
Thermal and Sliding Wear Properties of Wood Waste-Filled Poly(Lactic Acid) Biocomposites






Abstract
:1. Introduction
2. Experimental Details
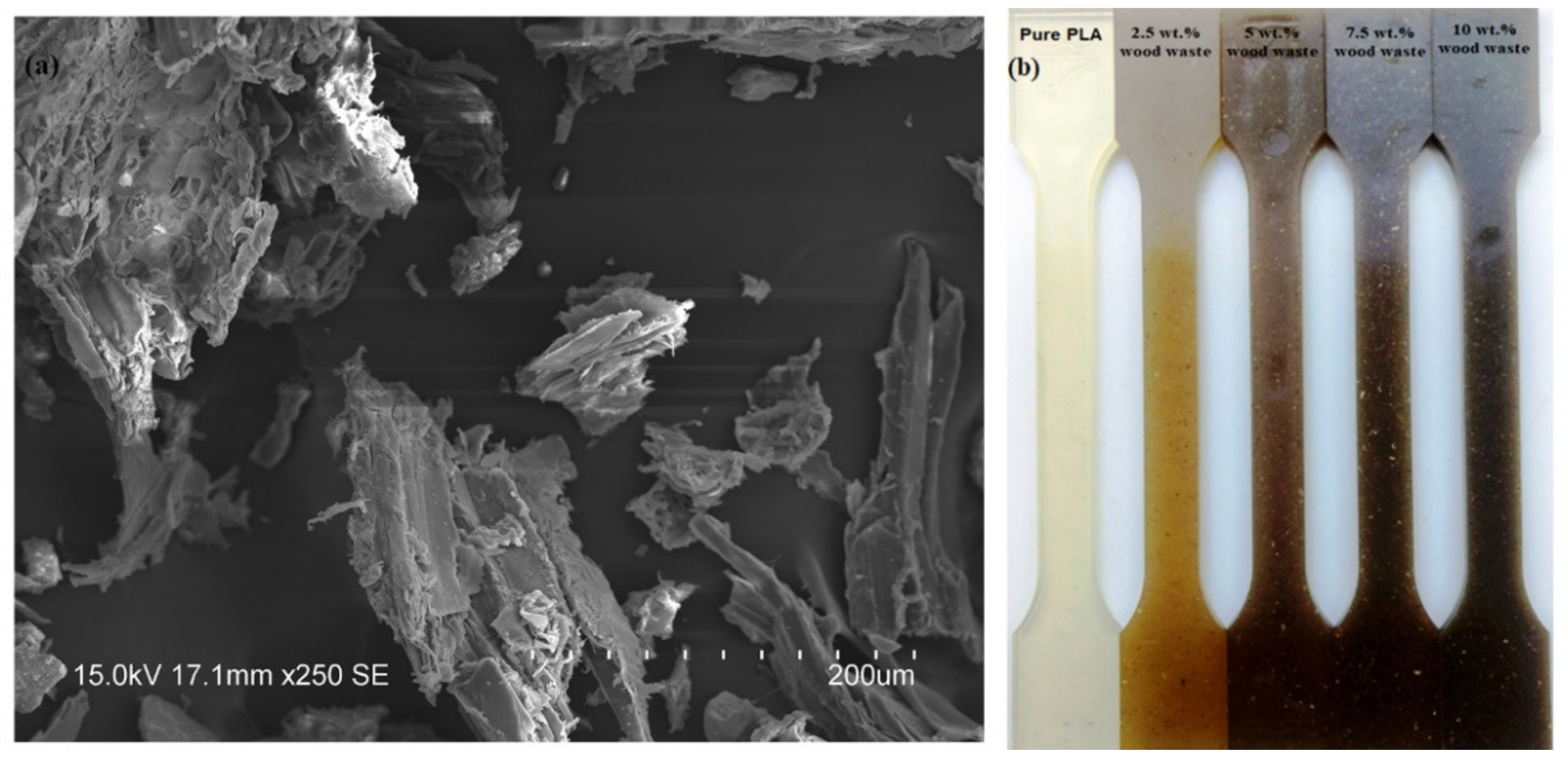
2.1. Materials and Biocomposite Fabrication
2.2. Thermogravimetric Analysis
2.3. Sliding Wear Study
2.4. Experiment Design
2.5. Contribution Ratio Analysis
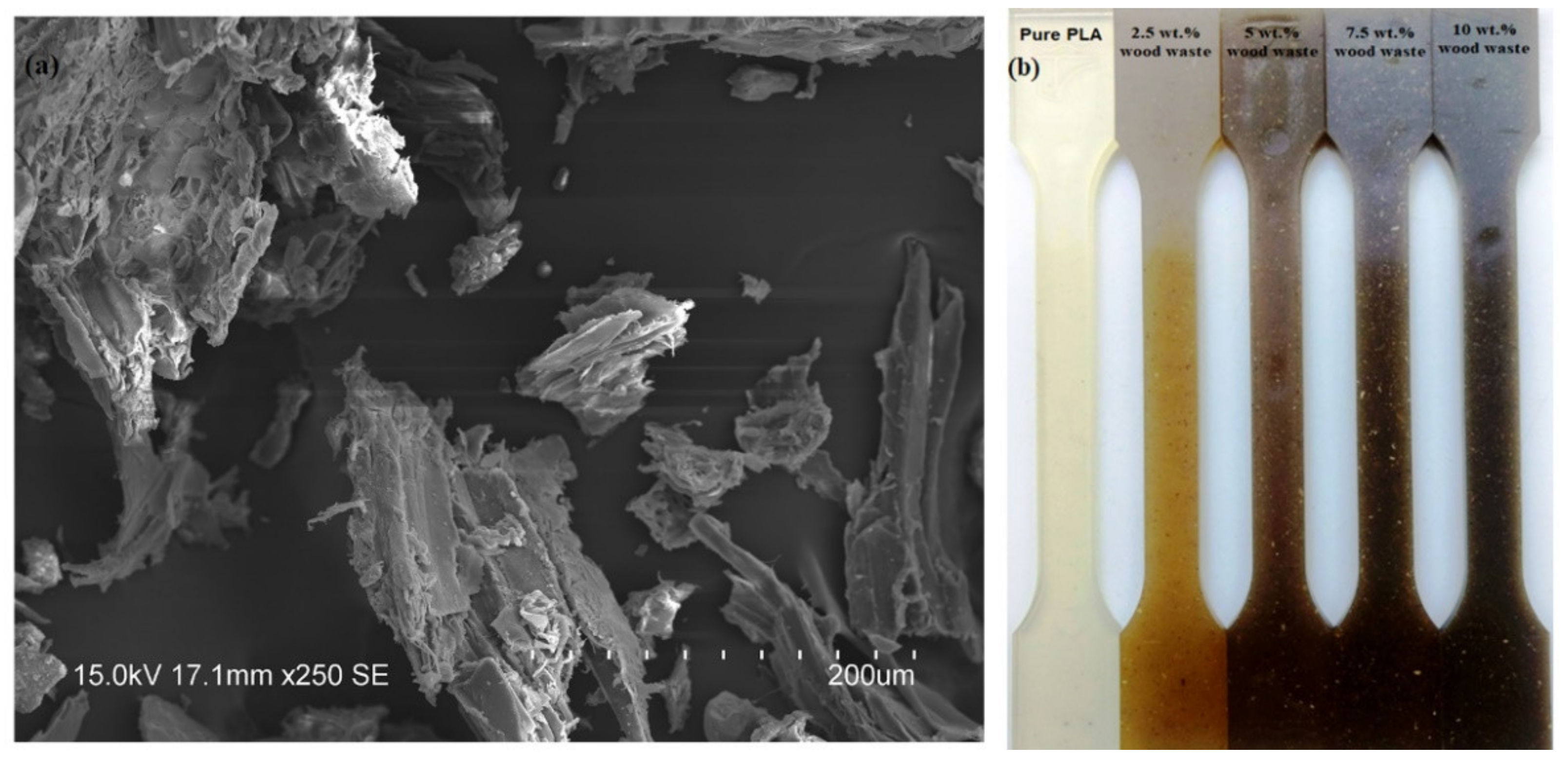
2.6. Scanning Electron Microscopy
3. Results and Discussion
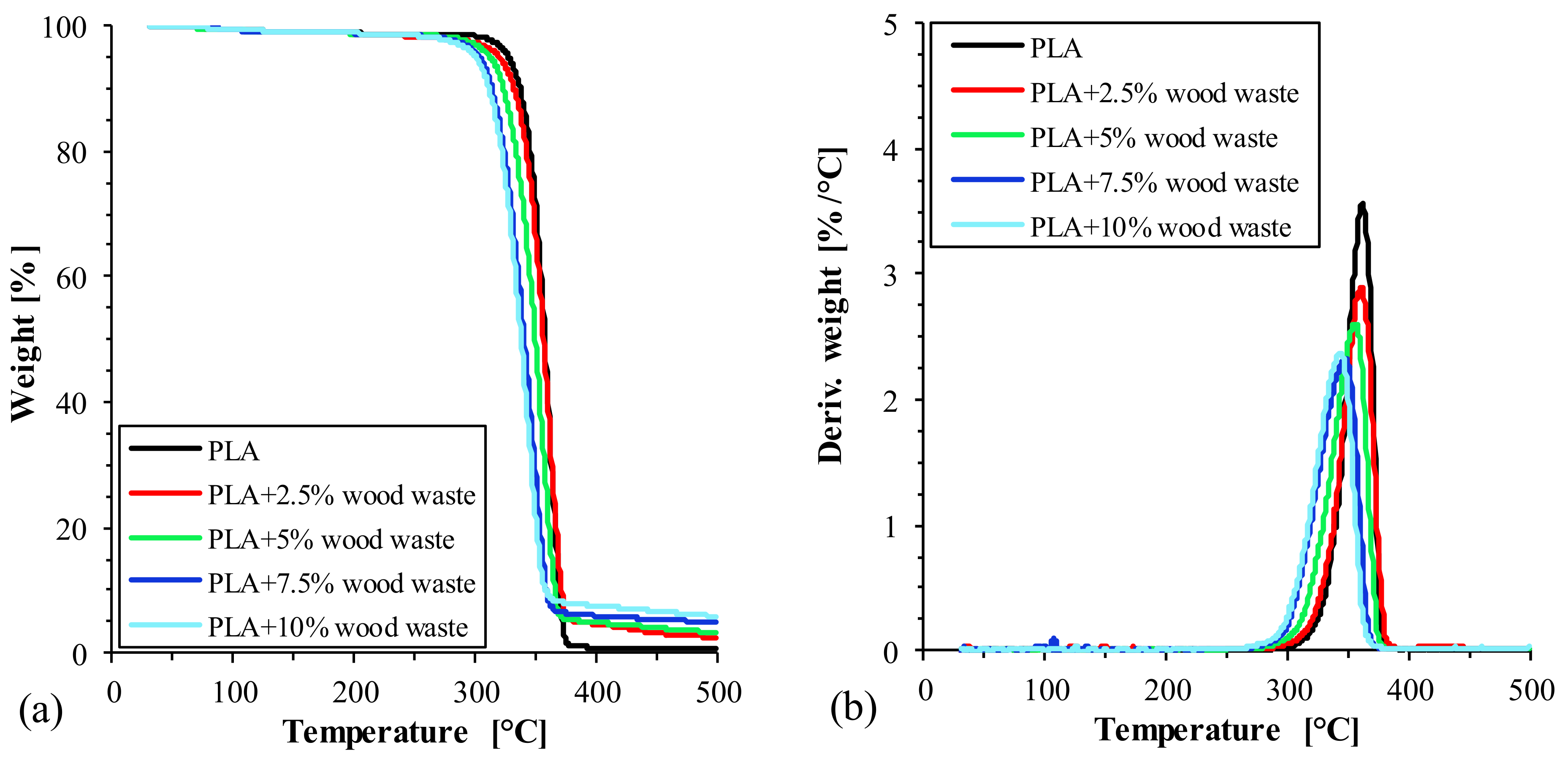
3.1. Thermal Stability Analysis
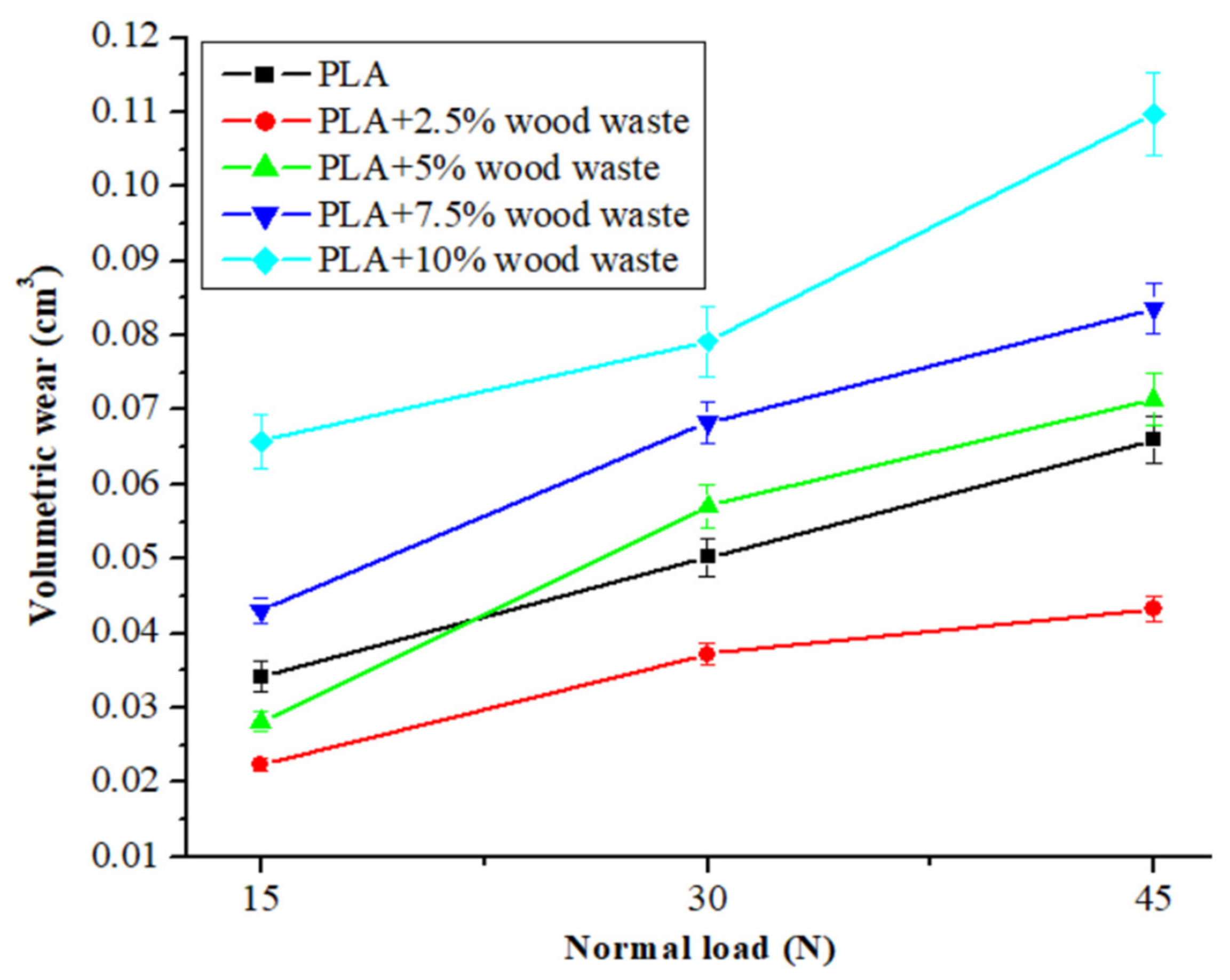
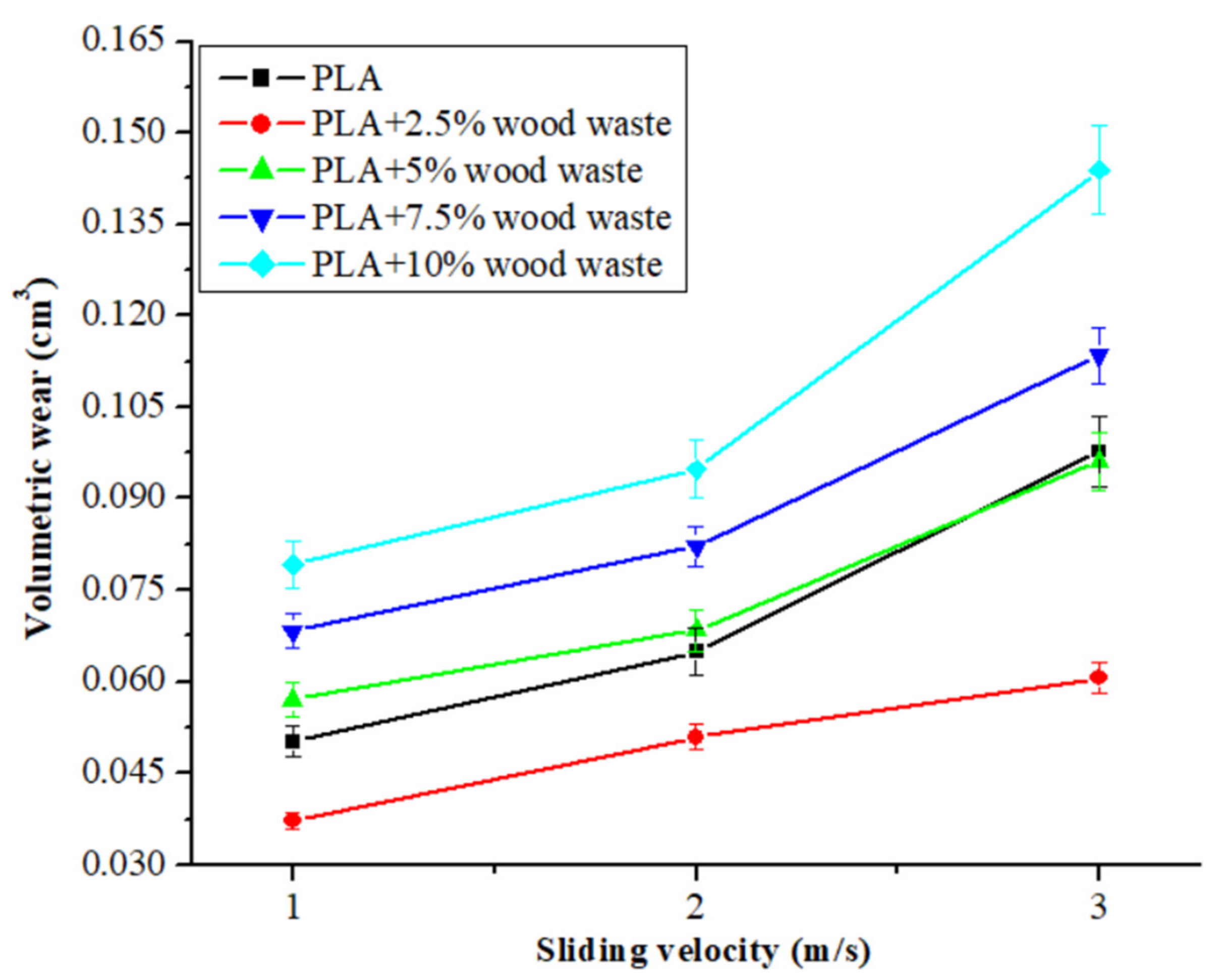
