
Effect of Preload on the Weld Quality of Ultrasonic Welded Carbon-Fiber-Reinforced Nylon 6 Composite



Abstract
:
1. Introduction
2. Experimental Procedure
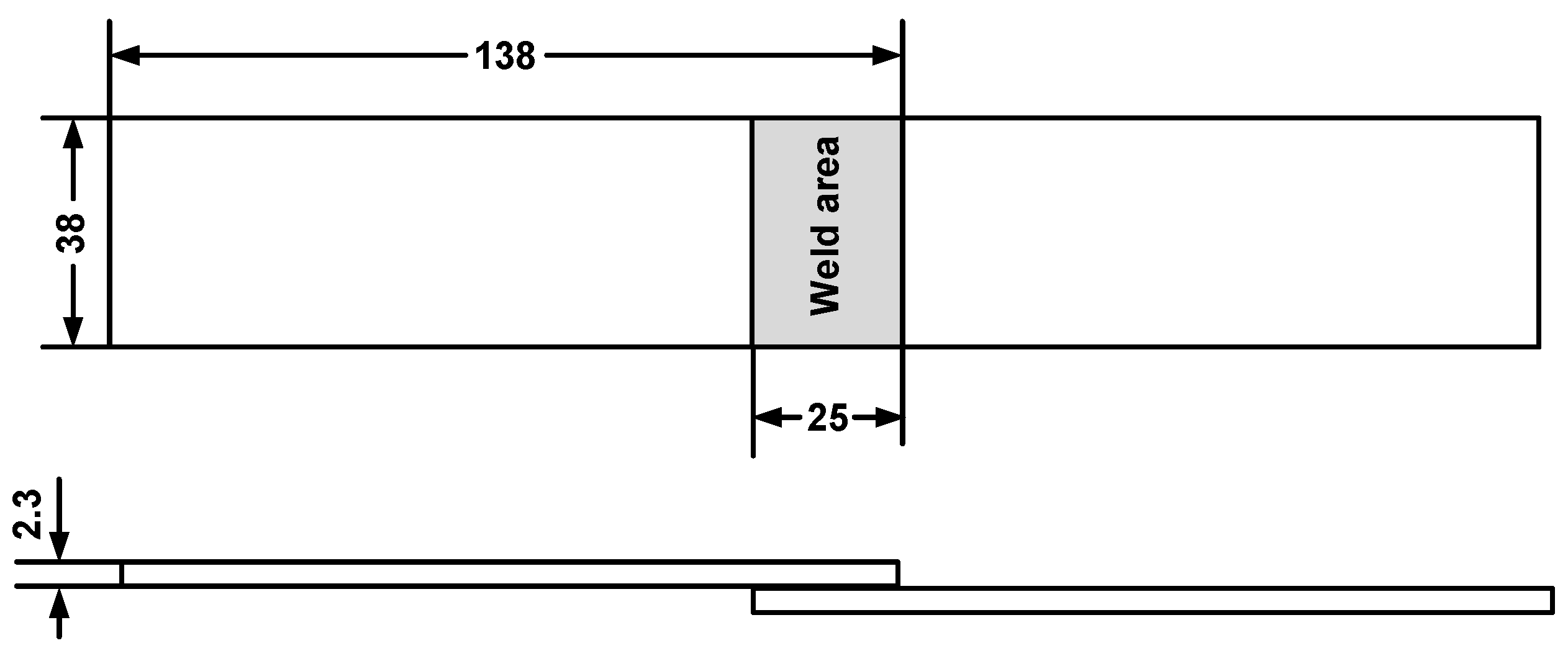
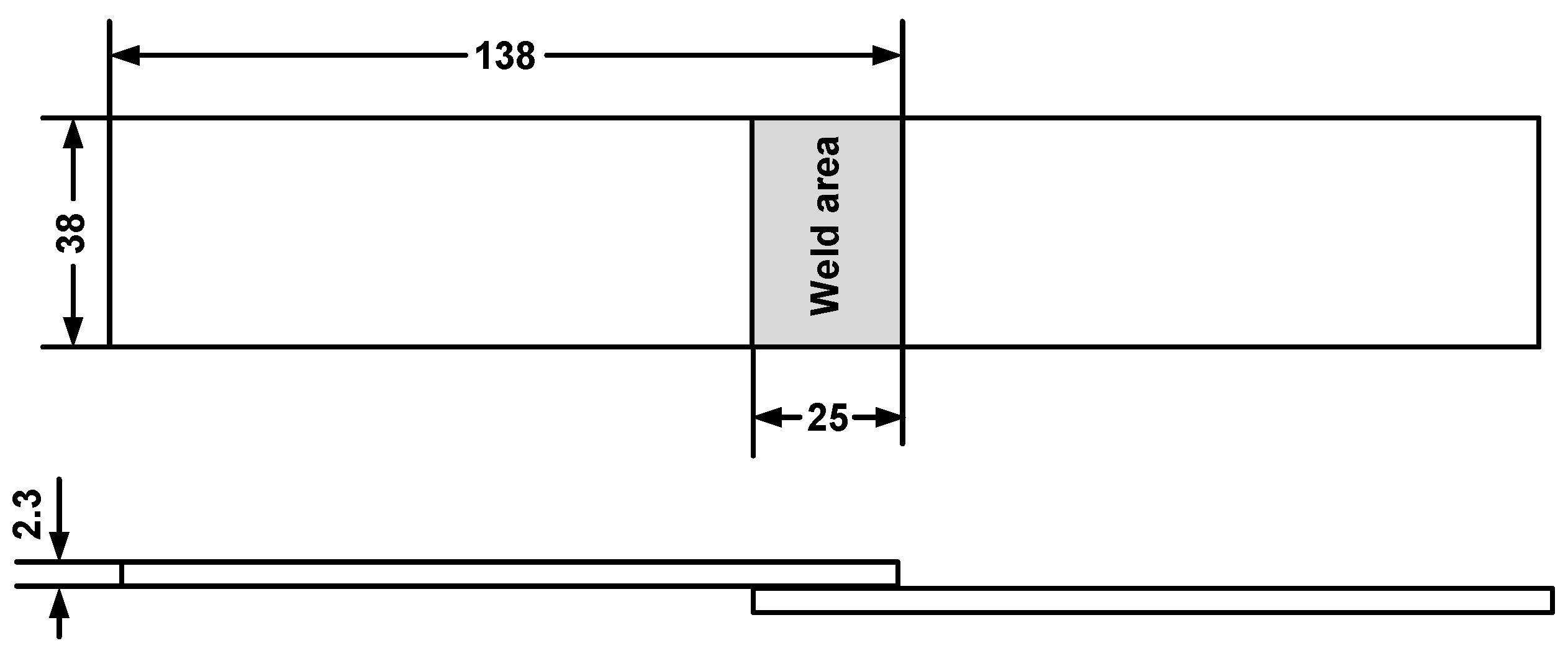
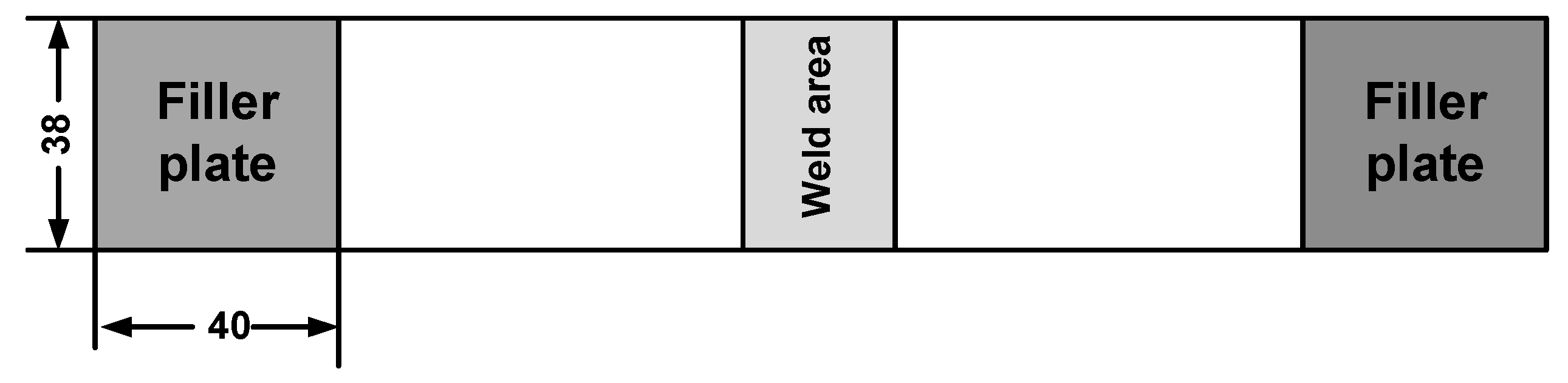
