

Experimental Investigation and Optimization of Turning Polymers Using RSM, GA, Hybrid FFD-GA, and MOGA Methods

 , ,
, ,  and
and
Abstract
:1. Introduction
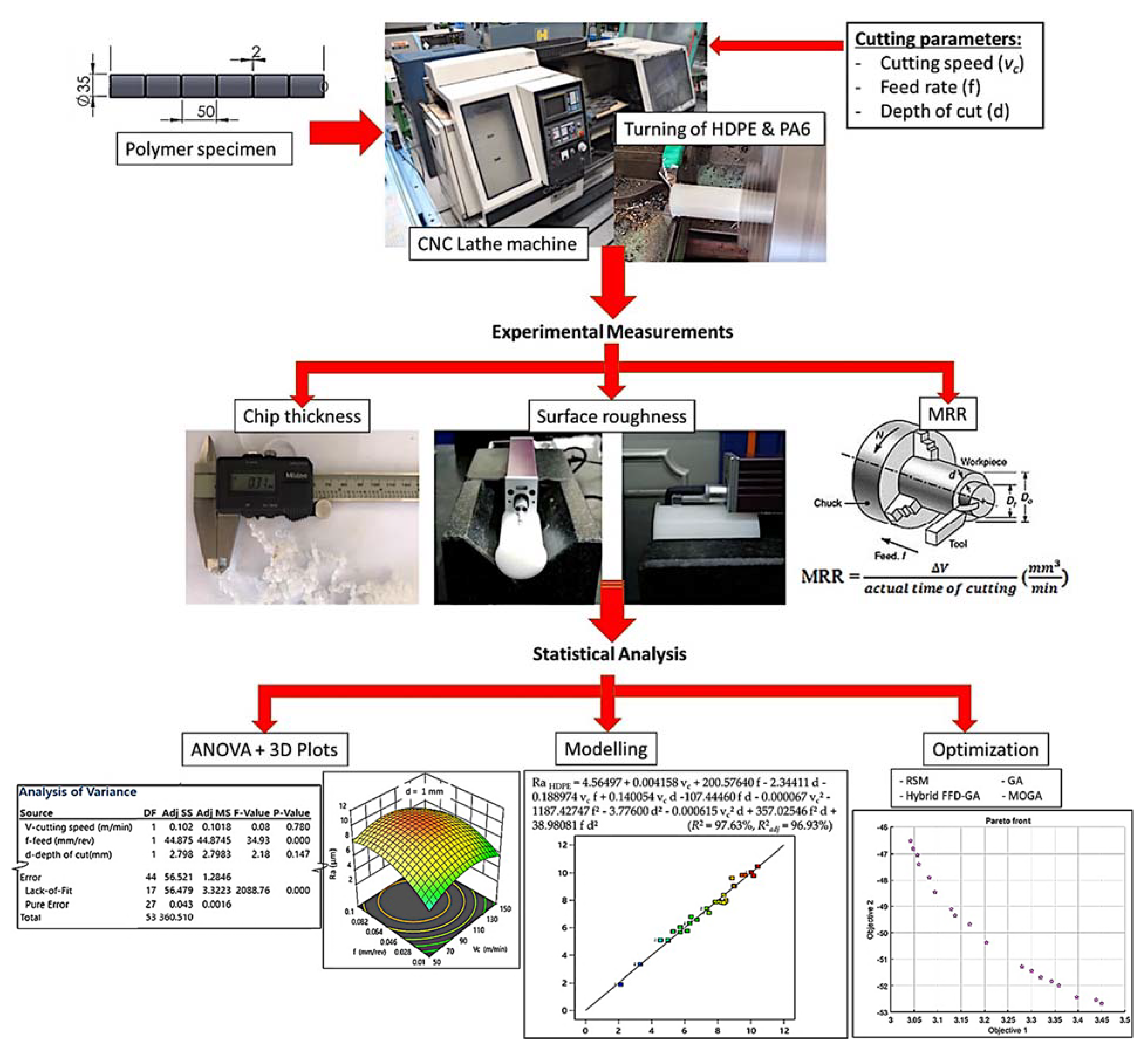
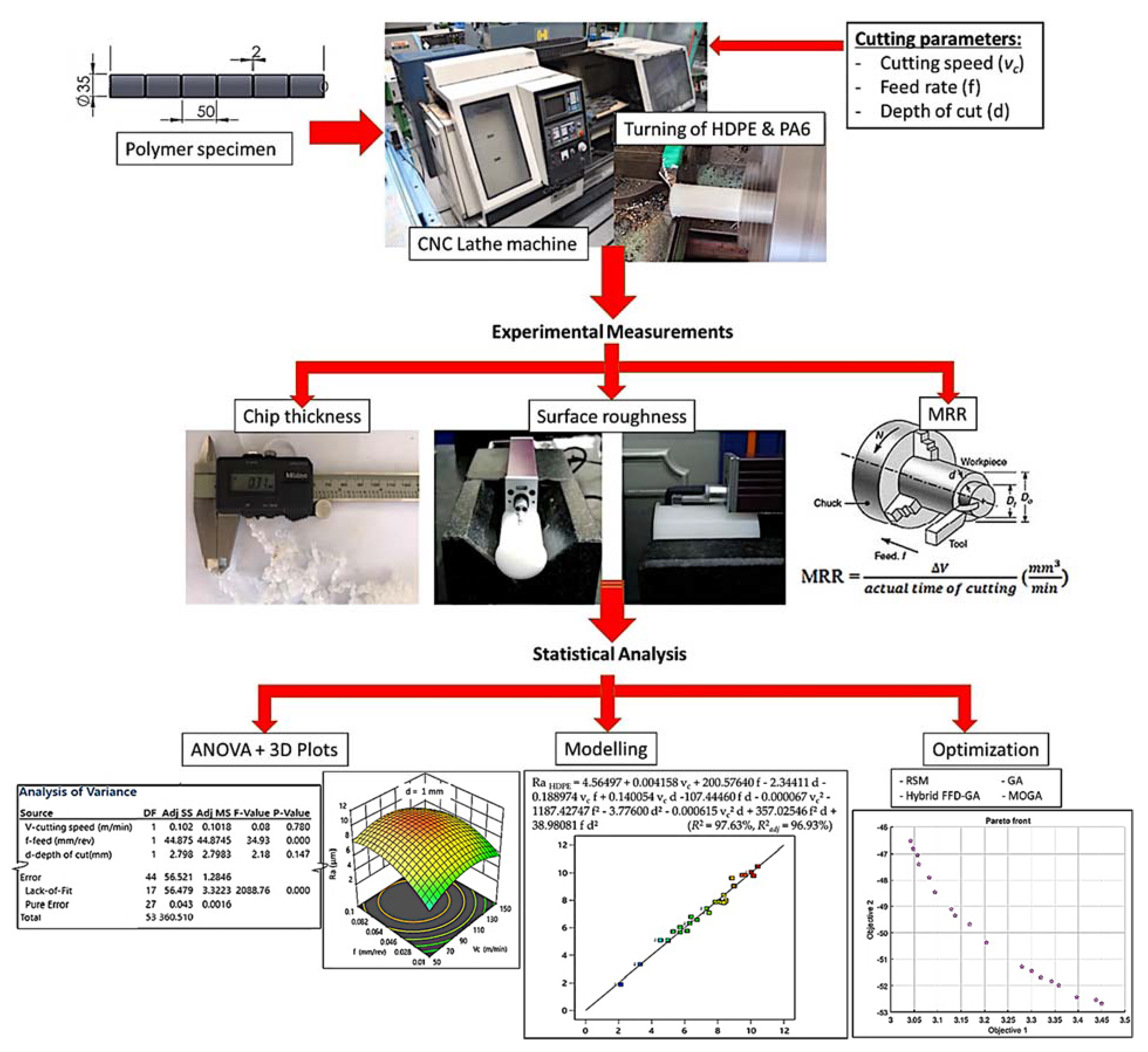
2. Experimental Procedures
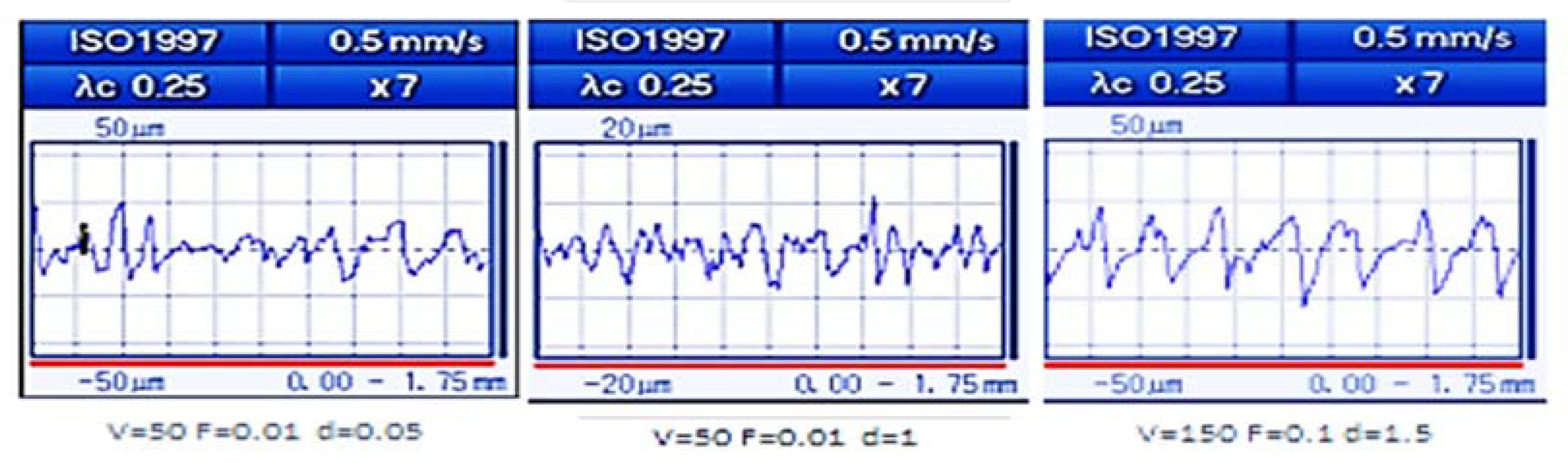
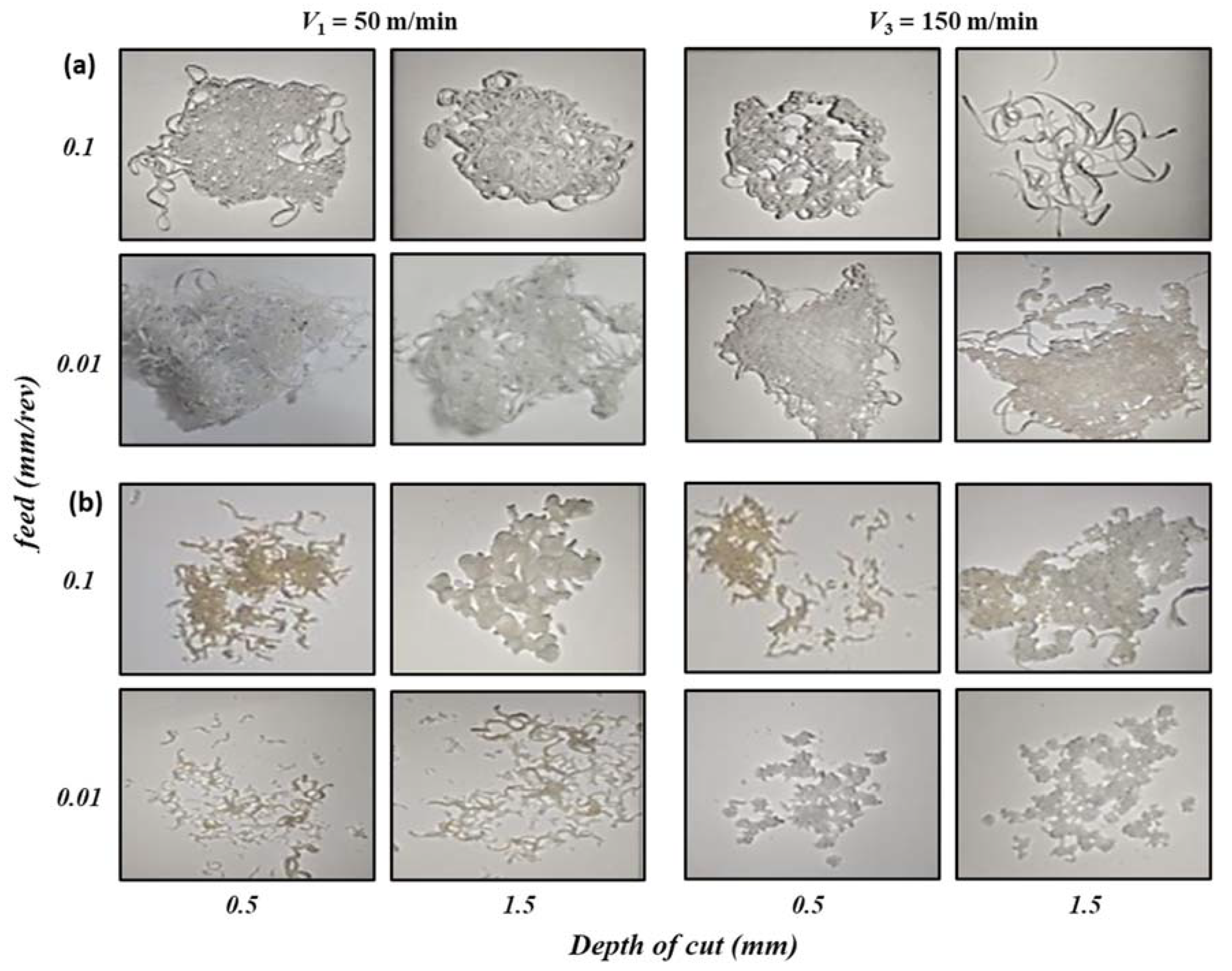
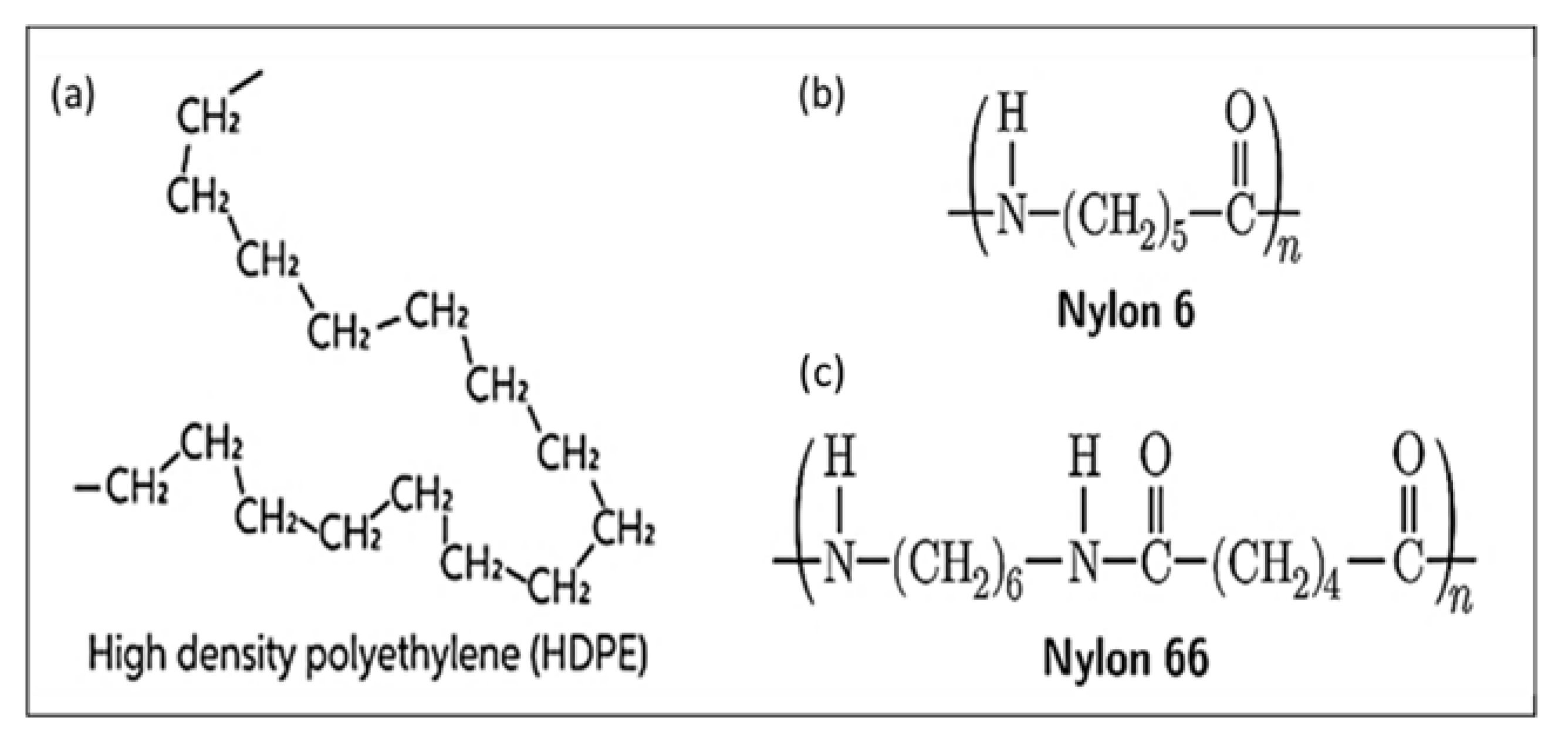
2.1. Materials and Measurement Methods
2.2. Experimentation and Data Collection
3. Results and Discussion
3.1. Experimental Results
3.2. Statistical Results
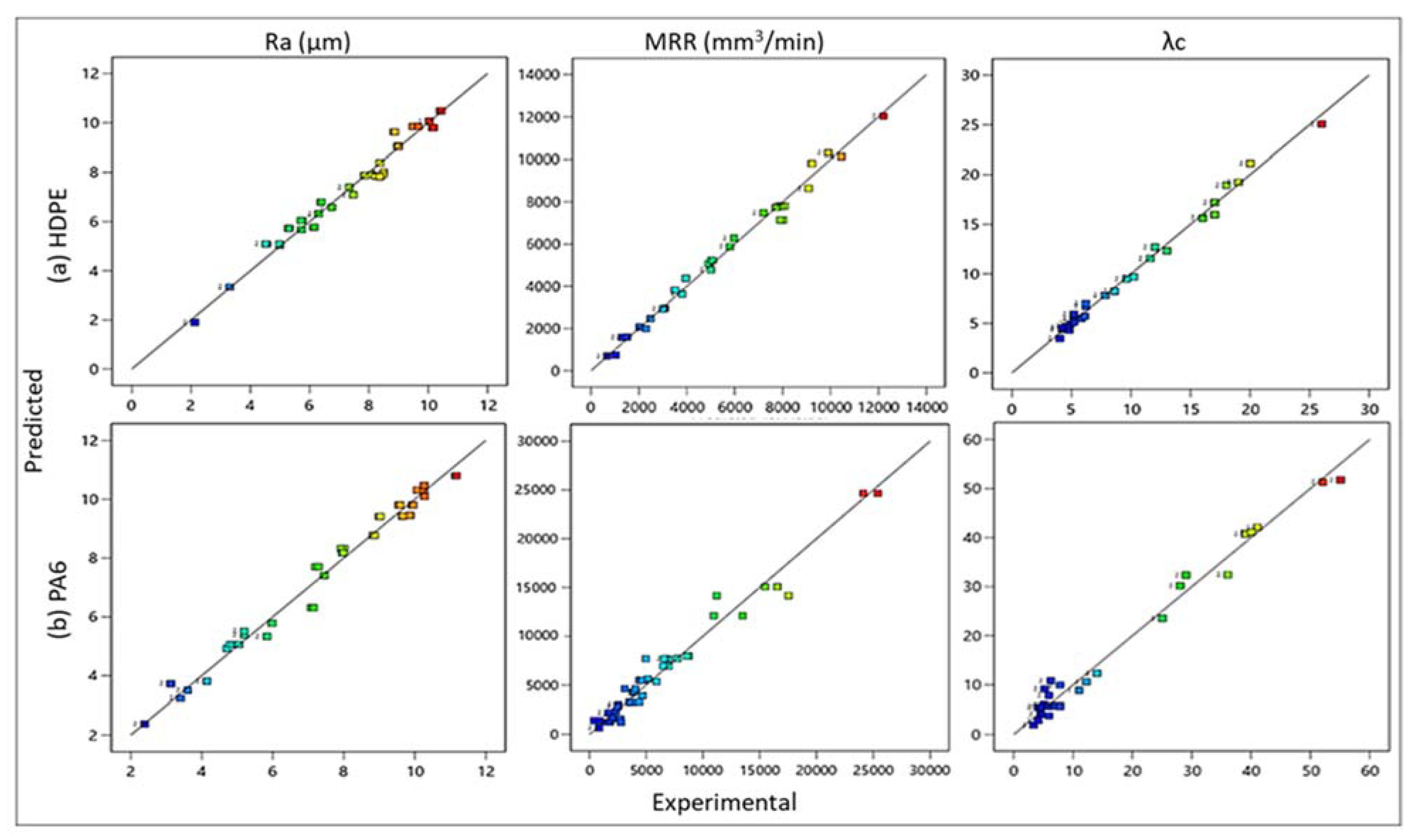
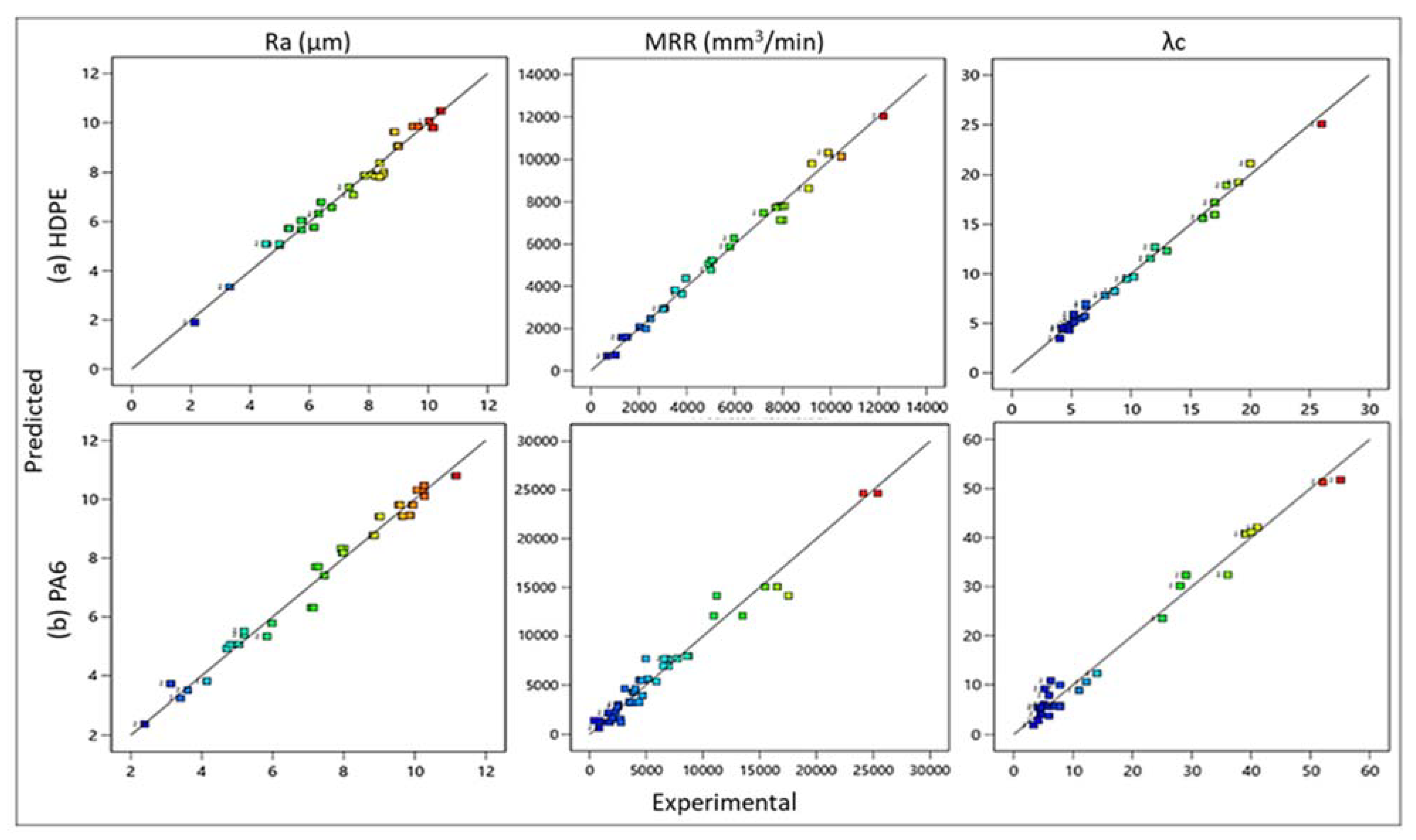
3.2.1. Regression Model
(R2 = 97.63%, R2adj = 96.93%)
(R2 = 99.10%, R2adj = 98.71%)
(R2 = 99.17%, R2adj = 98.92%)
(R2 = 98.46%, R2adj = 97.53%)
(R2 = 96.42%, R2adj = 95.38%)
(R2 = 98.23%, R2adj = 97.82%)
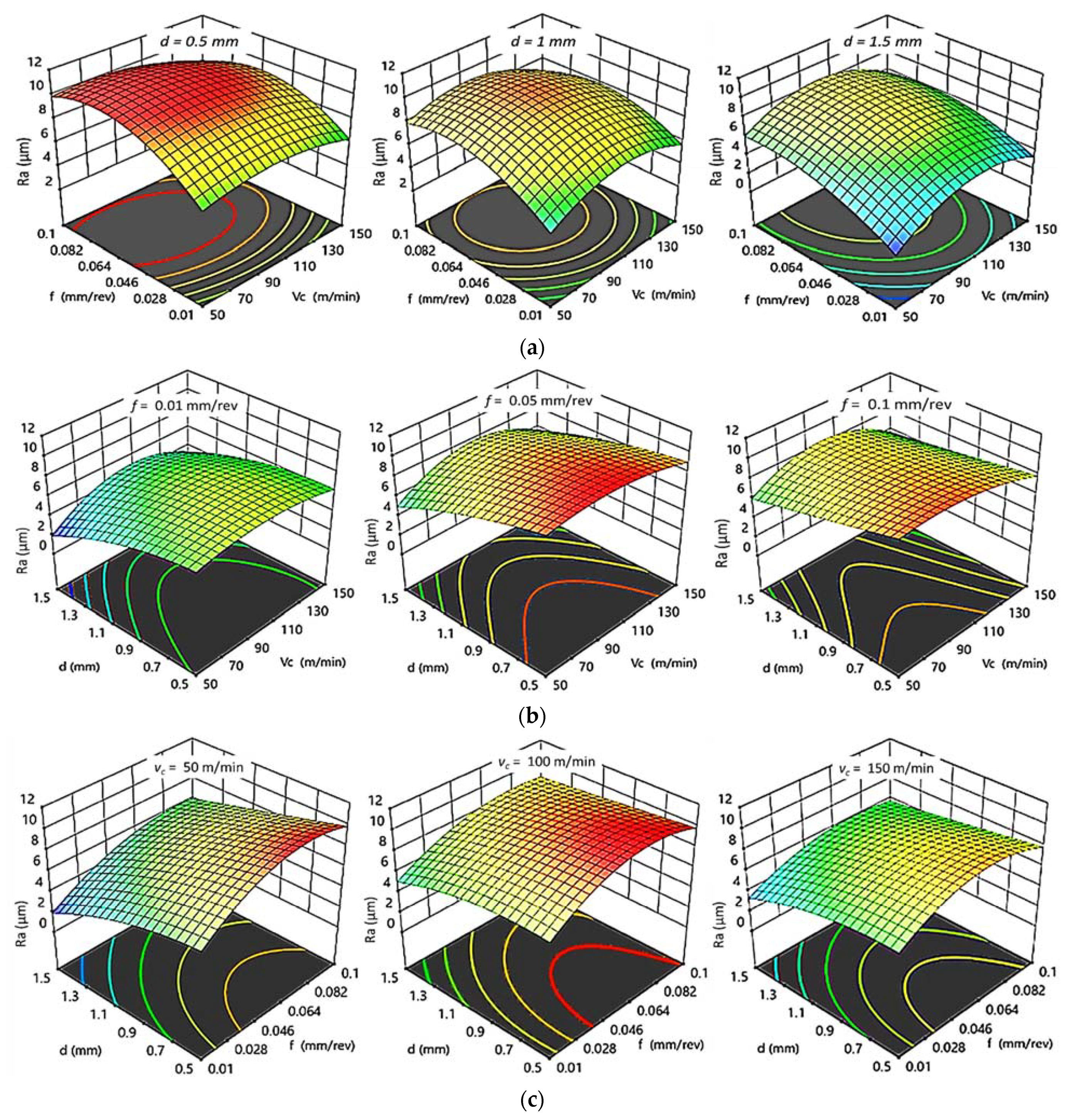
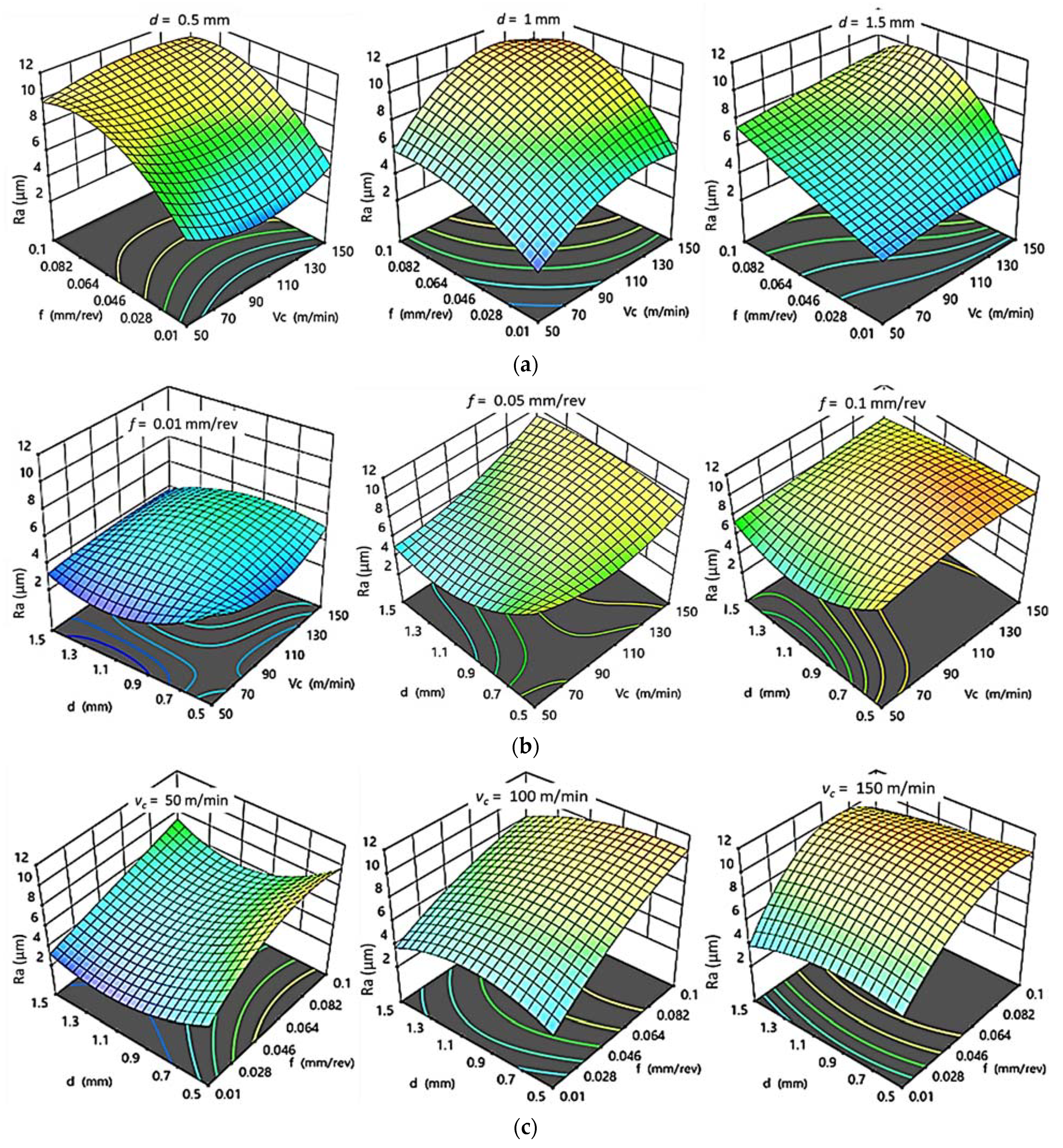
3.2.2. Effect of Cutting Parameters on Ra
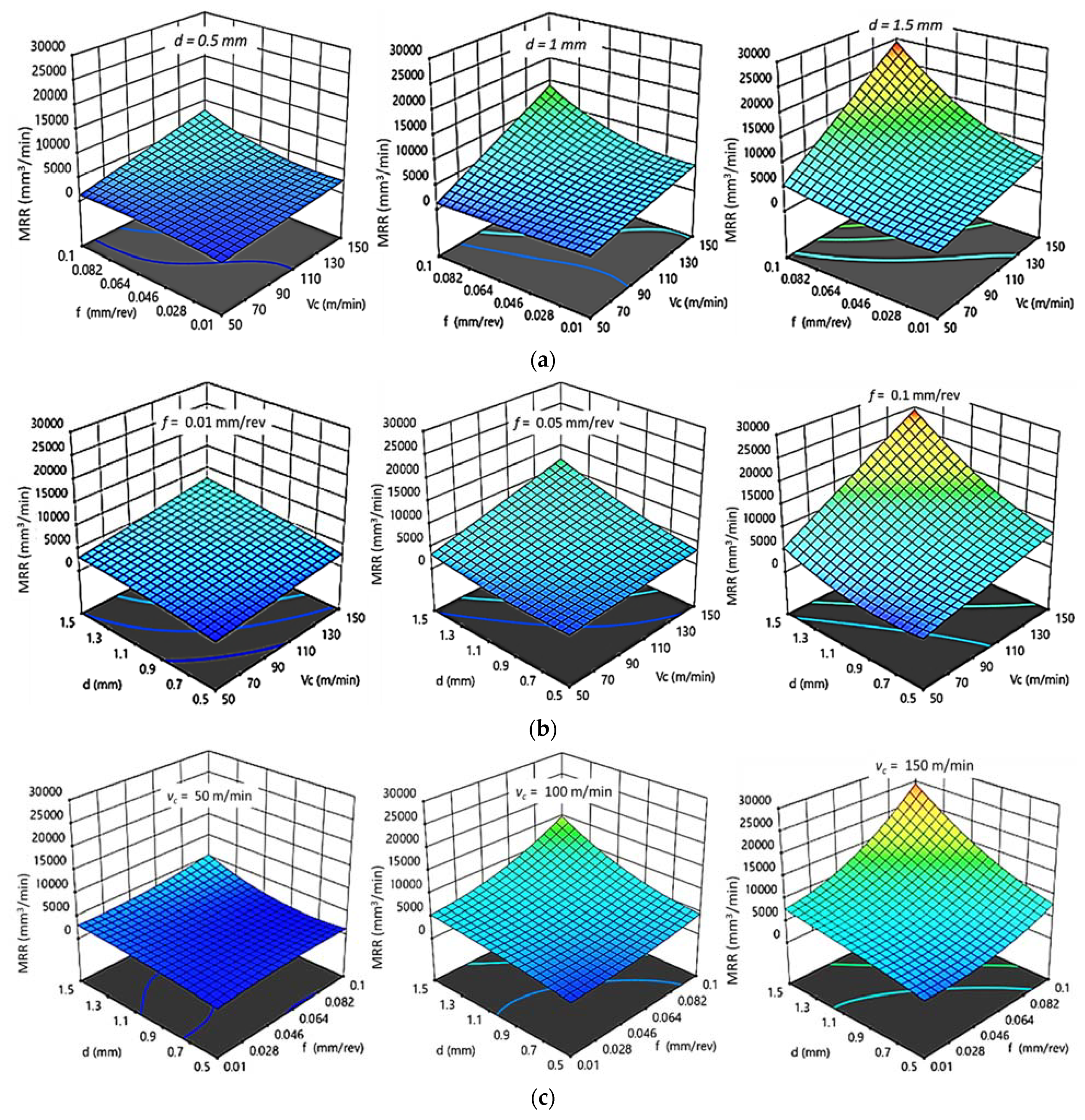
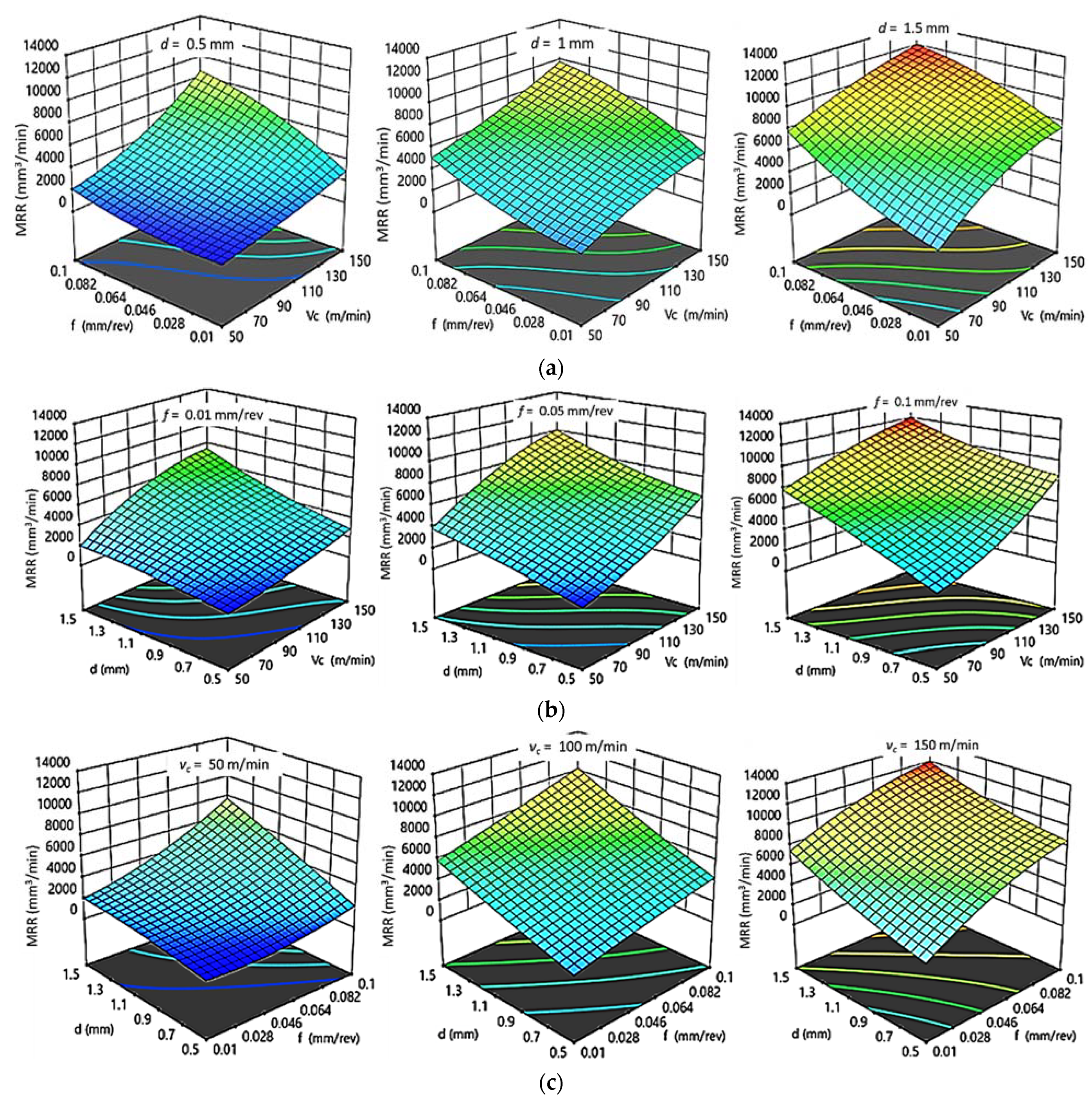
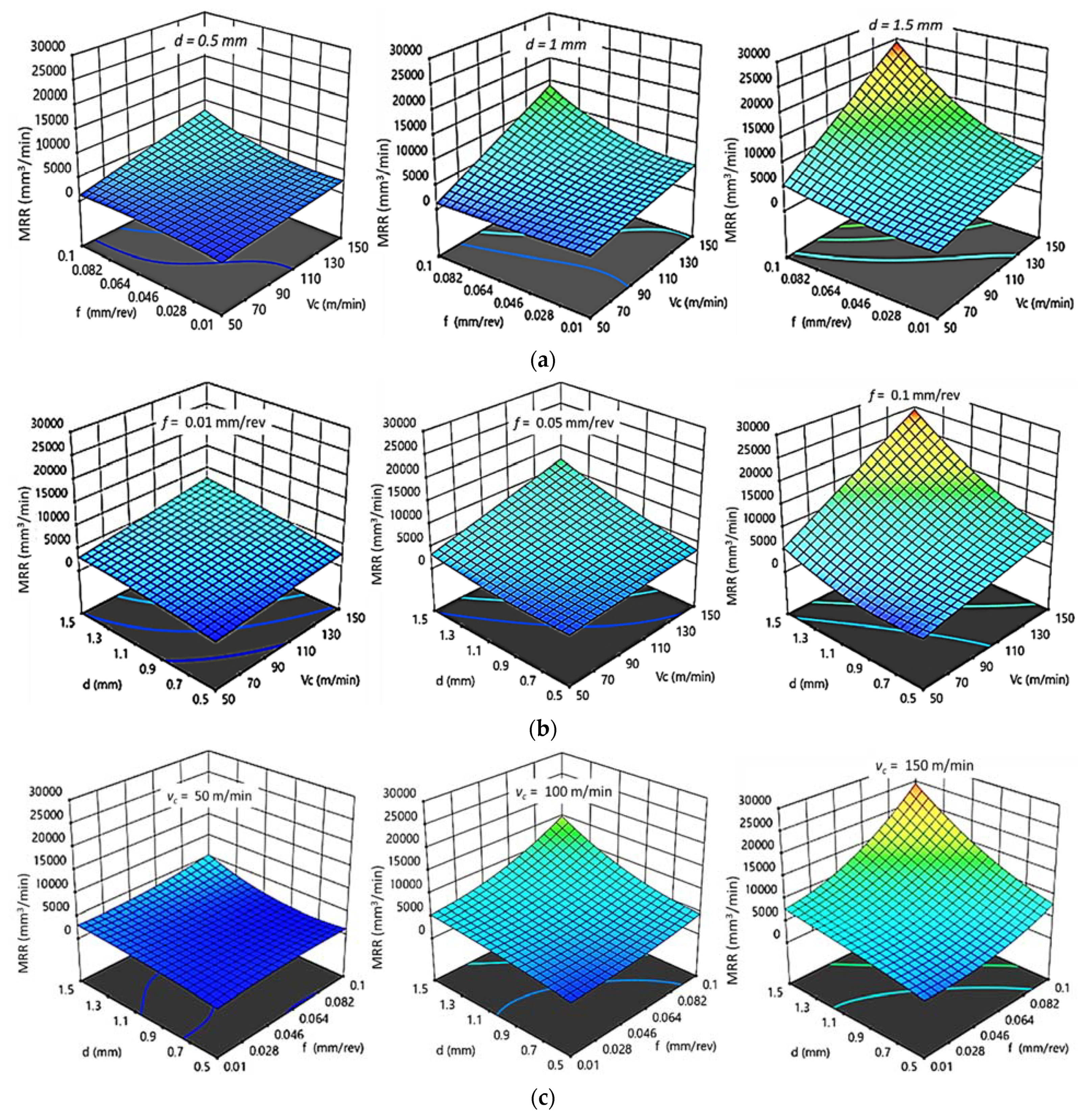
3.2.3. Effect of Cutting Parameters on MRR
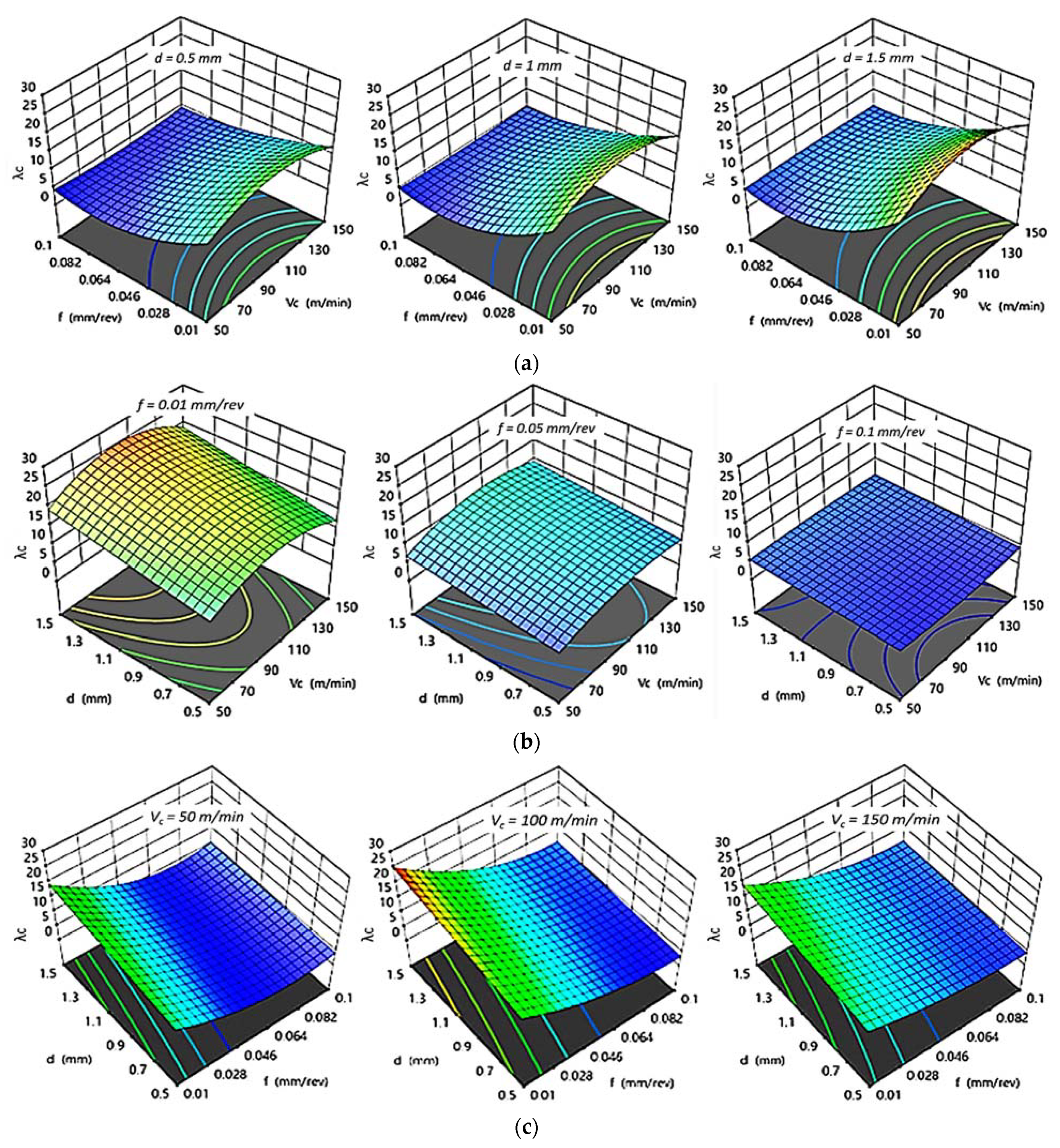
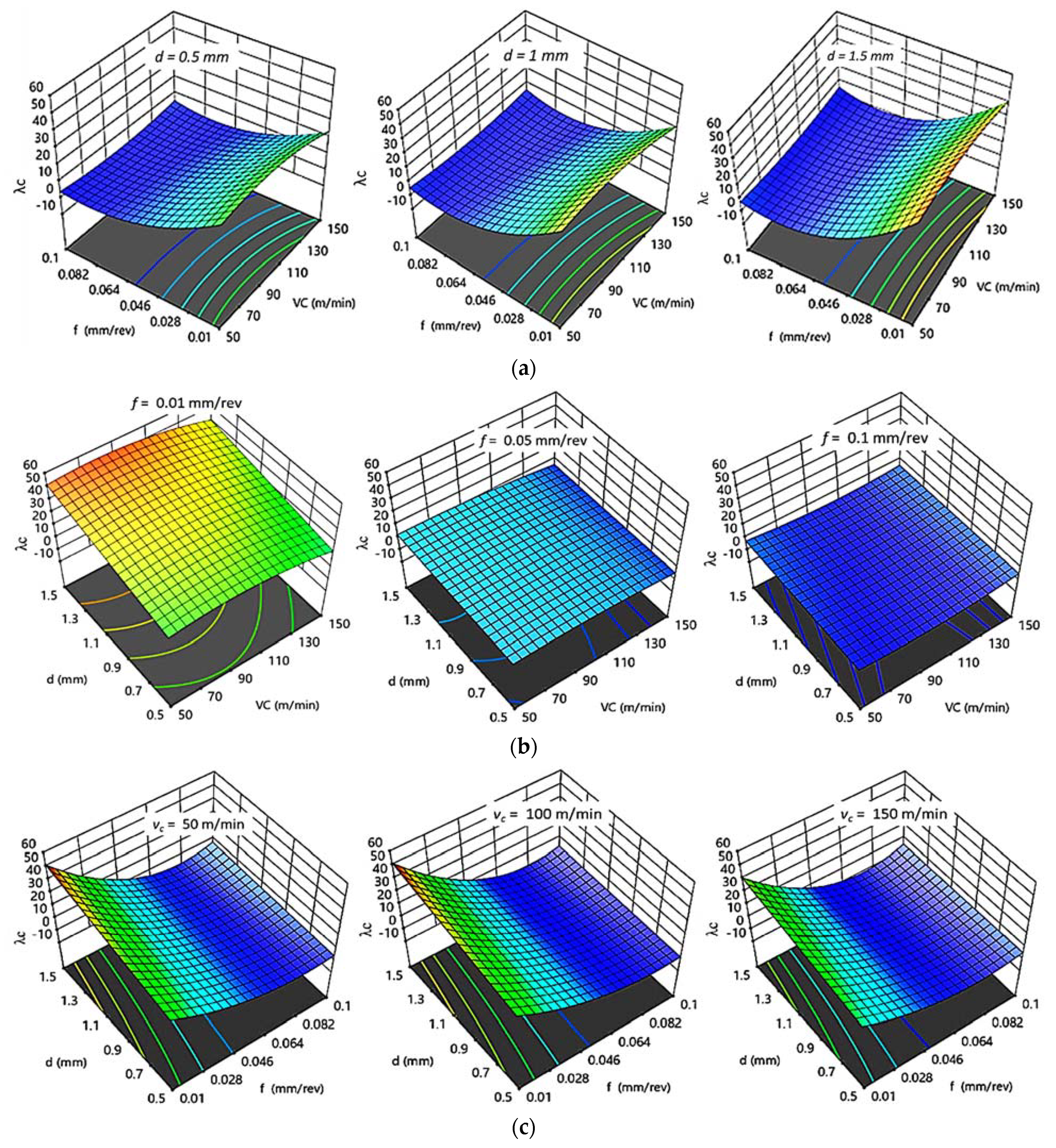
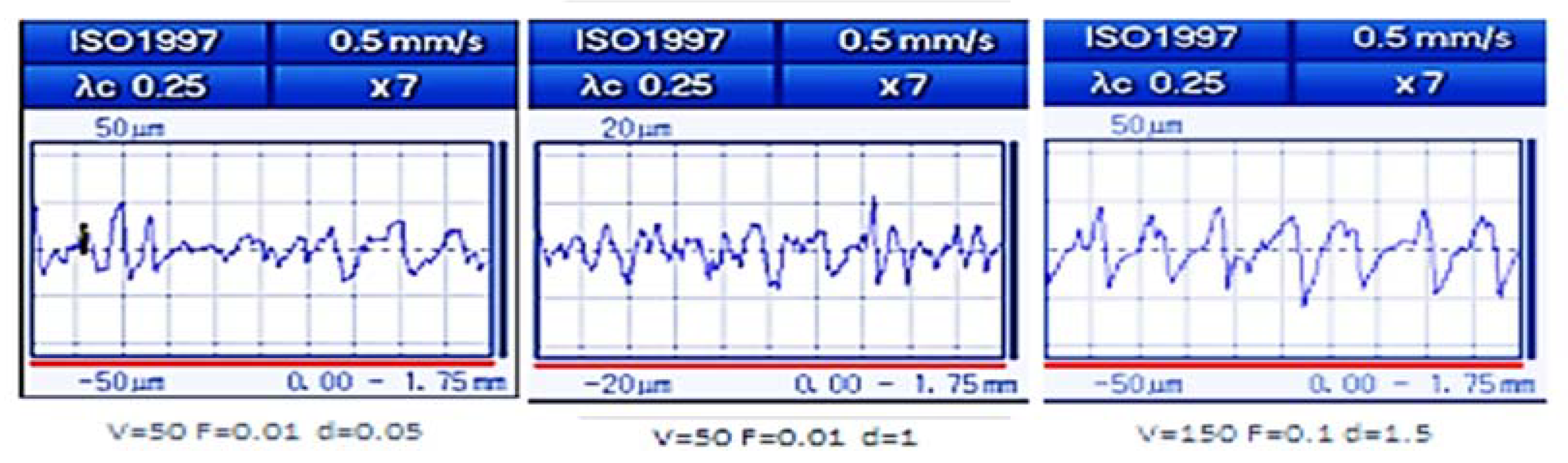
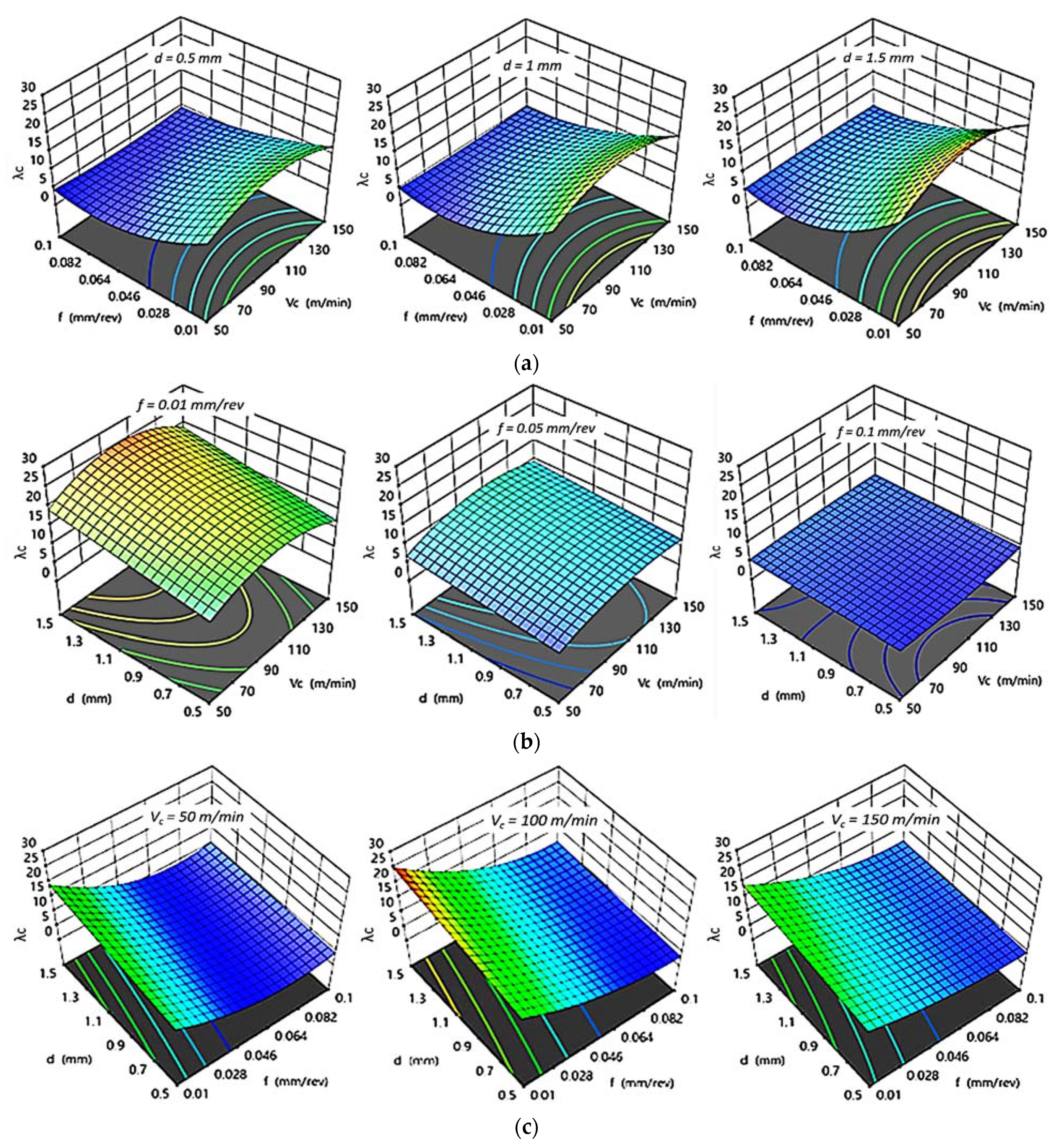
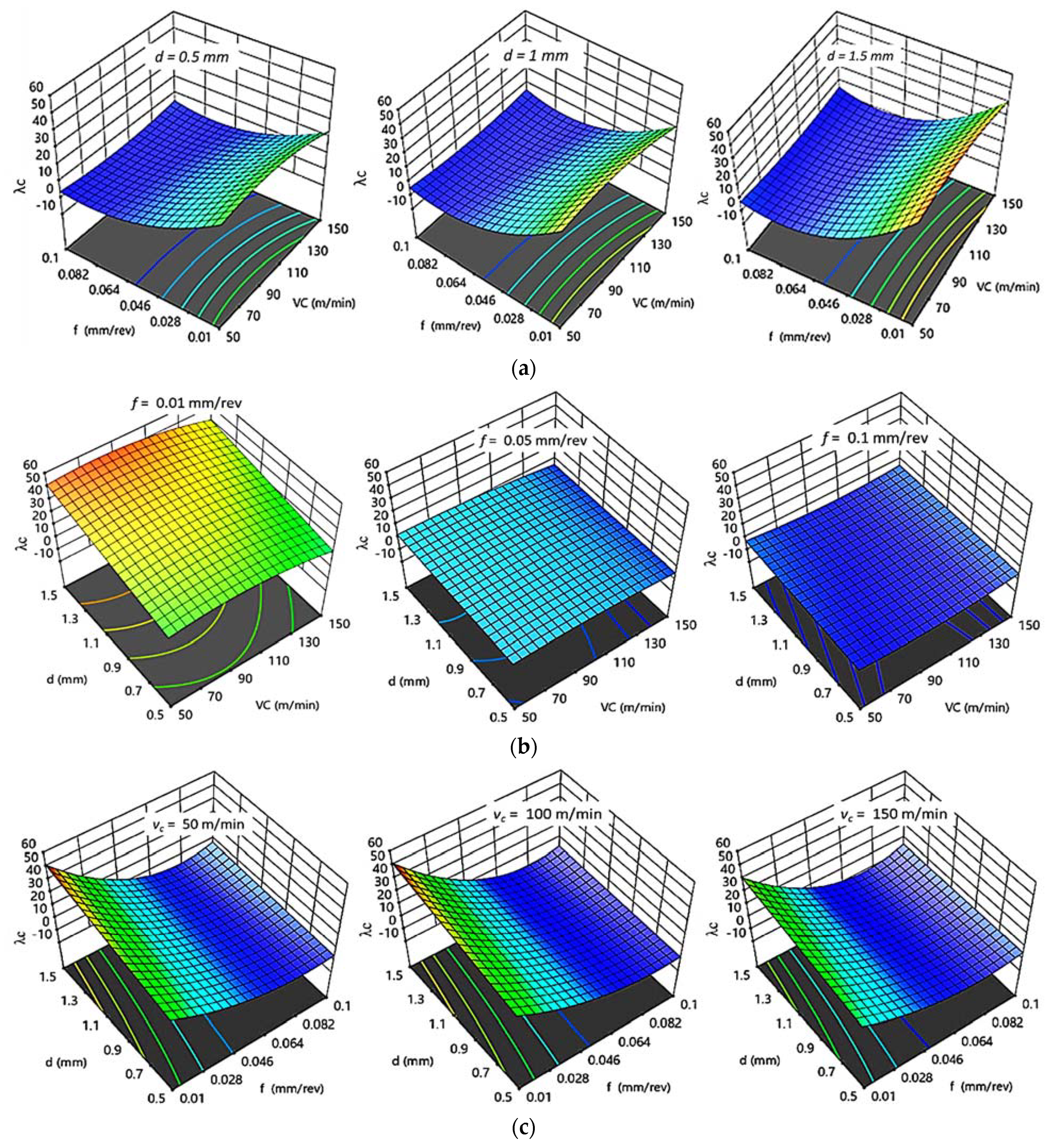
3.2.4. Effect of Cutting Parameters on λc
3.3. Optimization Results
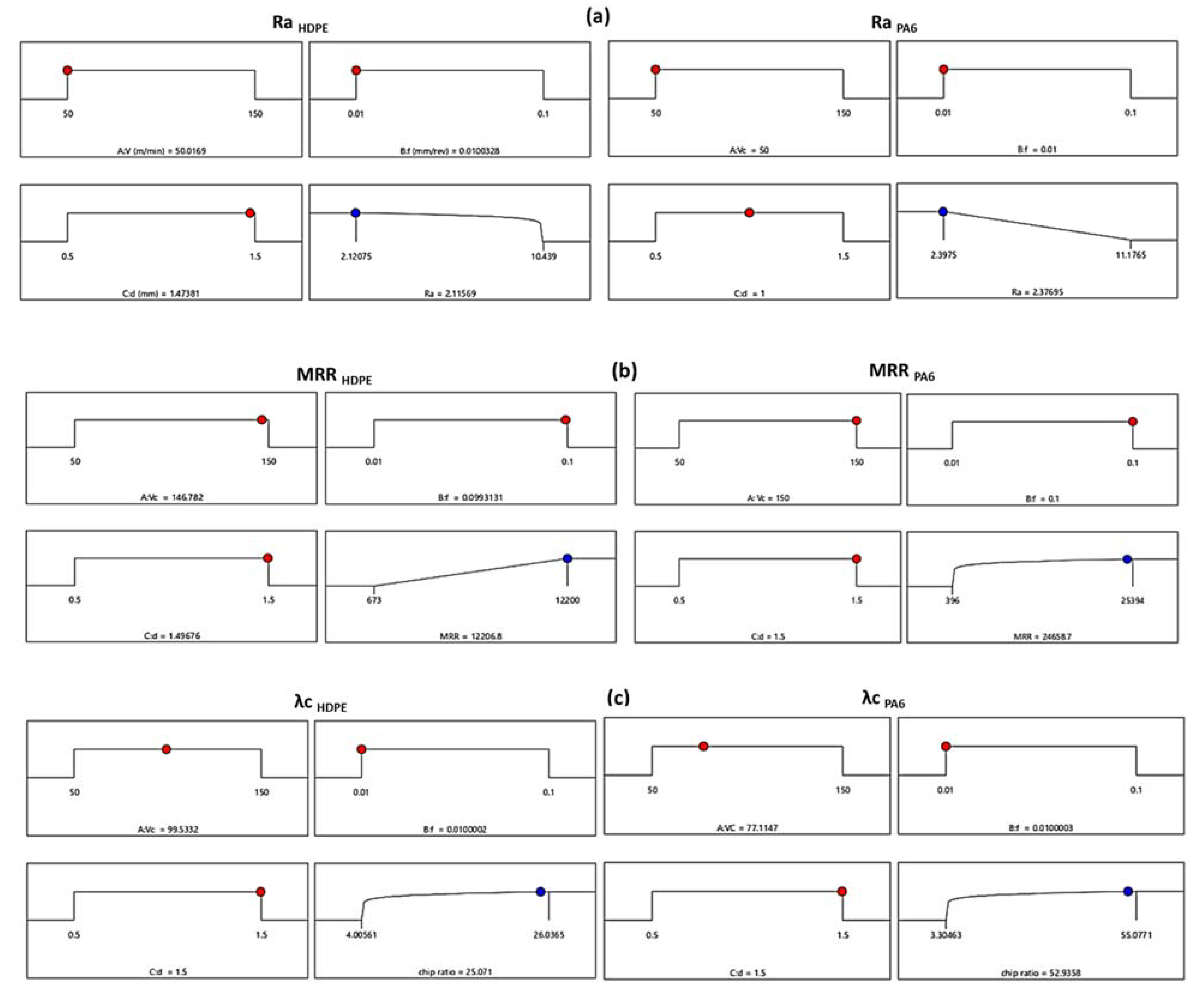
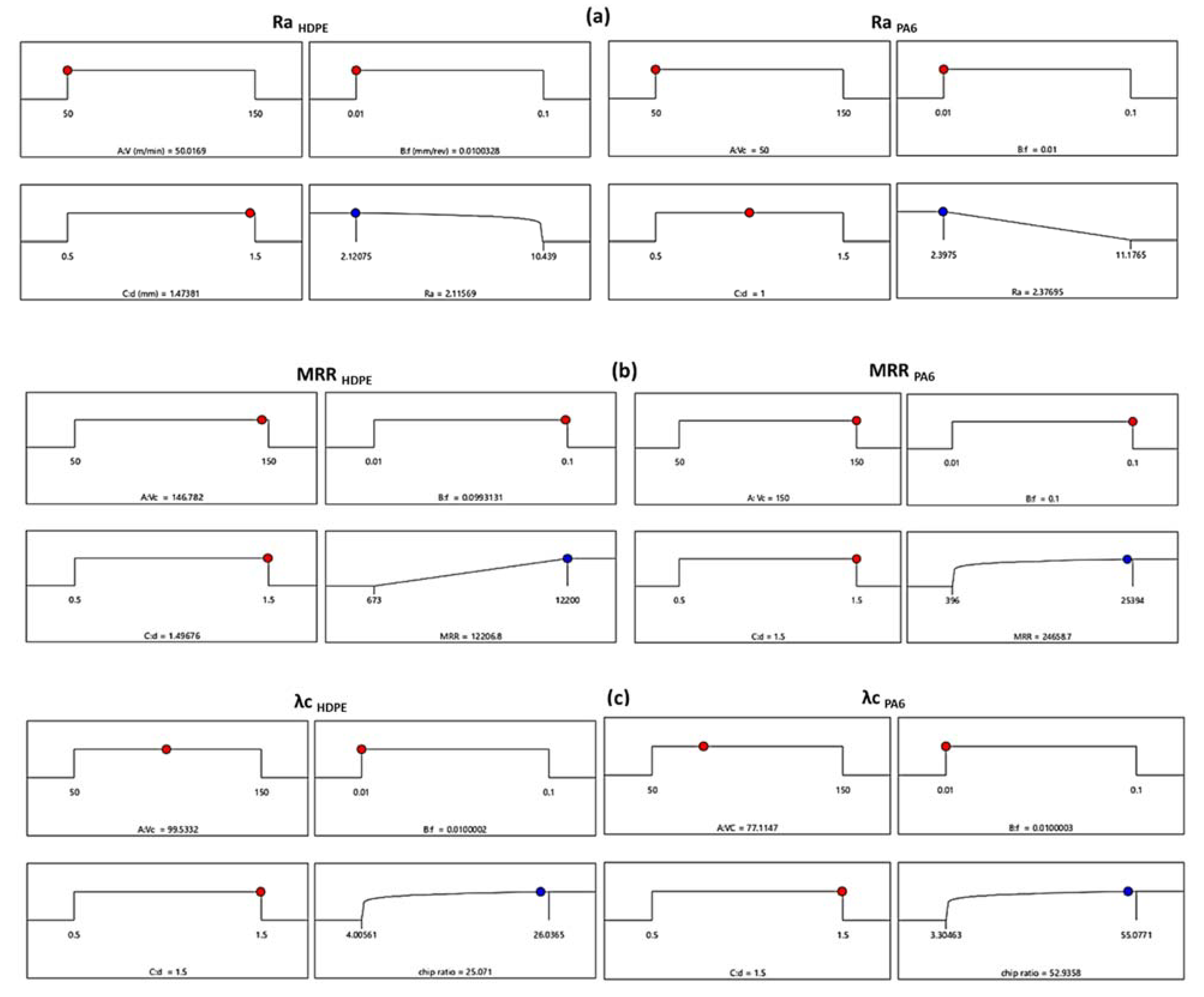
3.3.1. RSM Results
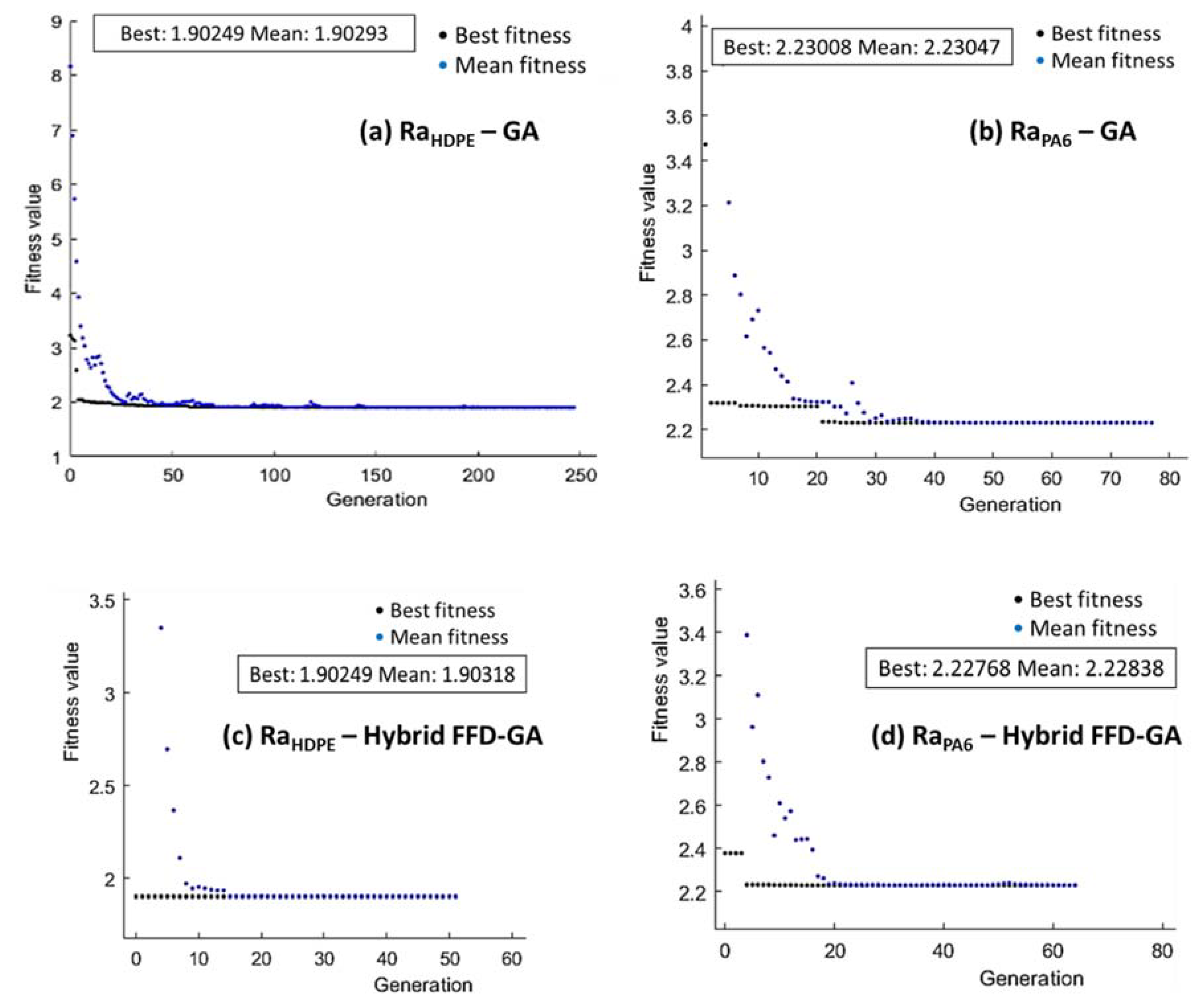
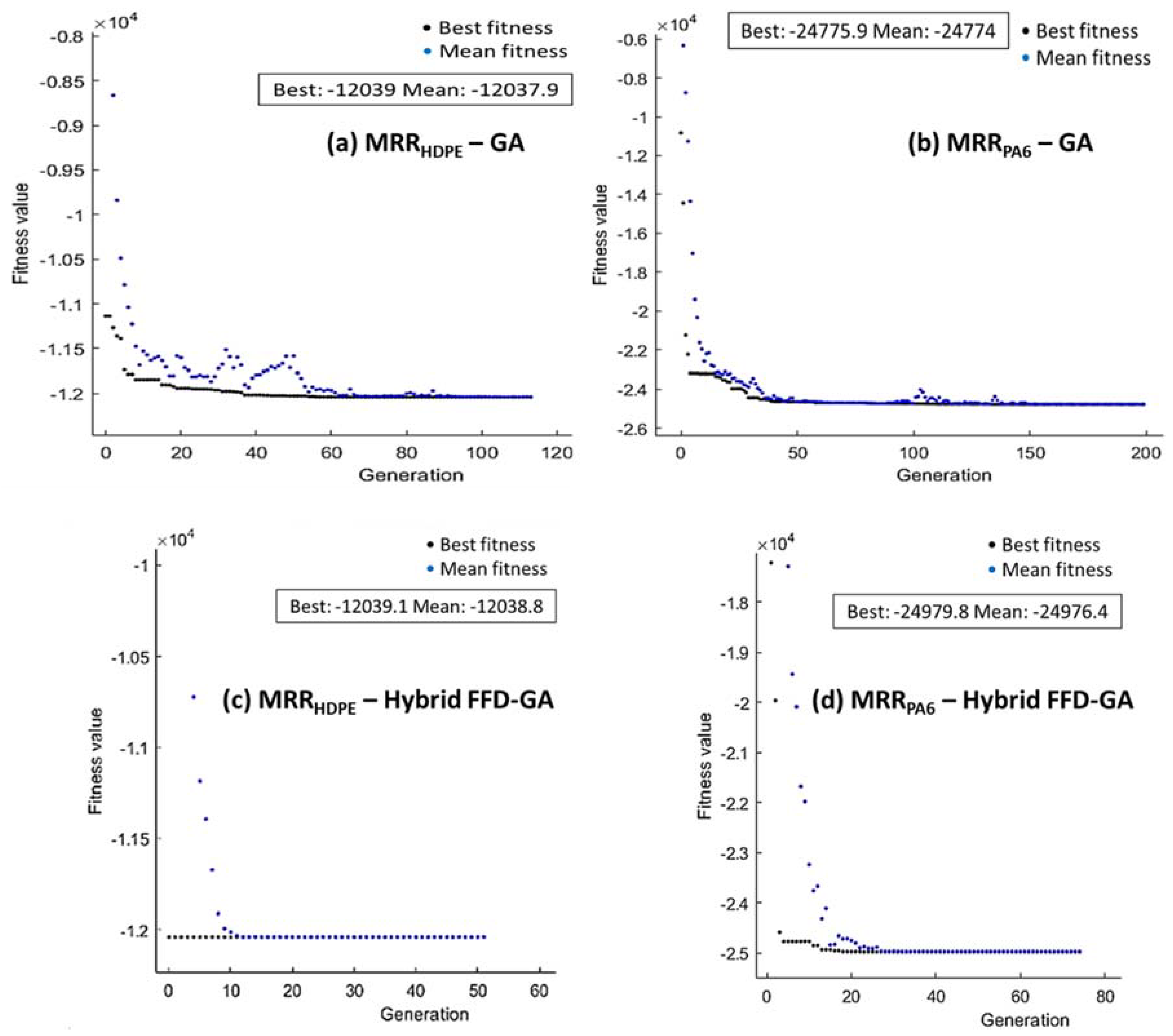
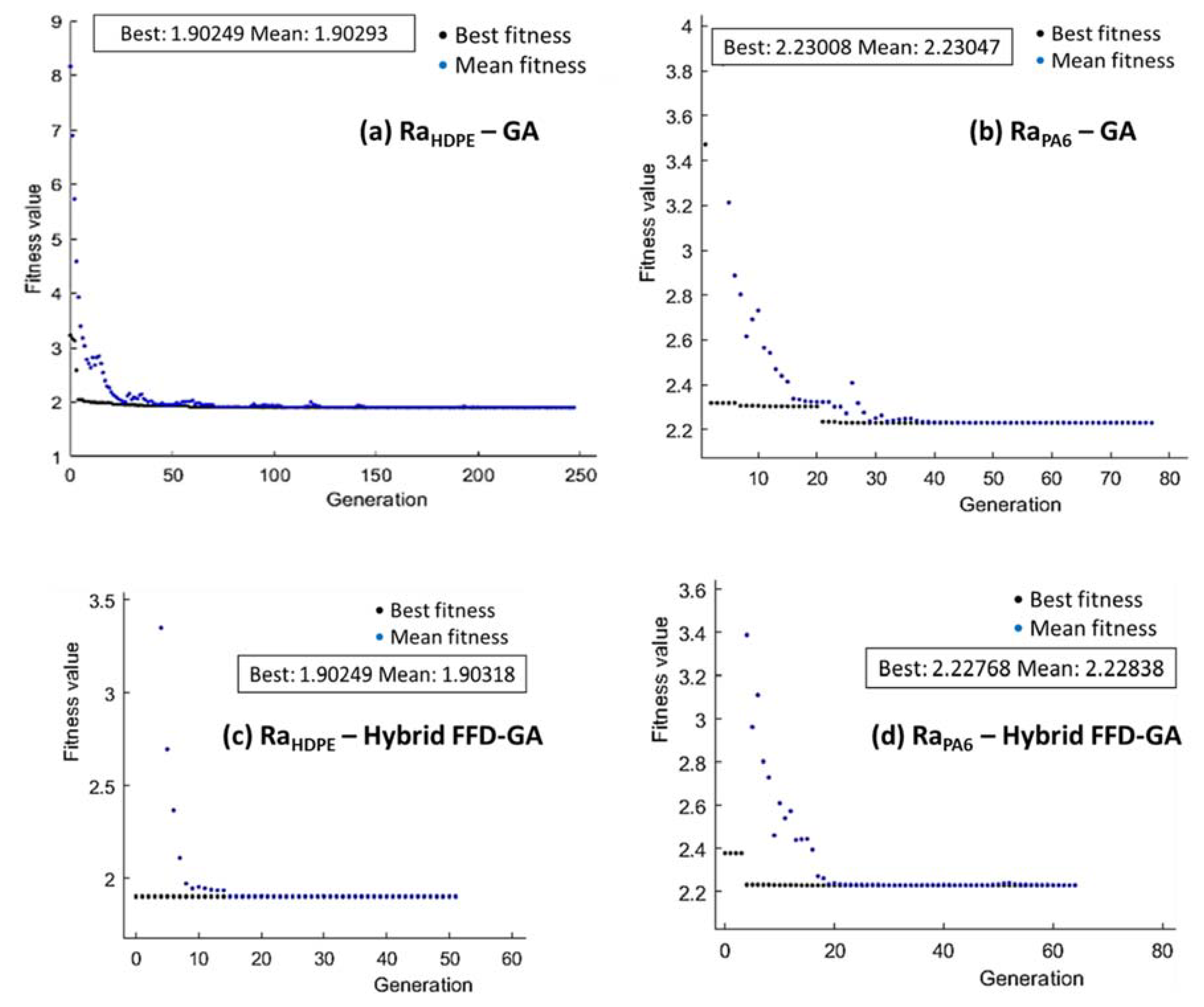
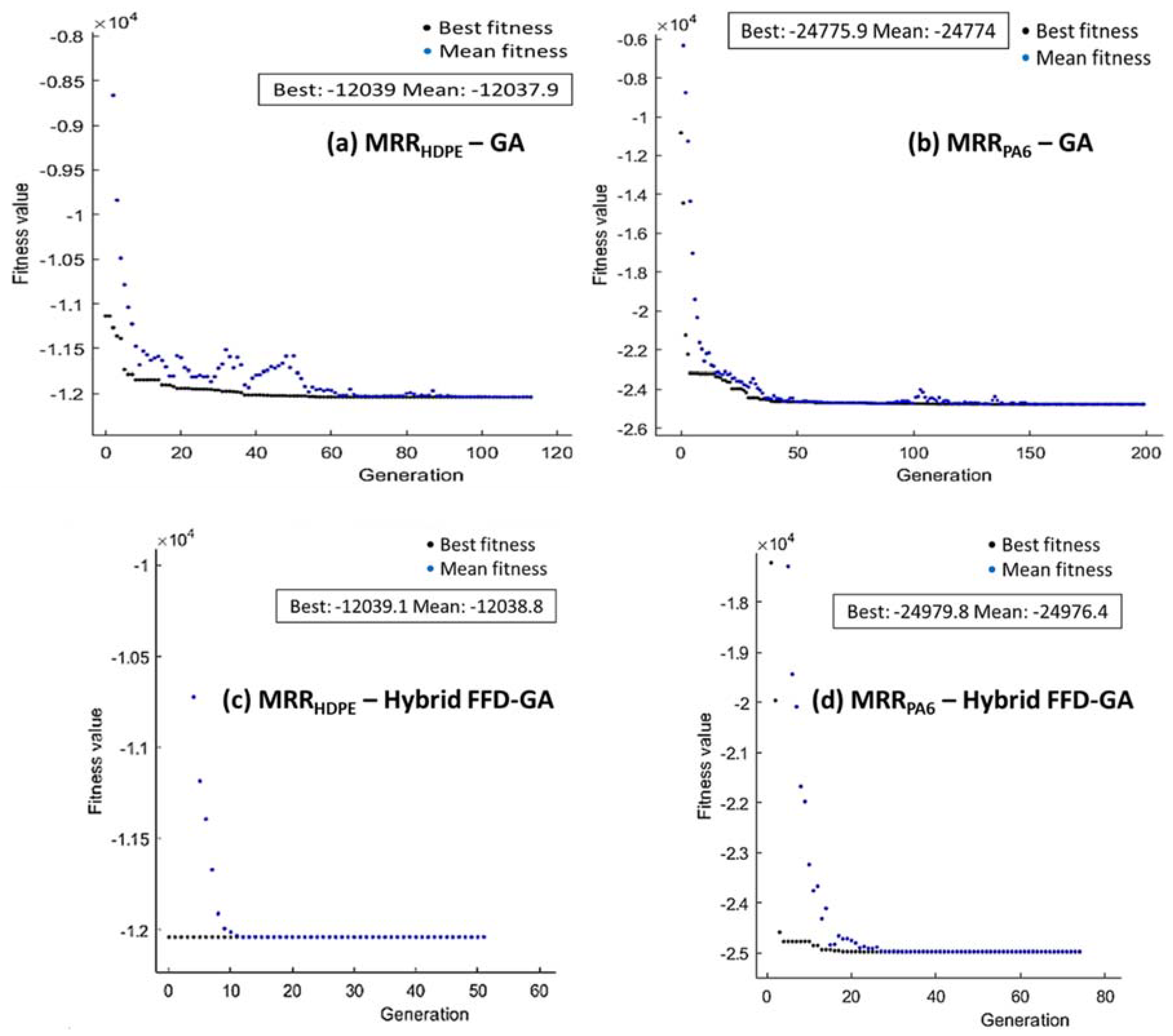
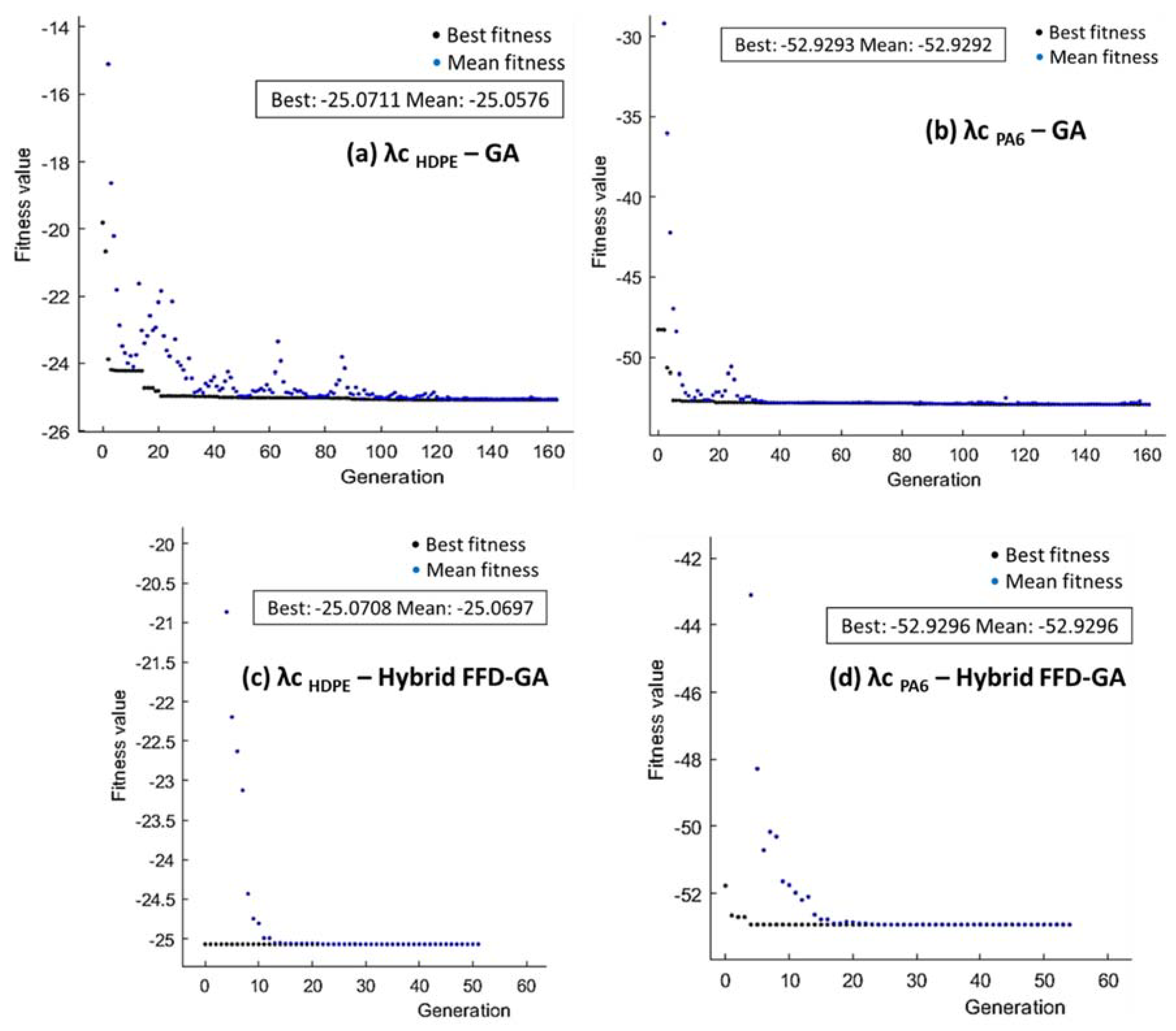
3.3.2. GA and Hybrid FFD-GA Results
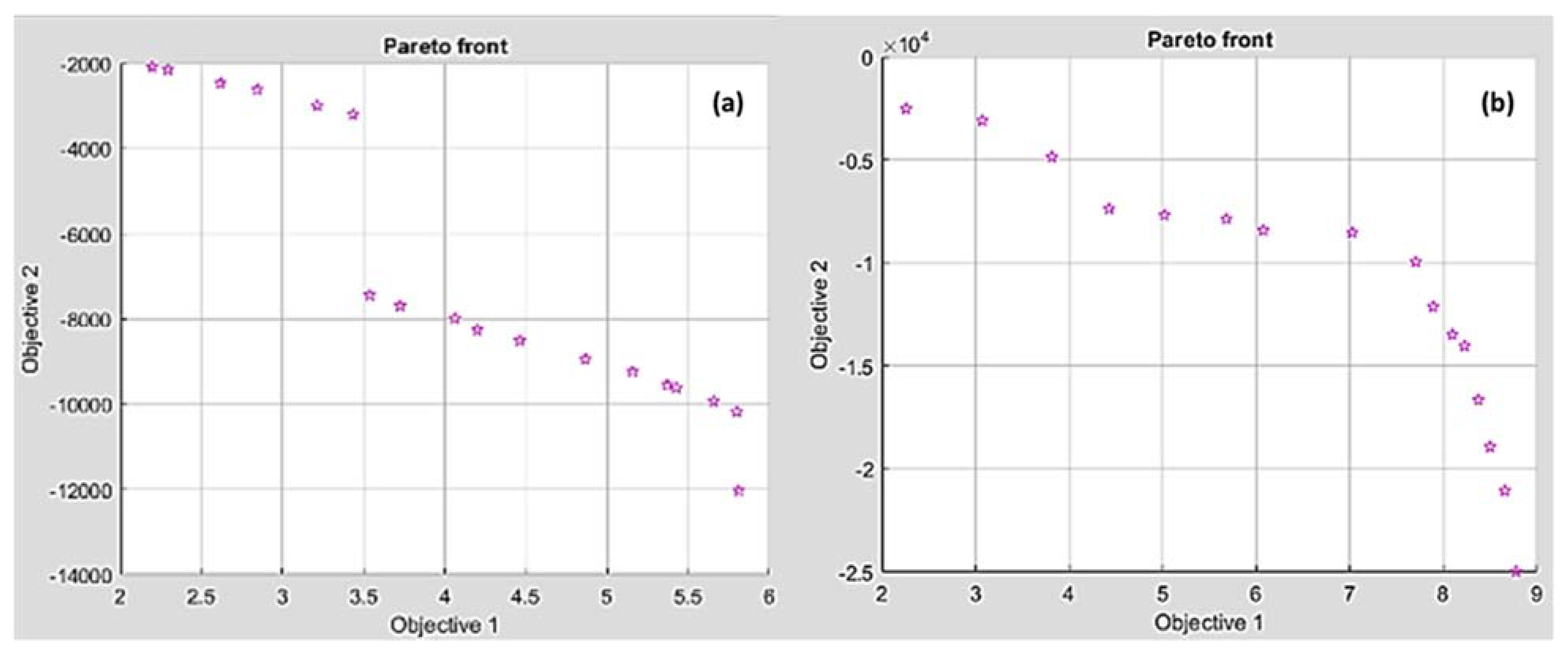
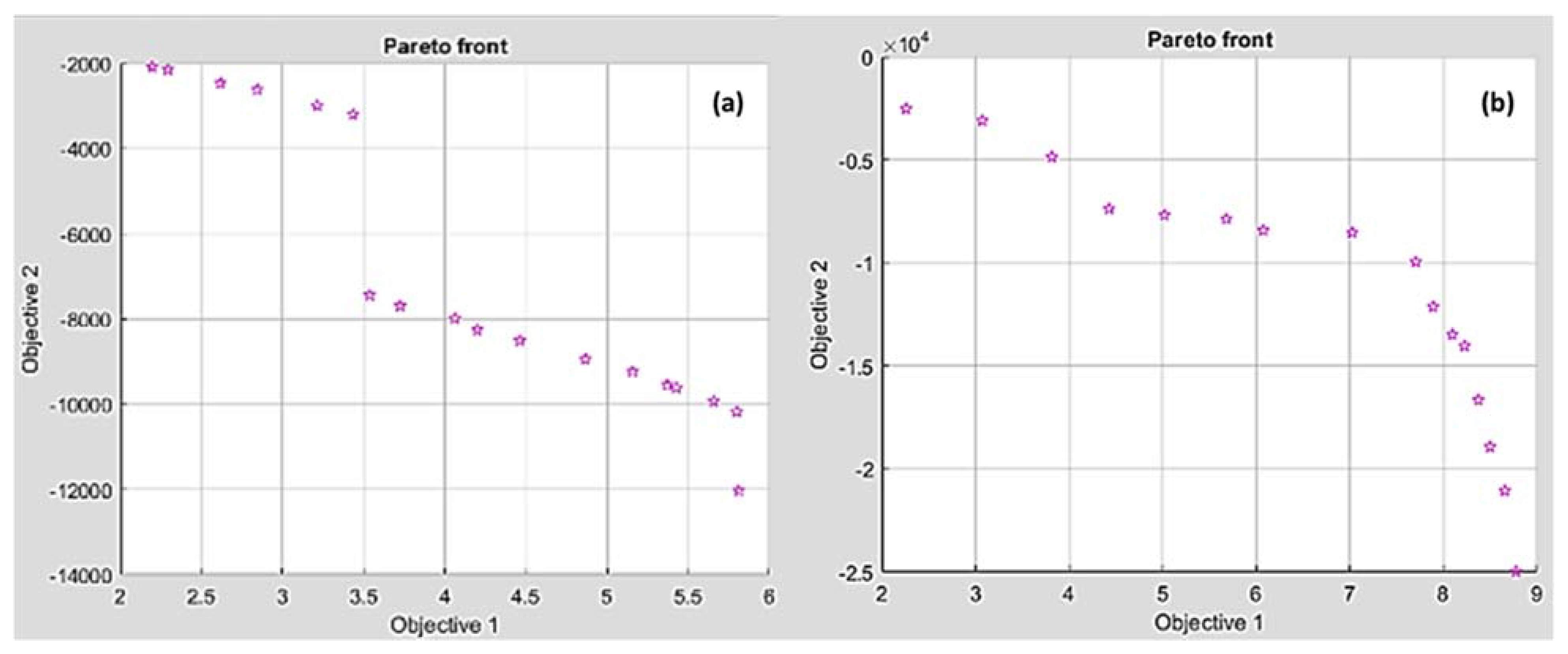
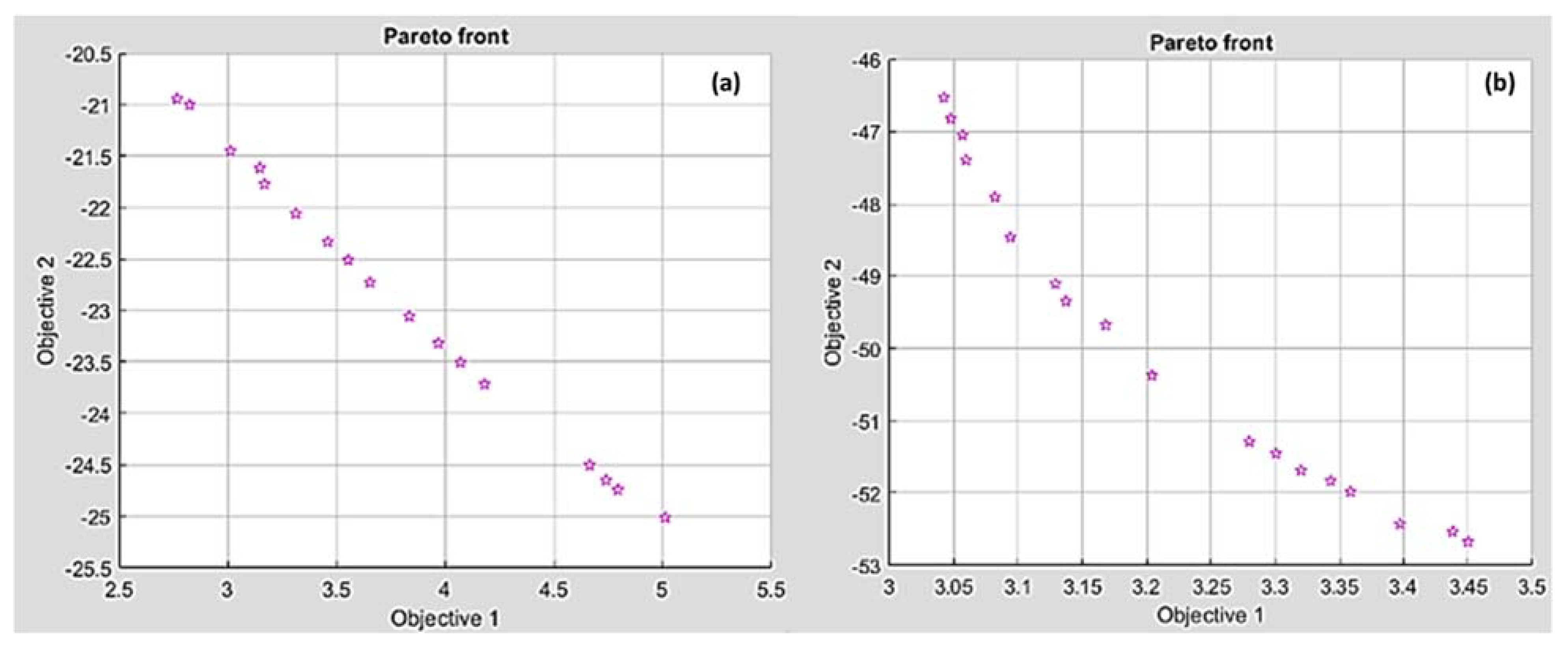
3.3.3. Multi-Objective Genetic Algorithm Optimization
MOGA of Ra and MRR
MOGA of Ra and λc
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bozdemir, M. The Effects of Humidity on Cast PA6G during Turning and Milling Machining. Adv. Mater. Sci. Eng. 2017, 2017, 5408691. [Google Scholar] [CrossRef]
- Palanikumar, K.; Rajasekaran, T.; Latha, B. Fuzzy rule-based modeling of machining parameters for surface roughness in turning carbon particle-reinforced polyamide. J. Thermoplast. Compos. Mater. 2015, 28, 1387–1405. [Google Scholar]
- Patel, P.; Chaudhary, V.; Patel, K.; Gohil, P. Milling of Polymer Matrix Composites: A Review. Int. J. Appl. Eng. Res. 2018, 13, 7455–7465. [Google Scholar]
- Dehghan Manshadi, M.; Alafchi, N.; Tat, A.; Mousavi, M.; Mosavi, A. Comparative Analysis of Machine Learning and Numerical Modeling for Combined Heat Transfer in Polymethylmethacrylate. Polymers 2022, 14, 1996. [Google Scholar]
