
The Role of Molar Mass in Achieving Isotropy and Inter-Layer Strength in Mat-Ex Printed Polylactic Acid

 , , ,
, , , 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
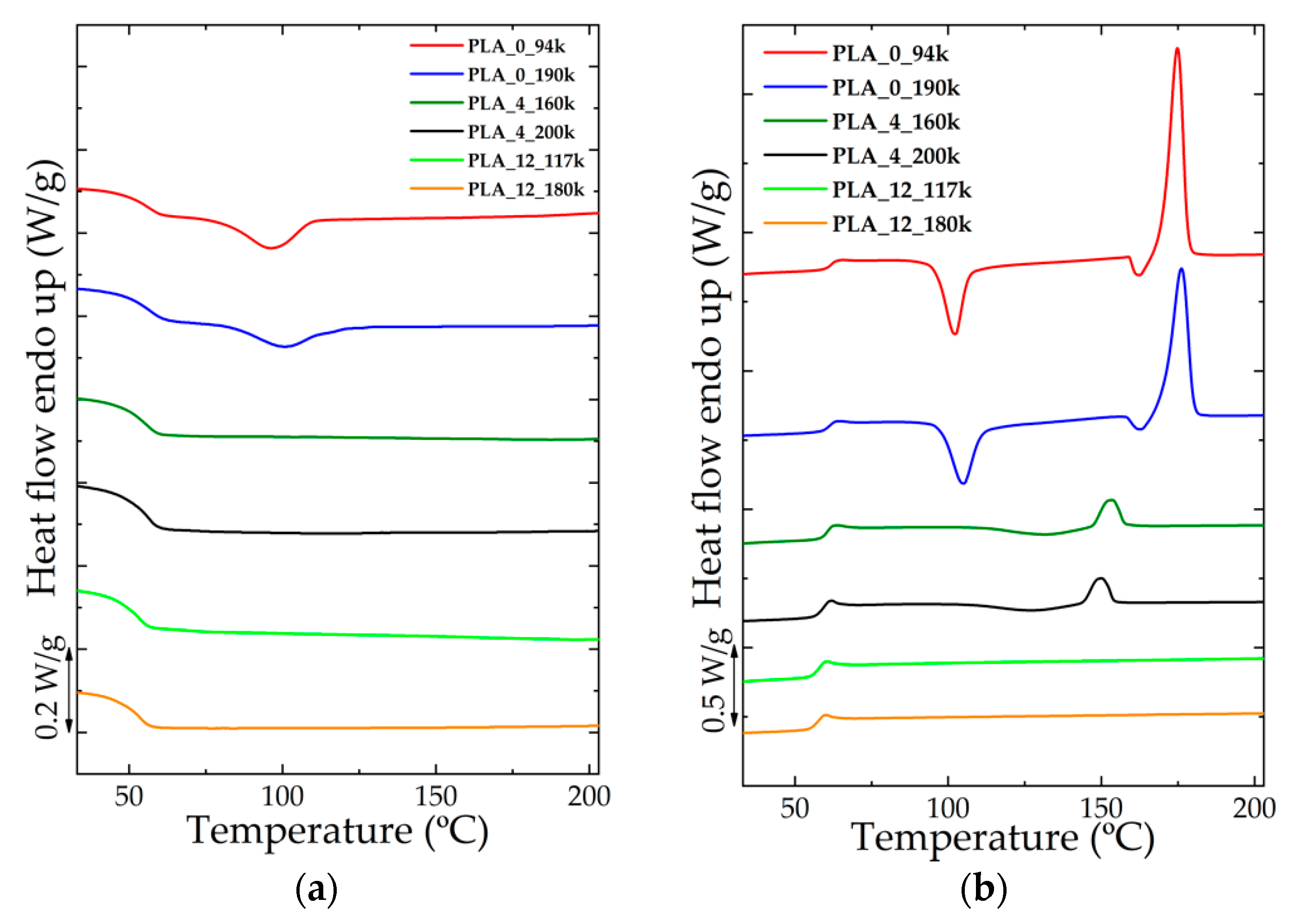
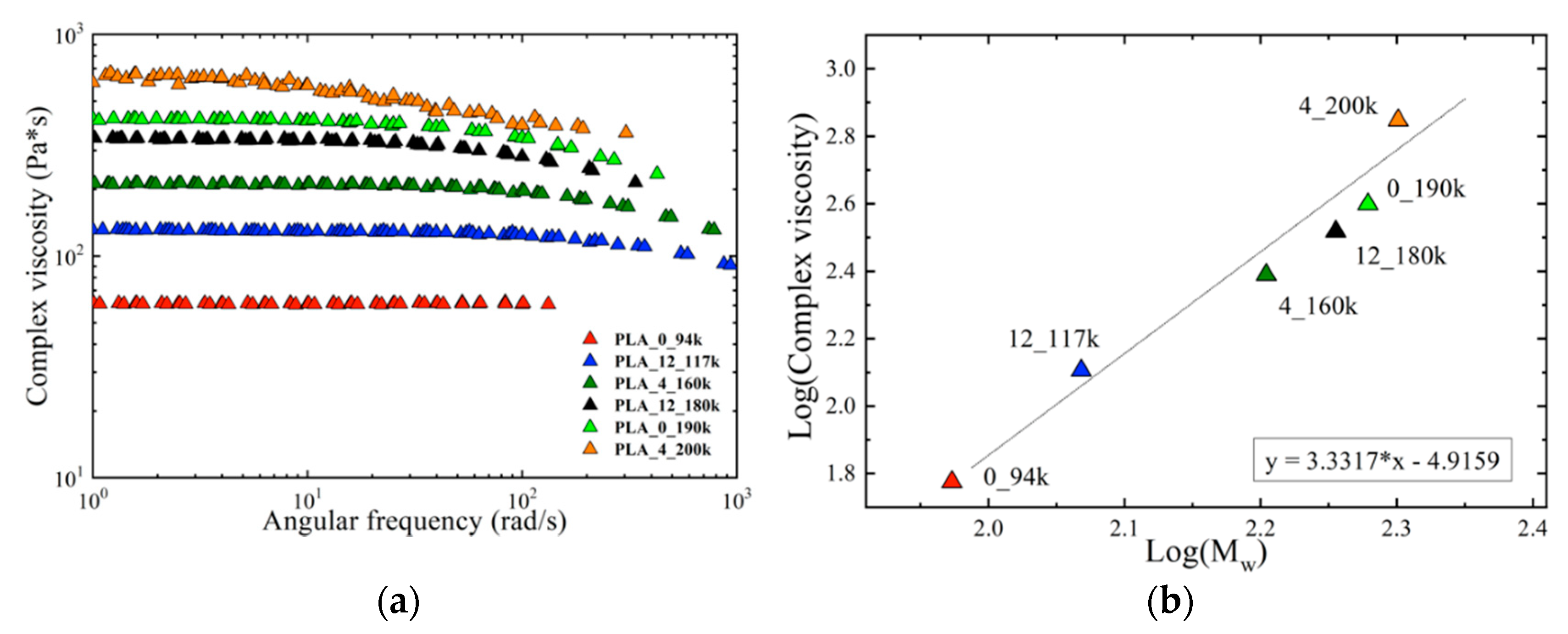
3.1. Materials Characterisation
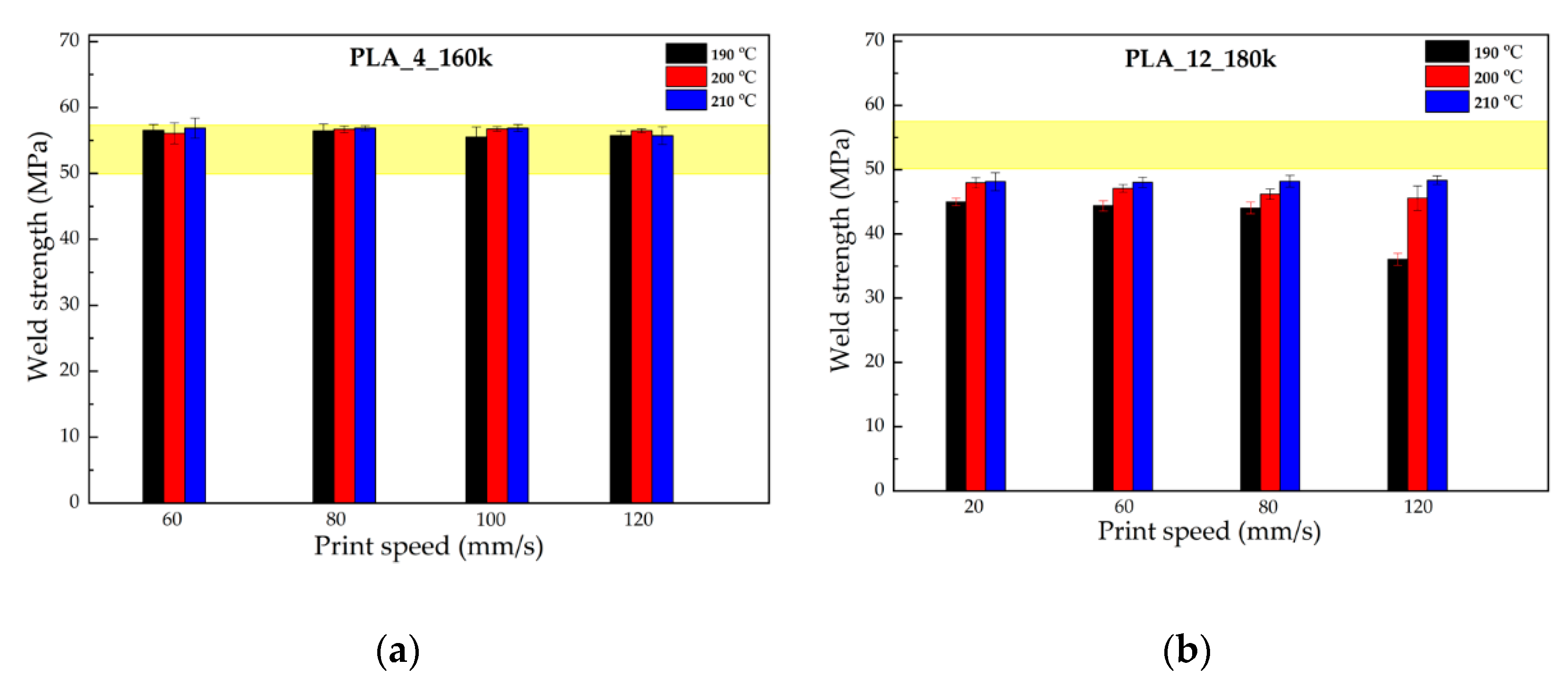