2.1. Materials and Specimen Preparation
2.2. Ultrasonic Welding Process
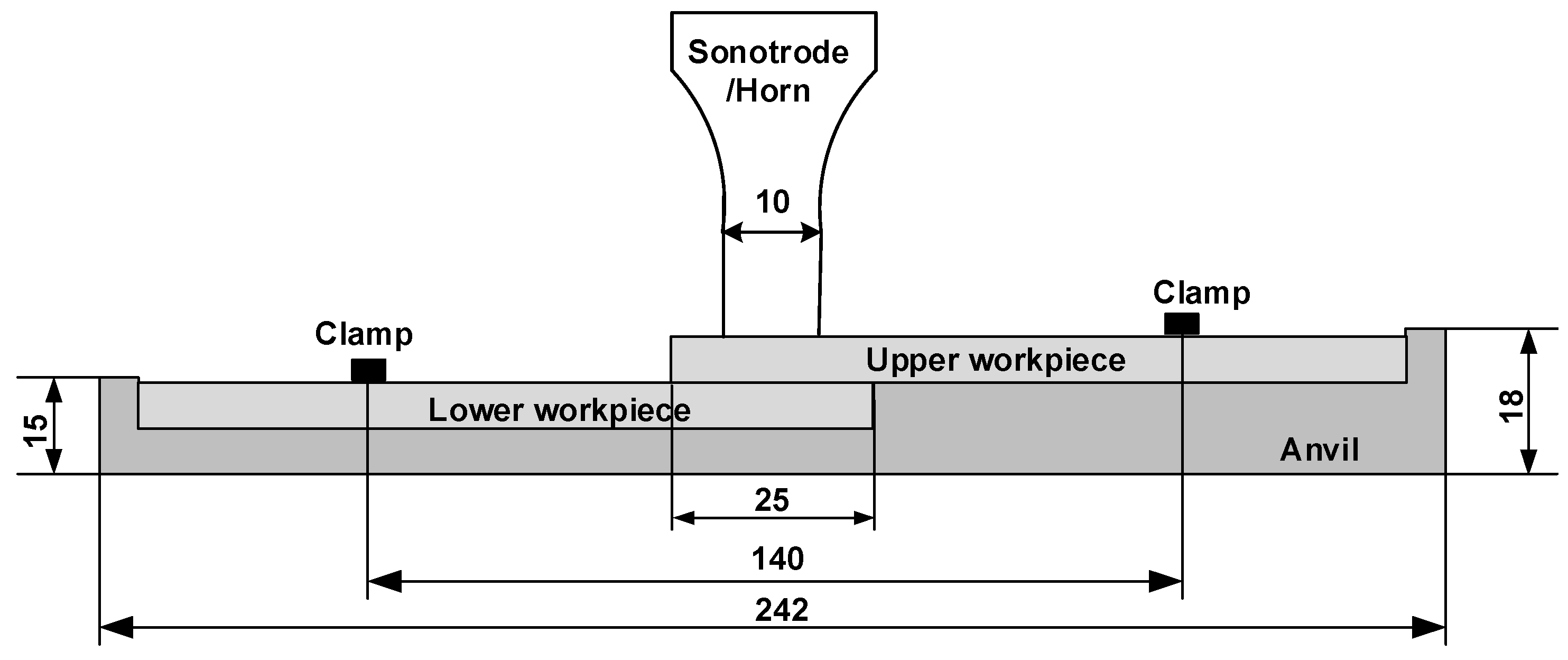
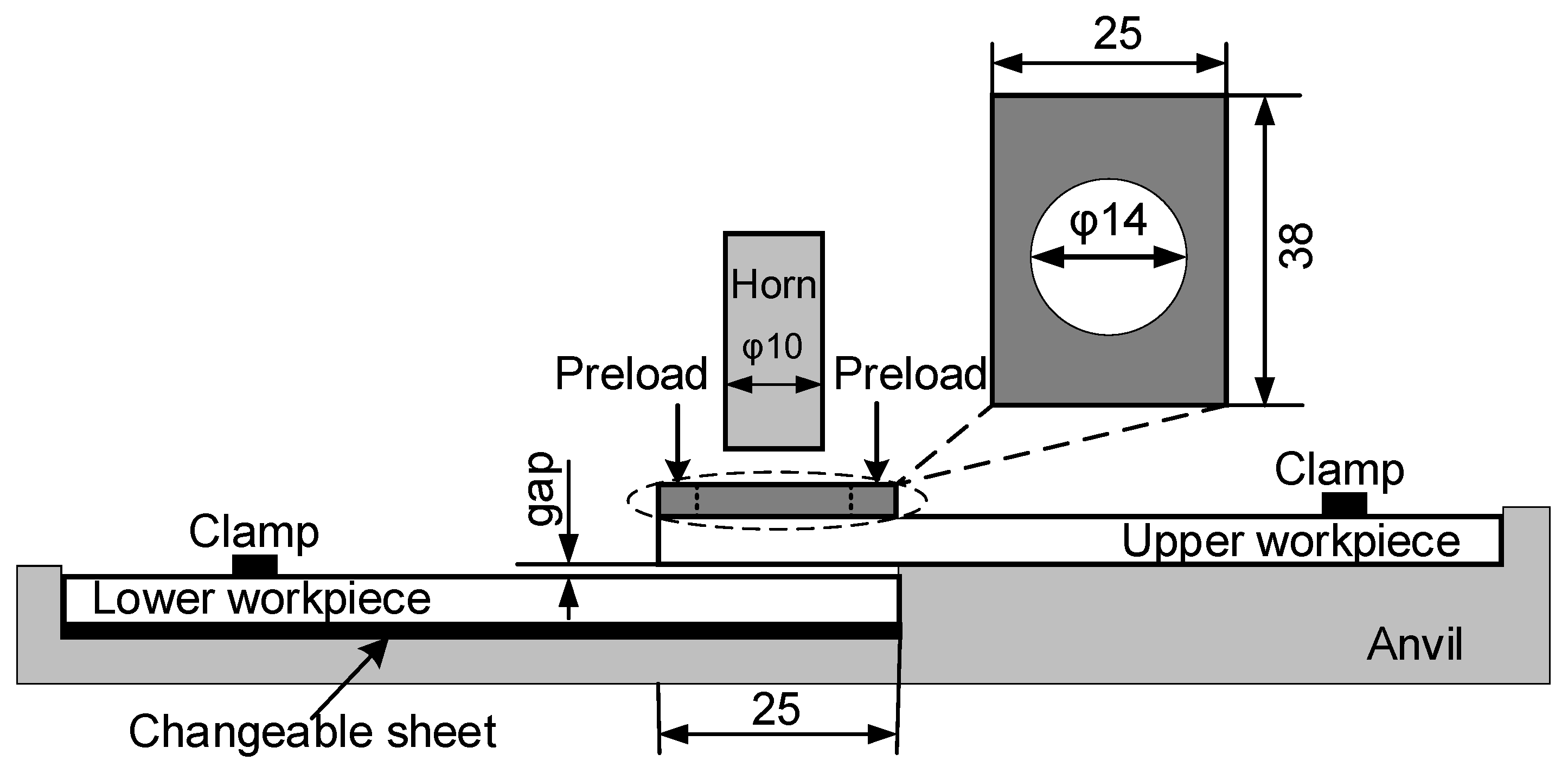
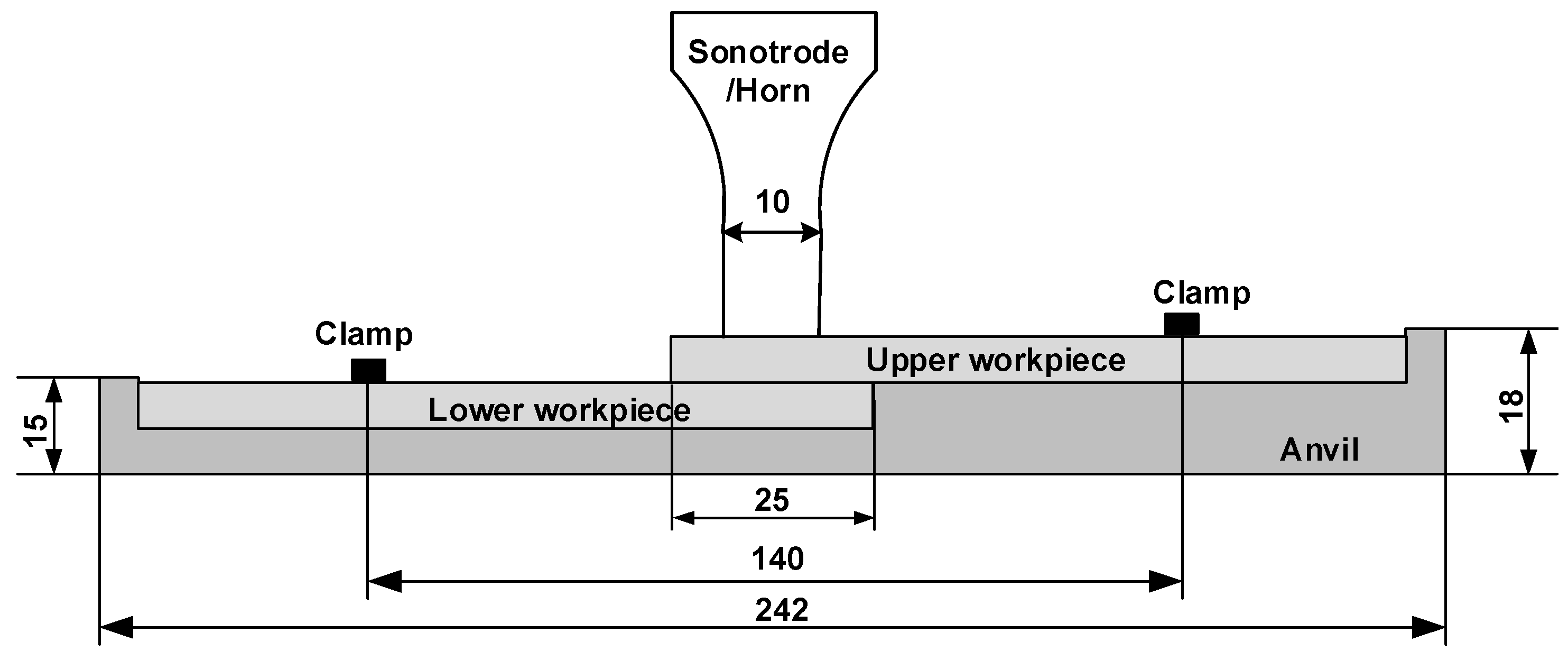
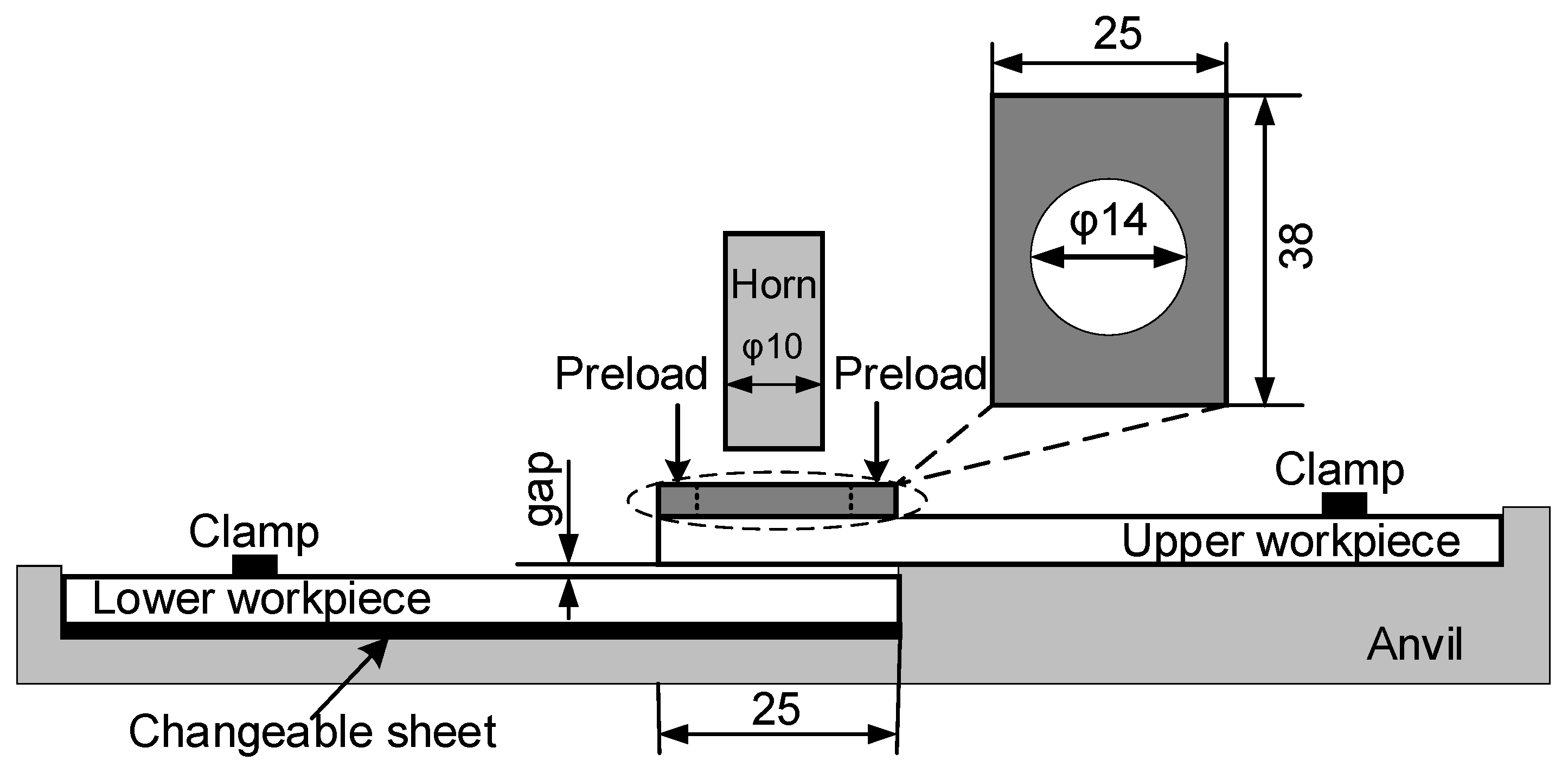
2.3. Experimental Setup
2.4. Mechanical Evaluation of the Welded Joints