- Gnatowski, A.; Gołębski, R.; Sikora, P. Analysis of the impact of changes in thermomechanical properties of polymer materials on the machining process of gears. Polymers 2021, 13, 28. [Google Scholar]
- Mehdipour-Ataei, S.; Tabatabaei-Yazdi, Z. Heat Resistant Polymers. In Encyclopedia of Polymer Science and Technology; John Wiley & Sons: Hoboken, NJ, USA, 2015; pp. 1–31. ISBN 0471440264. [Google Scholar]
- Wilczyński, K.; Wilczyński, K.J.; Buziak, K. Modeling and Experimental Studies on Polymer Melting and Flow in Injection Molding. Polymers 2022, 14, 2106. [Google Scholar]
- Tushar, U.; Jagtap, H.A.M. Machining of Plastics: A Review. Int. J. Eng. Res. Gen. Sci. 2015, 3, 577–581. [Google Scholar]
- Karataş, M.A.; Gökkayab, H. A review on machinability of carbon fiber reinforced polymer (CFRP) and glass fiber reinforced polymer (GFRP) composite materials. Def. Technol. 2018, 14, 318–326. [Google Scholar]
- Sheikh-Ahmad, J.Y. Machining of Polymer Composites; Springer: Berlin/Heidelberg, Germany, 2009; ISBN 978-0-387-35539-9. [Google Scholar]
- Corrêa, H.L.; Rodrigues, R.V.; da Costa, D.D. Machining process of glass-fiber-reinforced polyamide 6.6 Composite: Pathways to improve the drilling of recycled polymers. Eng. Res. Express 2020, 2, 015037. [Google Scholar]
- Balan, A.S.S.; Kannan, C.; Jain, K.; Chakraborty, S.; Joshi, S.; Rawat, K.; Alsanie, W.F.; Thakur, V.K. Numerical modelling and analytical comparison of delamination during cryogenic drilling of cfrp. Polymers 2021, 13, 3995. [Google Scholar]
- Gaitonde, V.N.; Karnik, S.R.; Rubio, J.C.; Abrao, A.M.; Correia, A.E.; Davim, J.P. Surface roughness analysis in high-speed drilling of unreinforced and reinforced polyamides. J. Compos. Mater. 2011, 46, 2659–2673. [Google Scholar]
- Soleymani Yazdi, M.R.; Razfar, M.R.; Asadnia, M. Modelling of the thrust force of the drilling operation on PA6–nanoclay nanocomposites using particle swarm optimization. J. Eng. Manuf. 2011, 225, 1757–1771. [Google Scholar]
- Kuram, E. Micro-machinability of injection molded polyamide 6 polymer and glass-fiber reinforced polyamide 6 composite. Compos. Part B 2016, 88, 85–100. [Google Scholar]
- Yan, Y.; Mao, Y.; Li, B.; Zhou, P. Machinability of the thermoplastic polymers: Peek, pi, and pmma. Polymers 2021, 13, 69. [Google Scholar]
- Moghri, M.; Madic, M.; Omidi, M.; Farahnakian, M. Surface Roughness Optimization of Polyamide-6/Nanoclay Nanocomposites Using Artificial Neural Network: Genetic Algorithm Approach. Sci. World J. 2014, 2014, 485205. [Google Scholar] [CrossRef]
- Dhokia, V.G.; Kumar, S.; Vichare, P.; Newman, S.T.; Allen, R.D. Surface roughness prediction model for CNC machining of polypropylene. J. Eng. Manuf. 2008, 222, 137–153. [Google Scholar]