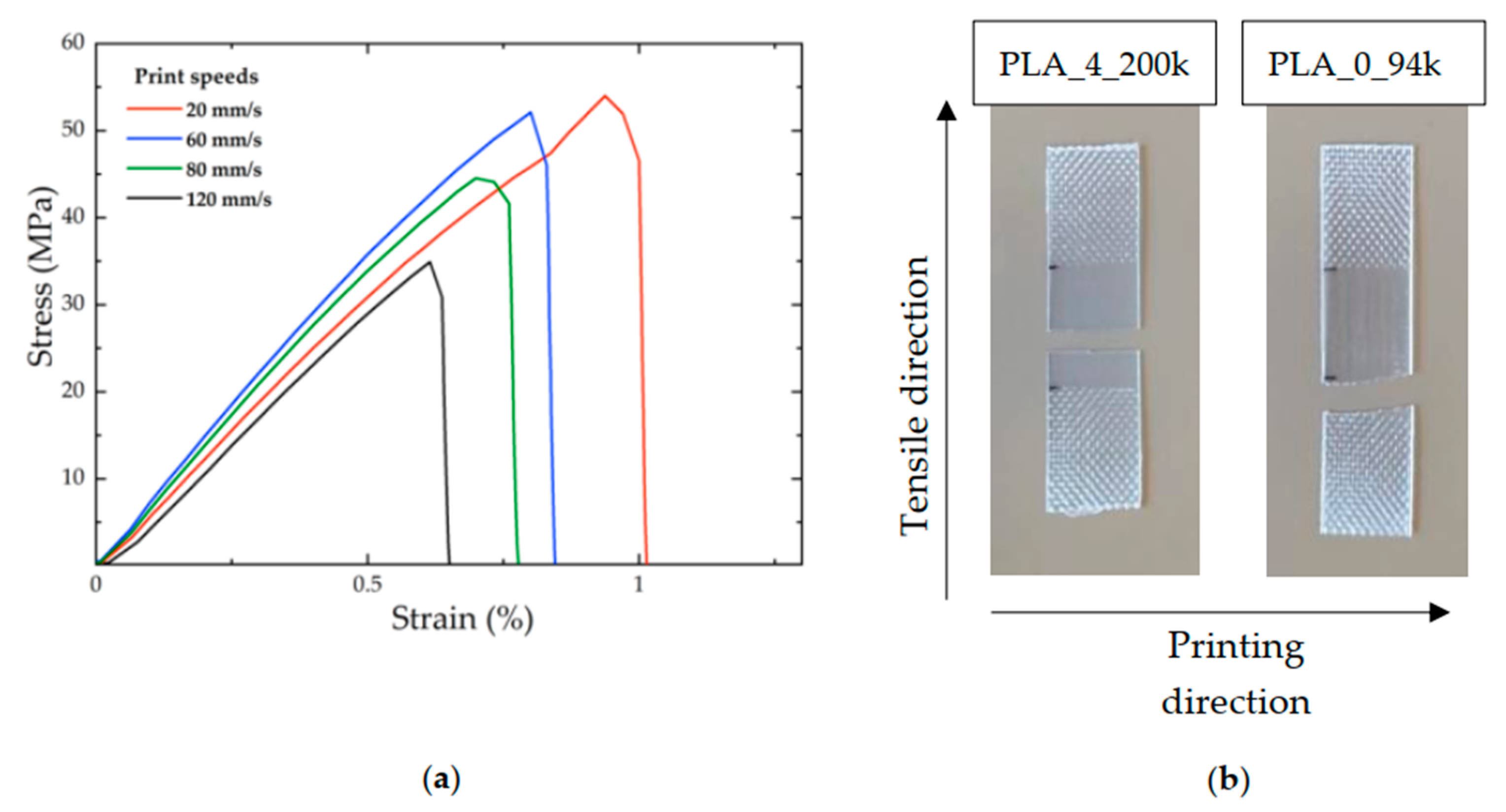
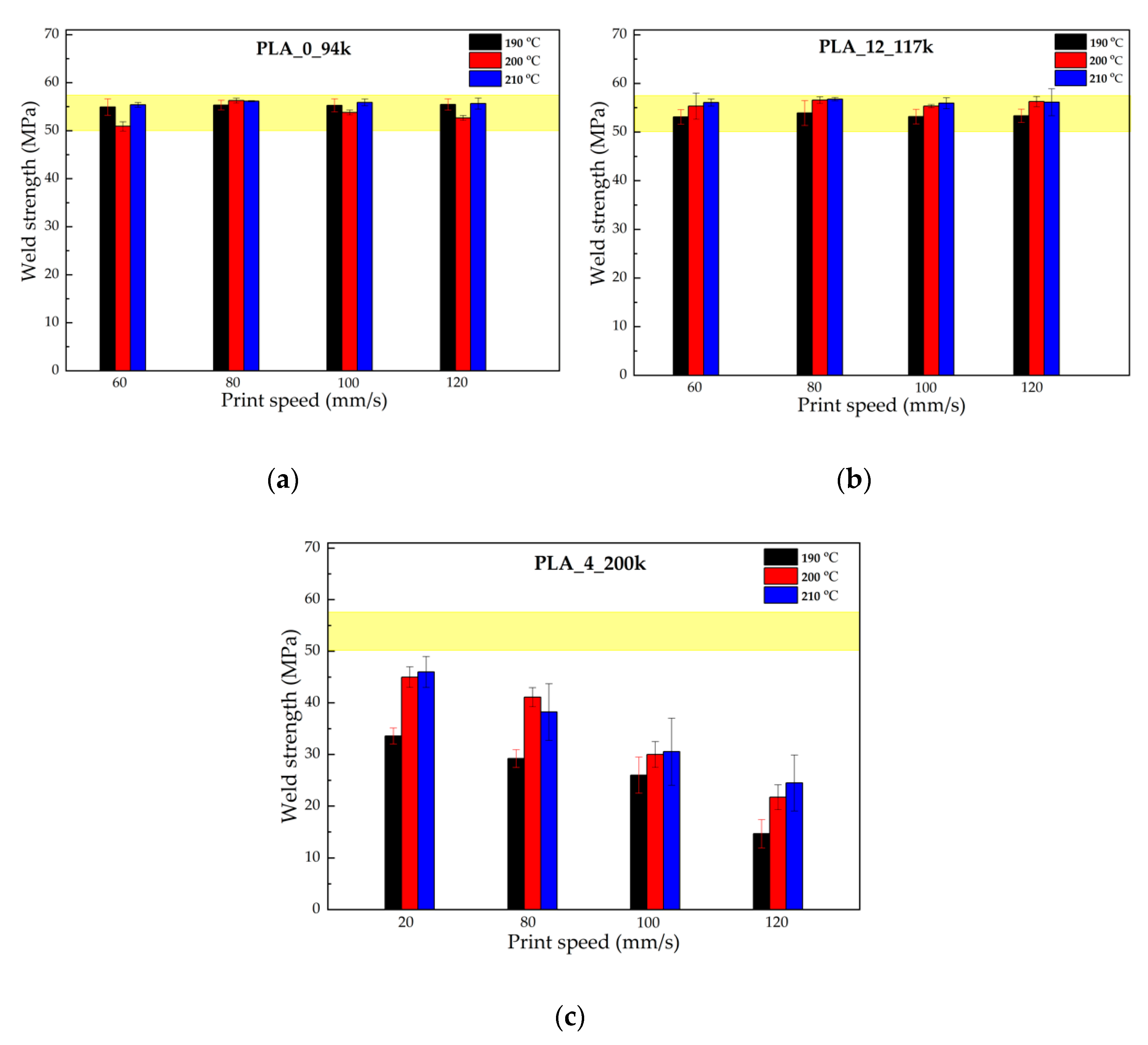
3.2. Mechanical Testing
4. Discussion
4.1. Measuring Weld Anisotropy
4.2. Modelling Weld Anisotropy
4.3. Modelling vs Experiments
- The High-Strength Regime. The model clearly underestimates the high strength regime, corresponding to the lowest molecular weight samples. This can be attributed to the temperature profiles employed by the model. Temperature measurements were carried out on the first deposited layer, which serve as an axisymmetric boundary condition in the model and provide the most extreme cooling profile experienced during the build. However, breaking occurs always at layers deposited at intermediate heights in the sample, where the cooling rate is less affected by the build plate [15,29]
- The Low-Strength Regime. On the other hand, the model overestimates the weld strength in the low-strength regime corresponding to the high-molecular-weight samples. This may be indicative of the unsuitability of the crazing model to properly describe the failure of PLA welds with frozen-in orientation. Another possible reason is the existence of a low degree of crystallinity at the weld, which could effectively decrease the strength of the inter-layer bonding [31,46].