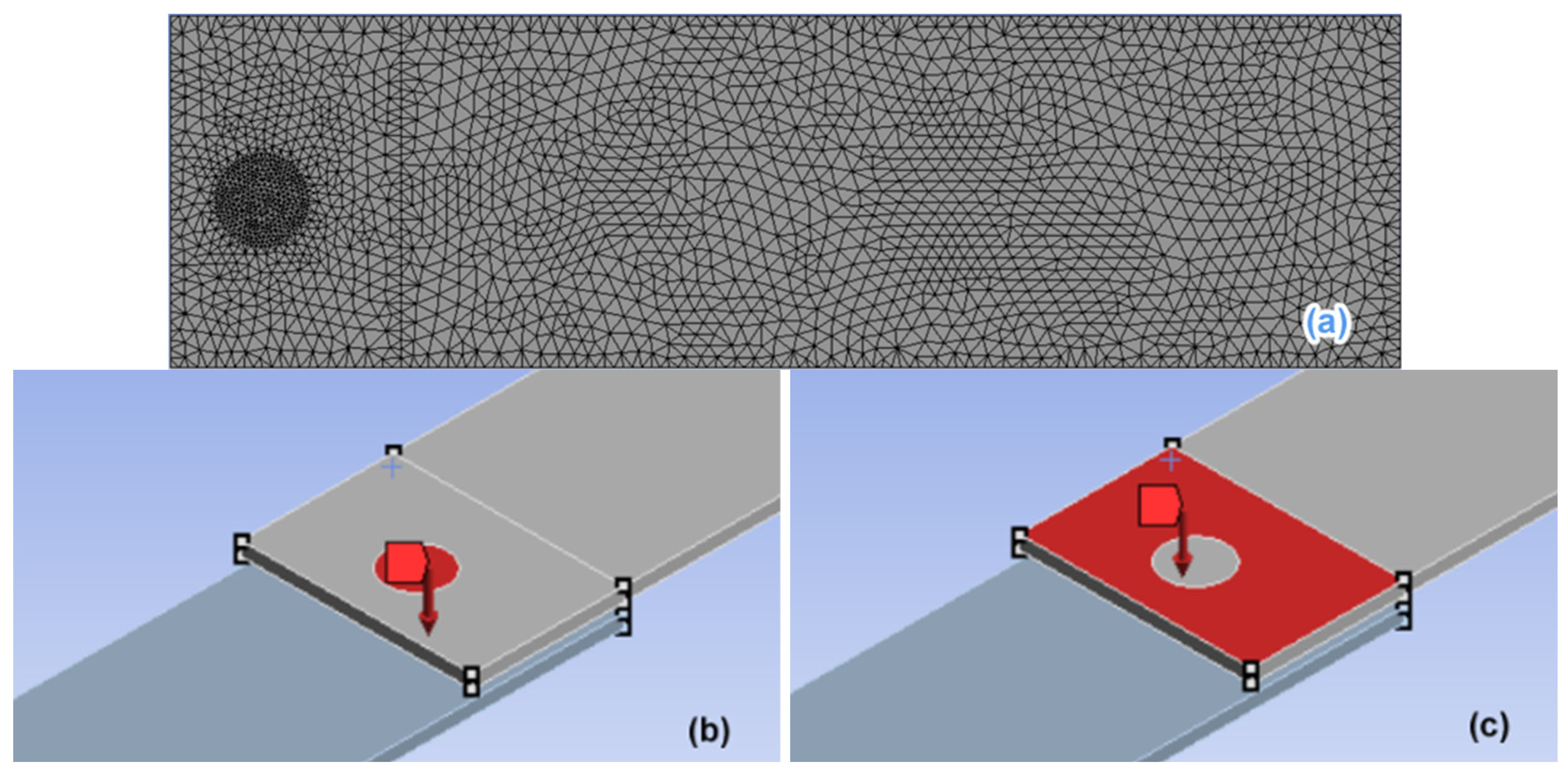
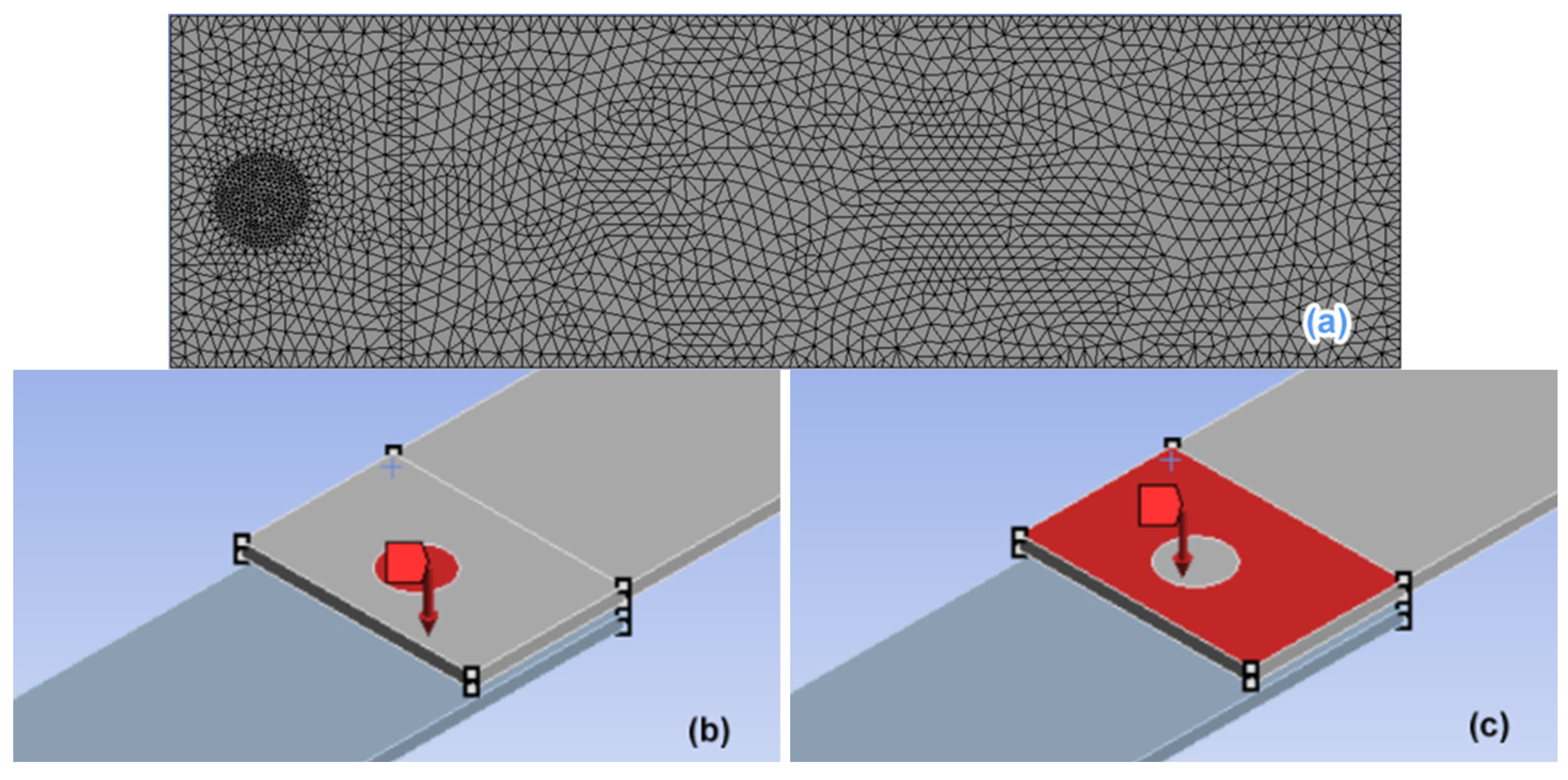
2.5. Finite Element Analysis
3. Result and Discussion
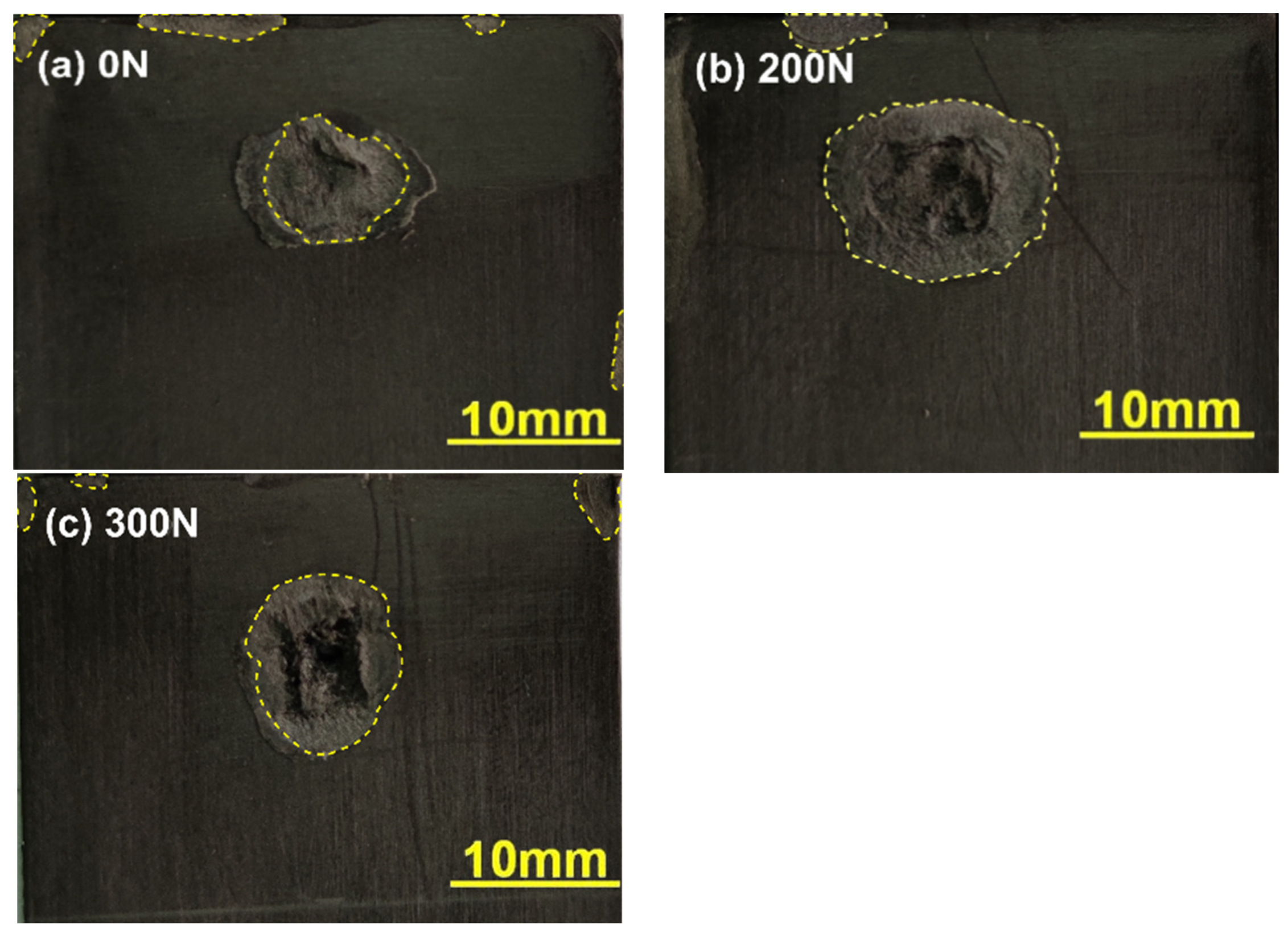
3.1. Effect of Preload on the Quality of Normal UWed Joints
3.2. Effect of Preload on Quality of UWed Joints with Poor Contact
