Packaging Materials for Terminally Sterilized Medical Devices" Polymers 14, no. 22: 4952. https://doi.org/10.3390/polym14224952
APA StyleKovačević, S., Rogina-Car, B., & Kiš, A. (2022). Application of 3D-Woven Fabrics for Packaging Materials for Terminally Sterilized Medical Devices. Polymers, 14(22), 4952. https://doi.org/10.3390/polym14224952