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

References
- Turner, B.N.; Strong, R.; Gold, S.A. A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyp. J. 2014, 20, 192. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. B 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Wu, H.; Fahy, W.P.; Kim, S.; Kim, H.; Zhao, N.; Pilato, L.; Kafi, A.; Bateman, S.; Koo, J.H. Recent developments in polymers/polymer nanocomposites for additive manufacturing. Prog. Mater. Sci. 2020, 111, 100638. [Google Scholar] [CrossRef]
- Paul, S. Finite element analysis in fused deposition modeling research: A literature review. Measurement 2021, 178, 109320. [Google Scholar] [CrossRef]
- Azadi, M.; Dadashi, A.; Dezianian, S.; Kianifar, M.; Torkaman, S.; Chiyani, M. High-cycle bending fatigue properties of additive-manufactured ABS and PLA polymers fabricated by fused deposition modeling 3D-printing. Forces Mech. 2021, 3, 100016. [Google Scholar] [CrossRef]
- Daminabo, S.C.; Goel, S.; Grammatikos, S.A.; Nezhad, H.Y.; Thakur, V.K. Fused deposition modeling-based additive manufacturing (3D printing): Techniques for polymer material systems. Mater. Today Chem. 2020, 16, 100248. [Google Scholar] [CrossRef]
- Rengier, F.; Mehndiratta, A.; Von Tengg-Kobligk, H.; Zechmann, C.M.; Unterhinninghofen, R.; Kauczor, H.U.; Giesel, F.L. 3D printing based on imaging data: Review of medical applications. Int. J. Comput. Assist. Radiol. Surg. 2010, 5, 335. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.A.; Le, T.T.; Austin, S.A.; Gibb, A.G.F.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2021, 21, 262. [Google Scholar] [CrossRef] [Green Version]
- Das, A.; Chatham, C.A.; Fallon, J.J.; Zawaski, C.E.; Gilmer, E.L.; Williams, C.B.; Bortner, M.J. Current understanding and challenges in high temperature additive manufacturing of engineering thermoplastic polymers. Addit. Manuf. 2020, 34, 101218. [Google Scholar] [CrossRef]
- Wu, W.Z.; Geng, P.; Li, G.W.; Zhao, D.; Zhang, H.B.; Zhao, J. Influence of layer thickness and raster angle on the mechanical properties of 3d-printed peek and a comparative mechanical study between PEEK and ABS. Materials 2015, 8, 5834. [Google Scholar] [CrossRef]
- Li, H.; Zhang, S.; Yi, Z.; Li, J.; Sun, A.; Guo, J.; Xu, G. Bonding quality and fracture analysis of polyamide 12 parts fabricated by fused deposition modeling. Rapid Prototyp. J. 2017, 23, 973. [Google Scholar] [CrossRef]
- Ahn, S.H.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248. [Google Scholar] [CrossRef] [Green Version]
- Galeja, M.; Hejna, A.; Kosmela, P.; Kulawik, A. Static and dynamic mechanical properties of 3D printed ABS as a function of raster angle. Materials 2020, 13, 297. [Google Scholar] [CrossRef] [Green Version]
- Costanzo, A.; Croce, U.; Spotorno, R.; Fenni, S.E.; Cavallo, D. Fused Deposition Modeling of Polyamides: Crystallization and Weld Formation. Polymers 2020, 12, 2980. [Google Scholar] [CrossRef]
- Yin, J.; Lu, C.H.; Fu, J.Z.; Huang, Y.; Zheng, Y.X. Interfacial bonding during multi-material fused deposition modeling (FDM) process due to inter-molecular diffusion. Mater. Des. 2018, 150, 104. [Google Scholar] [CrossRef]
- Coogan, T.J.; Kazmer, D.O. Healing simulation for bond strength prediction of FDM. Rapid Prototyp. J. 2017, 23, 551. [Google Scholar] [CrossRef]
- Yang, F.; Pitchumani, R. Healing of thermoplastic polymers at an interface under nonisothermal conditions. Macromolecules 2002, 35, 3213. [Google Scholar] [CrossRef]
- Sun, Q.; Rizvi, G.M.; Bellehumeur, C.T.; Gu, P. Effect of processing conditions on the bonding quality of FDM polymer filaments. Rapid Prototyp. J. 2008, 2, 72. [Google Scholar] [CrossRef]