4. Improvement Mechanism of Preloaded Joints with Poor Contact
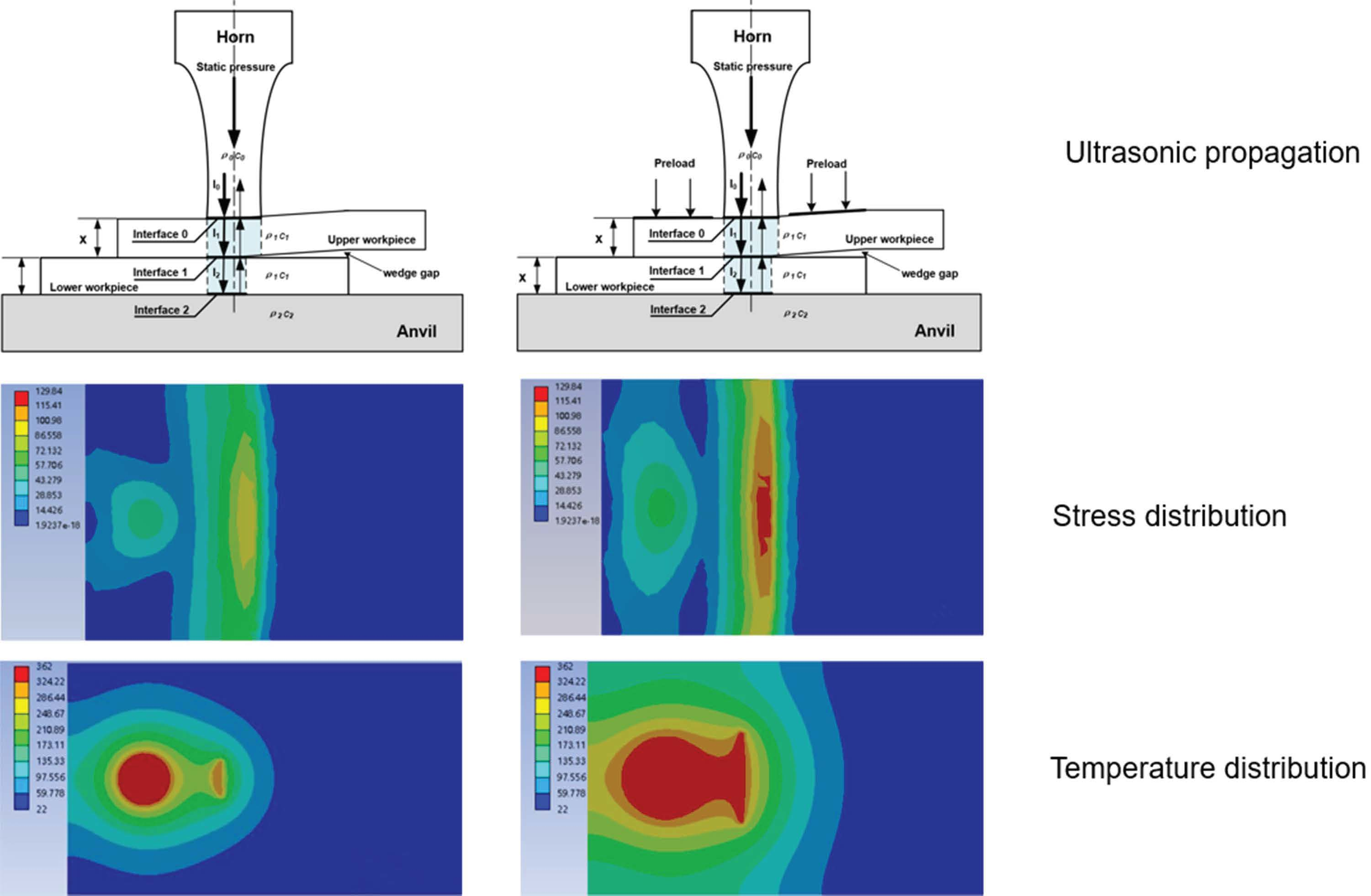
4.1. Stress and Deformation Analysis
4.2. Modeling of Ultrasonic Transmission with Preloading
5. Conclusions
- (1)
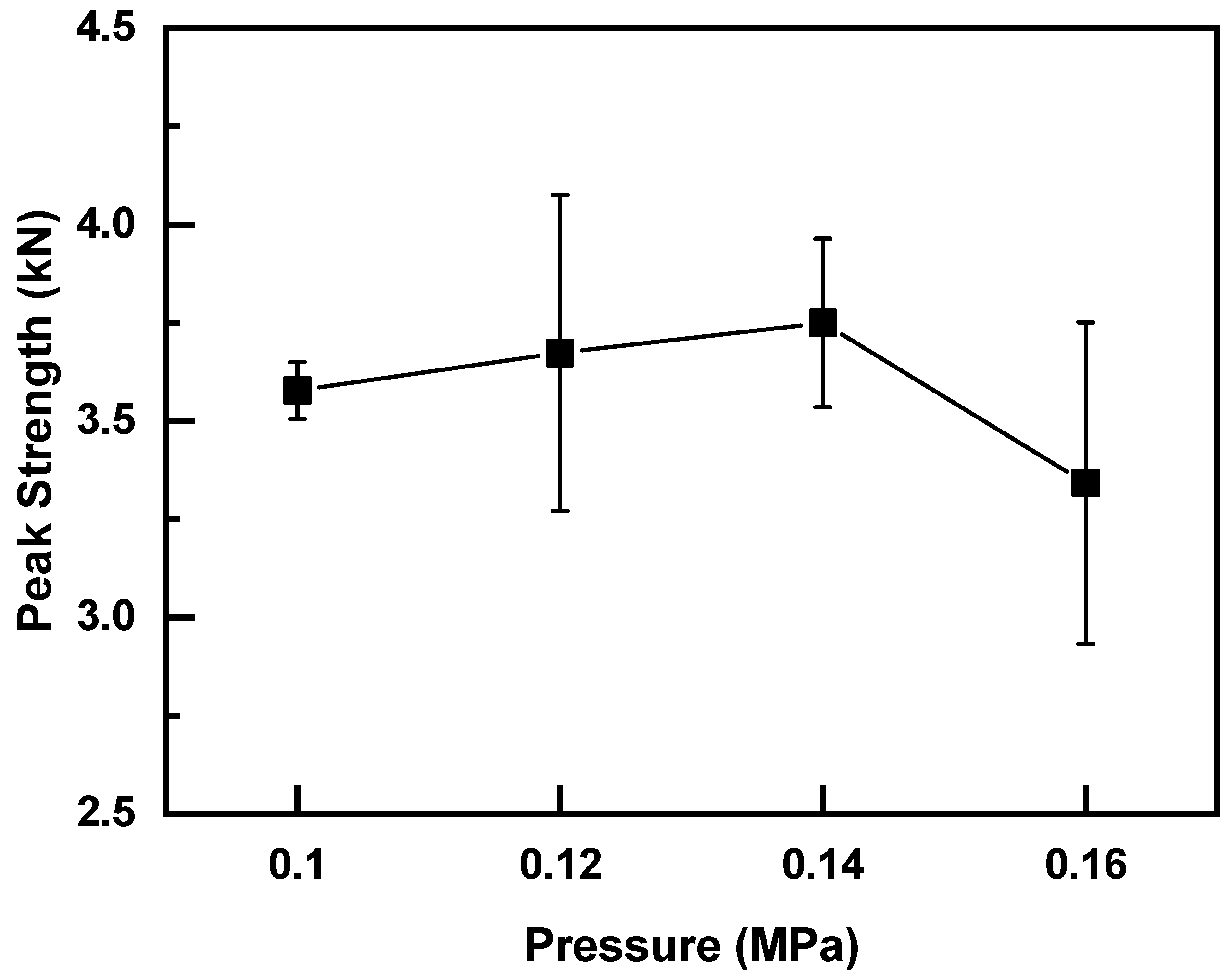
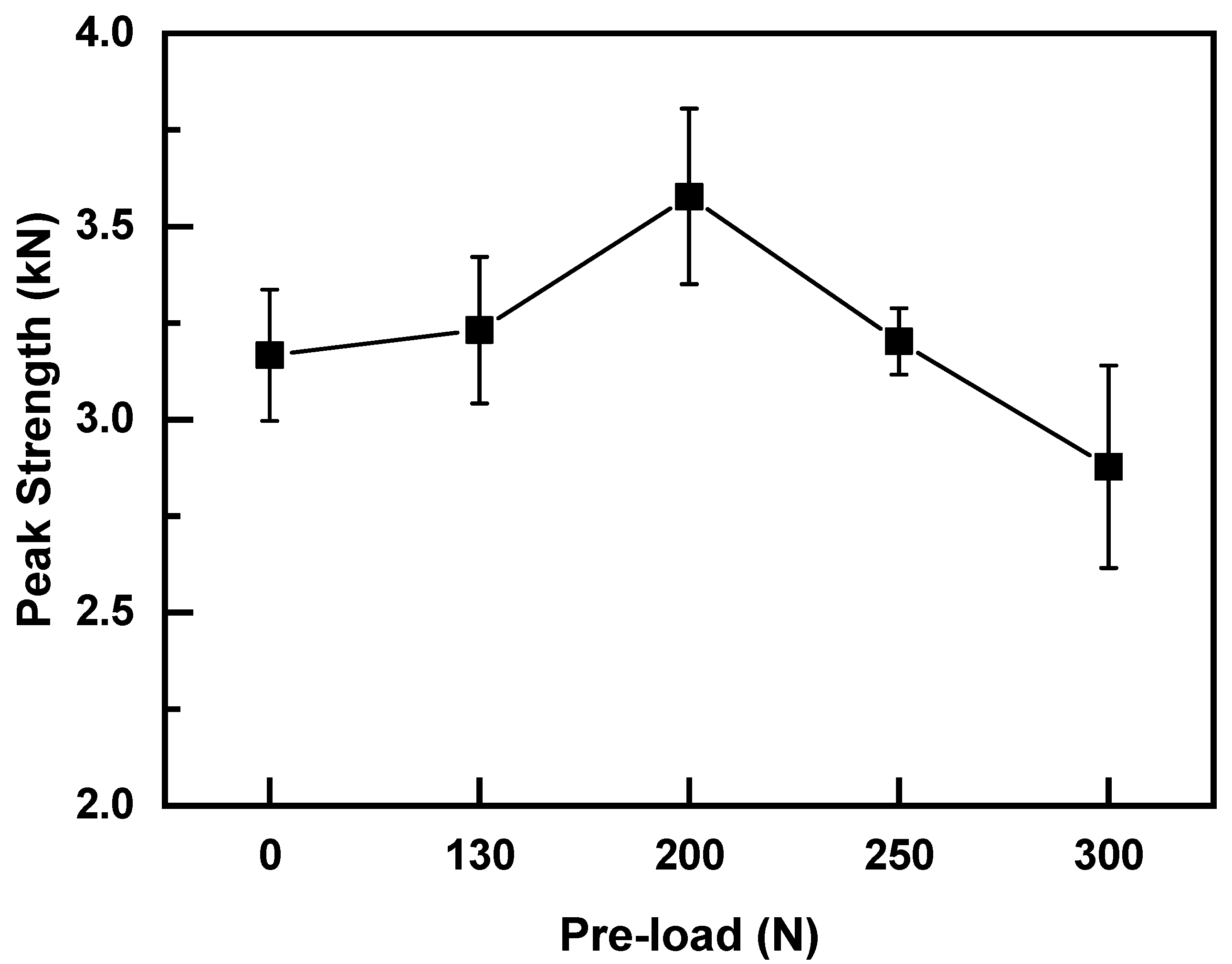