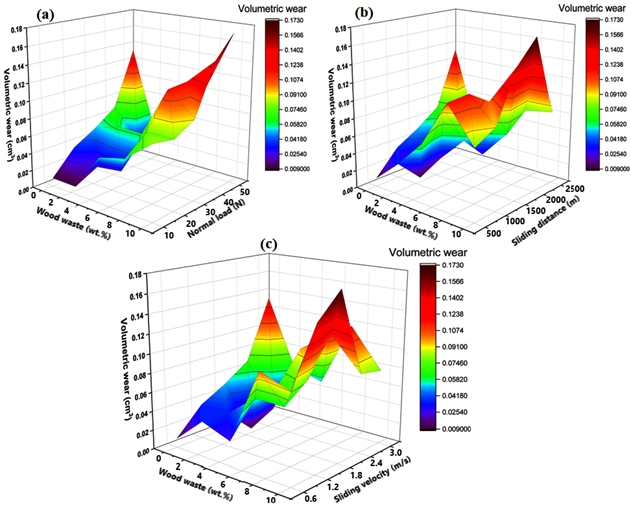
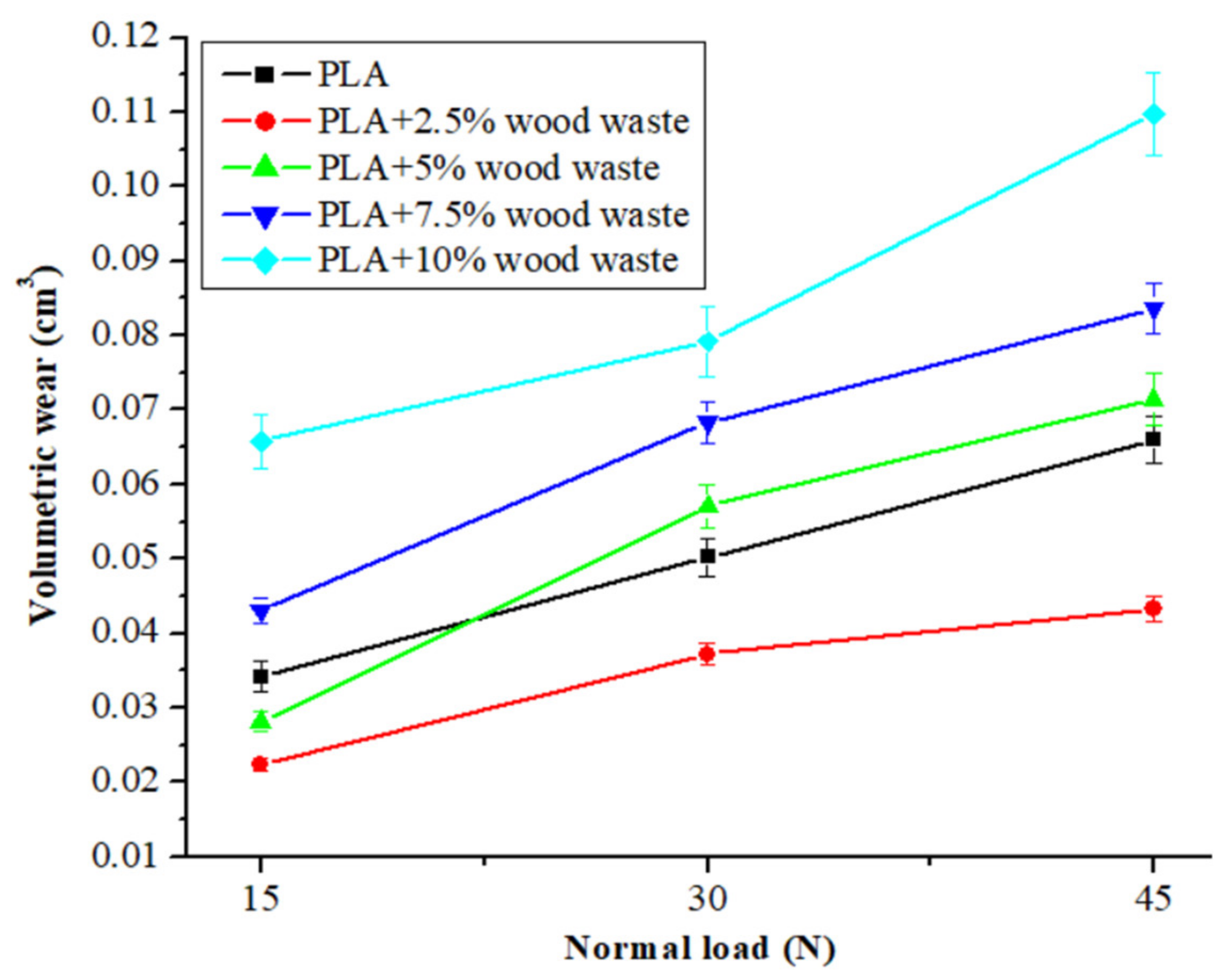
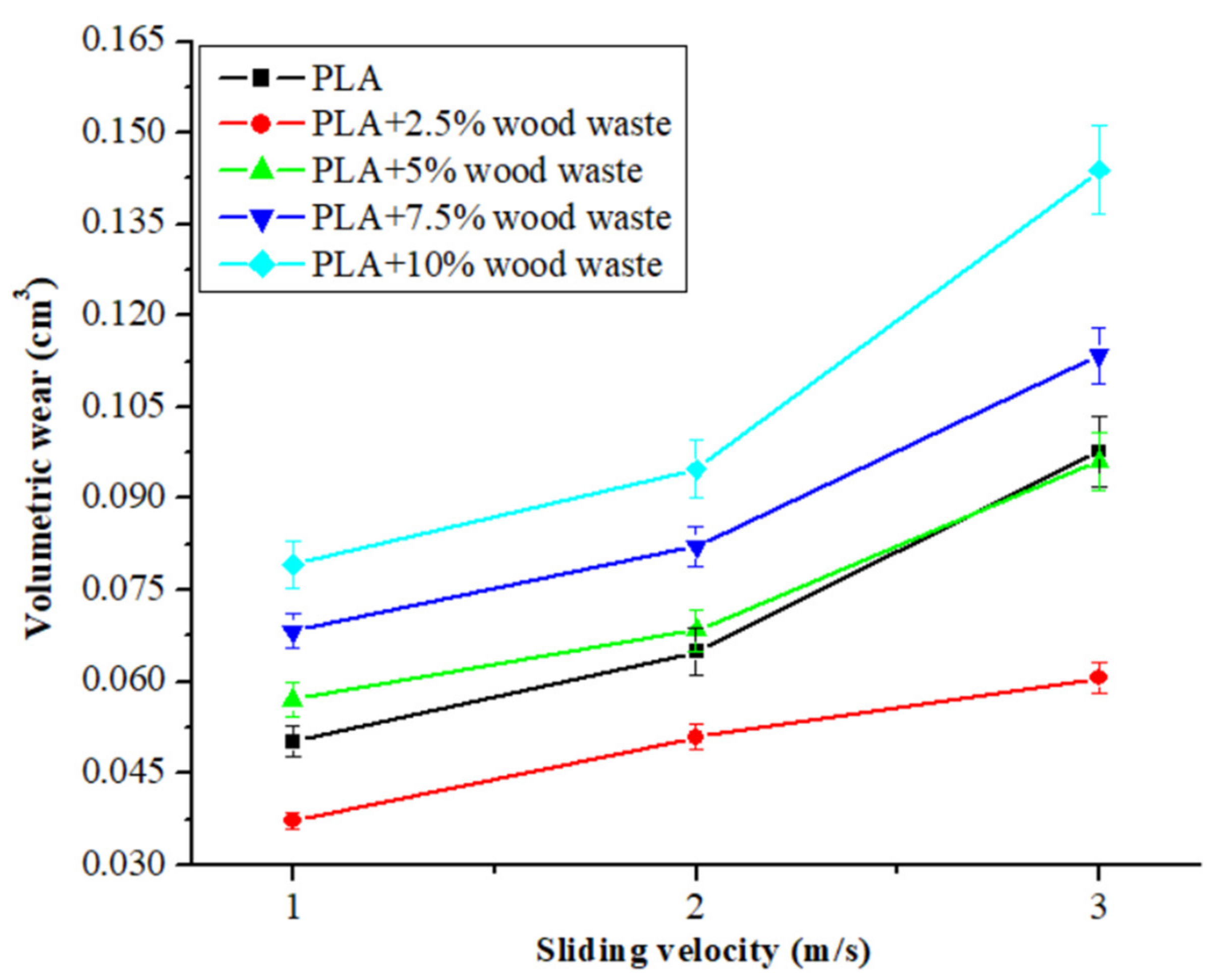
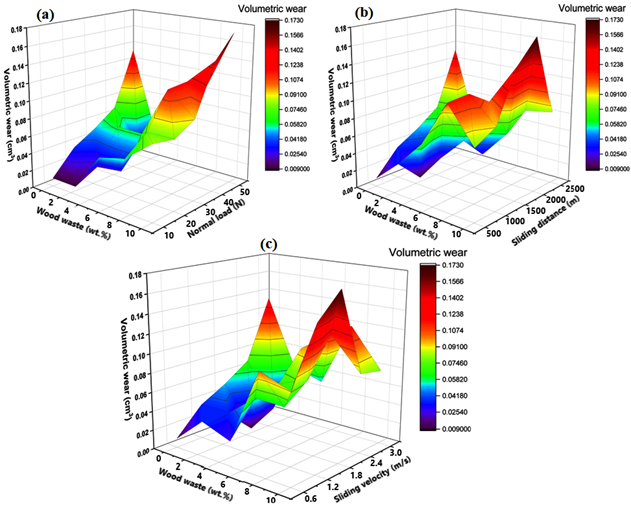
3.2. Influence of Normal Load and Sliding Velocity on Wear
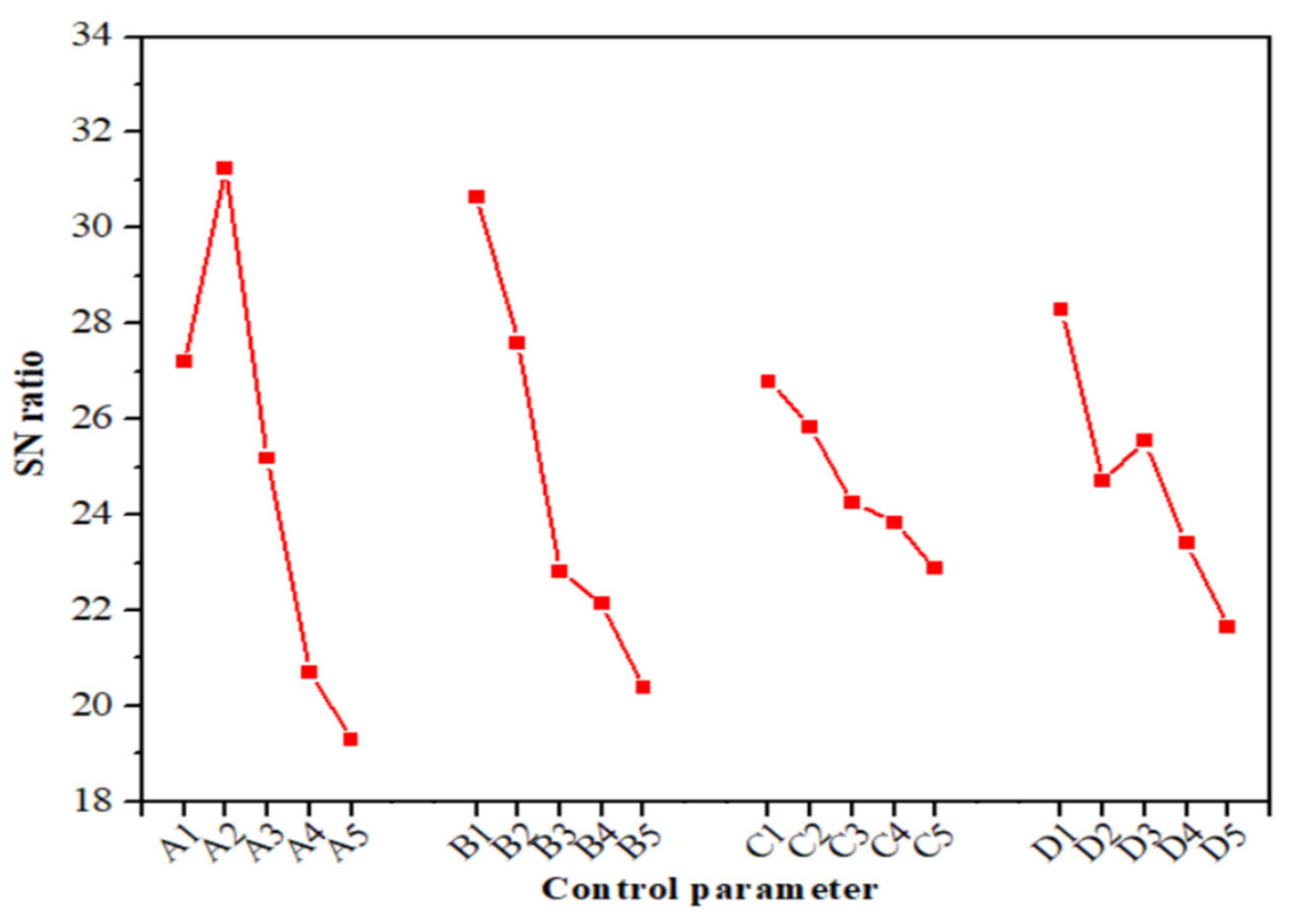
3.3. The Taguchi Analysis for Sliding Wear Performance
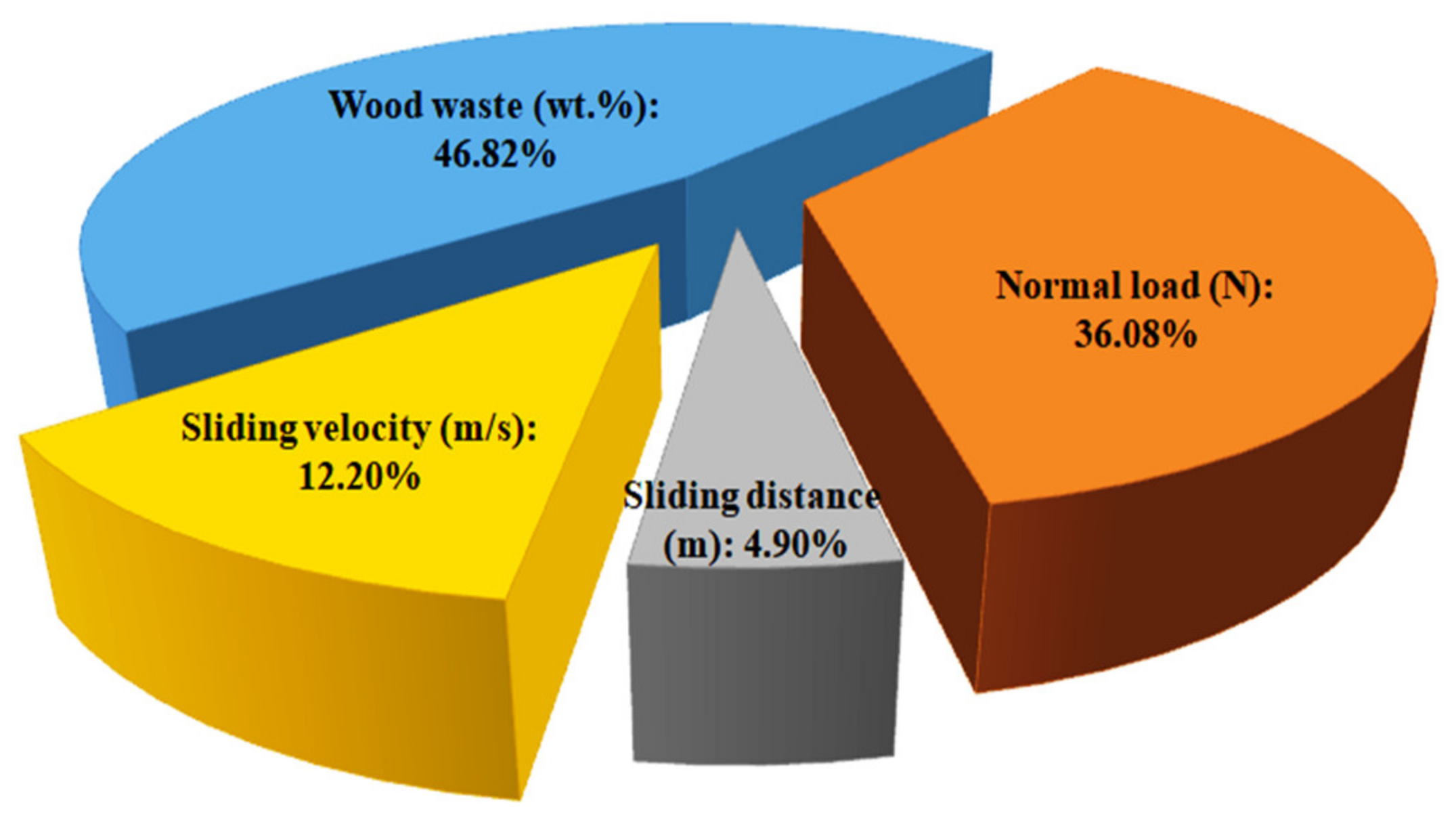
3.4. Contribution Ratio Results
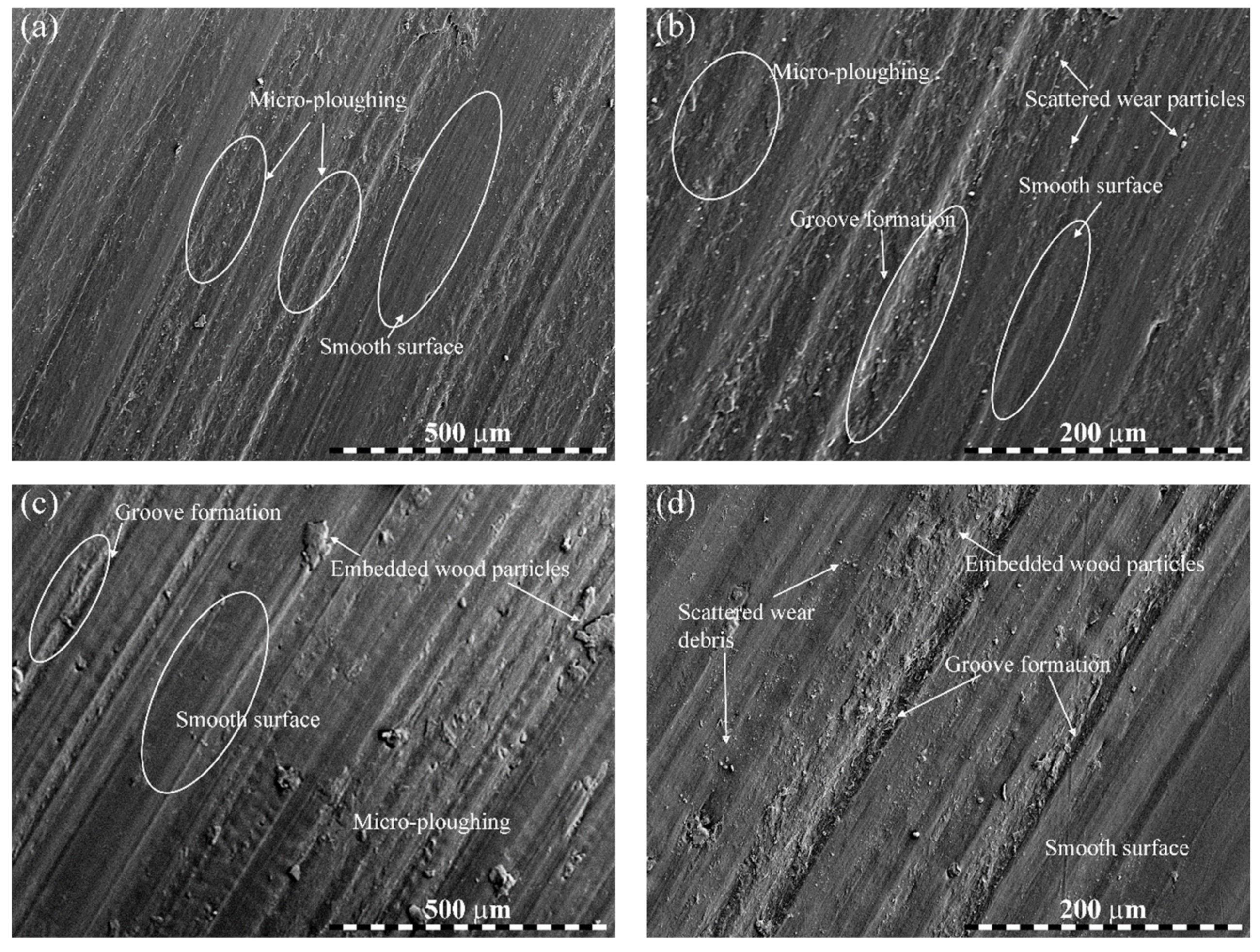
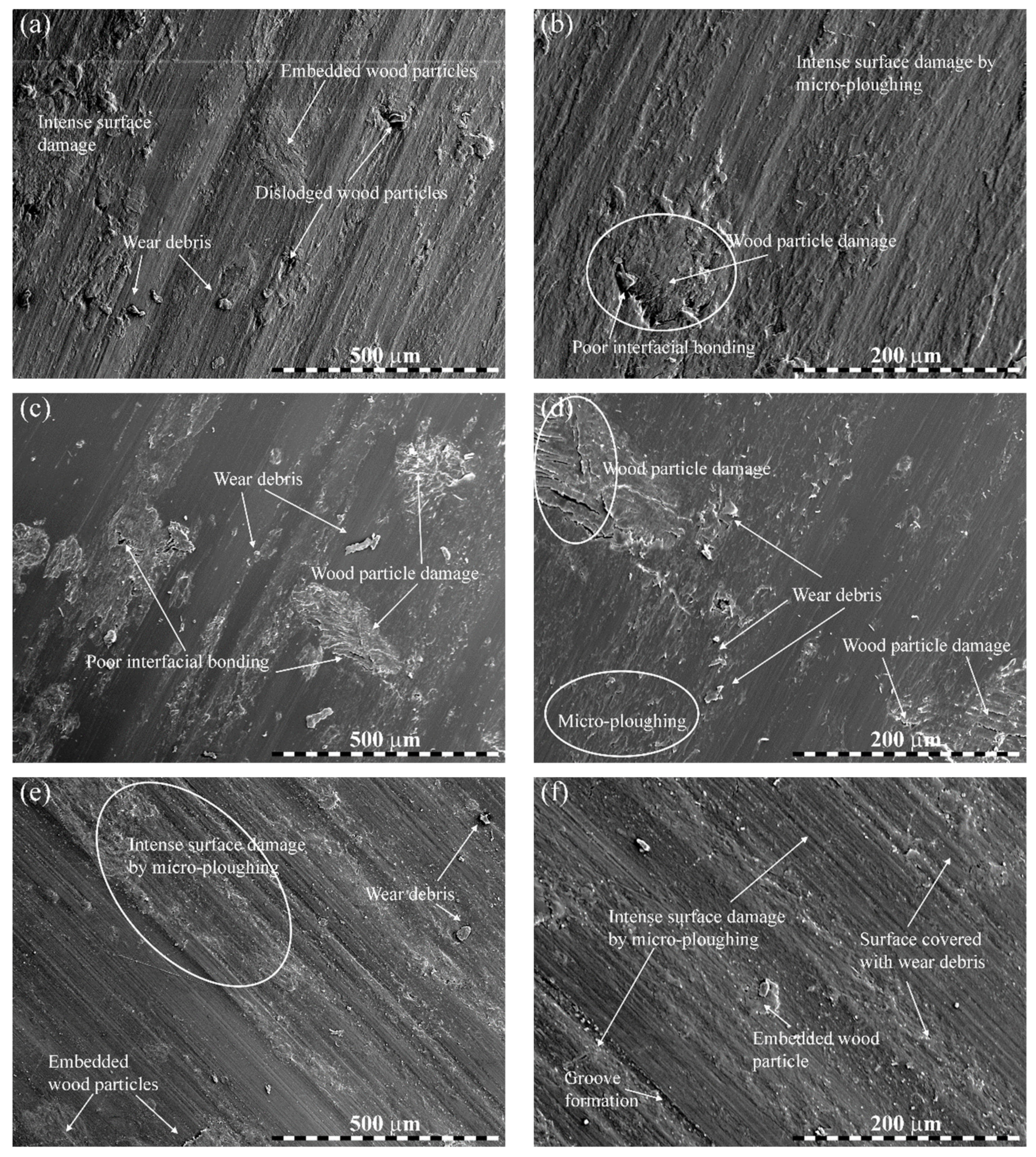
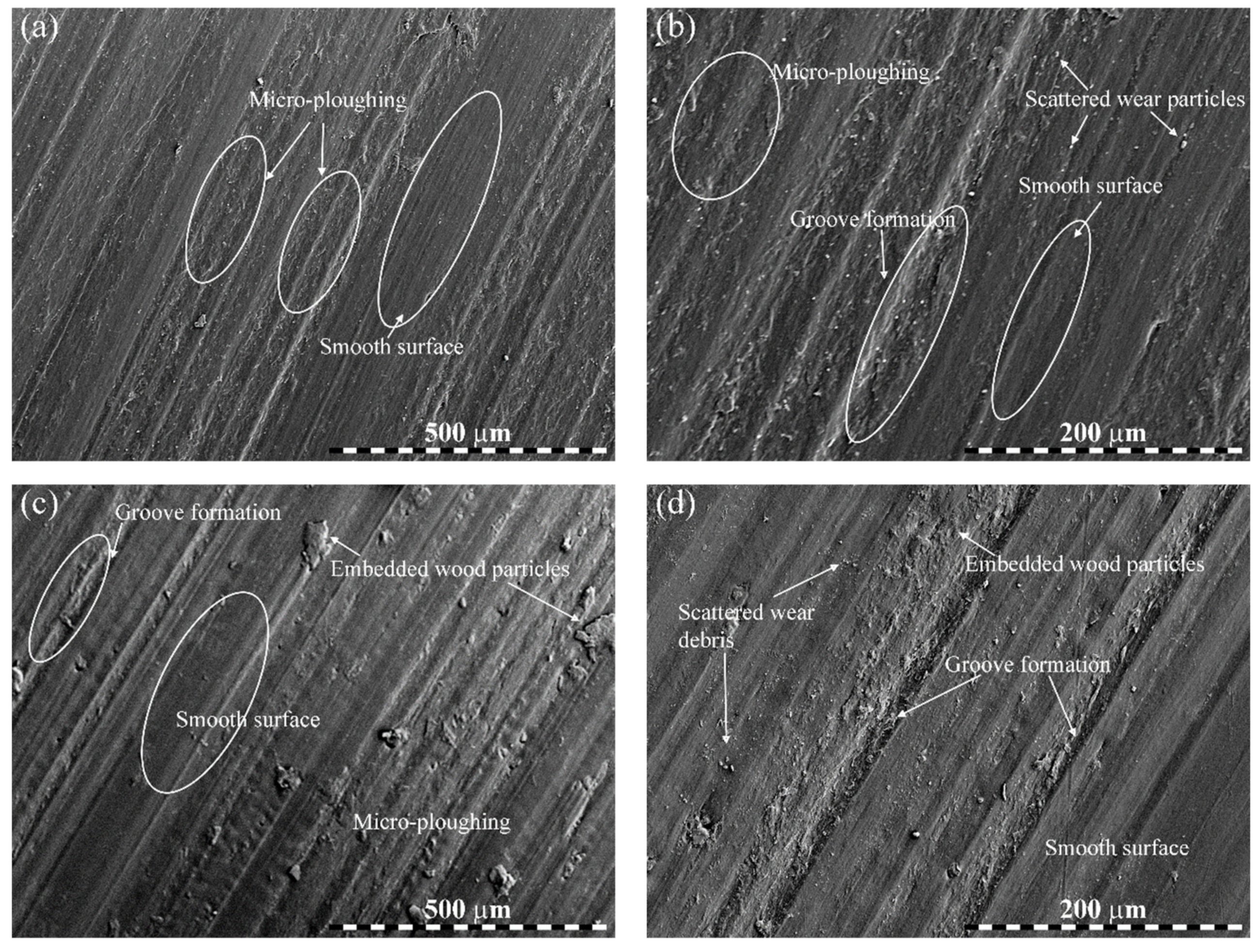
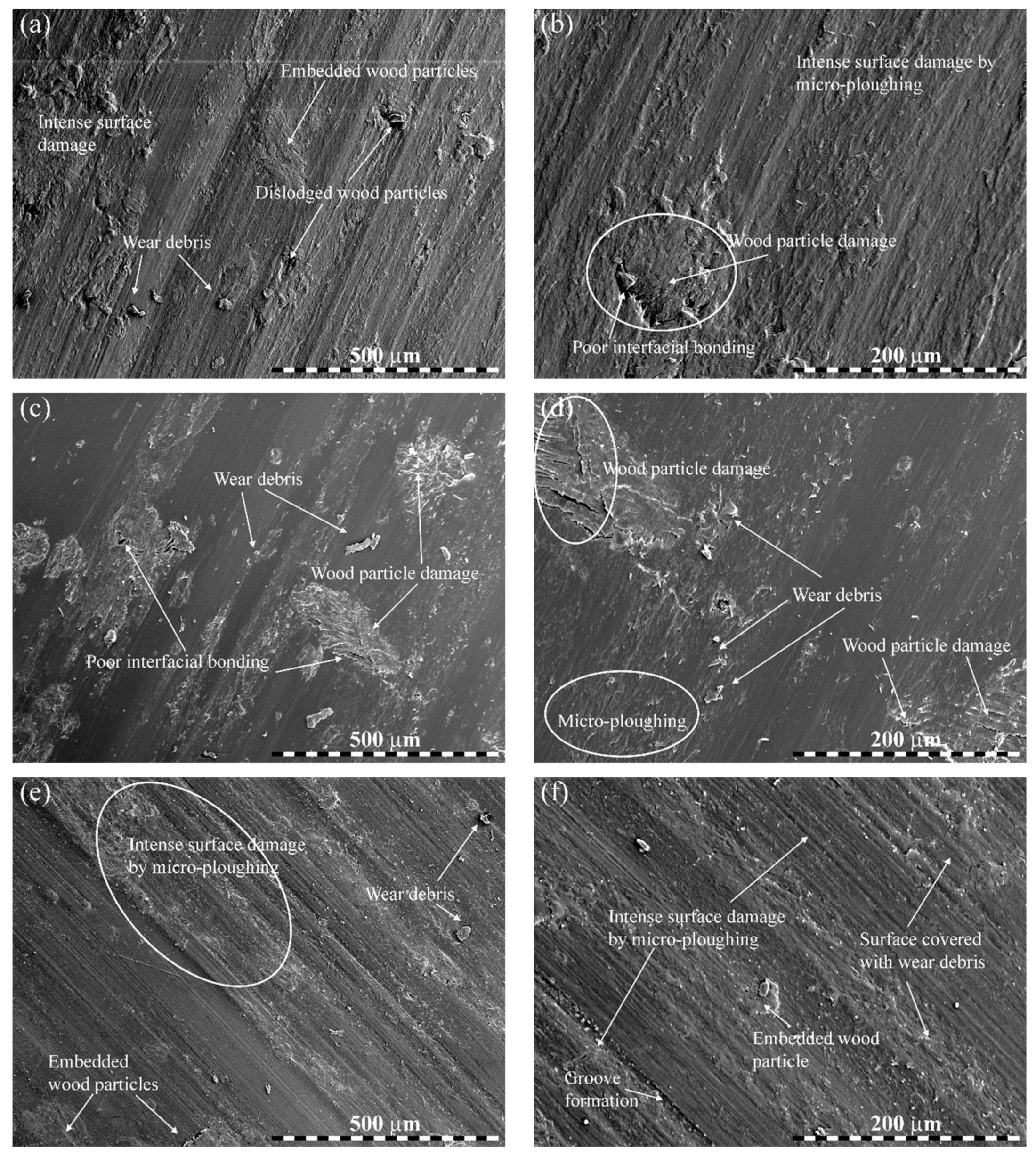
3.5. Worn Surface Morphology
4. Conclusions