- Seppala, J.E.; Migler, K.D. Infrared thermography of welding zones produced by polymer extrusion additive manufacturing. Addit. Manuf. 2016, 12, 71. [Google Scholar] [CrossRef] [Green Version]
- Shmueli, Y.; Jiang, J.; Zhou, Y.; Xue, Y.; Chang, C.C.; Yuan, G.; Satija, S.K.; Lee, S.; Nam, C.Y.; Kim, T.; et al. Simultaneous in situ X-ray scattering and infrared imaging of polymer extrusion in additive manufacturing. ACS Appl. Polym. Mater. 2019, 1, 1559. [Google Scholar] [CrossRef]
- Shahriar, B.B.; France, C.; Valerie, N.; Arthur, C.; Christian, G. Toward improvement of the properties of parts manufactured by FFF (Fused Filament Fabrication) through understanding the influence of temperature and rheological behaviour on the coalescence phenomenon. AIP Conf. Proc. 2017, 1896, 040008. [Google Scholar]
- McIlroy, C.; Graham, R.S. Modelling flow-enhanced crystallisation during fused filament fabrication of semi-crystalline polymer melts. Addit. Manuf. 2018, 24, 323. [Google Scholar] [CrossRef]
- Nogales, A.; Gutierrez-Fernandez, E.; García-Gutierrez, M.C.; Ezquerra, T.A.; Rebollar, E.; Šics, I.; Malfois, M.; Gaidukovs, S.; Gēcis, E.; Celms, K.; et al. Structure development in polymers during fused filament fabrication (FFF): An in situ small- and wide-angle X-ray scattering study using synchrotron radiation. Macromolecules 2019, 52, 971. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143. [Google Scholar] [CrossRef]
- Costanzo, A.; Spotorno, R.; Candal, M.V.; Fernandez, M.M.; Müller, A.J.; Graham, R.S.; Cavallo, D.; McIlroy, C. Residual alignment and its effect on weld strength in material-extrusion 3D-printing of polylactic acid. Addit. Manuf. 2020, 36, 101415. [Google Scholar] [CrossRef]
- Costanzo, A.; Cavallo, D.; McIlroy, C. High performance co-polyesters for 3D printing: A molecular perspective of weld properties. Addit. Manuf. 2022, 49, 102474. [Google Scholar]
- Levenhagen, N.P.; Dadmun, M.D. Bimodal molecular weight samples improve the isotropy of 3D printed polymeric samples. Polymer 2017, 122, 232. [Google Scholar] [CrossRef]
- Srinivas, V.; van Hooy-Corstjens, C.S.J.; Rastogi, S.; Harings, J.A.W. Promotion of molecular diffusion and/or crystallization in fused deposition modeled poly(lactide) welds. Polymer 2020, 202, 122637. [Google Scholar] [CrossRef]
- Xu, Q.; Shang, Y.; Jiang, Z.; Wang, Z.; Zhou, C.; Liu, X.; Yan, Q.; Li, X.; Zhang, H. Effect of molecular weight on mechanical properties and microstructure of 3D printed poly(ether ether ketone). Polym. Int. 2021, 70, 1065–1072. [Google Scholar] [CrossRef]
- Vaes, D.; Coppen, S.M.; Goderis, B.; Zoetelief, W.; Van Puyvelde, P. The Extent of Interlayer Bond Strength during Fused Filament Fabrication of Nylon Copolymers: An Interplay between Thermal History and Crystalline Morphology. Polymers 2021, 13, 2677. [Google Scholar] [CrossRef]
- Cheng, G.Z.; Estepar, R.S.J.; Folch, E.; Onieva, J.; Gangadharan, S.; Majid, A. Three-dimensional Printing and 3D Slicer: Powerful Tools in Understanding and Treating Structural Lung Disease. Chest 2016, 149, 1136. [Google Scholar] [CrossRef] [Green Version]
- Massey, L.K. Plastics Design Library, Film Properties of Plastics and Elastomers, 2nd ed.; William Andrew Publishing: Norwich, NY, USA, 2004; Volume 45, p. 173. [Google Scholar]
- Looijmans, S.F.S.P.; Carmeli, E.; Puskar, L. Polarization modulated infrared spectroscopy: A pragmatic tool for polymer science and engineering. Polym. Cryst. 2020, 3, 10138. [Google Scholar] [CrossRef]
- Schmidt, M.; Schade, U.; Grunze, M. Microspectroscopic observation of vibrational linear dichroism using polarization-modulated infrared synchrotron radiation. Infrared Phys. Technol. 2006, 49, 69–73. [Google Scholar] [CrossRef]