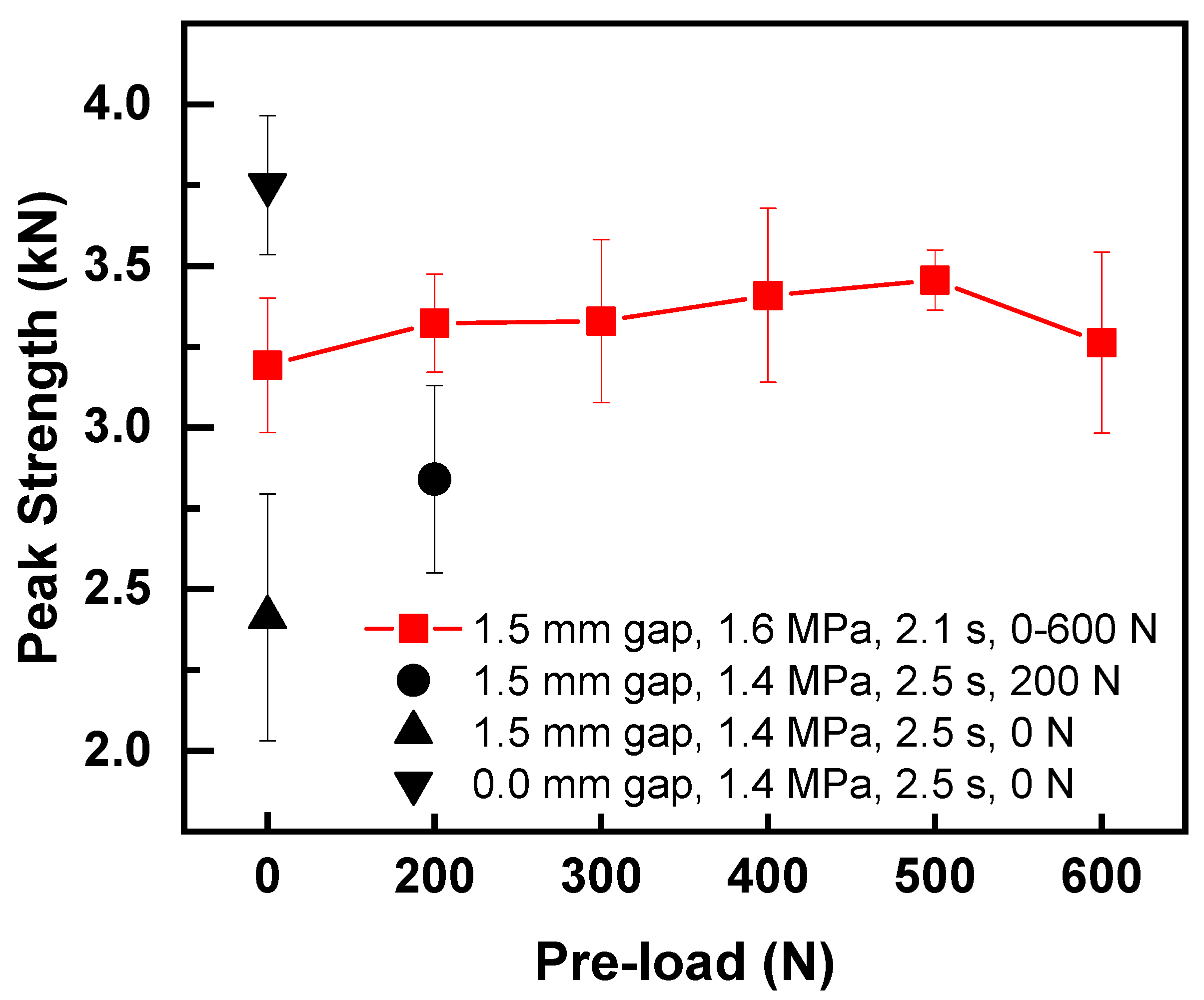
- Preload can improve the weld quality of the composites, and the strength increased by 18.7% for the normal joint with preload of 200 N made with optimal welding parameters;
- (2)
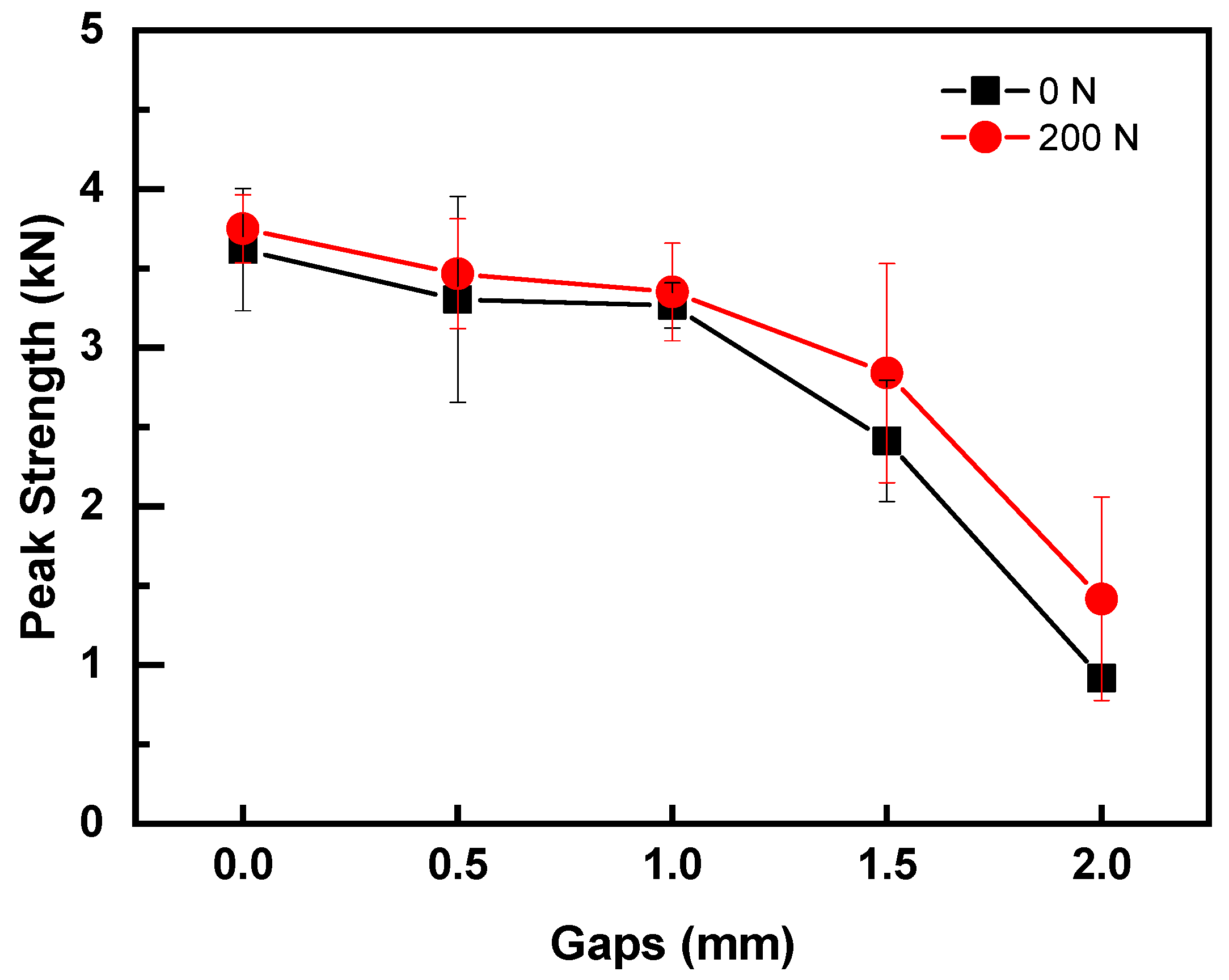