- Raja Abdullah, R.I.; Yu Long, A.; Mohd Amran, M.A.; Kasim, M.S.; Mohd Hadzley, A.B.; Subramonian, S. Optimisation of Machining Parameters for Milling Polyetheretherketones (PEEK) Biomaterial. Appl. Mech. Mater. 2015, 699, 198–203. [Google Scholar]
- Kumar, J.; Verma, R.K.; Mondal, A.K.; Singh, V.K. A hybrid optimization technique to control the machining performance of graphene/carbon/polymer (epoxy) nanocomposites. Polym. Polym. Compos. 2021, 29, S1168–S1180. [Google Scholar]
- Mata, F.; Petropoulos, I.G.; Ntziantzias, J.P.D. A surface roughness analysis in turning of polyamide PA-6 using statistical techniques. Int. J. Mater. Prod. Technol. 2010, 37, 173–187. [Google Scholar]
- Madić, M.; Marinković, V.; Radovanović, M. Mathematical modeling and optimization of surface roughness in turning of polyamide based on artificial neural network. Mechanika 2012, 18, 574–581. [Google Scholar]
- Asghar, A.; Abdul Raman, A.A.; Daud, W.M.A.W. A comparison of central composite design and Taguchi method for optimizing Fenton process. Sci. World J. 2014, 2014, 869120. [Google Scholar]
- Paulo Davim, J.; Reis, P.; Lapa, V.; Conceiçao António, C. Machinability study on polyetheretherketone (PEEK) unreinforced and reinforced (GF30) for applications in structural components. Compos. Struct. 2003, 62, 67–73. [Google Scholar] [CrossRef]
- Fountas, N.A.; Ntziantzias, I.; Kechagias, J.; Koutsomichalis, A.; Davim, J.P.; Vaxevanidis, N.M. Prediction of Cutting Forces during Turning PA66 GF-30 Glass Fiber Reinforced Polyamide by Soft Computing Techniques. Mater. Sci. Forum 2013, 766, 37–58. [Google Scholar]
- Aldwell, B.; Hanley, R.; O’Donnell, G.E. Characterising the machining of biomedical grade polymers. J Eng. Manuf. 2014, 228, 1237–1251. [Google Scholar] [CrossRef]
- Kaddeche, M.; Chaoui, K.; Yallese, M.A. Cutting parameters effects on the machining of two high density polyethylene pipes resins: Cutting parameters effects on HDPE machining. Mech. Ind. 2012, 13, 307–316. [Google Scholar]
- Hamlaoui, N.; Azzouz, S.; Chaoui, K.; Azari, Z.; Yallese, M.A. Machining of tough polyethylene pipe material: Surface roughness and cutting temperature optimization. Int. J. Adv. Manuf. Technol. 2017, 92, 2231–2245. [Google Scholar]
- Raj, I.J.A.; Vijayakumar, P.; Kannan, T.; Kumar, P.; Ragavan, R.V. Design optimization of turning parameters of PTFE (Teflon) cylindrical rods using ANOVA Methodology. Int. J. Appl. Eng. Res. 2016, 11, 518–523. [Google Scholar]
- Chabbi, A.; Yallese, M.A.; Nouioua, M.; Meddour, I.; Mabrouki, T.; Girardin, F. Modeling and optimization of turning process parameters during the cutting of polymer (POM C) based on RSM, ANN, and DF methods. Int. J. Adv. Manuf. Technol. 2017, 91, 2267–2290. [Google Scholar] [CrossRef]