- The thermal stability of the PLA biocomposites increased with an increase in wood waste loading.
- The wear of the biocomposites increased with an increase in load and sliding velocity. Compared with pure PLA, the wear in 2.5 wt.% wood waste-added biocomposites was almost 26–38% lower.
- The Taguchi analysis demonstrated that the combination of control parameters AII (wood waste of 2.5 wt.%), BI (normal load of 10 N), CI (sliding distance of 500 m), and DI (sliding velocity of 0.6 m/s) offers the lowest volumetric wear for the manufactured biocomposites.
- Wood waste content with 46.82% contribution was observed as the most dominant parameter for controlling the wear of the biocomposites, followed by the normal load, sliding velocity, and sliding distance with contributions of 36.08%, 12.20%, and 4.90%, respectively.
- The worn surface study revealed that the micro-ploughing, grooves formation, and poor filler-matrix interfacial bonding were the possible cause of biocomposites wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Carvalho, J.P.; Simonassi, N.T.; Lopes, F.P.D.; Monteiro, S.N.; Vieira, C.M.F. Novel Sustainable Castor Oil-Based Polyurethane Biocomposites Reinforced with Piassava Fiber Powder Waste for High-Performance Coating Floor. Sustainability 2022, 14, 5082. [Google Scholar] [CrossRef]