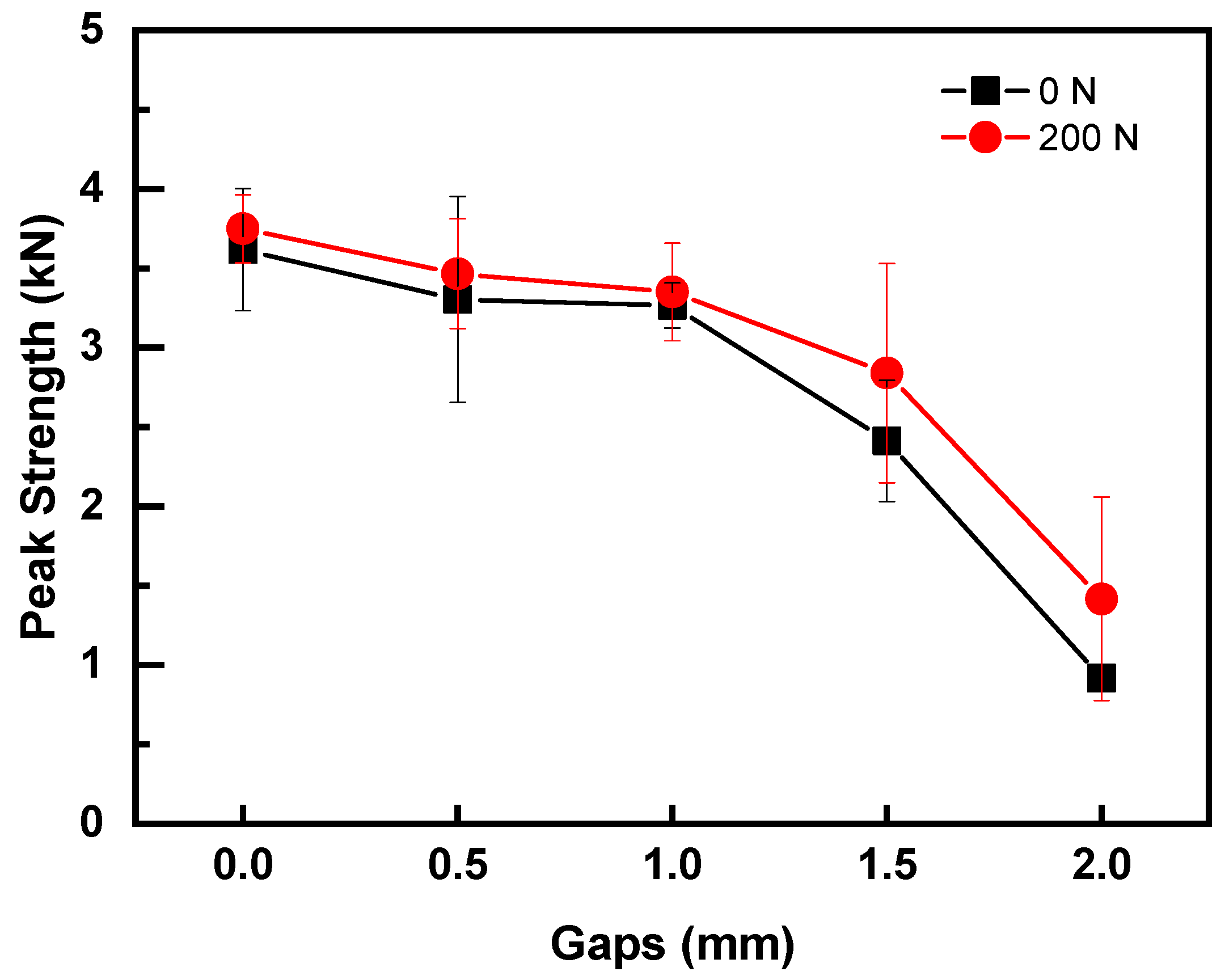
- The existence of gap between upper and lower workpieces had a considerable negative influence on joint strength. When the gap was smaller than 1.0 mm, the joint strength decreased slightly while to 66.7% and 25.4% of the normal joint for gaps of 1.5 mm and 2.0 mm.