- Kilickap, E.; Huseyinoglu, M.; Yardimeden, A. Optimization of drilling parameters on surface roughness in drilling of AISI 1045 using response surface methodology and genetic algorithm. Int. J. Adv. Manuf. Technol. 2011, 52, 79–88. [Google Scholar]
- Dadrasi, A.; Fooladpanjeh, S.; Gharahbagh, A.A. Interactions between HA/GO/epoxy resin nanocomposites: Optimization, modeling and mechanical performance using central composite design and genetic algorithm. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 63. [Google Scholar]
- Davim, J.P.; Silva, L.R.; Festas, A.; Abrão, A.M. Machinability study on precision turning of PA66 polyamide with and without glass fiber reinforcing. Mater. Des. 2009, 30, 228–234. [Google Scholar] [CrossRef]
- Shahabaz, S.M.; Sharma, S.; Shetty, N.; Shetty, S.D.; Gowrishankar, M.C. Influence of Temperature on Mechanical Properties and Machining of Fibre Reinforced Polymer Composites: A Review. Eng. Sci. 2021, 16, 26–46. [Google Scholar] [CrossRef]
- Hazir, E.; Ozcan, T. Response surface methodology integrated with desirability function and genetic algorithm approach for the optimization of CNC machining parameters. Arab. J. Sci. Eng. 2019, 44, 2795–2809. [Google Scholar] [CrossRef]
- Antil, P.; Singh, S.; Kumar, S.; Manna, A.; Katal, N. Taguchi and multi-objective genetic algorithm-based optimization during ecdm of sicp/glass fibers reinforced pmcs. Indian J. Eng. Mater. Sci. 2019, 26, 211–219. [Google Scholar]
- Janahiraman, T.V.; Ahmad, N. Multi Objective Optimization for Turning Operation using Hybrid Extreme Learning Machine and Multi Objective Genetic Algorithm. Int. J. Eng. Technol. 2018, 7, 876. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Physical Properties | Mechanical Properties | Thermal Properties | ||
|---|---|---|---|---|---|
| Density | HB | Tensile Strength | Thermal Conductivity | Melting Temperature | |
| (gm/cm3) | (MPa) | (Mpa) | (W/km) | (°C) | |
| HDPE | 0.95~0.98 | 48.3 | 21 | 0.396 | 221 |
| PA6 | 1.14 | 150 | 76 | 0.25 | 340 |
| Test Order | Machining Parameters | Response Variables | |||||||
|---|---|---|---|---|---|---|---|---|---|
| vc (m/min) | f (mm/rev) | d (mm) | HDPE | PA6 | |||||
| Ra (µm) | MRR (mm3/min) | λc | Ra (µm) | MRR (mm3/min) | λc | ||||
| 1 | 50 | 0.01 | 1 | 4.528 | 1300 | 17.0238 | 2.3975 | 1700 | 39.0546 |
| 2 | 100 | 0.05 | 1 | 8.8405 | 5000 | 10.2143 | 8.0205 | 3845 | 7.81093 |
| 3 | 150 | 0.05 | 1.5 | 5.27075 | 10,450 | 9.6134 | 8.99725 | 10,962 | 7.81093 |
| 4 | 50 | 0.05 | 0.5 | 10.03475 | 1030 | 4.8067 | 9.88 | 834 | 11.0154 |
| 5 | 100 | 0.1 | 0.5 | 10.1365 | 3961 | 4.5056 | 11.14475 | 4046 | 3.3046 |
| 6 | 50 | 0.01 | 1.5 | 2.12075 | 2300 | 19.0266 | 3.4005 | 2543 | 52.0729 |
| 7 | 50 | 0.05 | 1.5 | 4.98275 | 3500 | 6.208 | 4.91625 | 3587 | 14.0196 |
| 8 | 150 | 0.1 | 1.5 | 6.1325 | 12,200 | 5.5085 | 8.8235 | 25,394 | 5.8081 |