- Nofar, M.; Salehiyan, R.; Ray, S.S. Rheology of poly (lactic acid)-based systems. Polym. Rev. 2019, 59, 465–509. [Google Scholar] [CrossRef]
- Dorgana, J.R.; Janzen, J.; Claytonb, M.P. Melt rheology of variable L-content poly(lactic acid). J. Rheol. 2005, 49, 607. [Google Scholar] [CrossRef]
- Cooper-White, J.J.; Mackay, M.E. Rheological properties of poly(lactides). Effect of molecular weight and temperature on the viscoelasticity of poly(l-lactic acid). J. Polym. Sci. B Polym. Phys. 1999, 37, 1803–1814. [Google Scholar] [CrossRef]
- Martin, J.R.; Johnson, J.F.; Cooper, A.R. Mechanical Properties of Polymers: The Influence of Molecular Weight and Molecular Weight Distribution. J. Macromol. Sci. B 1972, 8, 57–199. [Google Scholar] [CrossRef]
- Bersted, B.H.; Anderson, T.G. Influence of molecular weight and molecular weight distribution on the tensile properties of amorphous polymers. J. Appl. Polym. Sci. 1990, 39, 499–514. [Google Scholar] [CrossRef]
- Kister, G.; Cassanas, G.; Vert, M.; Pauvert, B.; Térol, A. Vibrational analysis of poly(L-lactic acid). J. Raman Spectrosc. 1995, 26, 307–311. [Google Scholar] [CrossRef]
- McIlroy, C.; Olmsted, P.D. Deformation of an amorphous polymer during the fused-filament-fabrication method for additive manufacturing. J. Rheol. 2017, 61, 379–397. [Google Scholar] [CrossRef] [Green Version]
- McIlroy, C.; Olmsted, P.D. Disentanglement effects on welding behaviour of polymer melts during the fused-filament-fabrication method for additive manufacturing. Polymer 2017, 123, 376–391. [Google Scholar] [CrossRef] [Green Version]
- RepTate documentation. Available online: https://reptate.readthedocs.io/ (accessed on 4 April 2022).
- Sha, Y.; Hui, C.; Ruina, A.; Kramer, E. Continuum and discrete modeling of craze failure at a crack-tip in a glassy polymer. Macromolecules 1995, 28, 2450–2459. [Google Scholar] [CrossRef]
- Hart, K.R.; Dunn, R.M.; Wetzel, E.D. Increased fracture toughness of additively manufactured semi-crystalline thermoplastics via thermal annealing. Polymer 2020, 211, 123091. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Adopted Name | Molar Mass Mw (g/mol) | Approx. D-Lactide Content (mol %) | Zeq = Mw/Me |
|---|---|---|---|
| PLA_0_94k | 94.000 | 0 | 10 |
| PLA_0_190k | 190.000 | 0 | 21 |
| PLA_4_160k | 160.000 | 4 | 17 |
| PLA_4_200k | 200.00 | 4 | 22 |
| PLA_12_117k | 117.000 | 12 | 13 |
| PLA_12_180k | 180.000 | 12 | 20 |
| Nozzle temperature | 190–210 °C |
| Print speed | 20–120 mm/s |
| Build plate temperature | 40 °C |
| Chamber temperature | 30 °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Costanzo, A.; Poggi, A.; Looijmans, S.; Venkatraman, D.; Sawyer, D.; Puskar, L.; Mcllroy, C.; Cavallo, D. The Role of Molar Mass in Achieving Isotropy and Inter-Layer Strength in Mat-Ex Printed Polylactic Acid. Polymers 2022, 14, 2792. https://doi.org/10.3390/polym14142792
Costanzo A, Poggi A, Looijmans S, Venkatraman D, Sawyer D, Puskar L, Mcllroy C, Cavallo D. The Role of Molar Mass in Achieving Isotropy and Inter-Layer Strength in Mat-Ex Printed Polylactic Acid. Polymers. 2022; 14(14):2792. https://doi.org/10.3390/polym14142792
Chicago/Turabian StyleCostanzo, Andrea, Alice Poggi, Stan Looijmans, Deepak Venkatraman, Dan Sawyer, Ljiljana Puskar, Claire Mcllroy, and Dario Cavallo. 2022. "The Role of Molar Mass in Achieving Isotropy and Inter-Layer Strength in Mat-Ex Printed Polylactic Acid" Polymers 14, no. 14: 2792. https://doi.org/10.3390/polym14142792
APA StyleCostanzo, A., Poggi, A., Looijmans, S., Venkatraman, D., Sawyer, D., Puskar, L., Mcllroy, C., & Cavallo, D. (2022). The Role of Molar Mass in Achieving Isotropy and Inter-Layer Strength in Mat-Ex Printed Polylactic Acid. Polymers, 14(14), 2792. https://doi.org/10.3390/polym14142792