- (3)
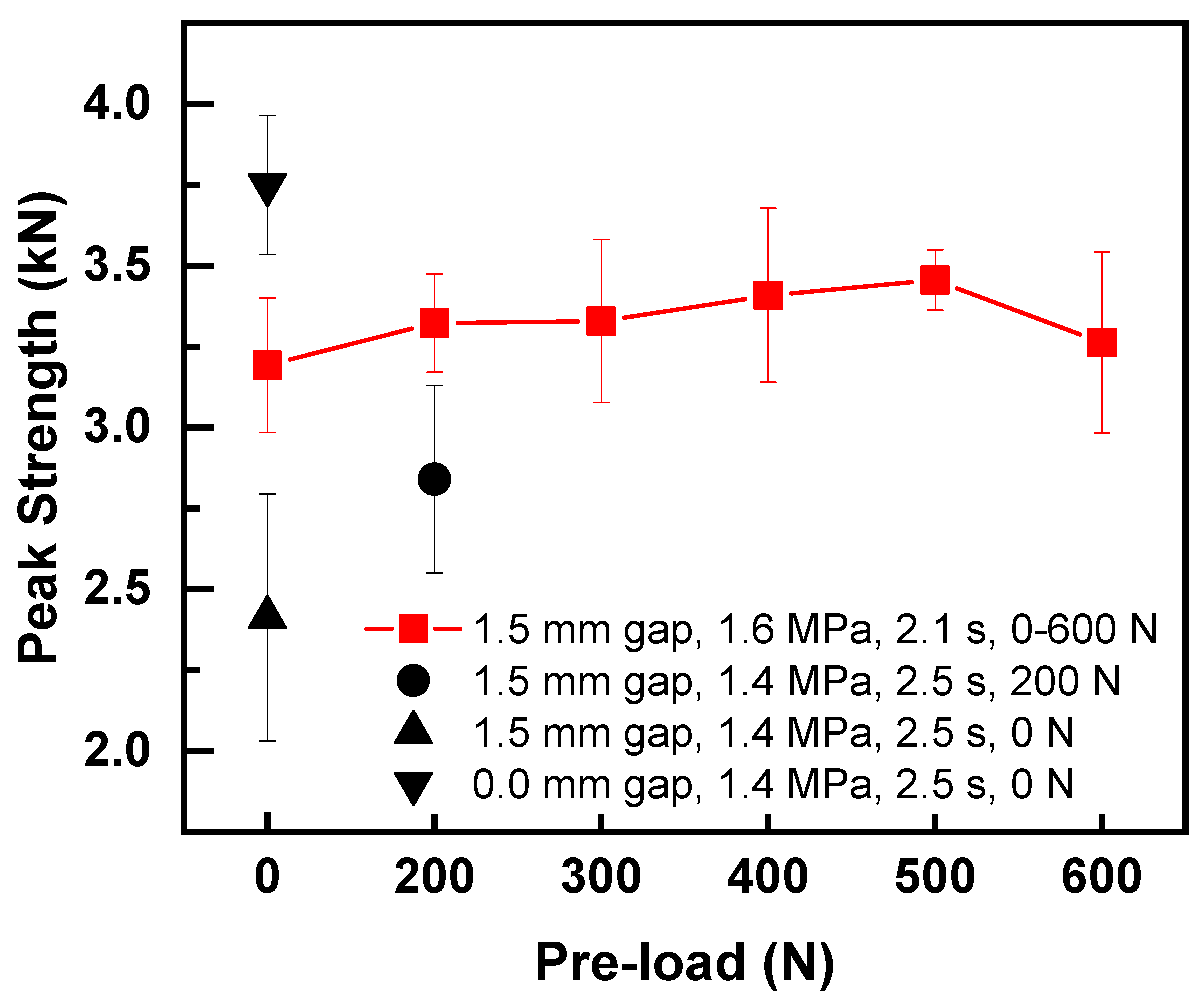
- Preload can repair the strengths of joints with gaps. The strength of the joint with 1.5 mm gap can be recovered to 95.5% of the normal joint under optimized welding parameters;
- (4)
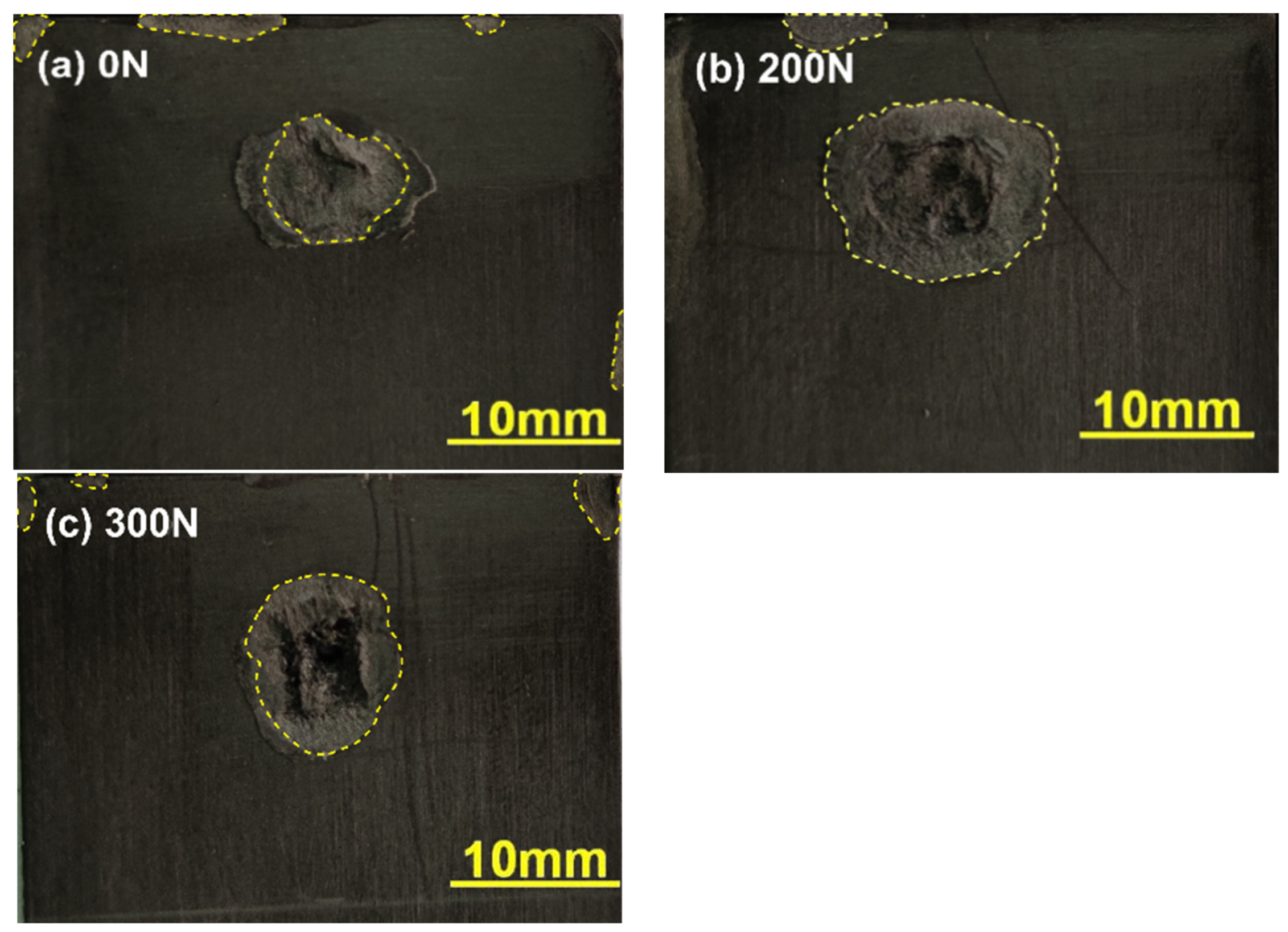
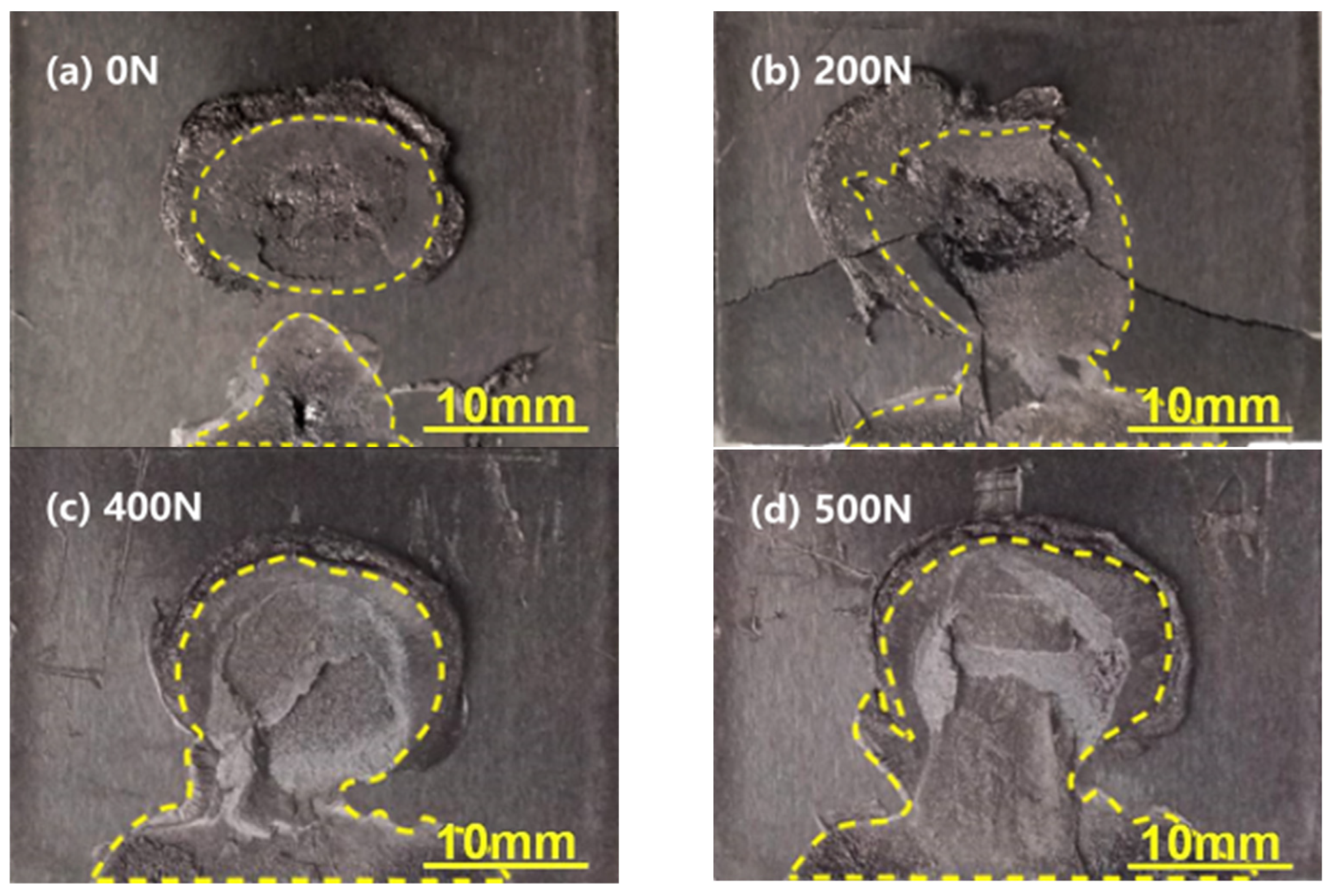
- Application of preloading improved the strength of the joint with poor contact, which was mainly because the preload compacted the contact between workpieces and increased the ultrasonic transmission, resulting in the increase in nugget area.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- He, M.; Zhou, J.; Liu, L. A study of supporting legal policies for improving China’s new energy automobile industry based on environmental benefits equilibrium-enlightenment from the environmental subsidies of Germany legal system. Int. J. Hydrogen Energy 2017, 42, 1869–18708. [Google Scholar] [CrossRef]
- Hasunuma, H.; Ishimaru, Y.; Yoda, Y.; Shima, M. Decline of ambient air pollution levels due to measures to control automobile emissions and effects on the prevalence of respiratory and allergic disorders among children in Japan. Environ. Res. 2014, 131, 111–118. [Google Scholar] [CrossRef] [PubMed]
- Mao, Y.Q.; Yang, P.; Ke, L.M.; Xu, Y.; Chen, Y.H. Microstructure evolution and recrystallization behavior of friction stir welded thick Al-Mg-Zn-Cu alloys: Influence of pin centerline deviation. Acta Metall. Sin. 2022, 35, 745–756. [Google Scholar] [CrossRef]
- Yang, Y.D.; Liu, Z.W.; Wang, Y.F.; Li, Y. Numerical study of contact behavior and temperature characterization in ultrasonic welding of CF/PA66. Polymers 2022, 14, 683. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.D.; Li, Y.; Liu, Z.G.; Li, Y.; Ao, S.S.; Luo, Z. Ultrasonic welding of short carbon fiber reinforced PEEK with spherical surface anvils. Compos. Part B Eng. 2022, 231, 109599. [Google Scholar] [CrossRef]
- Granowicz, P.; Molteni, G.L.; Kobayashi, T. New polymer “SHIELD” technology protects high-performance Nylon and PPA polymers to replace more metal—For weight and cost savings—Under the hood”. SAE Int. J. Mater. Manuf. 2011, 4, 430–439. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Rao, Z.H.; Liao, S.M.; Wang, F.J. Ultrasonic welding of fiber reinforced thermoplastic composites: Current understanding and challenges. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106578. [Google Scholar] [CrossRef]
- Zhi, Q.; Gao, Y.H.; Lu, L.; Liu, Z.X.; Wang, P.C. Online inspection of weld quality in ultrasonic welding carbon fiber/polyamide 66 without energy director. Weld. J. 2018, 97, 65s–74s. [Google Scholar]
- Murray, R.E.; Roadman, J.; Beach, R. Fusion joining of thermoplastic composite wind turbine blades: Lap-shear bond characterization. Renew. Energy 2019, 140, 501–512. [Google Scholar] [CrossRef]
- Amanat, N.; James, N.L.; McKenzie, D.R. Welding methods for joining thermoplastic polymers for the hermetic enclosure of medical devices. Med. Eng. Phys. 2010, 32, 690–699. [Google Scholar] [CrossRef]
- Matsuoka, S. Ultrasonic welding and characteristics of glass-fiber reinforced plastic: Comparison between the paper-making method and the impregnation method. J. Mater. Process. Technol. 1995, 55, 427–431. [Google Scholar] [CrossRef]
- Rani, M.R.; Prakasan, K.; Rudramoorthy, R. Study of different joints for ultrasonic welding of semicrystalline polymers. Exp. Tech. 2007, 186, 138–146. [Google Scholar] [CrossRef]
- Tian, Z.G.; Chen, L.Y.; Zhang, G.P.; Liu, Z.X.; Wang, P.C. Nondestructive evaluation of bond quality of adhesively joined carbon fiber/nylon 6 composites. J. Adhes. 2018, 94, 668–688. [Google Scholar] [CrossRef]
- Zhi, Q.; Tan, X.R.; Liu, Z.X. Effect of moisture on the ultrasonic welding of carbon fiber reinforced polyamide 66 composite. Weld. J. 2017, 96, 185s–192s. [Google Scholar]
- Rani, R.M.; Suresh, K.S.; Prakasan, K.; Rudramoorthy, R. A statistical study of parameters in ultrasonic welding of plastics. Exp. Tech. 2007, 31, 53–58. [Google Scholar] [CrossRef]
- Zhi, Q.; Lu, L.; Liu, Z.X.; Wang, P.C. Influence of horn misalignment on weld quality in ultrasonic welding of carbon fiber/polyamide 66 composite. Weld. J. 2018, 97, 133s–143s. [Google Scholar]