| 9 | 150 | 0.1 | 1 | 6.37425 | 9200 | 5.2072 | 9.91925 | 17,525 | 4.5063 |
| 10 | 150 | 0.1 | 0.5 | 7.845 | 9080 | 4.2058 | 10.2665 | 8750 | 4.1057 |
| 11 | 50 | 0.01 | 1 | 4.528 | 1300 | 16.0238 | 2.3975 | 1700 | 39.0546 |
| 12 | 50 | 0.05 | 1 | 8.49575 | 2480 | 5.2072 | 4.70925 | 2317 | 12.2171 |
| 13 | 150 | 0.05 | 1 | 8.38075 | 7720 | 8.61205 | 10.271 | 6975 | 7.8109 |
| 14 | 150 | 0.01 | 1.5 | 3.29975 | 7200 | 17.0252 | 4.144 | 7731 | 40.05607 |
| 15 | 100 | 0.01 | 1.5 | 4.981 | 5800 | 25.0364 | 3.1245 | 5900 | 55.0771 |
| 16 | 100 | 0.05 | 1 | 8.87125 | 5090 | 11.2143 | 7.923 | 3910 | 7.8109 |
| 17 | 100 | 0.1 | 1 | 8.958 | 7900 | 4.6064 | 10.256 | 6604 | 4.1057 |
| 18 | 100 | 0.1 | 0.5 | 10.179 | 3960 | 4.0056 | 11.1765 | 3125 | 3.3046 |
| 19 | 50 | 0.01 | 0.5 | 6.7405 | 673 | 11.0168 | 5.203 | 850 | 28.0392 |
| 20 | 50 | 0.1 | 1.5 | 5.7525 | 7932 | 5.8081 | 7.4535 | 4383 | 5.9082 |
| 21 | 50 | 0.1 | 0.5 | 9.476 | 2019 | 4.2058 | 9.595 | 1842 | 4.5063 |
| 22 | 50 | 0.1 | 1 | 8.48575 | 4904 | 4.9068 | 5.97225 | 2769 | 5.1071 |
| 23 | 100 | 0.01 | 1 | 7.47 | 3800 | 19.02803 | 5.8395 | 4680 | 41.0574 |
| 24 | 100 | 0.01 | 1.5 | 4.981 | 5800 | 26.0364 | 3.1245 | 5900 | 55.0771 |
| 25 | 50 | 0.1 | 0.5 | 9.6645 | 2020 | 5.2058 | 9.5435 | 1547 | 4.5063 |
| 26 | 50 | 0.1 | 1 | 8.08575 | 4952 | 4.6068 | 5.98725 | 2769 | 5.1071 |
| 27 | 100 | 0.01 | 1 | 7.47 | 3800 | 20.02803 | 5.8395 | 4680 | 41.0574 |
| 28 | 50 | 0.01 | 0.5 | 6.7405 | 673 | 12.0168 | 5.203 | 850 | 28.0392 |
| 29 | 50 | 0.01 | 1.5 | 2.12075 | 2300 | 18.2266 | 3.4005 | 2543 | 52.0729 |
| 30 | 150 | 0.05 | 1.5 | 5.32625 | 10,450 | 8.9134 | 9.02825 | 13,487 | 7.8109 |
| 31 | 150 | 0.01 | 1 | 5.7195 | 5000 | 16.0224 | 5.2 | 5150 | 29.0406 |
| 32 | 150 | 0.05 | 0.5 | 8.9865 | 5970 | 6.2086 | 9.66425 | 3506 | 6.8095 |
| 33 | 150 | 0.1 | 1 | 6.394 | 9230 | 5.7072 | 9.962 | 11,210 | 4.5063 |
| 34 | 150 | 0.1 | 1.5 | 6.15825 | 12,200 | 6.1085 | 8.87075 | 24,125 | 5.8081 |
| 35 | 100 | 0.1 | 1 | 9.0045 | 8020 | 4.9064 | 10.06275 | 4962 | 4.1057 |
| 36 | 100 | 0.05 | 1.5 | 8.20875 | 7930 | 11.6162 | 7.1545 | 6921 | 6.2086 |
| 37 | 50 | 0.1 | 1.5 | 5.70625 | 8088 | 6.3081 | 7.452 | 4641 | 5.9082 |
| 38 | 150 | 0.1 | 0.5 | 7.8625 | 9080 | 4.8058 | 10.26575 | 8578 | 4.1057 |
| 39 | 150 | 0.01 | 0.5 | 6.30775 | 3000 | 12.0182 | 5.0435 | 2500 | 25.03504 |
| 40 | 150 | 0.05 | 1 | 8.362 | 7730 | 8.11205 | 10.2755 | 6500 | 7.81093 |
| 41 | 50 | 0.05 | 0.5 | 10.03475 | 1030 | 5.4067 | 9.86975 | 396 | 11.0154 |
| 42 | 100 | 0.01 | 0.5 | 7.333 | 1500 | 16.0238 | 3.60275 | 1980 | 36.0504 |
| 43 | 100 | 0.1 | 1.5 | 8.3735 | 9900 | 5.2072 | 7.987 | 16,547 | 5.9082 |
| 44 | 50 | 0.05 | 1.5 | 4.98275 | 3517 | 6.0086 | 4.79075 | 3813 | 14.0196 |
| 45 | 150 | 0.05 | 0.5 | 8.9885 | 5970 | 6.8086 | 9.647 | 4375 | 6.8095 |