- Patti, A.; Acierno, S.; Cicala, G.; Zarrelli, M.; Acierno, D. Recovery of Waste Material from Biobags: 3D Printing Process and Thermo-Mechanical Characteristics in Comparison to Virgin and Composite Matrices. Polymers 2022, 14, 1943. [Google Scholar] [CrossRef] [PubMed]
- Boonsiriwit, A.; Itkor, P.; Sirieawphikul, C.; Lee, Y.S. Characterization of Natural Anthocyanin Indicator Based on Cellulose Bio-Composite Film for Monitoring the Freshness of Chicken Tenderloin. Molecules 2022, 27, 2752. [Google Scholar] [CrossRef]
- Ismail, I.; Aini, Q.; Jalil, Z.; Olaiya, N.G.; Mursal, M.; Abdullah, C.K.; Khalil Hps, A. Properties Enhancement Nano Coconut Shell Filled in Packaging Plastic Waste Bionanocomposite. Polymers 2022, 14, 772. [Google Scholar] [CrossRef] [PubMed]
- Shaik, S.A.; Schuster, J.; Shaik, Y.P.; Kazmi, M. Manufacturing of Biocomposites for Domestic Applications Using Bio-Based Filler Materials. J. Compos. Sci. 2022, 6, 78. [Google Scholar] [CrossRef]
- Food and Agriculture Organization of the United Nations. Forest Product Statistics. Available online: http://www.fao.org/forestry/statistics/80938/en/ (accessed on 28 June 2021).