- Chen, L.Y.; Zhi, Q.; Li, J.C.; Liu, Z.X.; Wang, P.C. Single-sided ultrasonic welding of carbon fiber reinforced nylon 6 composite without energy director. Weld. J. 2018, 97, 17s–25s. [Google Scholar]
- Zhi, Q.; Ma, J.M.; Tan, X.R.; Liu, Z.X.; Tian, Z.G.; Wang, P.C. Single-sided ultrasonic welding of carbon fiber/Nylon 66 composite. Weld. World 2021, 65, 2047–2058. [Google Scholar] [CrossRef]
- Bates, P.J.; MacDonald, J.; Sidiropoulos, V.; Kontopoulou, M. Comparison of experimental and analytical vibration welding meltdown-time profiles for nylon 66 and polypropylene. Polym. Eng. Sci. 2005, 45, 789–797. [Google Scholar] [CrossRef]
- Levy, A.; Corre, S.L.; Villegas, I.F. Modeling of the heating phenomena in ultrasonic welding of thermoplastic composites with flat energy directors. J. Mater. Process. Technol. 2014, 214, 1361–1371. [Google Scholar] [CrossRef]
- Zhang, G.P.; Li, J.C.; Liu, Z.X.; Wang, P.C. Application of ultrasonic welding to repair adhesively bonded short carbon fiber reinforced Nylon 6 composites. Int. J. Adhes. Adhes. 2020, 100, 102603. [Google Scholar] [CrossRef]
- Zhi, Q.; Li, Y.B.; Shu, P.; Tan, X.R.; Tan, C.W.; Liu, Z.X. Double-Pulse Ultrasonic Welding of Carbon-Fiber-Reinforced Polyamide 66 Composite. Polymers 2022, 14, 714. [Google Scholar] [CrossRef] [PubMed]
- Lu, L.; Zhi, Q.; Gao, Y.H.; Liu, Z.X.; Wang, P.C. Repairing ultrasonic welded carbon fiber-reinforced nylon 66 composite. Weld. J. 2017, 96, 439s–450s. [Google Scholar]
- Zhi, Q.; Tan, X.R.; Lu, L.; Chen, L.Y.; Li, J.C.; Liu, Z.X. Decomposition of ultrasonic welded carbon fiber/polyamide 66 and its effect on weld quality. Weld. World 2017, 61, 1017–1028. [Google Scholar] [CrossRef]
- ASTM D1002-10; Standard Test Method for Apparent Shear Strength of Single-Lap-Joint Adhesively Bonded Metal Specimens by Tension Loading (Metal-to-Metal). [S]ASTM International: West Conshohocken, PA, USA, 2010.
- Levy, A.; Corre, L.S.; Poitou, A. Ultrasonic Welding of thermoplastic composites: A numerical analysis at the mesoscopic scale relating processing parameters, flow of polymer and quality of adhesion. Int. J. Mater. Form. 2014, 7, 39–51. [Google Scholar] [CrossRef]
- Unnikrishnan, T.G.; Kavan, P. A review study in ultrasonic-welding of similar and dissimilar thermoplastic polymers and its composites. Mater. Today Proc. 2022, 56, 3294–3300. [Google Scholar] [CrossRef]
- Zhi, Q.; Tan, X.R.; Liu, Z.X.; Liu, Y.; Liu, W.H.; Ou, B.L.; Zhao, H.W.; Wang, P.C. The effect of a hollow fixture on energy dissipation of ultrasonic welded carbon fiber/polyamide 66 composite. Weld. J. 2021, 99, 371s–378s. [Google Scholar] [CrossRef]
- Zhang, Z.Q.; Zhang, Z.B.; Luo, Y.; Wang, X.D.; Wang, L.D. Simulation of viscoelastic heat during ultrasonic welding of thermoplastics. Trans. China Weld. Inst. 2009, 30, 97–100. [Google Scholar]
- Liang, Y.D.; Liu, C. Numerical simulation of the temperature field of ultrasonic plastic welding. Mech. Sci. Technol. 2003, 22, 180–183. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tensile Strength (MPa) | Elastic Strength (MPa) | Poisson’s Ratio | Density (kg/m3) | |
|---|---|---|---|---|
| Nylon6 | 74 | 2501 | 0.34 | 1130 |
| Cf/PA6 | 89.2 | 7532 | 0.34 | 1260 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, Z.; Zhi, Q.; Feng, X.; Zhang, G.; Li, Y.; Liu, Z. Effect of Preload on the Weld Quality of Ultrasonic Welded Carbon-Fiber-Reinforced Nylon 6 Composite. Polymers 2022, 14, 2650. https://doi.org/10.3390/polym14132650
Tian Z, Zhi Q, Feng X, Zhang G, Li Y, Liu Z. Effect of Preload on the Weld Quality of Ultrasonic Welded Carbon-Fiber-Reinforced Nylon 6 Composite. Polymers. 2022; 14(13):2650. https://doi.org/10.3390/polym14132650
Chicago/Turabian StyleTian, Zengguo, Qian Zhi, Xiangyu Feng, Guopeng Zhang, Yafei Li, and Zhongxia Liu. 2022. "Effect of Preload on the Weld Quality of Ultrasonic Welded Carbon-Fiber-Reinforced Nylon 6 Composite" Polymers 14, no. 13: 2650. https://doi.org/10.3390/polym14132650
APA StyleTian, Z., Zhi, Q., Feng, X., Zhang, G., Li, Y., & Liu, Z. (2022). Effect of Preload on the Weld Quality of Ultrasonic Welded Carbon-Fiber-Reinforced Nylon 6 Composite. Polymers, 14(13), 2650. https://doi.org/10.3390/polym14132650