| 46 | 100 | 0.01 | 0.5 | 7.333 | 1500 | 17.0238 | 3.60275 | 1980 | 36.0504 |
| 47 | 100 | 0.05 | 1.5 | 8.2185 | 7800 | 10.6162 | 7.0805 | 6921 | 6.2086 |
| 48 | 150 | 0.01 | 1.5 | 3.29975 | 7200 | 18.0252 | 4.144 | 7731 | 40.05607 |
| 49 | 150 | 0.01 | 1 | 5.7195 | 5000 | 16.4224 | 5.2 | 5150 | 29.0406 |
| 50 | 50 | 0.05 | 1 | 8.49575 | 2490 | 5.00729 | 4.71075 | 2728 | 12.2171 |
| 51 | 150 | 0.01 | 0.5 | 6.30775 | 3000 | 13.0182 | 5.0435 | 2500 | 25.03504 |
| 52 | 100 | 0.1 | 1.5 | 8.3675 | 9900 | 5.70729 | 7.9625 | 15,470 | 5.9082 |
| 53 | 100 | 0.05 | 0.5 | 10.4005 | 3090 | 8.31093 | 7.20675 | 2348 | 5.20729 |
| 54 | 100 | 0.05 | 0.5 | 10.439 | 3060 | 7.8109 | 7.2955 | 2327 | 5.20729 |
| Response | F-Value (F > 4) | p-Value (p < 0.05) | Lack of Fit (p > 0.05) | Adeq Precision (ratio > 4) | R2 | R2adj | R2pred | |
|---|---|---|---|---|---|---|---|---|
| HDPE | Ra | 140.44 | <0.0001 | 0.0001 | 47.3369 | 0.9763 | 0.9693 | 0.9623 |
| MRR | 254.84 | <0.0001 | 0.0001 | 55.6343 | 0.991 | 0.9871 | 0.9809 | |
| λc | 407.08 | <0.0001 | ---- | 69.8882 | 0.9917 | 0.9892 | 0.9853 | |
| PA6 | Ra | 105.8 | <0.0001 | 0.0001 | 32.9903 | 0.9846 | 0.9753 | 0.9601 |
| MRR | 92.08 | <0.0001 | 0.0001 | 41.9425 | 0.9642 | 0.9538 | 0.9397 | |
| λc | 238.39 | <0.0001 | ---- | 46.0162 | 0.9823 | 0.9782 | 0.9725 |
| No. | HDPE | PA6 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Conditions | Responses | Conditions | Responses | |||||||
| vc | f | d | Ra | MRR | vc | f | d | Ra | MRR | |
| 1 | 50.10064 | 0.01263 | 1.49849 | 2.19748 | −2085.9045 | 149.96604 | 0.09998 | 1.4999 | 8.77499 | −24967.431 |
| 2 | 149.84927 | 0.09970 | 1.49925 | 5.80914 | −12024.143 | 50.01438 | 0.01039 | 1.1419 | 2.25688 | −2523.2370 |
| 3 | 149.57741 | 0.04108 | 1.49905 | 5.42572 | −9610.6830 | 143.79544 | 0.016179 | 1.4831 | 5.01879 | −7684.1109 |
| 4 | 149.57899 | 0.04663 | 1.49907 | 5.65631 | −9929.6614 | 149.96604 | 0.09998 | 1.4999 | 8.77499 | −24967.431 |
| 5 | 53.91927 | 0.01265 | 1.49807 | 2.61807 | −2463.5907 | 106.11727 | 0.08151 | 1.4992 | 7.88962 | −12127.141 |
| 6 | 61.51459 | 0.01341 | 1.49789 | 3.43465 | −3201.2878 | 123.34297 | 0.09935 | 1.4989 | 8.49748 | −18926.685 |
| 7 | 149.69267 | 0.05095 | 1.49899 | 5.798399 | −10168.033 | 133.90288 | 0.09894 | 1.4990 | 8.6559 | −21049.551 |
| 8 | 149.55036 | 0.02395 | 1.49895 | 4.462317 | −8504.0965 | 91.28852 | 0.011075 | 1.4863 | 3.81448 | −4866.6248 |
| 9 | 149.57155 | 0.030339 | 1.49898 | 4.865125 | −8937.9101 | 97.71378 | 0.09749 | 1.4975 | 8.09410 | −13485.296 |
| 10 | 148.61716 | 0.01027 | 1.49206 | 3.53617 | −7438.4793 | 145.99145 | 0.011315 | 1.4382 | 4.42666 | −7376.4625 |
| 11 | 50.67217 | 0.01287 | 1.4974 | 2.29414 | −2150.3586 | 141.42424 | 0.02086 | 1.4867 | 5.68027 | −7869.9244 |