- Silva, C.G.; Campini, P.A.L.; Rocha, D.B.; Rosa, D.S. The influence of treated eucalyptus microfibers on the properties of PLA biocomposites. Compos. Sci. Technol. 2019, 179, 54–62. [Google Scholar] [CrossRef]
- Etuk, S.E.; Ekpo, S.S.; Robert, U.W.; Agbasi, O.E.; Effiong, E.-A.A. Dielectric properties of Raphia Fiber from Epidermis of young Raphia Vinifera leaflet. Acta Tech. Jaurinensis 2022, 15, 91–98. [Google Scholar] [CrossRef]
- Falk, B.; McKeever, D. Generation and recovery of solid wood waste in the U.S. BioCycle 2012, 53, 30–32. [Google Scholar]
- Thomas, S.; Shumilova, A.; Kiselev, E.; Baranovsky, S.; Vasiliev, A.; Nemtsev, I.; Kuzmin, A.P.; Sukovatyi, A.; Avinash, R.P.; Volova, T. Thermal, mechanical and biodegradation studies of biofiller based poly-3-hydroxybutyrate biocomposites. Int. J. Biol. Macromol. 2019, 155, 1373–1384. [Google Scholar] [CrossRef]
- Biocomposites Market by Fiber (Wood Fiber and Non-Wood Fiber), Polymer (Synthetic and Natural), Product (Hybrid and Green), End-Use Industry (Transportation, Building & Construction and Consumer Goods), and Region—Global Forecast to 2022. Available online: https://www.marketsandmarkets.com/Market-Reports/biocomposite-market258097936.html (accessed on 25 August 2021).
- Shahavi, M.H.; Selakjani, P.P.; Abatari, M.N.; Antov, P.; Savov, V. Novel Biodegradable Poly (Lactic Acid)/Wood Leachate Composites: Investigation of Antibacterial, Mechanical, Morphological, and Thermal Properties. Polymers 2022, 14, 1227. [Google Scholar] [CrossRef]
- Augaitis, N.; Vaitkus, S.; Członka, S.; Kairytė, A. Research of Wood Waste as a Potential Filler for Loose-Fill Building Insulation: Appropriate Selection and Incorporation into Polyurethane Biocomposite Foams. Materials 2020, 13, 5336. [Google Scholar] [CrossRef]
- Dogossy, G.; Czigany, T. Thermoplastic starch composites reinforced by agricultural by-products: Properties, biodegradability, and application. J. Reinf. Plast. Compos. 2011, 30, 1819–1825. [Google Scholar] [CrossRef]
- Hejna, A.; Piszcz-Karaś, K.; Filipowicz, N.; Cieśliński, H.; Namieśnik, J.; Marć, M.; Klein, M.; Formela, K. Structure and performance properties of environmentally-friendly biocomposites based on poly(ɛ-caprolactone) modified with copper slag and shale drill cuttings wastes. Sci. Total Environ. 2018, 640–641, 1320–1331. [Google Scholar] [CrossRef]
- Kim, H.-S.; Yang, H.-S.; Kim, H.-J. Biodegradability and mechanical properties of agro-flour-filled polybutylene succinate biocomposites. J. Appl. Polym. Sci. 2005, 97, 1513–1521. [Google Scholar] [CrossRef]
- Panaitescu, D.M.; Nicolae, C.A.; Gabor, A.R.; Trusca, R. Thermal and mechanical properties of poly(3-hydroxybutyrate) reinforced with cellulose fibers from wood waste. Ind. Crop. Prod. 2020, 145, 112071. [Google Scholar] [CrossRef]
- Dhakal, H.; Bourmaud, A.; Berzin, F.; Almansour, F.; Zhang, Z.; Shah, D.; Beaugrand, J. Mechanical properties of leaf sheath date palm fibre waste biomass reinforced polycaprolactone (PCL) biocomposites. Ind. Crop. Prod. 2018, 126, 394–402. [Google Scholar] [CrossRef] [Green Version]
- Freeland, B.; McCarthy, E.; Balakrishnan, R.; Fahy, S.; Boland, A.; Rochfort, K.D.; Dabros, M.; Marti, R.; Kelleher, S.M.; Gaughran, J. A Review of Polylactic Acid as a Replacement Material for Single-Use Laboratory Components. Materials 2022, 15, 2989. [Google Scholar] [CrossRef]
- Marano, S.; Laudadio, E.; Minnelli, C.; Stipa, P. Tailoring the Barrier Properties of PLA: A State-of-the-Art Review for Food Packaging Applications. Polymers 2022, 14, 1626. [Google Scholar] [CrossRef]
- Maleki, H.; Azimi, B.; Ismaeilimoghadam, S.; Danti, S. Poly(lactic acid)-Based Electrospun Fibrous Structures for Biomedical Applications. Appl. Sci. 2022, 12, 3192. [Google Scholar] [CrossRef]
- Pérez-Fonseca, A.A.; Campo, A.S.M.D.; Robledo-Ortíz, J.R.; González-López, M.E. Compatibilization strategies for PLA biocomposites: A comparative study between extrusion-injection and dry blending-compression molding. Compos. Interfaces 2022, 29, 274–292. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Asim, M.; Fouad, H.; Awad, S.; Saba, N.; Siengchin, S. Flexural and Dynamic Mechanical Properties of Alkali-Treated Coir/Pineapple Leaf Fibres Reinforced Polylactic Acid Hybrid Biocomposites. J. Bionic Eng. 2021, 18, 1430–1438. [Google Scholar] [CrossRef]
- Zhao, X.; Li, K.; Wang, Y.; Tekinalp, H.; Larsen, G.; Rasmussen, D.; Ginder, R.S.; Wang, L.; Gardner, D.J.; Tajvidi, M.; et al. High-strength polylactic acid (PLA) biocomposites reinforced by epoxy-modified pine fibers. ACS Sustain. Chem. Eng. 2020, 8, 13236–13247. [Google Scholar] [CrossRef]
- Figueroa-Velarde, V.; Diaz-Vidal, T.; Cisneros-López, E.O.; Robledo-Ortiz, J.R.; López-Naranjo, E.J.; Ortega-Gudiño, P.; Rosales-Rivera, L.C. Mechanical and Physicochemical Properties of 3D-Printed Agave Fibers/Poly(lactic) Acid Biocomposites. Materials 2021, 14, 3111. [Google Scholar] [CrossRef] [PubMed]
- Kamarudin, S.H.; Abdullah, L.C.; Aung, M.M.; Ratnam, C.T. Thermal and Structural Analysis of Epoxidized Jatropha Oil and Alkaline Treated Kenaf Fiber Reinforced Poly(Lactic Acid) Biocomposites. Polymers 2020, 12, 2604. [Google Scholar] [CrossRef] [PubMed]
- Yu, W.; Li, M.; Lei, W.; Pu, Y.; Sun, K.; Ma, Y. Effects of Wood Flour (WF) Pretreatment and the Addition of a Toughening Agent on the Properties of FDM 3D-Printed WF/Poly(lactic acid) Biocomposites. Molecules 2022, 27, 2985. [Google Scholar] [CrossRef]
- Khammassi, S.; Tarfaoui, M.; Škrlová, K.; Měřínská, D.; Plachá, D.; Erchiqui, F. Poly(lactic acid) (PLA)-Based Nanocomposites: Impact of Vermiculite, Silver, and Graphene Oxide on Thermal Stability, Isothermal Crystallization, and Local Mechanical Behavior. J. Compos. Sci. 2022, 6, 112. [Google Scholar] [CrossRef]
- Lendvai, L.; Brenn, D. Mechanical, morphological and thermal characterization of compatibilized poly(lactic acid)/thermoplastic starch blends. Acta Technica Jaurinensis 2020, 13, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Fekete, I.; Ronkay, F.; Lendvai, L. Highly toughened blends of poly(lactic acid) (PLA) and natural rubber (NR) for FDM-based 3D printing applications: The effect of composition and infill pattern. Polym. Test. 2021, 99, 107205. [Google Scholar] [CrossRef]
- Khan, B.A.; Na, H.; Chevali, V.; Warner, P.; Zhu, J.; Wang, H. Glycidyl methacrylate-compatibilized poly(lactic acid)/hemp hurd biocomposites: Processing, crystallization, and thermo-mechanical response. J. Mater. Sci. Technol. 2018, 34, 387–397. [Google Scholar] [CrossRef]
- Orue, A.; Eceiza, A.; Arbelaiz, A. The use of alkali treated walnut shells as filler in plasticized poly(lactic acid) matrix composites. Ind. Crop. Prod. 2019, 145, 111993. [Google Scholar] [CrossRef]
- Boubekeur, B.; Belhaneche-Bensemra, N.; Massardier, V. Low-density polyethylene/poly(lactic acid) blends reinforced by waste wood flour. J. Vinyl Addit. Technol. 2020, 26, 443–451. [Google Scholar] [CrossRef]