| 12 | 59.24755 | 0.01333 | 1.49849 | 3.21338 | −2992.0239 | 102.11577 | 0.09706 | 1.4873 | 8.22486 | −14029.913 |
| 13 | 149.75849 | 0.02045 | 1.49892 | 4.19981 | −8259.0439 | 113.96231 | 0.04970 | 1.4930 | 7.02449 | −8528.3537 |
| 14 | 149.35865 | 0.03504 | 1.49762 | 5.15621 | −9227.7809 | 103.23314 | 0.07284 | 1.4666 | 7.70323 | −9950.7383 |
| 15 | 148.68008 | 0.01715 | 1.49639 | 4.0611 | −7985.3721 | 114.12946 | 0.09763 | 1.4988 | 8.37259 | −16651.477 |
| 16 | 55.16604 | 0.01355 | 1.49703 | 2.84483 | −2612.9313 | 148.09737 | 0.02223 | 1.4918 | 6.07418 | −8419.7041 |
| 17 | 148.95875 | 0.01319 | 1.49636 | 3.72502 | −7693.2979 | 57.51669 | 0.01194 | 1.3257 | 3.07088 | −3099.2571 |
| 18 | 149.58656 | 0.03989 | 1.49899 | 5.37042 | −9539.5601 | 123.34297 | 0.09935 | 1.4989 | 8.49748 | −18926.685 |
| No. | HDPE | PA6 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Conditions | Responses | Conditions | Responses | |||||||
| vc | f | d | Ra | λc | vc | f | d | Ra | λc | |
| 1 | 95.207315 | 0.010036 | 1.49981 | 5.011362 | −25.011145 | 59.786200 | 0.010018 | 1.2251 | 3.04235 | −46.53234 |
| 2 | 58.077290 | 0.010086 | 1.49961 | 2.765689 | −20.945216 | 62.429872 | 0.010020 | 1.4997 | 3.39714 | −52.42544 |
| 3 | 75.848055 | 0.010051 | 1.49959 | 4.180225 | −23.717750 | 60.902873 | 0.010053 | 1.4783 | 3.34333 | −51.83081 |
| 4 | 65.792705 | 0.010068 | 1.49921 | 3.459049 | −22.332439 | 59.823397 | 0.010032 | 1.4107 | 3.20404 | −50.37390 |
| 5 | 66.964083 | 0.010090 | 1.49970 | 3.552603 | −22.511376 | 59.804024 | 0.010025 | 1.2395 | 3.04768 | −46.82421 |
| 6 | 86.659306 | 0.010063 | 1.49946 | 4.739315 | −24.649591 | 59.894496 | 0.010062 | 1.2933 | 3.08193 | −47.90476 |
| 7 | 95.207315 | 0.010036 | 1.49981 | 5.011362 | −25.011145 | 60.299039 | 0.010035 | 1.4611 | 3.30060 | −51.45451 |
| 8 | 68.287165 | 0.010051 | 1.49958 | 3.653390 | −22.729087 | 59.911380 | 0.010085 | 1.3803 | 3.16817 | −49.68074 |
| 9 | 62.426334 | 0.010067 | 1.49972 | 3.167762 | −21.768498 | 59.830667 | 0.010022 | 1.3606 | 3.13724 | −49.34672 |
| 10 | 88.119805 | 0.010047 | 1.49973 | 4.793607 | −24.743113 | 59.815306 | 0.010025 | 1.3183 | 3.09407 | −48.46213 |
| 11 | 64.085893 | 0.010063 | 1.49973 | 3.311835 | −22.057325 | 60.990353 | 0.010066 | 1.4862 | 3.35857 | −51.98181 |
| 12 | 74.097835 | 0.010067 | 1.49970 | 4.069230 | −23.506688 | 59.816572 | 0.010024 | 1.2670 | 3.05946 | −47.39907 |
| 13 | 60.690432 | 0.010069 | 1.49968 | 3.011109 | −21.453352 | 59.883487 | 0.010025 | 1.2501 | 3.05674 | −47.05214 |
| 14 | 61.994241 | 0.010225 | 1.49958 | 3.146351 | −21.619485 | 60.417895 | 0.010023 | 1.4711 | 3.32010 | −51.68791 |
| 15 | 58.576330 | 0.010174 | 1.49958 | 2.823226 | −21.003742 | 66.016942 | 0.010023 | 1.4953 | 3.43826 | −52.53416 |
| 16 | 70.669659 | 0.010076 | 1.49965 | 3.833709 | −23.058982 | 59.921783 | 0.010026 | 1.3488 | 3.12919 | −49.10542 |
| 17 | 72.587857 | 0.010062 | 1.49967 | 3.967493 | −23.320492 | 60.017329 | 0.010023 | 1.4536 | 3.27977 | −51.29148 |
| 18 | 84.806305 | 0.010121 | 1.49975 | 4.664187 | −24.504420 | 66.986410 | 0.010023 | 1.4999 | 3.45013 | −52.67488 |
| HDPE | Response | FFD | RSM | GA | FFD-GA | MOGA | ||
| Ra, MRR | Ra, λc | |||||||
| Ra | Value | 2.12075 | 2.11569 | 1.90249 | 1.90249 | 2.197 | 2.76 | |
| vc | 50 | 50.0169 | 50 | 50 | 50.1 | 58.07 | ||
| f | 0.01 | 0.0100328 | 0.01 | 0.01 | 0.012 | 0.01 | ||
| d | 1.5 | 1.47381 | 1.5 | 1.5 | 1.498 | 1.49 | ||
| MRR | Value | 12,200 | 12,206.8 | 12,039 | 12,039.1 | 12,024.143 | ||
| vc | 150 | 146.782 | 150 | 150 | 149.84 | |||
| f | 0.1 | 0.0993131 | 0.1 | 0.1 | 0.099 | |||
| d | 1.5 | 1.49676 | 1.5 | 1.5 | 1.49 | |||
| λc | Value | 26.0365 | 25.071 | 25.0711 | 25.0708 | 25.01 | ||
| vc | 100 | 99.5332 | 99.425 | 99.032 | 95.2 | |||
| f | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | |||
| d | 1.5 | 1.5 | 1.5 | 1.5 | 1.499 | |||
| PA6 | Ra | Value | 2.3975 | 2.3769 | 2.23008 | 2.22768 | 2.25 | 3.042 |
| vc | 50 | 50 | 50 | 50 | 50.01 | 59.78 | ||
| f | 0.01 | 0.01 | 0.01 | 0.01 | 0.0103 | 0.01 | ||
| d | 1 | 1 | 1.139 | 1.139 | 1.149 | 1.225 | ||
| MRR | Value | 25,394 | 24,658.7 | 24,775.9 | 24,979.8 | 24,967.431 | ||
| vc | 150 | 150 | 149.113 | 150 | 149.96 | |||
| f | 0.1 | 0.1 | 0.1 | 0.1 | 0.099 | |||
| d | 1.5 | 1.5 | 1.5 | 1.5 | 1.49 | |||
| λc | Value | 55.0771 | 52.9358 | 52.9293 | 52.9296 | 52.67 | ||
| vc | 100 | 77.1147 | 75.735 | 75.665 | 66.98 | |||
| f | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | |||
| d | 1.5 | 1.5 | 1.5 | 1.5 | 1.49 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alateyah, A.I.; El-Taybany, Y.; El-Sanabary, S.; El-Garaihy, W.H.; Kouta, H. Experimental Investigation and Optimization of Turning Polymers Using RSM, GA, Hybrid FFD-GA, and MOGA Methods. Polymers 2022, 14, 3585. https://doi.org/10.3390/polym14173585
Alateyah AI, El-Taybany Y, El-Sanabary S, El-Garaihy WH, Kouta H. Experimental Investigation and Optimization of Turning Polymers Using RSM, GA, Hybrid FFD-GA, and MOGA Methods. Polymers. 2022; 14(17):3585. https://doi.org/10.3390/polym14173585
Chicago/Turabian StyleAlateyah, Abdulrahman I., Yasmine El-Taybany, Samar El-Sanabary, Waleed H. El-Garaihy, and Hanan Kouta. 2022. "Experimental Investigation and Optimization of Turning Polymers Using RSM, GA, Hybrid FFD-GA, and MOGA Methods" Polymers 14, no. 17: 3585. https://doi.org/10.3390/polym14173585
APA StyleAlateyah, A. I., El-Taybany, Y., El-Sanabary, S., El-Garaihy, W. H., & Kouta, H. (2022). Experimental Investigation and Optimization of Turning Polymers Using RSM, GA, Hybrid FFD-GA, and MOGA Methods. Polymers, 14(17), 3585. https://doi.org/10.3390/polym14173585