- Bajpai, P.K.; Singh, I.; Madaan, J. Tribological behavior of natural fiber reinforced PLA composites. Wear 2013, 297, 829–840. [Google Scholar] [CrossRef]
- Kanakannavar, S.; Pitchaimani, J.; Ramesh, M.R. Tribological behaviour of natural fibre 3D braided woven fabric reinforced PLA composites. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 235, 1353–1364. [Google Scholar] [CrossRef]
- Snowdon, M.R.; Wu, F.; Mohanty, A.K.; Misra, M. Comparative study of the extrinsic properties of poly(lactic acid)-based biocomposites filled with talc versus sustainable biocarbon. RSC Adv. 2019, 9, 6752–6761. [Google Scholar] [CrossRef] [Green Version]
- Lendvai, L.; Singh, T.; Fekete, G.; Patnaik, A.; Dogossy, G. Utilization of Waste Marble Dust in Poly(Lactic Acid)-Based Biocomposites: Mechanical, Thermal and Wear Properties. J. Polym. Environ. 2021, 29, 2952–2963. [Google Scholar] [CrossRef]
- Singh, T.; Gangil, B.; Singh, B.; Verma, S.K.; Biswas, D.; Fekete, G. Natural-synthetic fiber reinforced homogeneous and functionally graded vinylester composites: Effect of bagasse-Kevlar hybridization on wear behavior. J. Mater. Res. Technol. 2019, 8, 5961–5971. [Google Scholar] [CrossRef]
- Singh, T.; Lendvai, L.; Dogossy, G.; Fekete, G. Physical, mechanical and thermal properties of Dalbergia sissoo wood waste filled poly(lactic acid) composites. Polym. Compos. 2021, 42, 4380–4389. [Google Scholar] [CrossRef]
- Chauhan, R.; Singh, T.; Kumar, N.; Patnaik, A.; Thakur, N. Experimental investigation and optimization of impinging jet solar thermal collector by Taguchi method. Appl. Therm. Eng. 2017, 116, 100–109. [Google Scholar] [CrossRef]
- Rajeshkumar, G.; Seshadri, S.A.; Devnani, G.; Sanjay, M.; Siengchin, S.; Maran, J.P.; Al-Dhabi, N.A.; Karuppiah, P.; Mariadhas, V.A.; Sivarajasekar, N.; et al. Environment friendly, renewable and sustainable poly lactic acid (PLA) based natural fiber reinforced composites—A comprehensive review. J. Clean. Prod. 2021, 310, 127483. [Google Scholar] [CrossRef]
- Nyambo, C.; Mohanty, A.K.; Misra, M. Effect of Maleated Compatibilizer on Performance of PLA/Wheat Straw-Based Green Composites. Macromol. Mater. Eng. 2011, 296, 710–718. [Google Scholar] [CrossRef]
- Huda, M.S.; Drzal, A.L.T.; Misra, M.; Mohanty, A.K.; Williams, K.; Mielewski, D.F. A Study on Biocomposites from Recycled Newspaper Fiber and Poly(lactic acid). Ind. Eng. Chem. Res. 2005, 44, 5593–5601. [Google Scholar] [CrossRef]
- Tao, Y.; Wang, H.; Li, Z.; Li, P.; Shi, S.Q. Development and Application of Wood Flour-Filled Polylactic Acid Composite Filament for 3D Printing. Materials 2017, 10, 339. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Erdoğan, A.; Gök, M.S.; Koç, V.; Günen, A. Friction and wear behavior of epoxy composite filled with industrial wastes. J. Clean. Prod. 2019, 237, 117588. [Google Scholar] [CrossRef]
- Megahed, A.A.; Agwa, M.; Megahed, M. Improvement of Hardness and Wear Resistance of Glass Fiber-Reinforced Epoxy Composites by the Incorporation of Silica/Carbon Hybrid Nanofillers. Polym. Technol. Eng. 2017, 57, 251–259. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Control Parameters | Levels | Units | ||||
|---|---|---|---|---|---|---|
| I | II | III | IV | V | ||
| A: Wood waste | 0 | 2.5 | 5 | 7.5 | 10 | wt.% |
| B: Normal load | 10 | 20 | 30 | 40 | 50 | N |
| C: Sliding distance | 500 | 1000 | 1500 | 2000 | 2500 | m |
| D: Sliding velocity | 0.60 | 1.2 | 1.8 | 2.4 | 3 | m/s |
| Test Run | Control Parameters | Test Run | Control Parameters | ||||||
|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | A | B | C | D | ||
| 1 | 0.0 | 10 | 500 | 0.6 | 14 | 5.0 | 40 | 500 | 1.8 |
| 2 | 0.0 | 20 | 1000 | 1.2 | 15 | 5.0 | 50 | 1000 | 2.4 |
| 3 | 0.0 | 30 | 1500 | 1.8 | 16 | 7.5 | 10 | 2000 | 1.2 |
| 4 | 0.0 | 40 | 2000 | 2.4 | 17 | 7.5 | 20 | 2500 | 1.8 |
| 5 | 0.0 | 50 | 2500 | 3.0 | 18 | 7.5 | 30 | 500 | 2.4 |
| 6 | 2.5 | 10 | 1000 | 1.8 | 19 | 7.5 | 40 | 1000 | 3.0 |
| 7 | 2.5 | 20 | 1500 | 2.4 | 20 | 7.5 | 50 | 1500 | 0.6 |
| 8 | 2.5 | 30 | 2000 | 3.0 | 21 | 10 | 10 | 2500 | 2.4 |
| 9 | 2.5 | 40 | 2500 | 0.6 | 22 | 10 | 20 | 500 | 3.0 |
| 10 | 2.5 | 50 | 500 | 1.2 | 23 | 10 | 30 | 1000 | 0.6 |
| 11 | 5.0 | 10 | 1500 | 3.0 | 24 | 10 | 40 | 1500 | 1.2 |
| 12 | 5.0 | 20 | 2000 | 0.6 | 25 | 10 | 50 | 2000 | 1.8 |
| 13 | 5.0 | 30 | 2500 | 1.2 | |||||
| Biocomposite | Temperature at Different Weight Loss (°C) | Tpeak (°C) | |||
|---|---|---|---|---|---|
| T5 | T25 | T50 | T75 | ||
| PLA | 327 | 348 | 357 | 365 | 360 |
| PLA+2.5 wt.% wood waste | 320 | 346 | 356 | 365 | 359 |
| PLA+5 wt.% wood waste | 312 | 337 | 350 | 359 | 354 |
| PLA+7.5 wt.% wood waste | 304 | 327 | 340 | 351 | 345 |
| PLA+10 wt.% wood waste | 300 | 325 | 338 | 348 | 342 |
| Test Run | Volumetric Wear (cm3) | SN Ratio | Test Run | Volumetric Wear (cm3) | SN Ratio |
|---|---|---|---|---|---|
| 1 | 0.0094 | 40.5374 | 14 | 0.0663 | 23.5697 |
| 2 | 0.0365 | 28.7541 | 15 | 0.0960 | 20.3546 |
| 3 | 0.0508 | 25.8827 | 16 | 0.0592 | 24.5536 |
| 4 | 0.0686 | 23.2735 | 17 | 0.0780 | 22.1581 |
| 5 | 0.1332 | 17.5099 | 18 | 0.1169 | 18.6437 |
| 6 | 0.0091 | 40.8192 | 19 | 0.1189 | 18.4964 |
| 7 | 0.0218 | 33.2309 | 20 | 0.1033 | 19.7180 |
| 8 | 0.0606 | 24.3505 | 21 | 0.0830 | 21.6184 |
| 9 | 0.0368 | 28.6830 | 22 | 0.0785 | 22.1026 |
| 10 | 0.0353 | 29.0445 | 23 | 0.0916 | 20.7621 |
| 11 | 0.0515 | 25.7639 | 24 | 0.1471 | 16.6477 |
| 12 | 0.0258 | 31.7676 | 25 | 0.1727 | 15.2542 |
| 13 | 0.0600 | 24.4370 |
| Level | A | B | C | D |
|---|---|---|---|---|
| I | 27.19 | 30.66 | 26.78 | 28.29 |
| II | 31.23 | 27.60 | 25.84 | 24.69 |
| III | 25.18 | 22.82 | 24.25 | 25.54 |
| IV | 20.71 | 22.13 | 23.84 | 23.42 |
| V | 19.28 | 20.38 | 22.88 | 21.64 |
| Delta | 11.95 | 10.28 | 3.90 | 6.65 |
| Rank | 1 | 2 | 4 | 3 |
| Control Parameter | ||||
|---|---|---|---|---|
| Wood waste | 24.72 | 94.3663 | 201.5715 | 46.82 |
| Normal load | 72.7317 | 36.08 | ||
| Sliding distance | 9.8789 | 4.90 | ||
| Sliding velocity | 24.5946 | 12.20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, T.; Patnaik, A.; Ranakoti, L.; Dogossy, G.; Lendvai, L. Thermal and Sliding Wear Properties of Wood Waste-Filled Poly(Lactic Acid) Biocomposites. Polymers 2022, 14, 2230. https://doi.org/10.3390/polym14112230
Singh T, Patnaik A, Ranakoti L, Dogossy G, Lendvai L. Thermal and Sliding Wear Properties of Wood Waste-Filled Poly(Lactic Acid) Biocomposites. Polymers. 2022; 14(11):2230. https://doi.org/10.3390/polym14112230
Chicago/Turabian StyleSingh, Tej, Amar Patnaik, Lalit Ranakoti, Gábor Dogossy, and László Lendvai. 2022. "Thermal and Sliding Wear Properties of Wood Waste-Filled Poly(Lactic Acid) Biocomposites" Polymers 14, no. 11: 2230. https://doi.org/10.3390/polym14112230
APA StyleSingh, T., Patnaik, A., Ranakoti, L., Dogossy, G., & Lendvai, L. (2022). Thermal and Sliding Wear Properties of Wood Waste-Filled Poly(Lactic Acid) Biocomposites. Polymers, 14(11), 2230. https://doi.org/10.3390/polym14112230